Implementation of PEF Treatment at Real-Scale Tomatoes Processing Considering LCA Methodology as an Innovation Strategy in the Agri-Food Sector

 ,
, 
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. The PEF-Assisted Tomato Peeling Process
2.1.1. Integration of PEF Technology in a Tomato Processing Line
2.1.2. On-Site Tests
2.2. LCA Methodology
2.2.1. Goal and Scope
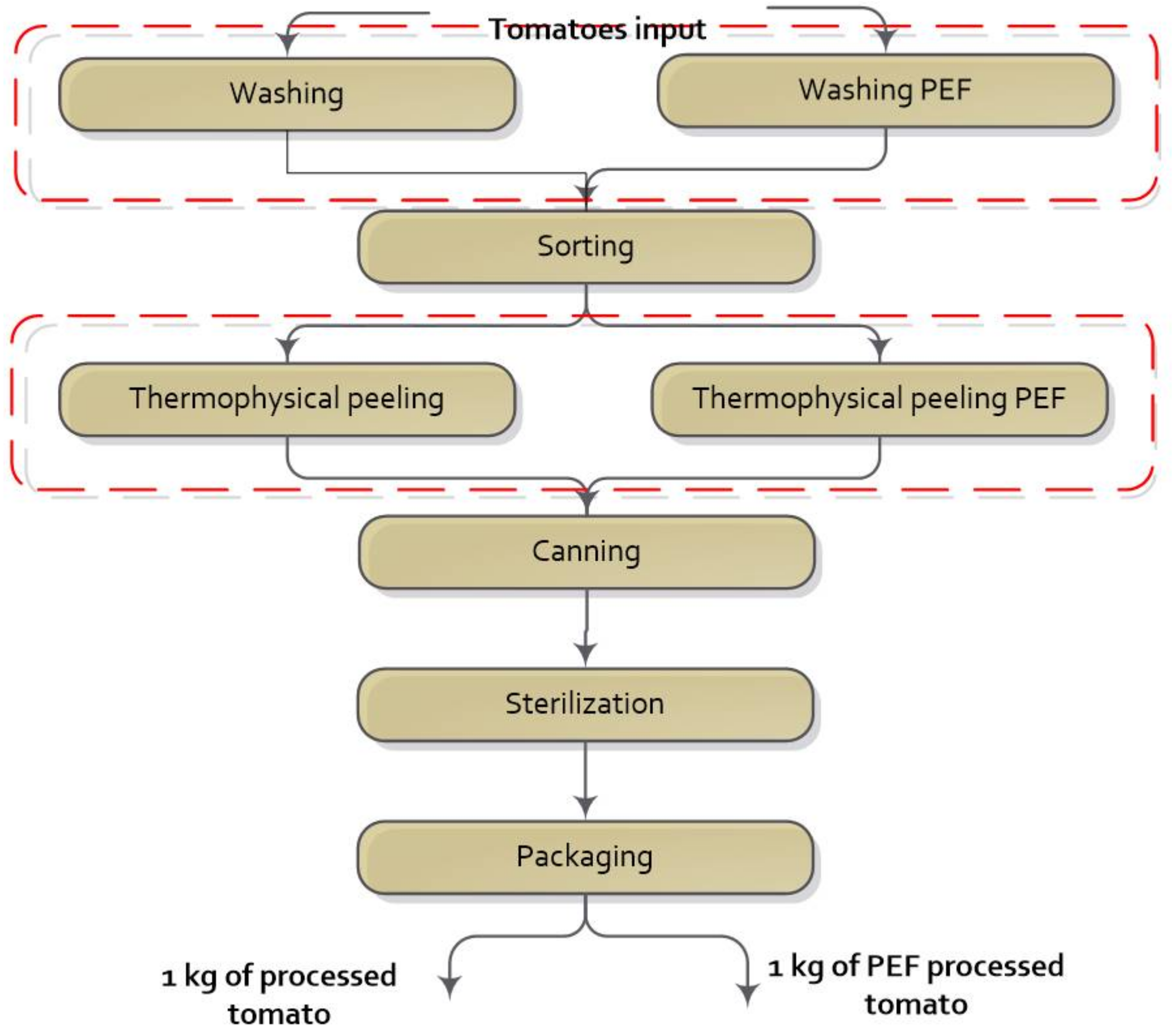
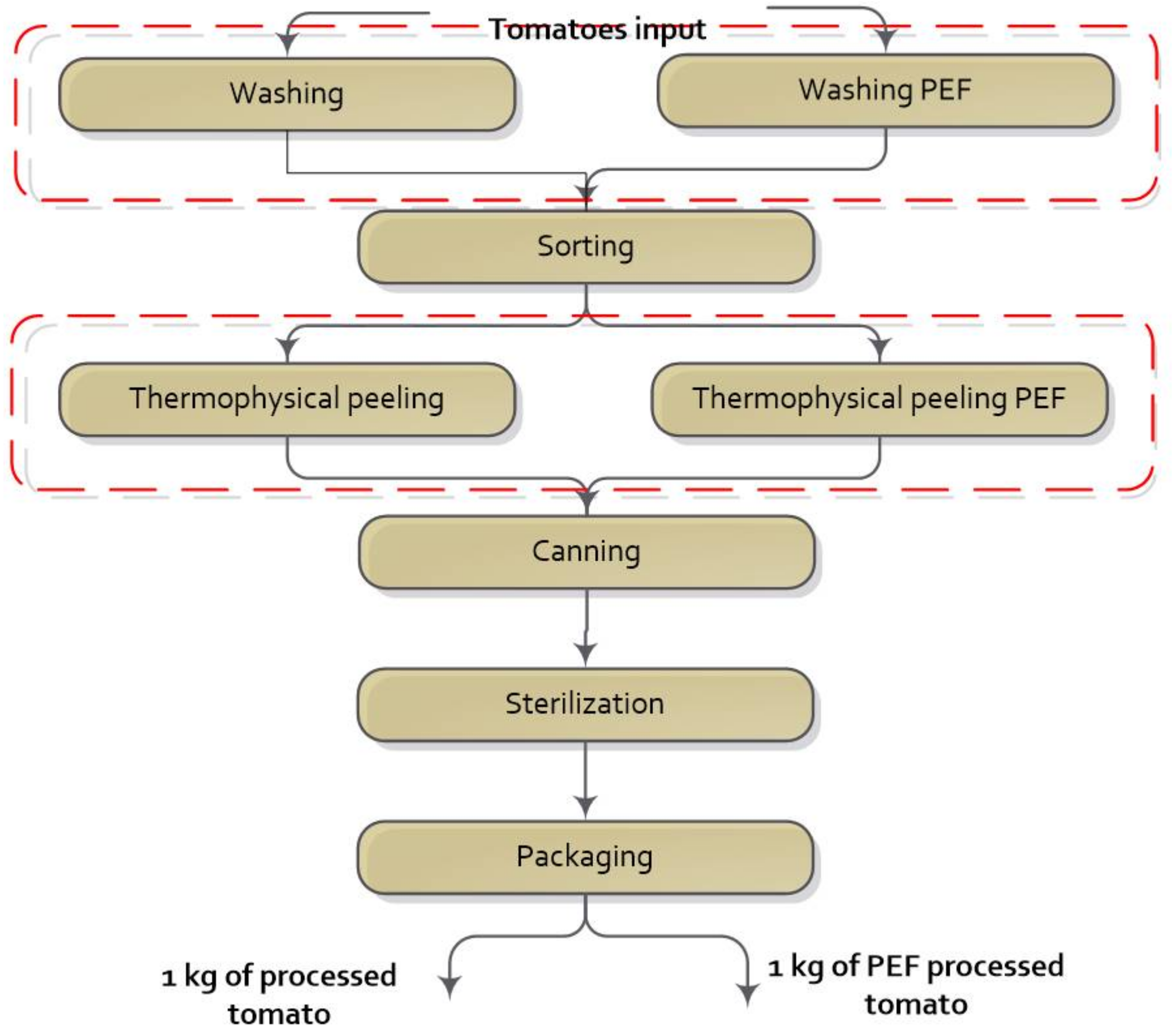
2.2.2. Study System Description and Boundaries
2.2.3. Environmental Indicators
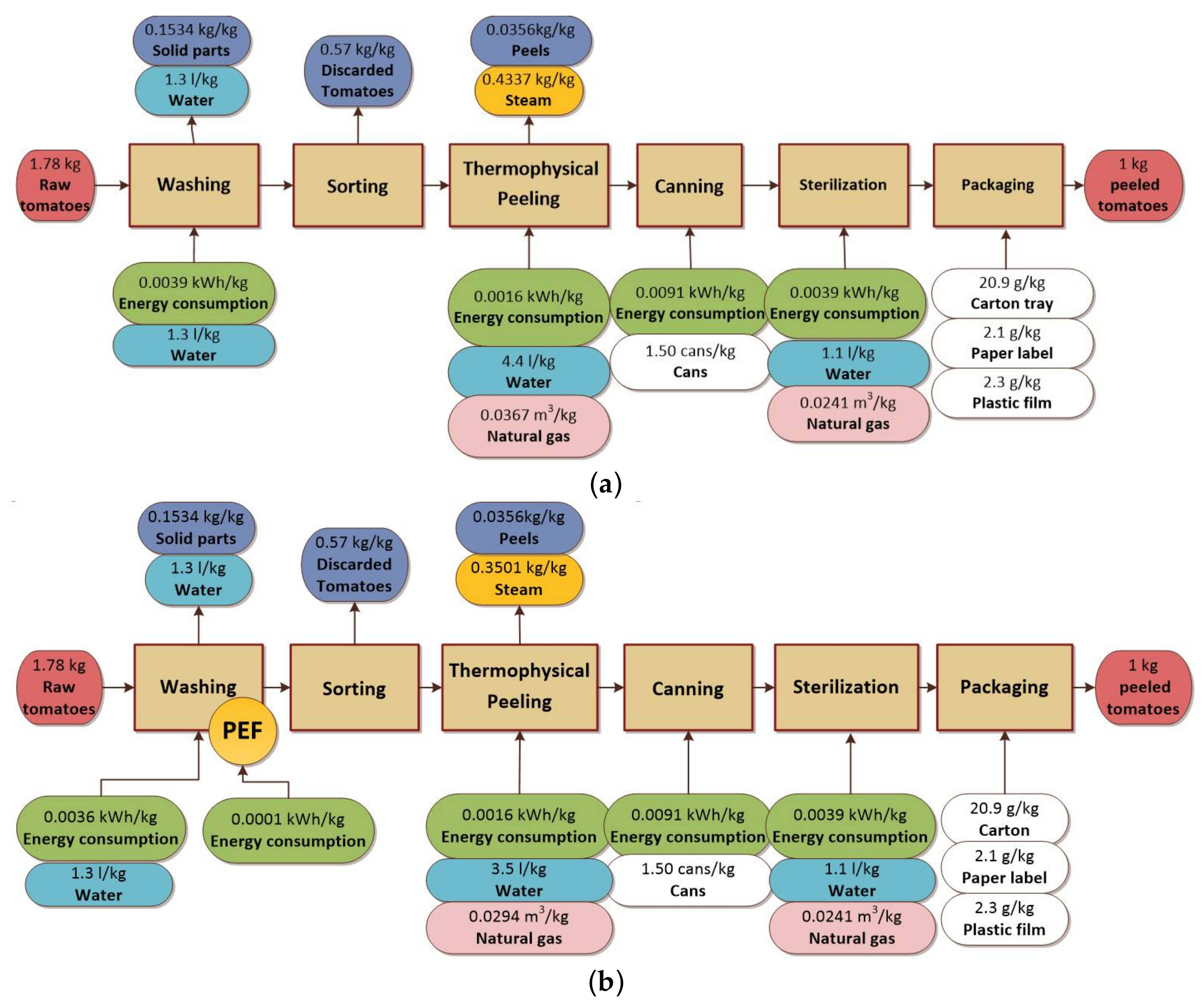
2.2.4. Life Cycle Inventory (LCI)
- Identify potential data collection challenges and precautionary measures to maintain the integrity of the study (e.g., incomplete surveys, improper data entry, data representativeness, etc.).
- Determine and create, if necessary, a method for collection, storage, and retention of data.
- Monitor and support data collection activities.
3. Results and Discussion
3.1. Technical Results of PEF Integration
3.2. LCA Environmental Results
3.2.1. Results from the Conventional Processing System
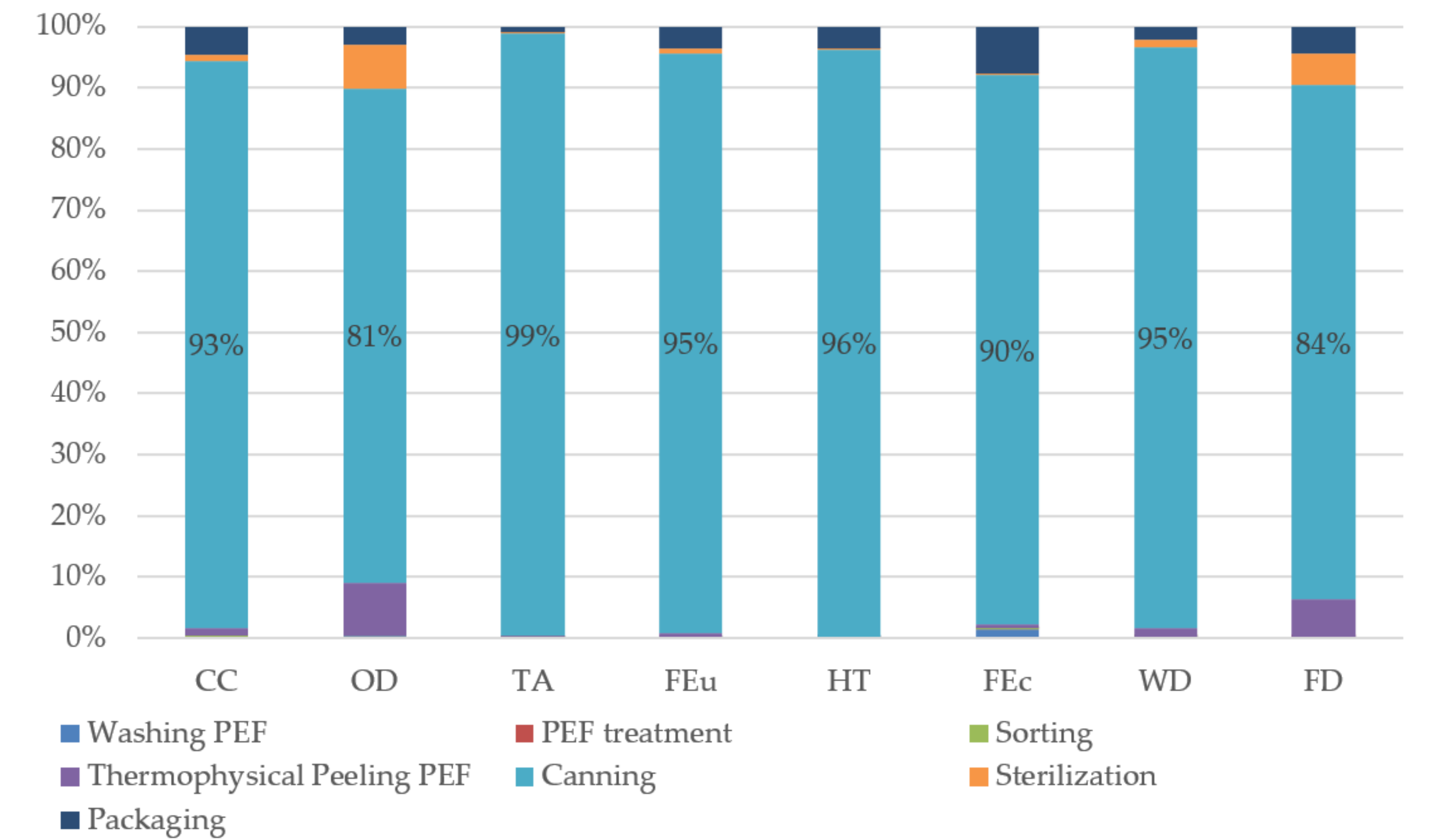
3.2.2. Results from the PEF Processing System
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Eurostat. Chapter 4: Agricultural Products. In Agriculture, Forestry and Fishery Statistics, 2016 ed.; Statistical books: 2016; Eurostat: Luxembourg City, Luxembourg, 2016. [Google Scholar]
- Tomato Production Facts around the World. Available online: http://www.hortibiz.com/item/news/tomato-production-facts-around-the-world (accessed on 3 February 2018).
- Rock, C.; Yang, W.; Goodrich-Schneider, R.; Feng, H. Conventional and alternative methods for tomato peeling. Food Eng. Rev. 2012, 4, 1–15. [Google Scholar] [CrossRef]
