
Downstream Processing of Itraconazole:HPMCAS Amorphous Solid Dispersion: From Hot-Melt Extrudate to Tablet Using a Quality by Design Approach

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
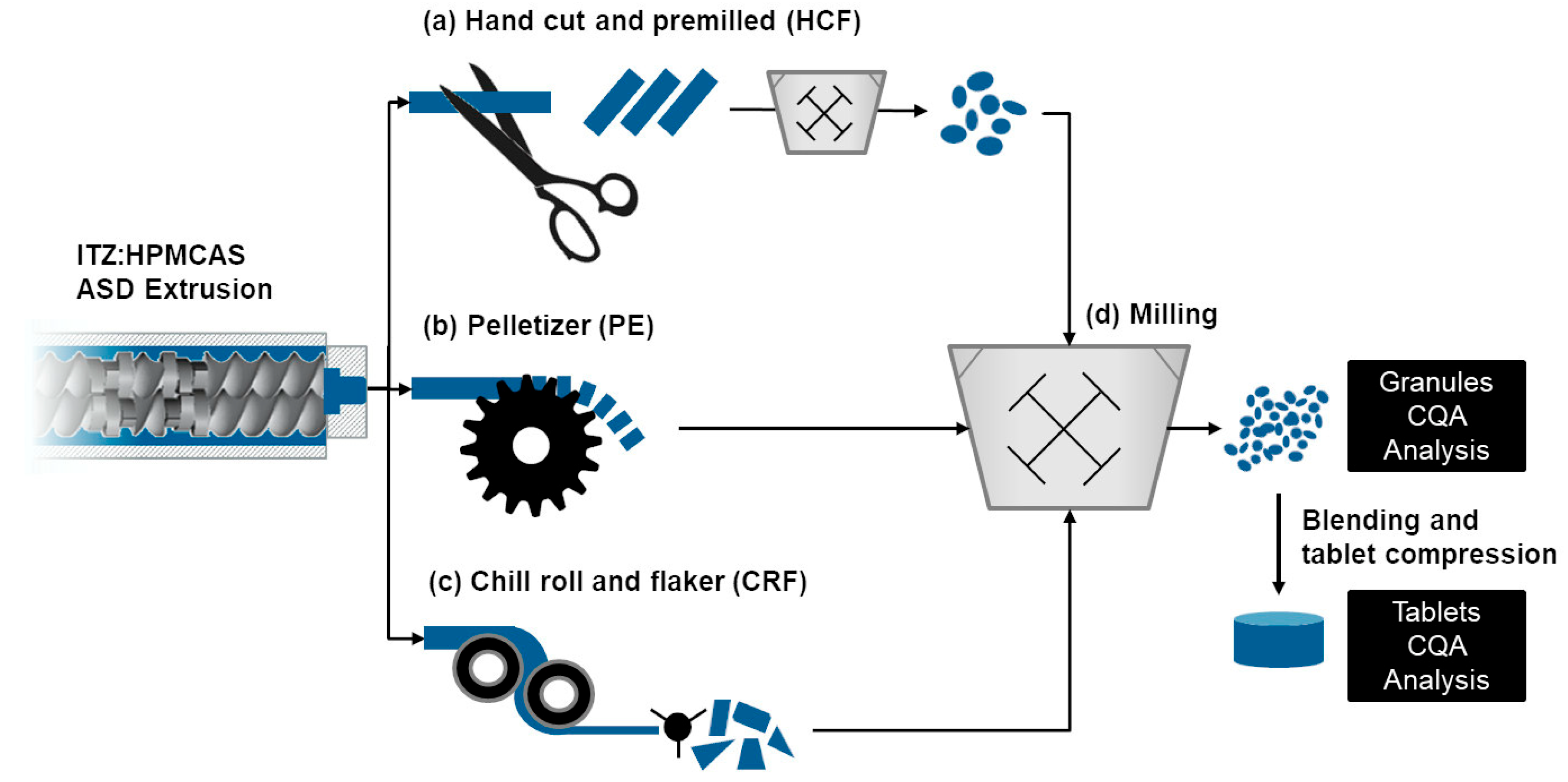
2.2.1. Preparation of Milling Feedstock
2.2.2. Design of Experiments
2.2.3. Compression of Milled Extrudates into Tablets
2.2.4. Percentage Yield after Milling
