RFID Based Manufacturing Process of Cloud MES


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
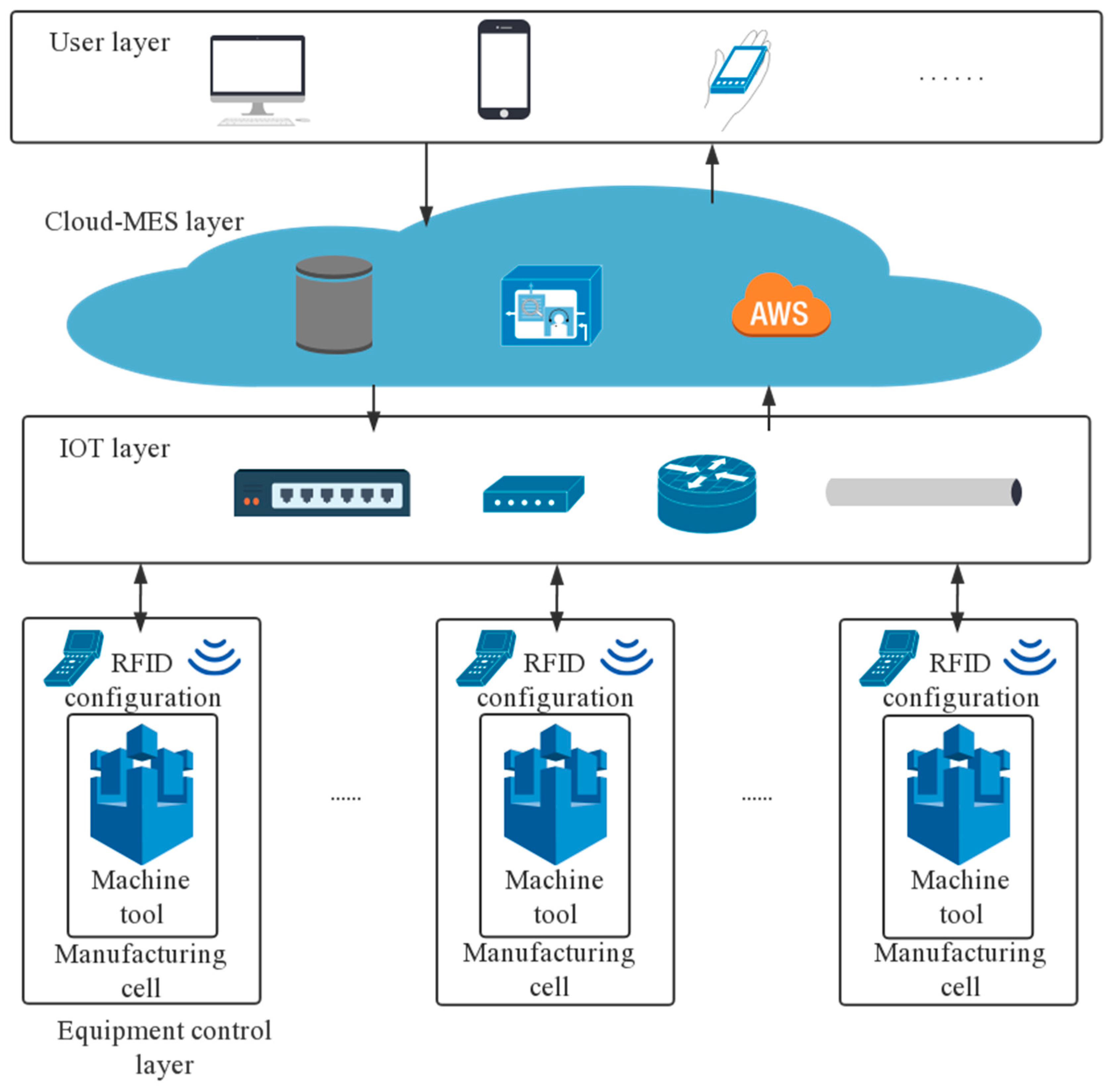
2. The General Framework of the RFID Based Manufacturing Process of Cloud MES
- (1)
- Equipment control layer: The equipment in this layer is mainly based on the processing machine tool (or enterprise workshop), and the machine tool (or enterprise workshop) under the cloud MES system being virtualized and abstracted as a node, and as a basic manufacturing unit. Each manufacturing unit needs to be configured with RFID to match the corresponding RFID tags, providing hardware support for real-time tracking and monitoring functions in the cloud MES system.
