
A Step Towards Real-Time Release Testing of Pharmaceutical Tablets: Utilization of CIELAB Color Space


Abstract

1. Introduction
2. Material and Methods
2.1. Materials and Formulations
2.2. Methods
2.2.1. Particle Size Characterization
2.2.2. Heckel Analysis
2.2.3. Tableting
2.2.4. Surface Roughness
2.2.5. Porosity
2.2.6. Tensile Strength
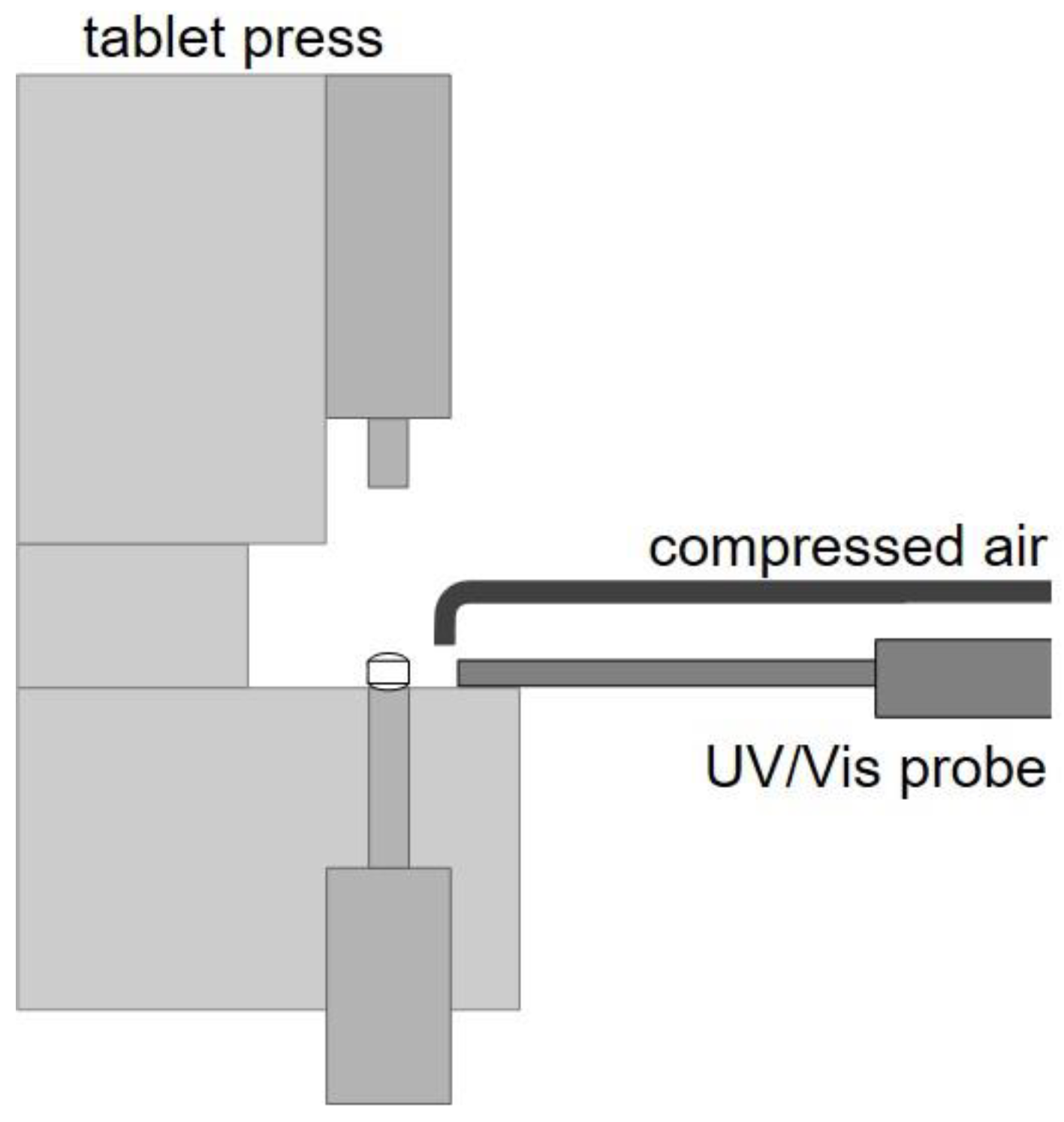
2.2.7. Porosity and Tensile Strength In-Line Monitoring
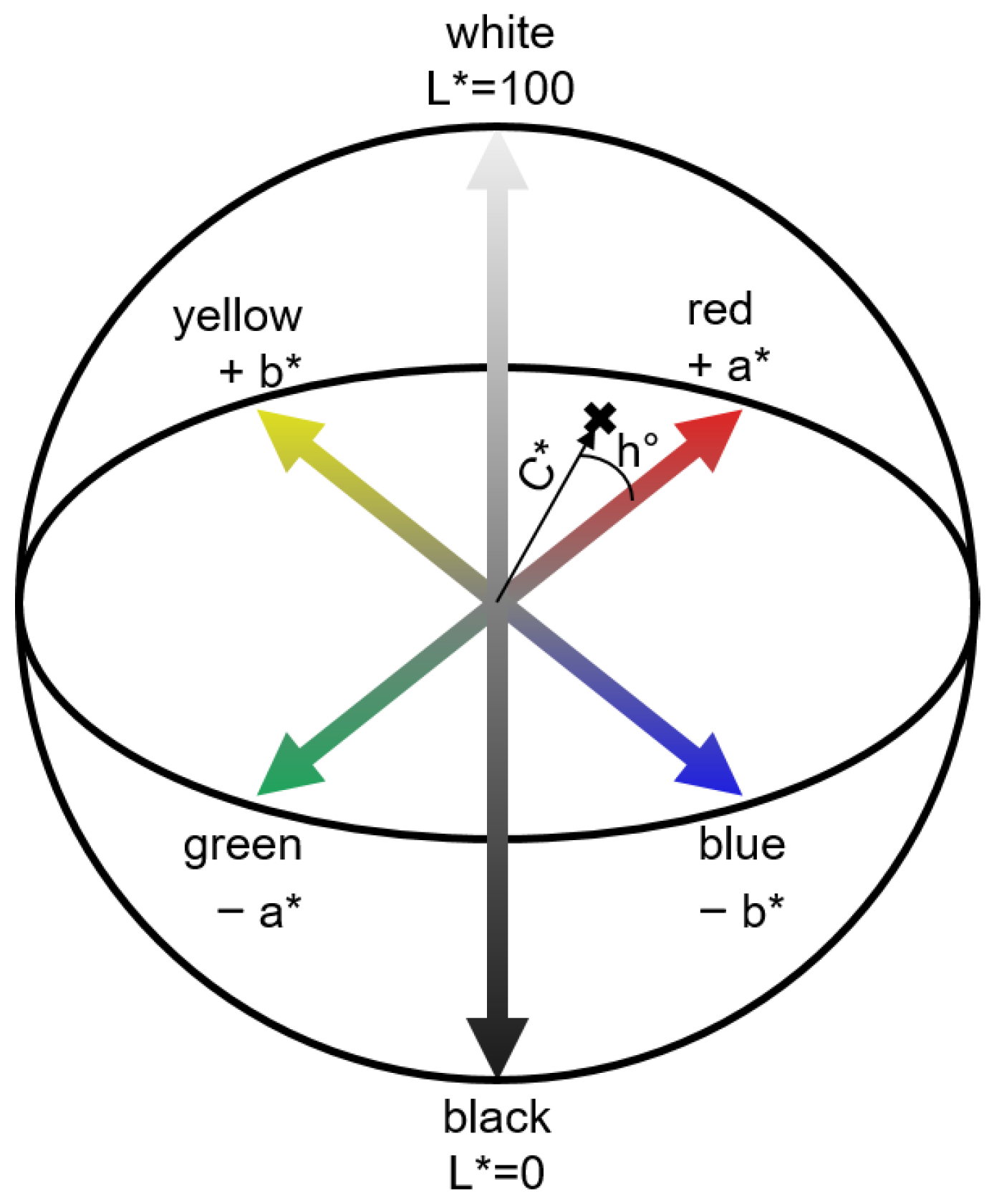
2.2.8. Conversion of Spectral UV/Vis Data into CIELAB Color Space