- Pan, Z.; Li, X.; Bingol, G.; McHugh, T.H.; Atungulu, G.G. Technical note: Development of infrared radiation heating method for sustainable tomato peeling. Appl. Eng. Agric. 2009, 25, 935–941. [Google Scholar] [CrossRef]
- Pan, Z.L.; Li, X.; Khir, R.; El-Mashad, H.M.; Atungulu, G.G.; McHugh, T.H.; Delwiche, M. A pilot scale electrical infrared dry-peeling system for tomatoes: Design and performance evaluation. Biosyst. Eng. 2015, 137, 1–8. [Google Scholar] [CrossRef]
- Wongsa-Ngasri, P.; Sastry, S.K. Effect of ohmic heating on tomato peeling. LWT-Food Sci. Technol. 2015, 61, 269–274. [Google Scholar] [CrossRef]
- Li, X.; Pan, Z.L.; Atungulu, G.G.; Zheng, X.; Wood, D.; Delwiche, M.; McHugh, T.H. Peeling of tomatoes using novel infrared radiation heating technology. Innov. Food Sci. Emerg. Technol. 2014, 21, 123–130. [Google Scholar] [CrossRef]
- Golberg, A.; Sack, M.; Teissie, J.; Pataro, G.; Pliquett, U.; Saulis, G.; Stefan, T.; Miklavcic, D.; Vorobiev, E.; Frey, W. Energy-efficient biomass processing with pulsed electric fields for bioeconomy and sustainable development. Biotechnol. Biofuels 2016, 9, 94. [Google Scholar] [CrossRef] [PubMed]
- Pataro, G.; Bobinaite, R.; Bobinas, C.; Satkauskas, S.; Raudonis, R.; Visockis, M.; Ferrari, G.; Viskelis, P. Improving the extraction of juice and anthocyanins from blueberry fruits and their by-products by application of pulsed electric fields. Food Bioprocess Technol. 2017, 10, 1595–1605. [Google Scholar] [CrossRef]
- Barba, F.J.; Parniakov, O.; Pereira, S.A.; Wiktor, A.; Grimi, N.; Boussetta, N.; Saraiva, J.A.; Raso, J.; Martin-Belloso, O.; Witrowa-Rajchert, D.; et al. Current applications and new opportunities for the use of pulsed electric fields in food science and industry. Food Res. Int. 2015, 77, 773–798. [Google Scholar] [CrossRef]