- (2)
- IoT layer: This layer mainly realizes the interconnection of devices between manufacturing units composed of various processing machine tools (or enterprise workshops). The main hardware devices include sensors, industrial Ethernet, fieldbus, switches and wireless network systems.
- (3)
- Cloud MES layer: This layer integrates cloud storage, big data technology and an MES system, and is responsible for processing and feeding back the data indexes of the underlying devices uploaded through the IoT layer to realize the cloud-based, virtualized and intelligent management of the manufacturing process by the MES system. It mainly includes a cloud database, a cloud server and a big data processing system module. The cloud database is the integration of the MES database with other databases (such as ERP: Enterprise Resource Planning, SCM: Supply Chain Management, etc.). The cloud server is mainly laid on the public cloud, provided by third-party cloud providers (such as Amazon’s AWS, Microsoft’s Azure, and the domestic Alibaba Cloud, etc.), The big data processing system module is developed for the specific manufacturing process or as directed by a third-party vendor.
- (4)
- User layer: This layer mainly realizes the real-time dynamic display for the tracking and monitoring of the manufacturing process by the cloud MES layer. Under any circumstances, the user can keep track of the real-time dynamic of current manufacturing processes by using various methods (such as a web browser, application software client, AR (Augmented Reality), VR (Virtual Reality) intelligent display device, etc.).
3. RFID Tracking Configuration and Cloud Processing for Manufacturing Process