3. Results
3.1. Raw Material and Formulation Characterization
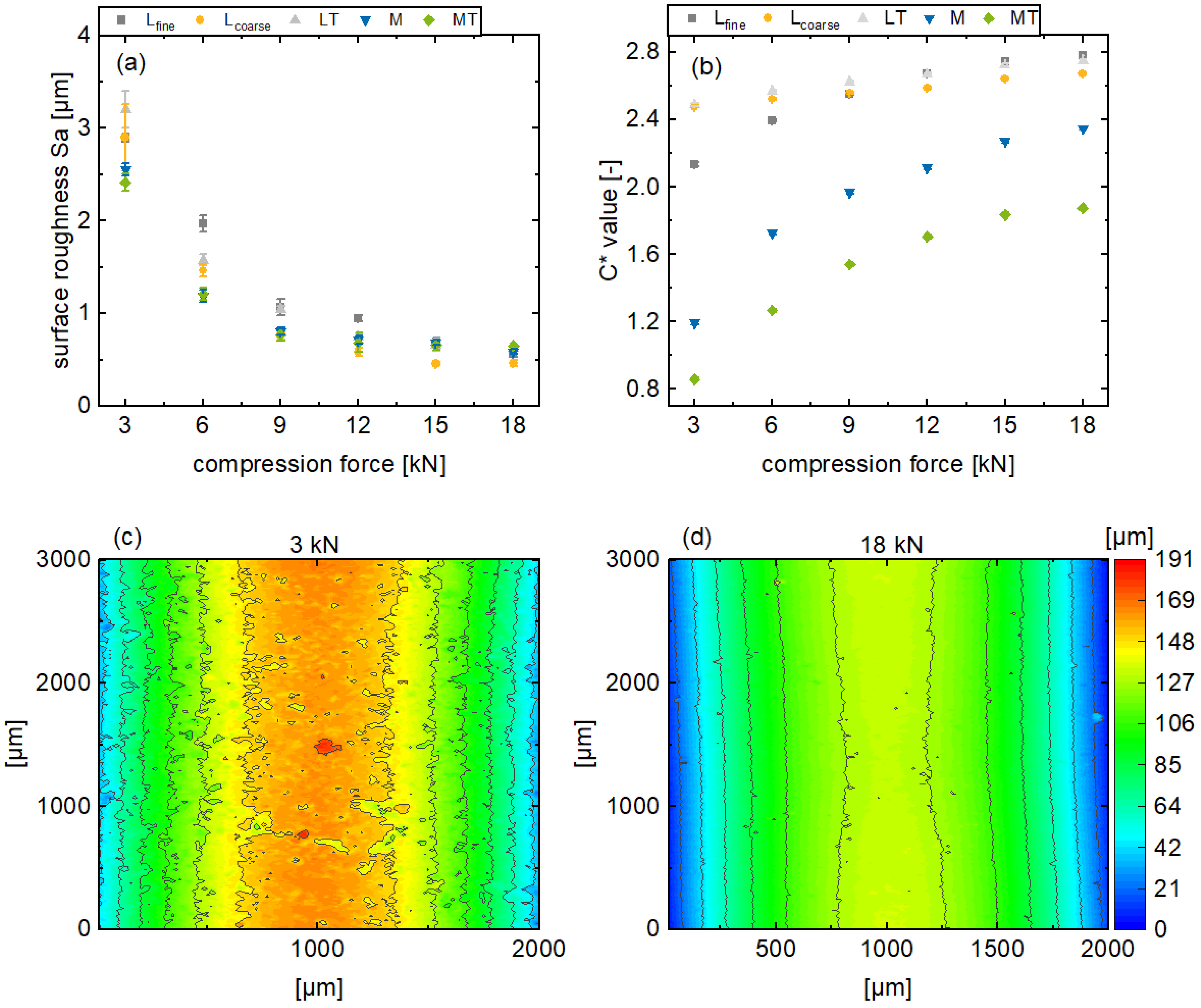
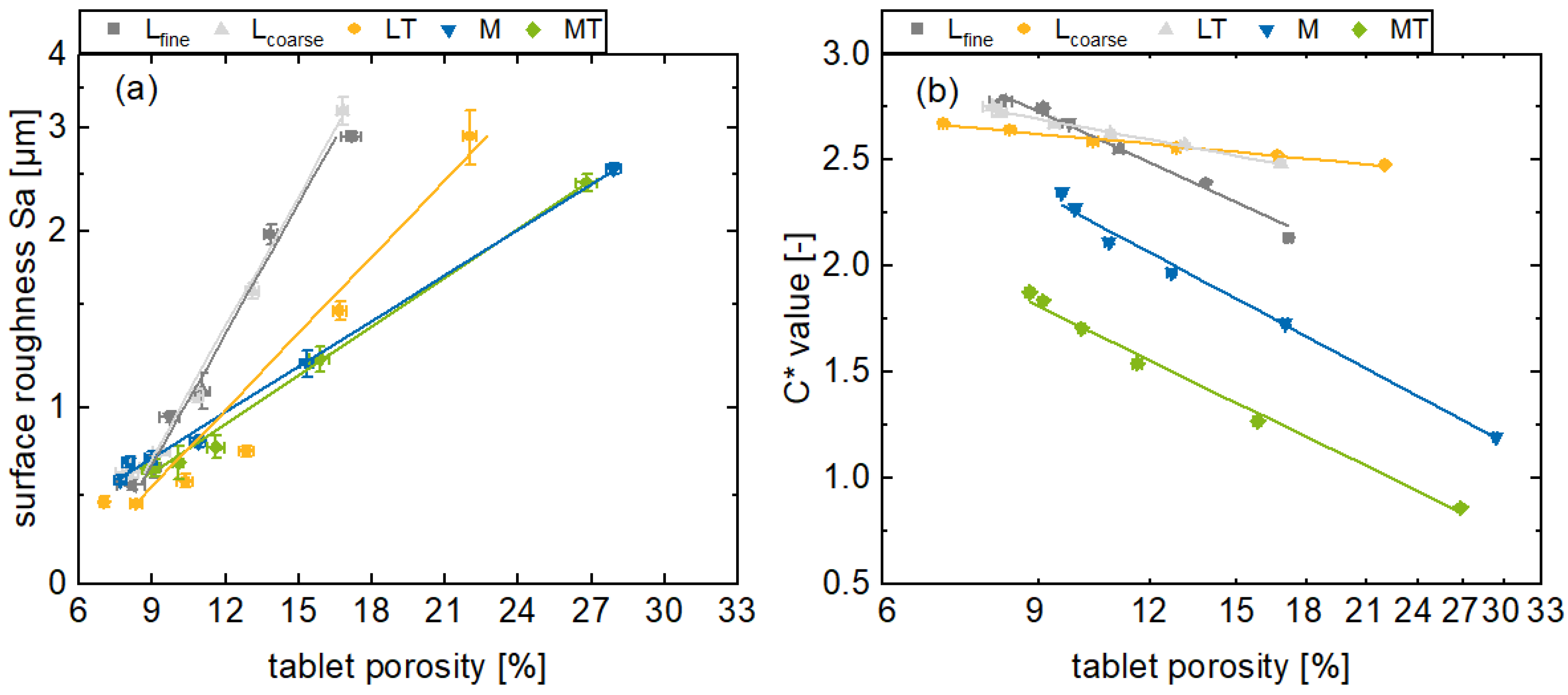
3.2. CIELAB Color Space and Surface Roughness Effects of Compression Force
3.3. Porosity In-Line Monitoring by Using the C* Values
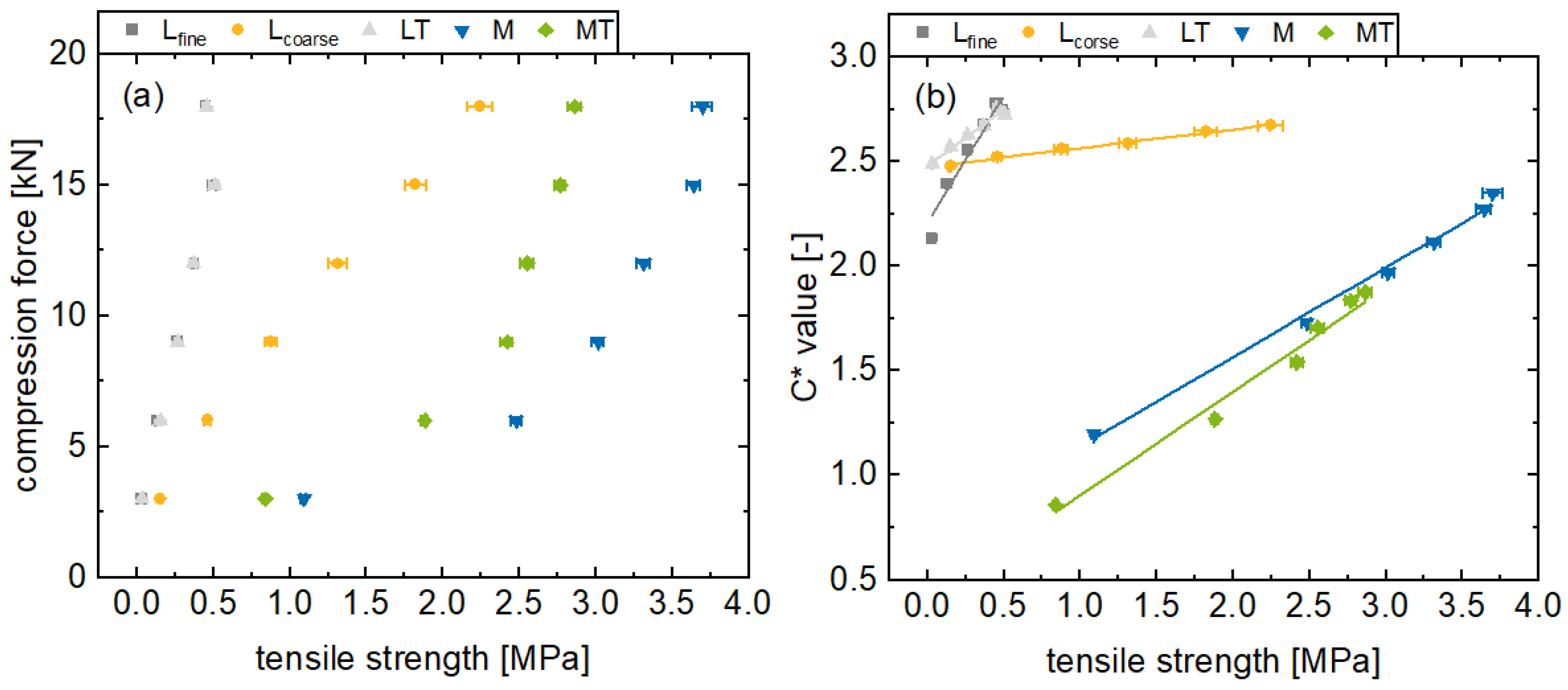
3.4. Tensile Strength In-Line Monitoring by Using the C* Value
3.5. Real-Time Monitoring Case Study
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| area | S | mm2 |
| breaking force | F | N |
| blue–yellow value | b* | / |