2.2.5. Particle Size Distribution after Milling
2.2.6. Carr’s Compressibility Index and Hausner Ratio
2.2.7. DSC Analysis of Milled Extrudates
2.2.8. pXRD of Milled Extrudates
2.2.9. SEM Analysis of Milling Feedstock
2.2.10. Solid Fraction
2.2.11. Tablet Tensile Strength
2.2.12. Compaction Analysis
2.2.13. Tablet Disintegration Time
2.2.14. Tablet Dissolution Profile
3. Results and Discussion
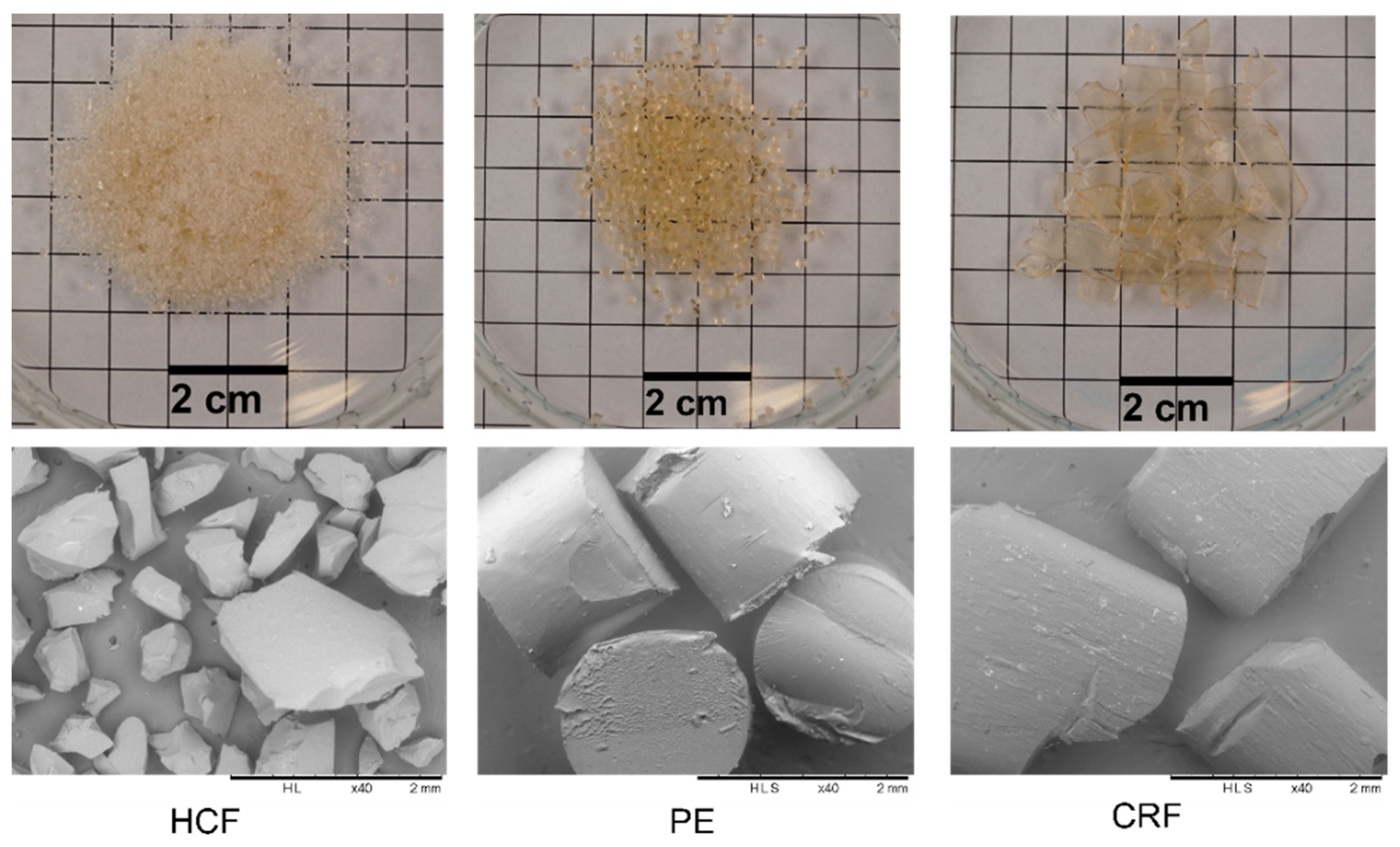