- Cellura, M.; Longo, S.; Mistretta, M. Life cycle assessment (LCA) of protected crops: An italian case study. J. Clean. Prod. 2012, 28, 56–62. [Google Scholar] [CrossRef]
- Tukker, A.; Huppes, G.; Guinée, J.B.; Heijungs, R.; de Koning, A.; Oers, L.; van Suh, S.; Geerken, T.; van Holderbeke, M.; Jansen, B.; Nielsen, P. Environmental Impacts of Products (EIPRO), Analysis of the Life Cycle Environmental Impacts Related to the Final Consumption of the EU-25; European Commission. Technical report EUR 22284 EN; European Commission Joint Research Center (DG JRC), Institute for Prospective Technological Studies: Sevilla, Spain, 2006. [Google Scholar]
- Longo, S.; Mistretta, M.; Guarino, F.; Cellura, M. Life cycle assessment of organic and conventional apple supply chains in the north of Italy. J. Clean. Prod. 2017, 140, 654–663. [Google Scholar] [CrossRef]
- Baudino, C.; Giuggioli, N.R.; Briano, R.; Massaglia, S.; Peano, C. Integrated methodologies (SWOT, TOWS, LCA) for improving production chains and environmental sustainability of kiwifruit and baby kiwi in Italy. Sustainability 2017, 9, 1621. [Google Scholar] [CrossRef]
- Accorsi, R.; Versari, L.; Manzini, R. Glass vs. Plastic: Life cycle assessment of extra-virgin olive oil bottles across global supply chains. Sustainability 2015, 7, 2818–2840. [Google Scholar] [CrossRef]
- Mouron, P.; Willersinn, C.; Mobius, S.; Lansche, J. Environmental profile of the Swiss supply chain for French fries: Effects of food loss reduction, loss treatments and process modifications. Sustainability 2016, 8, 1214. [Google Scholar] [CrossRef]