| central cylinder thickness | t | m |
| chroma | C* | / |
| diameter | d | m |
| elevation | z(x,y) | µm |
| green–red value | a* | / |
| hue | h° | / |
| lightness | L* | / |
| porosity | ε | % |
| solid density | g/cm3 | |
| standard color coordinates | X, Y, Z | / |
| surface roughness | Sa | µm |
| tablet density | g/cm3 | |
| tablet thickness | h | m |
| tensile strength | σ | MPa |
References
- Leuenberger, H. New trends in the production of pharmaceutical granules: Batch versus continuous processing. Eur. J. Pharm. Biopharm. 2001, 52, 289–296. [Google Scholar] [CrossRef] [PubMed]
- Plumb, K. Continuous Processing in the Pharmaceutical Industry. Chem. Eng. Res. Des. 2005, 83, 730–738. [Google Scholar] [CrossRef]
- Kleinebudde, P.; Khinast, J.; Rantanen, J. (Eds.) Continuous Manufacturing of Pharmaceuticals; John Wiley & Sons: Chichester, UK, 2017; ISBN 9781119001355. [Google Scholar]
- ICH. Q13 Continuous Manufacturing of Drug Substances and Drug Products. ICH-Homepage. 2021. Available online: https://www.ich.org/page/quality-guidelines (accessed on 15 January 2025).
- Jivraj, M.; Martini, L.G.; Thomson, C.M. An overview of the different excipients useful for the direct compression of tablets. Pharm. Sci. Technol. Today 2000, 3, 58–63. [Google Scholar] [CrossRef]
- FDA. Guidance for Industry PAT—A Framework for Innovative Pharmaceutical Development, Manufacturing, and Quality Assurance. 2004. Available online: https://www.fda.gov/regulatory-information/search-fda-guidance-documents/pat-framework-innovative-pharmaceutical-development-manufacturing-and-quality-assurance (accessed on 15 January 2025).