3.1. Characterization of Feedstocks
3.2. Milling of Feedstocks and the Effects of the Independent Variables on the CQAs of the Milled Powders and Tablets
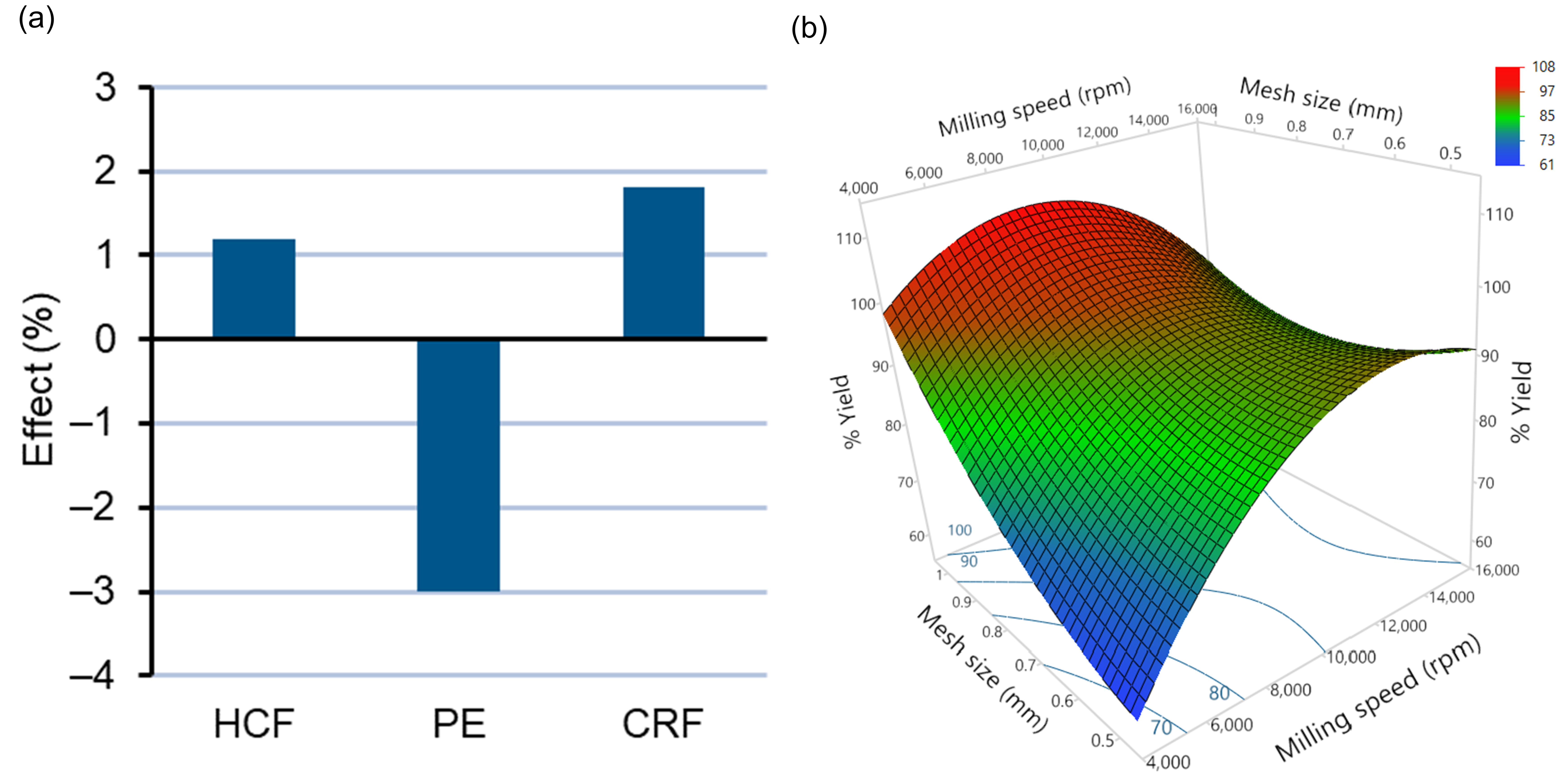