- Zarei, M.J.; Kazemi, N.; Marzban, A. Life cycle environmental impacts of cucumber and tomato production in open-field and greenhouse. J. Saudi Soc. Agric. Sci. 2017. [Google Scholar] [CrossRef]
- Dias, G.M.; Ayer, N.W.; Khosla, S.; Van Acker, R.; Young, S.B.; Whitney, S.; Hendricks, P. Life cycle perspectives on the sustainability of Ontario greenhouse tomato production: Benchmarking and improvement opportunities. J. Clean. Prod. 2017, 140, 831–839. [Google Scholar] [CrossRef]
- Torrellas, M.; Antón, A.; López, J.C.; Baeza, E.J.; Pérez-Parra, J.; Muñoz, P.; Montero, J.I. LCA of a tomato crop in a multi-tunnel greenhouse in Almeria. Int. J. Life Cycle Assess 2012, 17, 863–875. [Google Scholar] [CrossRef]
- Torrellas, M.; Antón, A.; Ruijs, M.; García-Victoria, N.; Stanghellini, C.; Montero, J.I. Environmental and economic assessment of protected crops in four European scenarios. J. Clean. Prod. 2012, 28, 45–55. [Google Scholar] [CrossRef]
- Payen, S.; Basset-Mens, C.; Perret, S. LCA of local and imported tomato: An energy and water trade-off. J. Clean. Prod. 2015, 87, 139–148. [Google Scholar] [CrossRef]
- Pishgar-Komleh, S.H.; Akram, A.; Keyhani, A.; Raei, M.; Elshout, P.M.F.; Huijbregts, M.A.J.; van Zelm, R. Variability in the carbon footprint of open-field tomato production in Iran—A case study of Alborz and East-Azerbaijan provinces. J. Clean. Prod. 2017, 142, 1510–1517. [Google Scholar] [CrossRef]
- Ntinas, G.K.; Neumair, M.; Tsadilas, C.D.; Meyer, J. Carbon footprint and cumulative energy demand of greenhouse and open-field tomato cultivation systems under Southern and Central European climatic conditions. J. Clean. Prod. 2017, 142, 3617–3626. [Google Scholar] [CrossRef]