- Markl, D.; Warman, M.; Dumarey, M.; Bergman, E.-L.; Folestad, S.; Shi, Z.; Manley, L.F.; Goodwin, D.J.; Zeitler, J.A. Review of real-time release testing of pharmaceutical tablets: State-of-the art, challenges and future perspective. Int. J. Pharm. 2020, 582, 119353. [Google Scholar] [CrossRef]
- ICH. Q8 (R2) Pharmaceutical Development. ICH-Homepage. 2009. Available online: https://www.ich.org/page/quality-guidelines (accessed on 15 January 2025).
- ICH. Q10 Pharmaceutical Quality System. ICH-Homepage. 2008. Available online: https://www.ich.org/page/quality-guidelines (accessed on 15 January 2025).
- Bakeev, K.A. (Ed.) Process Analytical Technology: Spectroscopic Tools and Implemented Strategies for the Chemical and Pharmaceutical Industries, 2nd ed.; Wiley-Blackwell: Oxford, UK, 2010; ISBN 978-0-470-72207-7. [Google Scholar]
- Zhong, L.; Gao, L.; Li, L.; Zang, H. Trends-process analytical technology in solid oral dosage manufacturing. Eur. J. Pharm. Biopharm. 2020, 153, 187–199. [Google Scholar] [CrossRef] [PubMed]
- de Beer, T.; Burggraeve, A.; Fonteyne, M.; Saerens, L.; Remon, J.P.; Vervaet, C. Near infrared and Raman spectroscopy for the in-process monitoring of pharmaceutical production processes. Int. J. Pharm. 2011, 417, 32–47. [Google Scholar] [CrossRef]
- Nagy, B.; Farkas, A.; Gyürkés, M.; Komaromy-Hiller, S.; Démuth, B.; Szabó, B.; Nusser, D.; Borbás, E.; Marosi, G.; Nagy, Z.K. In-line Raman spectroscopic monitoring and feedback control of a continuous twin-screw pharmaceutical powder blending and tableting process. Int. J. Pharm. 2017, 530, 21–29. [Google Scholar] [CrossRef] [PubMed]
- Järvinen, K.; Hoehe, W.; Järvinen, M.; Poutiainen, S.; Juuti, M.; Borchert, S. In-line monitoring of the drug content of powder mixtures and tablets by near-infrared spectroscopy during the continuous direct compression tableting process. Eur. J. Pharm. Sci. 2013, 48, 680–688. [Google Scholar] [CrossRef]
- Pauli, V.; Roggo, Y.; Pellegatti, L.; Nguyen Trung, N.Q.; Elbaz, F.; Ensslin, S.; Kleinebudde, P.; Krumme, M. Process analytical technology for continuous manufacturing tableting processing: A case study. J. Pharm. Biomed. Anal. 2019, 162, 101–111. [Google Scholar] [CrossRef]
- Wahl, P.R.; Fruhmann, G.; Sacher, S.; Straka, G.; Sowinski, S.; Khinast, J.G. PAT for tableting: Inline monitoring of API and excipients via NIR spectroscopy. Eur. J. Pharm. Biopharm. 2014, 87, 271–278. [Google Scholar] [CrossRef] [PubMed]
- Brands, R.; Tebart, N.; Thommes, M.; Bartsch, J. UV/Vis spectroscopy as an in-line monitoring tool for tablet content uniformity. J. Pharm. Biomed. Anal. 2023, 236, 115721. [Google Scholar] [CrossRef] [PubMed]
- Shah, R.B.; Tawakkul, M.A.; Khan, M.A. Process analytical technology: Chemometric analysis of Raman and near infra-red spectroscopic data for predicting physical properties of extended release matrix tablets. J. Pharm. Sci. 2007, 96, 1356–1365. [Google Scholar] [CrossRef]
- Peeters, E.; Da Tavares Silva, A.F.; Toiviainen, M.; van Renterghem, J.; Vercruysse, J.; Juuti, M.; Lopes, J.A.; de Beer, T.; Vervaet, C.; Remon, J.-P. Assessment and prediction of tablet properties using transmission and backscattering Raman spectroscopy and transmission NIR spectroscopy. Asian J. Pharm. Sci. 2016, 11, 547–558. [Google Scholar] [CrossRef]
- Anuschek, M.; Kvistgaard Vilhelmsen, T.; Axel Zeitler, J.; Rantanen, J. Towards simultaneous determination of tablet porosity and height by terahertz time-domain reflection spectroscopy. Int. J. Pharm. 2023, 646, 123424. [Google Scholar] [CrossRef] [PubMed]