3.2.1. Effect of Independent Variables on Percentage Yield
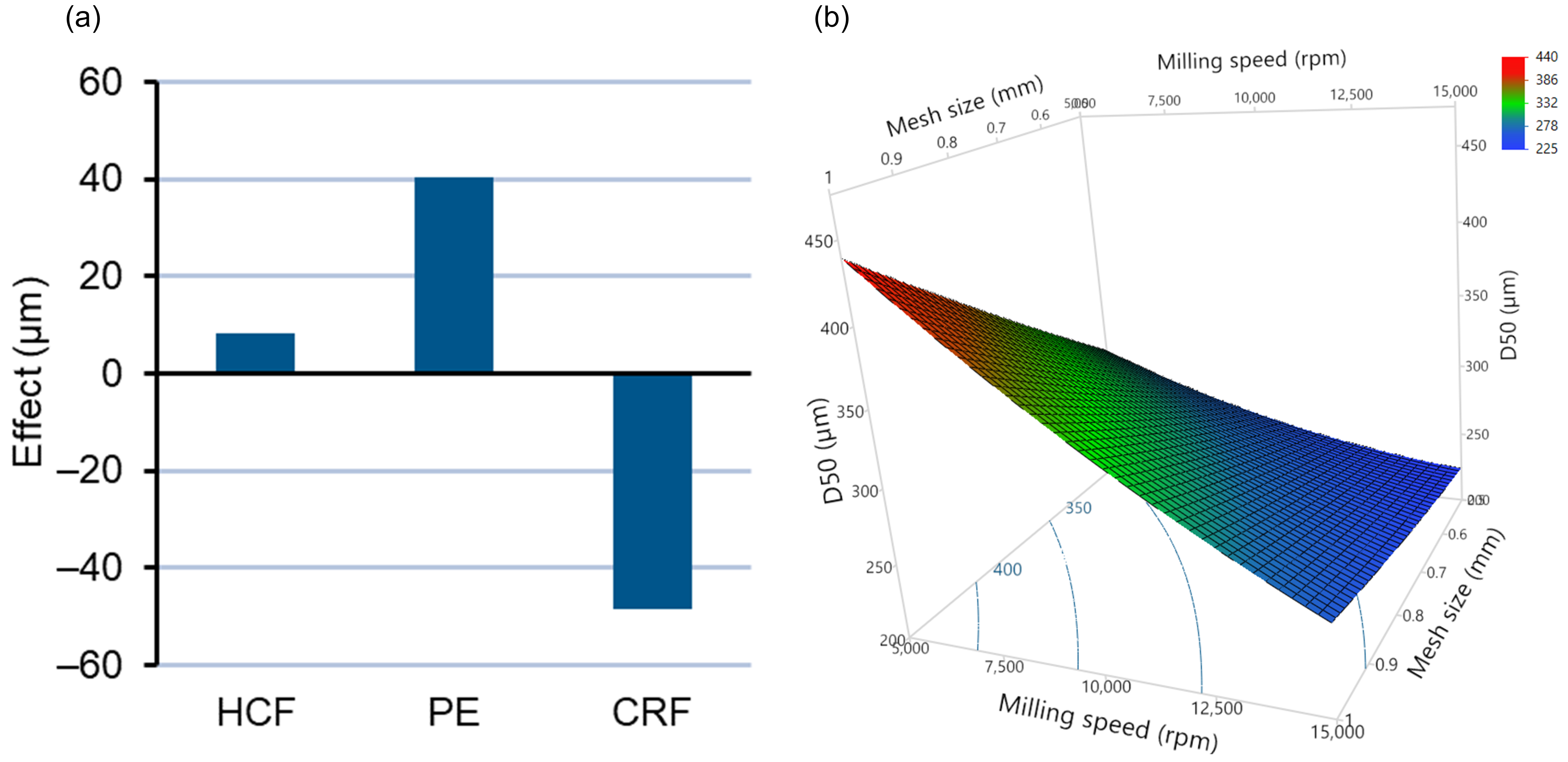
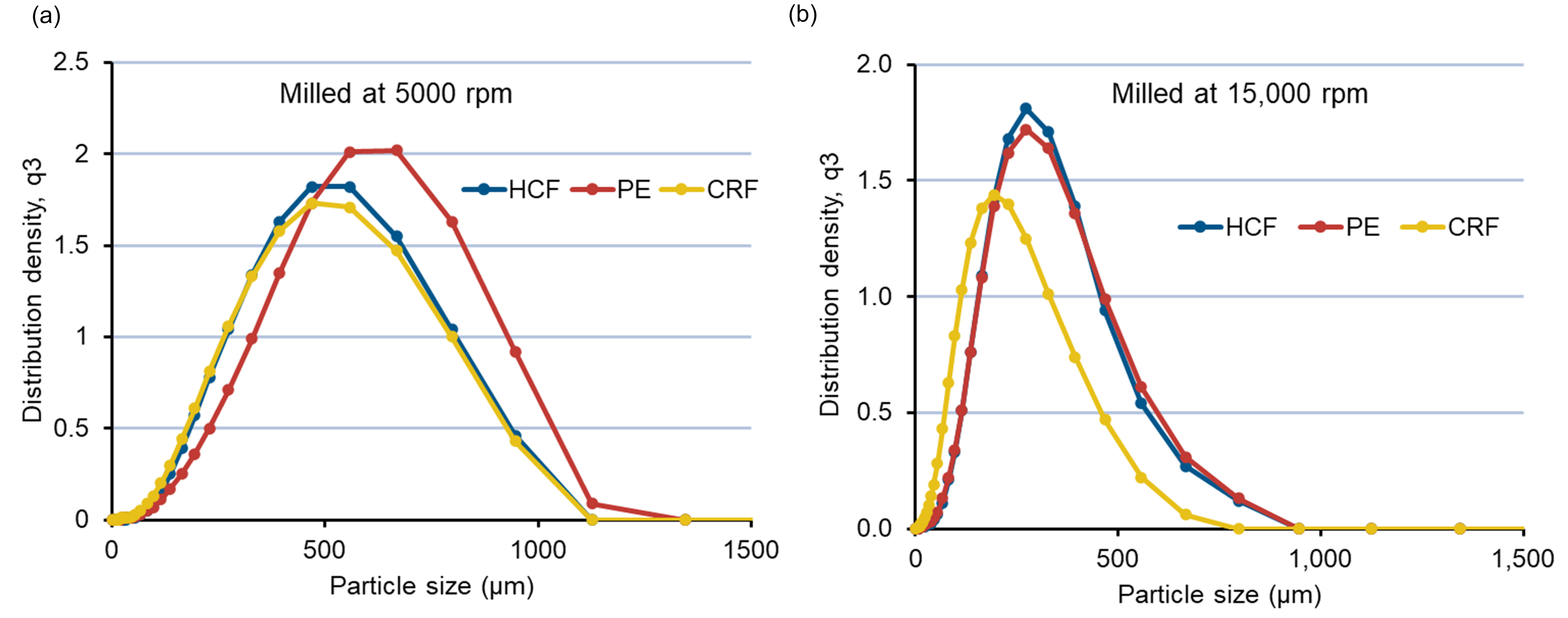
3.2.2. Effect of Independent Variables on Particle Size Distribution