- Romero-Gámez, M.; Antón, A.; Leyva, R.; Suárez-Rey, E.M. Inclusion of uncertainty in the LCA comparison of different cherry tomato production scenarios. Int. J. Life Cycle Assess 2017, 22, 798–811. [Google Scholar] [CrossRef]
- Manfredi, M.; Vignali, G. Life cycle assessment of a packaged tomato puree: A comparison of environmental impacts produced by different life cycle phases. J. Clean. Prod. 2014, 73, 275–284. [Google Scholar] [CrossRef]
- De Marco, I.; Riemma, S.; Iannone, R. Uncertainty of input parameters and sensitivity analysis in life cycle assessment: An Italian processed tomato product. J. Clean. Prod. 2018, 177, 315–325. [Google Scholar] [CrossRef]
- Pardo, G.; Zufia, J. Life cycle assessment of food-preservation technologies. J. Clean. Prod. 2012, 28, 198–207. [Google Scholar] [CrossRef]
- Aganovic, K.; Smetana, S.; Grauwet, T.; Toepfl, S.; Mathys, A.; Van Loey, A.; Heinz, V. Pilot scale thermal and alternative pasteurization of tomato and watermelon juice: An energy comparison and life cycle assessment. J. Clean. Prod. 2017, 141, 514–525. [Google Scholar] [CrossRef]
- Effepidi. F.P.D. Industry. Available online: www.fpdsrl.it (accessed on 30 January 2018).
- Tukker, A. Life cycle assessment as a tool in environmental impact assessment. EIA Rev. 2000, 20, 435–456. [Google Scholar] [CrossRef]
- Lopez-Sabiron, A.M.; Aranda-Uson, A.; Mainar-Toledo, M.D.; Ferreira, V.J.; Ferreira, G. Environmental profile of latent energy storage materials applied to industrial systems. Sci. Total Environ. 2014, 473–474, 565–575. [Google Scholar] [CrossRef] [PubMed]
- Opatokun, S.A.; Lopez-Sabiron, A.M.; Ferreira, G.; Strezov, V. Life cycle analysis of energy production from food waste through anaerobic digestion, pyrolysis and integrated energy system. Sustainability 2017, 9, 1804. [Google Scholar] [CrossRef]