- Bawuah, P.; Evans, M.; Lura, A.; Farrell, D.J.; Barrie, P.J.; Kleinebudde, P.; Markl, D.; Zeitler, J.A. At-line porosity sensing for non-destructive disintegration testing in immediate release tablets. Int. J. Pharm. X 2023, 5, 100186. [Google Scholar] [CrossRef]
- Anuschek, M.; Kvistgaard Vilhelmsen, T.; Axel Zeitler, J.; Rantanen, J. THz-TDS transflection measurements as a process analyser for tablet mass. Int. J. Pharm. 2024, 666, 124750. [Google Scholar] [CrossRef]
- Xu, X.; Mack, C.; Cleland, Z.J.; Vallabh, C.K.P.; Dave, V.S.; Cetinkaya, C. Correlation of solid dosage porosity and tensile strength with acoustically extracted mechanical properties. Int. J. Pharm. 2018, 542, 153–163. [Google Scholar] [CrossRef]
- Donoso, M.; Kildsig, D.O.; Ghaly, E.S. Prediction of tablet hardness and porosity using near-infrared diffuse reflectance spectroscopy as a nondestructive method. Pharm. Dev. Technol. 2003, 8, 357–366. [Google Scholar] [CrossRef]
- Razavi, S.M.; Callegari, G.; Drazer, G.; Cuitiño, A.M. Toward predicting tensile strength of pharmaceutical tablets by ultrasound measurement in continuous manufacturing. Int. J. Pharm. 2016, 507, 83–89. [Google Scholar] [CrossRef] [PubMed]
- Simonaho, S.-P.; Takala, T.A.; Kuosmanen, M.; Ketolainen, J. Ultrasound transmission measurements for tensile strength evaluation of tablets. Int. J. Pharm. 2011, 409, 104–110. [Google Scholar] [CrossRef]
- Sacher, S.; Kottlan, A.; Diop, J.-B.; Heimsten, R. Prediction of in-vitro dissolution and tablet hardness from optical porosity measurements. Int. J. Pharm. 2024, 660, 124336. [Google Scholar] [CrossRef]
- Schlindwein, W.; Bezerra, M.; Almeida, J.; Berghaus, A.; Owen, M.; Muirhead, G. In-Line UV-Vis Spectroscopy as a Fast-Working Process Analytical Technology (PAT) during Early Phase Product Development Using Hot Melt Extrusion (HME). Pharmaceutics 2018, 10, 166. [Google Scholar] [CrossRef] [PubMed]
- International Color Consortium. Colorimetry; Technical Report CIE CIE 15 2004; CIE Technical Committee: Vienna, Austria, 2004. [Google Scholar]
- Lillotte, T.D.; Joester, M.; Frindt, B.; Berghaus, A.; Lammens, R.F.; Wagner, K.G. UV-VIS spectra as potential process analytical technology (PAT) for measuring the density of compressed materials: Evaluation of the CIELAB color space. Int. J. Pharm. 2021, 603, 120668. [Google Scholar] [CrossRef]
- Rost, E.; Hecker, C.; Schodlok, M.; van der Meer, F. Rock Sample Surface Preparation Influences Thermal Infrared Spectra. Minerals 2018, 8, 475. [Google Scholar] [CrossRef]
- Giancoli, D.C. Physics: Principles with Applications, 7th ed.; Pearson: Boston, MA, USA, 2014; ISBN 0321625927. [Google Scholar]
- Invernizzi, C.; de Ferri, L.; Comite, V.; Fermo, P.; Malagodi, M.; Pojana, G. Correlation between surface roughness and spectral features in IR-reflection spectroscopy. Microchem. J. 2022, 172, 106874. [Google Scholar] [CrossRef]
- Salisbury, J.W.; Wald, A. The role of volume scattering in reducing spectral contrast of reststrahlen bands in spectra of powdered minerals. Icarus 1992, 96, 121–128. [Google Scholar] [CrossRef]
- Begum, N.; Chakravarty, D. Effect of particle size on the spectral properties of coal across the Visible-NIR-SWIR range (350–2500 nm). Fuel 2025, 381, 133351. [Google Scholar] [CrossRef]
- Heckel, R.W. Density-pressure relationships in powder compaction. Trans. Metal. Soc. AIME 1961, 221, 671–675. [Google Scholar]
- International Organization for Standardization. Geometrical Product Specifications (GPS)—Surface Texture: Area—Part 2: Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 2021; p. 25178. [Google Scholar]
- Europäisches Arzneibuch 10; Deutscher Apotheker: Stuttgart, Germany, 2020.