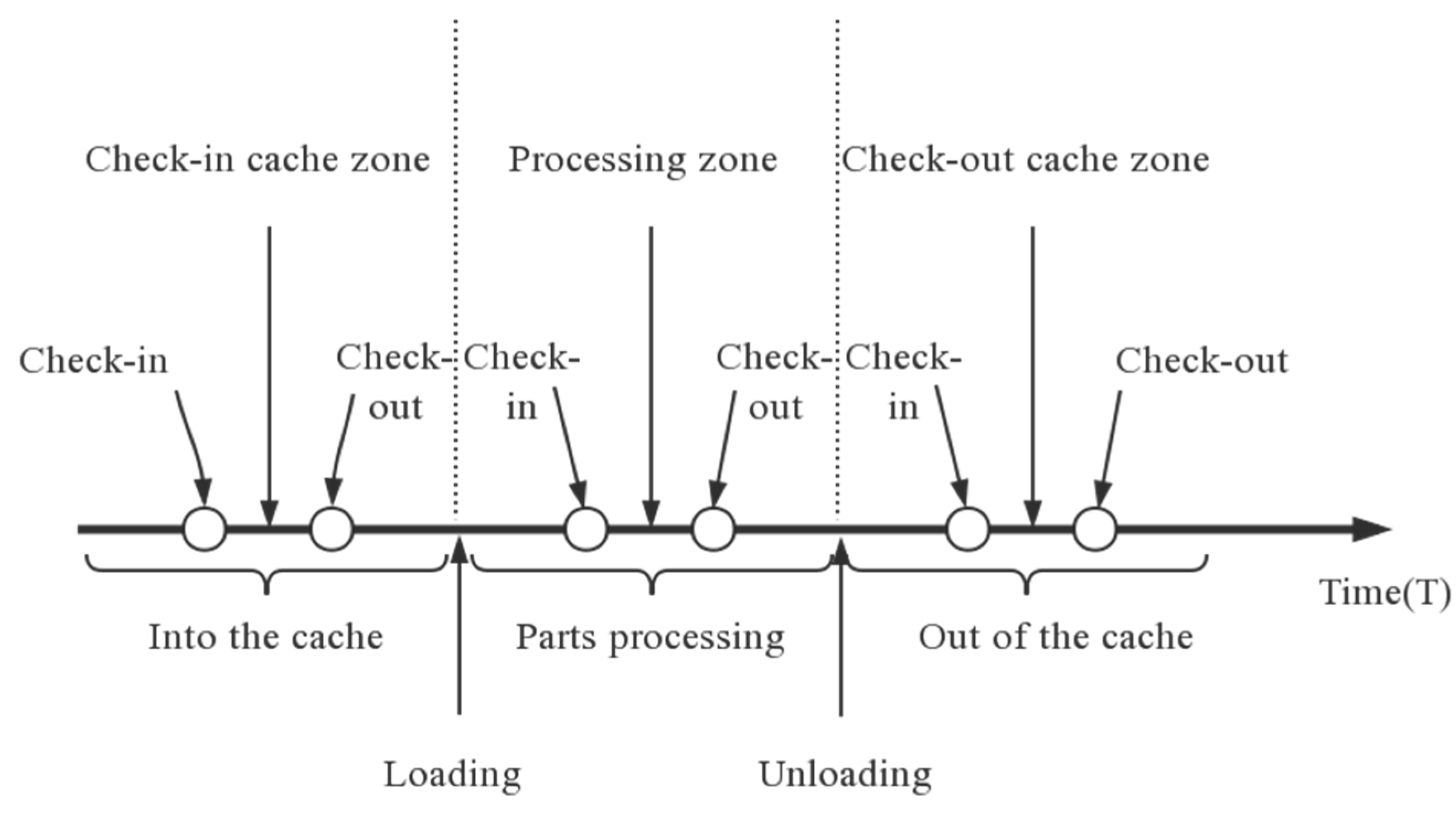
3.1. Process Division of the Production Process
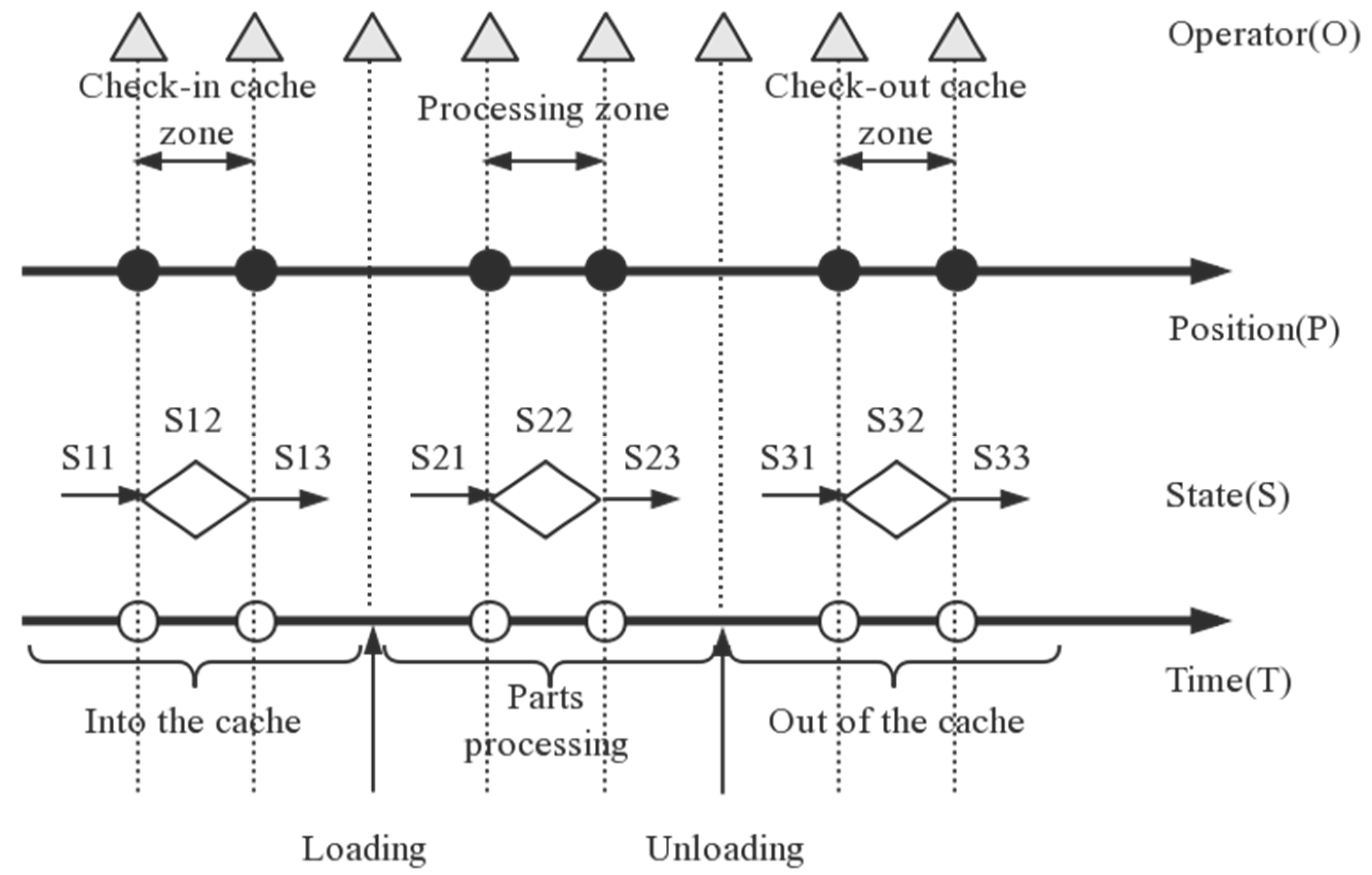
3.2. RFID Tracking Configuration Based on Process Division
3.3. Cloud MES Processing Based on RFID Configuration
4. Other Key Technologies
4.1. Network Automation Configuration
4.2. Cloud MES Monitoring Management
5. Case Analysis
5.1. Photovoltaic Slicing Production Case
5.2. Clothing Outsourcing Processing Case
6. Discussion
- (1)
- The data collection method based on RFID technology was convenient and fast, reduced manpower, saved time, improved data accuracy, and helped to automate the manufacturing process. At the same time, in view of the different enterprise production which requires corresponding RFID tracking configuration, it helped to achieve refinement of the management of the whole manufacturing process.
- (2)
- Under the control of the cloud MES system, the introduction of key technologies based on cloud storage and big data processing, and data mining for RFID real-time data streams, the proposed system can find key data, and provide dynamic information for real-time decision-making to solve production problems and help to make the manufacturing process intelligent.
- (3)
- The combination of the community model and the cloud MES system enables collaborative interactions, collaborative production and coordinated management and control among the cooperative enterprises, which contributes to the synergy of the manufacturing process.
7. Conclusions and Future Work
Author Contributions
Funding
Conflicts of Interest
References