- Royo, P.; Ferreira, V.; Lopez-Sabiron, A.M.; Ferreira, G. Hybrid diagnosis to characterise the energy and environmental enhancement of photovoltaic modules using smart materials. Energy 2016, 101, 174–189. [Google Scholar] [CrossRef]
- SETAC-Society of Environmental Toxicology and Chemistry. Available online: www.setac.org (accessed on 31 January 2018).
- International Organization for Standardization. ISO 14040:2006, Environmental Management—Life Cycle Assessment—Principles and Framework; International Organization for Standardization: Geneva, Switzerland, 2006. [Google Scholar]
- Goedkoop, M.; Heijungs, R.; Huijbregts, M.; De Schryver, A.; Struijs, J.; Van Zelm, R. Recipe: A Life Cycle Impact Assessment Method which Comprises Harmonised Category Indicators at the Midpoint and the Endpoint Level, 1st ed.; (version 1.08); Ministry of Housing, Spatial Planning and Environment (VROM): Den Haag, The Netherlands, 2008. [Google Scholar]
- BRE 2015. The Green Guide Explained. BRE Centre for Sustainable Products. Building Research Establishment. Available online: http://www.bre.co.uk/filelibrary/greenguide/PDF/The-Green-Guide-Explained_March2015.pdf (accessed on 30 January 2018).
- Shah, K.N.; Varandani, N.S.; Panchani, M. Life cycle assessment of household water tanks—A study of LLDPE, mild steel and RCC tanks. J. Environ. Prot. 2016, 7, 760–769. [Google Scholar] [CrossRef]
- Ecoinvent—Life Cycle Inventory (LCI) Database. Available online: www.ecoinvent.org (accessed on 30 January 2018).
- LCA Software. Simapro 8. Available online: https://simapro.com (accessed on 31 January 2018).