- The United States Pharmacopoeia 35; United States Pharmacopeial Convention: Rockville, MD, USA, 2012; ISBN 9781936424009.
- Berns, R.S.; Billmeyer, F.W.; Saltzman, M. Billmeyer and Saltzman’s Principles of Color Technology, 4th ed.; Wiley: Hoboken, NJ, USA, 2019; ISBN 9781119366683. [Google Scholar]
- Sonnergaard, J.M. A critical evaluation of the Heckel equation. Int. J. Pharm. 1999, 193, 63–71. [Google Scholar] [CrossRef]
- Higuchi, T.; Rao, A.N.; Busse, L.W.; Swintosky, J.V. The physics of tablet compression. II. The influence of degree of compression on properties of tablets. J. Am. Pharm. Assoc. 1953, 42, 194–200. [Google Scholar] [CrossRef] [PubMed]
- Yost, E.; Chalus, P.; Zhang, S.; Peter, S.; Narang, A.S. Quantitative X-Ray Microcomputed Tomography Assessment of Internal Tablet Defects. J. Pharm. Sci. 2019, 108, 1818–1830. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Substance | Weight Fraction [wt%] |
|---|---|---|
| Lfine | Foremost 310 | 99.5 |
| Ligamed MF-2-V | 0.5 | |
| Lcoarse | Tablettose 80 | 99.5 |
| Ligamed MF-2-V | 0.5 | |
| LT | Foremost 310 | 89.5 |
| Theophylline | 10 | |
| Ligamed MF-2-V | 0.5 | |
| M | Emcocel 90M | 99.5 |
| Ligamed MF-2-V | 0.5 | |
| MT | Emcocel 90M | 89.5 |
| Theophylline | 10 | |
| Ligamed MF-2-V | 0.5 |
| Substance | d10 [µm] | d50 [µm] | d90 [µm] |
|---|---|---|---|
| Foremost 310 | 14.37 ± 0.17 | 67.60 ± 0.46 | 158.60 ± 2.16 |
| Tablettose 80 | 28.80 ± 0.08 | 109.33 ± 0.46 | 283.33 ± 4.76 |
| Emcocel 90M | 32.33 ± 0.19 | 109.67 ± 0.47 | 234.33 ± 2.06 |
| Theophylline | 48.63 ± 5.13 | 115.00 ± 1.73 | 211.00 ± 9.54 |
| Ligamed MF-2-V | 2.12 ± 0.02 | 6.87 ± 0.12 | 34.60 ± 2.43 |
| Formulation | 1/K [MPa] |
|---|---|
| Lfine | 412.21 ± 24.32 |
| Lcoarse | 368.17 ± 5.40 |
| LT | 406.01 ± 17.36 |
| M | 218.23 ± 3.57 |
| MT | 230.20 ± 9.38 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brands, R.; Le, T.N.; Bartsch, J.; Thommes, M. A Step Towards Real-Time Release Testing of Pharmaceutical Tablets: Utilization of CIELAB Color Space. Pharmaceutics 2025, 17, 311. https://doi.org/10.3390/pharmaceutics17030311
Brands R, Le TN, Bartsch J, Thommes M. A Step Towards Real-Time Release Testing of Pharmaceutical Tablets: Utilization of CIELAB Color Space. Pharmaceutics. 2025; 17(3):311. https://doi.org/10.3390/pharmaceutics17030311
Chicago/Turabian StyleBrands, René, Trieu Nam Le, Jens Bartsch, and Markus Thommes. 2025. "A Step Towards Real-Time Release Testing of Pharmaceutical Tablets: Utilization of CIELAB Color Space" Pharmaceutics 17, no. 3: 311. https://doi.org/10.3390/pharmaceutics17030311
APA StyleBrands, R., Le, T. N., Bartsch, J., & Thommes, M. (2025). A Step Towards Real-Time Release Testing of Pharmaceutical Tablets: Utilization of CIELAB Color Space. Pharmaceutics, 17(3), 311. https://doi.org/10.3390/pharmaceutics17030311