- MESA International. MES Explained: A High Level Vision for Executives. Available online: https://services.mesa.org/resourcelibrary/showresource/334444c5-388f-4360-beb4-3c86dc0f4de4 (accessed on 26 October 2018).
- Integratable MES: The Challenge and the Opportunity. Available online: http://www.oalib.com/references/18332453 (accessed on 26 October 2018).
- Cao, J. Studies on Key Technologies of Manufacturing Execution System Oriented to the Agily Manufacturing. Ph.D. Thesis, Nanjing University of Aeronautics and Astronauties, Nanjing, China, 2002. (In Chinese). [Google Scholar]
- Wang, C. Research on the Key Technologies of Human-Centered Manufacturing Execution System in Networked Manufacturing. Ph.D. Thesis, Hefei University of Technology, Hefei, China, 2005. (In Chinese). [Google Scholar]
- Tang, T.; Lin, T.; Jie, W.; Ming, C. Full realization of digitalization is the only way to intelligent manufacturing. China Mech. Eng. 2018, 29, 366–377. [Google Scholar]
- Wang, Y. Optimization Technologies of Manufacturing Execution System in Cloudy Manufacturing and Applications in Machine Production Enterprise. Ph.D. Thesis, Zhejiang University, Hangzhou, China, 2011. (In Chinese). [Google Scholar]
- Helo, P.; Suorsa, M.; Hao, Y.; Anussornnitisarn, P. Toward a cloud-based manufacturing execution system for distributed manufacturing. Comput. Ind. 2014, 65, 646–656. [Google Scholar] [CrossRef]
- Jianchao, Z.; Chong, Z.; Fan, Z. Discussion on the construction of cloud MES for industrial parks. Manuf. Autom. 2018, 40, 94–97. [Google Scholar]
- MESA International. MES Software-Evaluation/Selection [EB/OL]. August 2007. Available online: https://services.mesa.org/resourcelibrary/showresource/e1734dd2-2f28-432b-a646-3f75384770cb.2007-8 (accessed on 26 October 2018).