- Del Borghi, A.; Gallo, M.; Strazza, C.; Del Borghi, M. An evaluation of environmental sustainability in the food industry through life cycle assessment: The case study of tomato products supply chain. J. Clean. Prod. 2014, 78, 121–130. [Google Scholar] [CrossRef]
- Garofalo, P.; D’Andrea, L.; Tomaiuolo, M.; Venezia, A.; Castrignano, A. Environmental sustainability of agri-food supply chains in Italy: The case of the whole-peeled tomato production under life cycle assessment methodology. J. Food Eng. 2017, 200, 1–12. [Google Scholar] [CrossRef]
- Karakaya, A.; Özilgen, M. Energy utilization and carbon dioxide emission in the fresh, paste, whole-peeled, diced, and juiced tomato production processes. Energy 2011, 36, 2101–5110. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value per kg Processed | Units |
|---|---|---|
| Processing time | 3.5 | h |
| Final product produced | 1 | kg/kg |
| Tomatoes fed to the plant | 1.78 | kg/kg |
| Daily operating hours | 18 | h/day |
| Working days | 70 | days/year |
| Total | Washing | Sorting | Thermo-Physical Peeling | Canning | Sterilization | Packaging | |
|---|---|---|---|---|---|---|---|
| CC | 1.50 | 4.42 × 10−3 | 9.93 × 10−4 | 2.21 × 10−2 | 1.39 | 1.59 × 10−2 | 6.70 × 10−2 |
| OD | 1.54 × 10−7 | 5.93 × 10−10 | 1.50 × 10−10 | 1.59 × 10−8 | 1.22 × 10−7 | 1.06 × 10−8 | 4.54 × 10−9 |
| TA | 3.52 × 10−2 | 1.83 × 10−5 | 4.76 × 10−6 | 1.32 × 10−4 | 3.47 × 10−2 | 9.14 × 10−5 | 2.95 × 10−4 |
| FEu | 7.38 × 10−4 | 4.86 × 10−7 | 1.21 × 10−8 | 7.44 × 10−6 | 6.99 × 10−4 | 5.12 × 10−6 | 2.65 × 10−5 |
| HT | 9.95 × 10−2 | 8.51 × 10−5 | 9.83 × 10−6 | 2.16 × 10−4 | 9.55 × 10−2 | 1.60 × 10−4 | 3.60 × 10−3 |
| FEc | 2.21 × 10−4 | 3.30 × 10−6 | 3.29 × 10−7 | 1.54 × 10−6 | 1.98 × 10−4 | 4.75 × 10−7 | 1.71 × 10−5 |
| WD | 7.60 | 2.04 × 10−2 | 1.15 × 10−4 | 0.12 | 7.20 | 9.03 × 10−2 | 0.17 |
| FD | 0.47 | 7.25 × 10−4 | 2.02 × 10−8 | 3.54 × 10−2 | 0.39 | 2.37 × 10−2 | 2.02 × 10−2 |
| Washing | Sorting | Thermo-Physical Peeling | Sterilization | Packaging | |
|---|---|---|---|---|---|
| CC | 4.0% | 0.9% | 20.0% | 14.4% | 60.7% |
| OD | 1.9% | 0.5% | 50.0% | 33.4% | 14.3% |
| TA | 3.4% | 0.9% | 24.4% | 16.9% | 54.5% |
| FEu | 1.2% | <0.1% | 18.8% | 13.0% | 67.0% |
| HT | 2.1% | 0.2% | 5.3% | 3.9% | 88.4% |
| FEc | 14.5% | 1.5% | 6.8% | 2.1% | 75.2% |
| WD | 5.1% | <0.1% | 30.9% | 22.5% | 41.4% |
| FD | 0.9% | <0.1% | 44.2% | 29.7% | 25.2% |
| Total | Washing PEF | PEF Treatment | Sorting | Thermo-Physical Peeling PEF | Canning | Sterilization | Packaging | |
|---|---|---|---|---|---|---|---|---|
| CC | 1.49 | 4.04 × 10−3 | 6.39 × 10−5 | 9.93 × 10−4 | 1.80 × 10−2 | 1.39 | 1.59 × 10−2 | 6.70 × 10−2 |
| OD | 1.50 × 10−7 | 5.45 × 10−10 | 7.93 × 10−12 | 1.50 × 10−10 | 1.27 × 10−8 | 1.22 × 10−7 | 1.06 × 10−8 | 4.54 × 10−9 |
| TA | 3.52 × 10−2 | 1.69 × 10−5 | 2.30 × 10−7 | 4.76 × 10−6 | 1.07 × 10−4 | 3.47 × 10−2 | 9.14 × 10−5 | 2.95 × 10−4 |
| FEu | 7.37 × 10−4 | 4.25 × 10−7 | 9.97 × 10−9 | 1.21 × 10−8 | 5.98 × 10−6 | 6.99 × 10−4 | 5.12 × 10−6 | 2.65 × 10−5 |
| HT | 9.95 × 10−2 | 7.88 × 10−5 | 1.03 × 10−6 | 9.83 × 10−6 | 1.77 × 10−4 | 9.55 × 10−2 | 1.60 × 10−4 | 3.60 × 10−3 |
| FEc | 2.21 × 10−4 | 3.27 × 10−6 | 4.19 × 10−9 | 3.29 × 10−7 | 1.27 × 10−6 | 1.98 × 10−4 | 4.75 × 10−7 | 1.71 × 10−5 |
| WD | 7.58 | 1.81 × 10−2 | 3.85 × 10−4 | 1.15 × 10−4 | 0.10 | 7.20 | 9.03 × 10−2 | 0.17 |
| FD | 0.46 | 6.05 × 10−4 | 1.98 × 10−5 | 2.02 × 10−8 | 2.84 × 10−2 | 0.39 | 2.37 × 10−2 | 2.02 × 10−2 |
| Washing PEF | PEF Treatment | Sorting | Thermo-Physical Peeling PEF | Sterilization | Packaging | |
|---|---|---|---|---|---|---|
| CC | 3.8% | 0.1% | 0.9% | 17.0% | 15.0% | 63.3% |
| OD | 1.9% | <0.1% | 0.5% | 44.6% | 37.1% | 15.9% |
| TA | 3.3% | <0.1% | 0.9% | 20.8% | 17.7% | 57.3% |
| FEu | 1.1% | <0.1% | <0.1% | 15.7% | 13.5% | 69.6% |
| HT | 2.0% | <0.1% | 0.2% | 4.4% | 4.0% | 89.4% |
| FEc | 14.6% | <0.1% | 1.5% | 5.7% | 2.1% | 76.1% |
| WD | 4.8% | 0.1% | <0.1% | 26.7% | 24.0% | 44.3% |
| FD | 0.8% | <0.1% | <0.1% | 38.9% | 32.6% | 27.7% |
| Thermo-Physical Peeling | Thermo-Physical Peeling PEF | Variation | |
|---|---|---|---|
| Climate change | 2.21 × 10−2 | 1.80 × 10−2 | −18.72% |
| Ozone depletion | 1.59 × 10−8 | 1.27 × 10−8 | −19.76% |
| Terrestrial acidification | 1.32 × 10−4 | 1.07 × 10−4 | −19.15% |
| Freshwater eutrophication | 7.44 × 10−6 | 5.98 × 10−6 | −19.58% |
| Human toxicity | 2.16 × 10−4 | 1.77 × 10−4 | −18.14% |
| Freshwater ecotoxicity | 1.54 × 10−6 | 1.27 × 10−6 | −17.24% |
| Water depletion | 0.12 | 0.10 | −19.05% |
| Fossil depletion | 3.54 × 10−2 | 2.84 × 10−2 | −19.83% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arnal, Á.J.; Royo, P.; Pataro, G.; Ferrari, G.; Ferreira, V.J.; López-Sabirón, A.M.; Ferreira, G.A. Implementation of PEF Treatment at Real-Scale Tomatoes Processing Considering LCA Methodology as an Innovation Strategy in the Agri-Food Sector. Sustainability 2018, 10, 979. https://doi.org/10.3390/su10040979
Arnal ÁJ, Royo P, Pataro G, Ferrari G, Ferreira VJ, López-Sabirón AM, Ferreira GA. Implementation of PEF Treatment at Real-Scale Tomatoes Processing Considering LCA Methodology as an Innovation Strategy in the Agri-Food Sector. Sustainability. 2018; 10(4):979. https://doi.org/10.3390/su10040979
Chicago/Turabian StyleArnal, Álvaro J., Patricia Royo, Gianpiero Pataro, Giovanna Ferrari, Víctor J. Ferreira, Ana M. López-Sabirón, and Germán A. Ferreira. 2018. "Implementation of PEF Treatment at Real-Scale Tomatoes Processing Considering LCA Methodology as an Innovation Strategy in the Agri-Food Sector" Sustainability 10, no. 4: 979. https://doi.org/10.3390/su10040979
APA StyleArnal, Á. J., Royo, P., Pataro, G., Ferrari, G., Ferreira, V. J., López-Sabirón, A. M., & Ferreira, G. A. (2018). Implementation of PEF Treatment at Real-Scale Tomatoes Processing Considering LCA Methodology as an Innovation Strategy in the Agri-Food Sector. Sustainability, 10(4), 979. https://doi.org/10.3390/su10040979