- Zhou, S.; Ling, W.; Peng, Z. An RFID-based remote monitoring system for enterprise internal production management. Int. J. Adv. Manuf. Technol. 2007, 33, 837–844. [Google Scholar] [CrossRef]
- Fu, Y. RFID Based Key Enabling Technologies for He Running of Service-Oriented Manufacturing Execution Systems in Shop Floor. Ph.D. Thesis, Xi’an Jiaotong University, Xi’an, China, 2012. [Google Scholar]
- Guo, Z.; Ngai, E.; Yang, C.; Liang, X. An RFID-based intelligent decision support system architecture for production monitoring and scheduling in a distributed manufacturing environment. Int. J. Prod. Econ. 2015, 159, 16–28. [Google Scholar] [CrossRef]
- Jiang, P.; Sun, P.; Kai, D.; Chuang, W. Radio Frequency Identification-based Graphical Formalized Deduction Method for Process Tracking and Its Industrial Applications. J. Mech. Eng. 2015, 51, 9–17. [Google Scholar] [CrossRef]
- Ding, K.; Jiang, P.; Su, S. RFID-enabled social manufacturing system for inter-enterprise monitoring and dispatching of integrated production and transportation tasks. Robot. Comput. Integr. Manuf. 2018, 49, 120–133. [Google Scholar] [CrossRef]
- Mccarthy, I.; Anagnostou, A. The impact of outsourcing on the transaction costs and boundaries of manufacturing. Int. J. Prod. Econ. 2004, 88, 61–71. [Google Scholar] [CrossRef]
- Yin, S.; Yin, C.; Liu, F.; Li, X.B. Outsourcing resources integration service mode and semantic description in cloud manufacturing environment. Comput. Integr. Manuf. Syst. 2011, 17, 525–532. [Google Scholar]
- Cao, W.; Jiang, P.; Jiang, K.; Lu, P. Radio frequency identification-based real-time data collecting and visual monitoring for discrete manufacturing workshop. Comput. Integr. Manuf. Syst. 2017, 23, 273–284. [Google Scholar]
- Jiang, P.; Ding, K.; Leng, J. Social manufacturing: drivers, research status, and trends. Ind. Eng. J. 2016, 19, 1–9. [Google Scholar]
- Kang, L.; Kaiyu, J.; Ji, Z. Summary of the Data Acquisition Technology for MES. Die Mould Manuf. 2018, 18, 66–70. [Google Scholar]
- Wenhu, L. Design and Realization of Manufacturing Execution System Based on MicroService Architecture. Master’s Thesis, Zhejiang University, Hangzhou, China, 2018. [Google Scholar]









© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Chen, X.; Soliman, A.-H.A.; Zhu, Z. RFID Based Manufacturing Process of Cloud MES. Future Internet 2018, 10, 104. https://doi.org/10.3390/fi10110104
Wang C, Chen X, Soliman A-HA, Zhu Z. RFID Based Manufacturing Process of Cloud MES. Future Internet. 2018; 10(11):104. https://doi.org/10.3390/fi10110104
Chicago/Turabian StyleWang, Chuang, Xu’nan Chen, Abdel-Hamid Ali Soliman, and Zhixiang Zhu. 2018. "RFID Based Manufacturing Process of Cloud MES" Future Internet 10, no. 11: 104. https://doi.org/10.3390/fi10110104
APA StyleWang, C., Chen, X., Soliman, A.-H. A., & Zhu, Z. (2018). RFID Based Manufacturing Process of Cloud MES. Future Internet, 10(11), 104. https://doi.org/10.3390/fi10110104