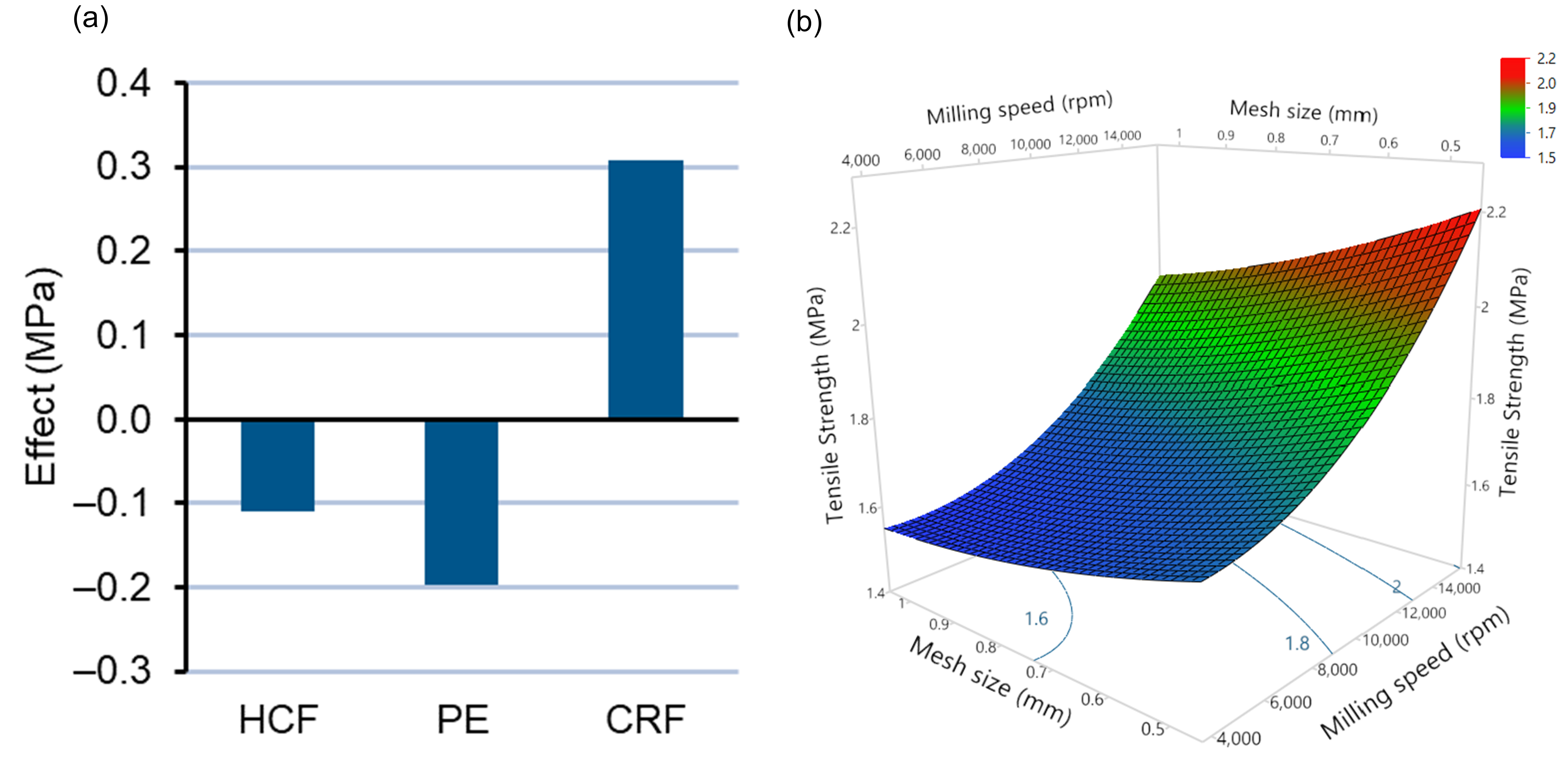
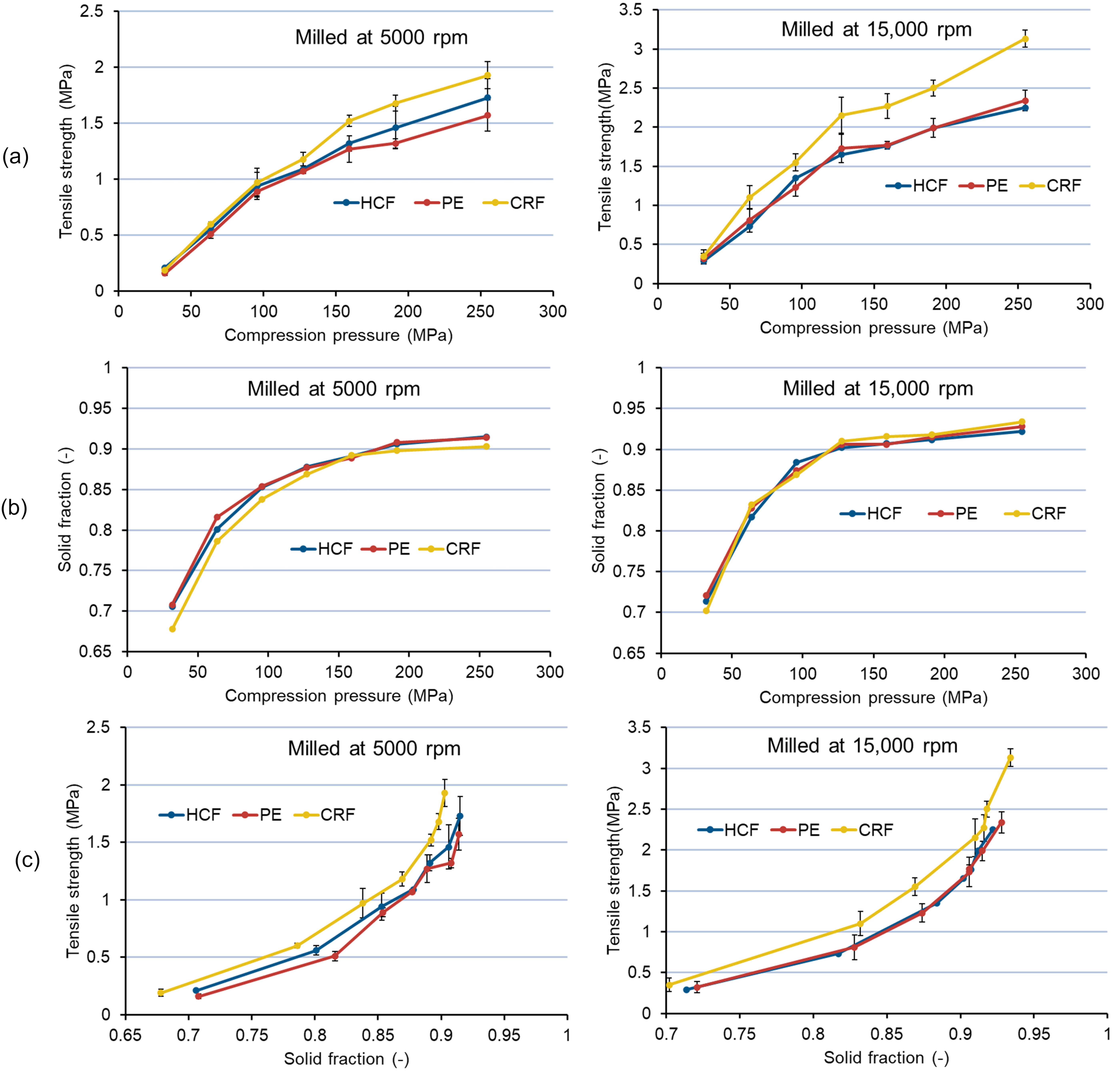
3.2.3. Effect of Independent Variables on the Compaction of Milled Granules, Tablet Tensile Strength, and Compaction Analysis
Compaction Analysis
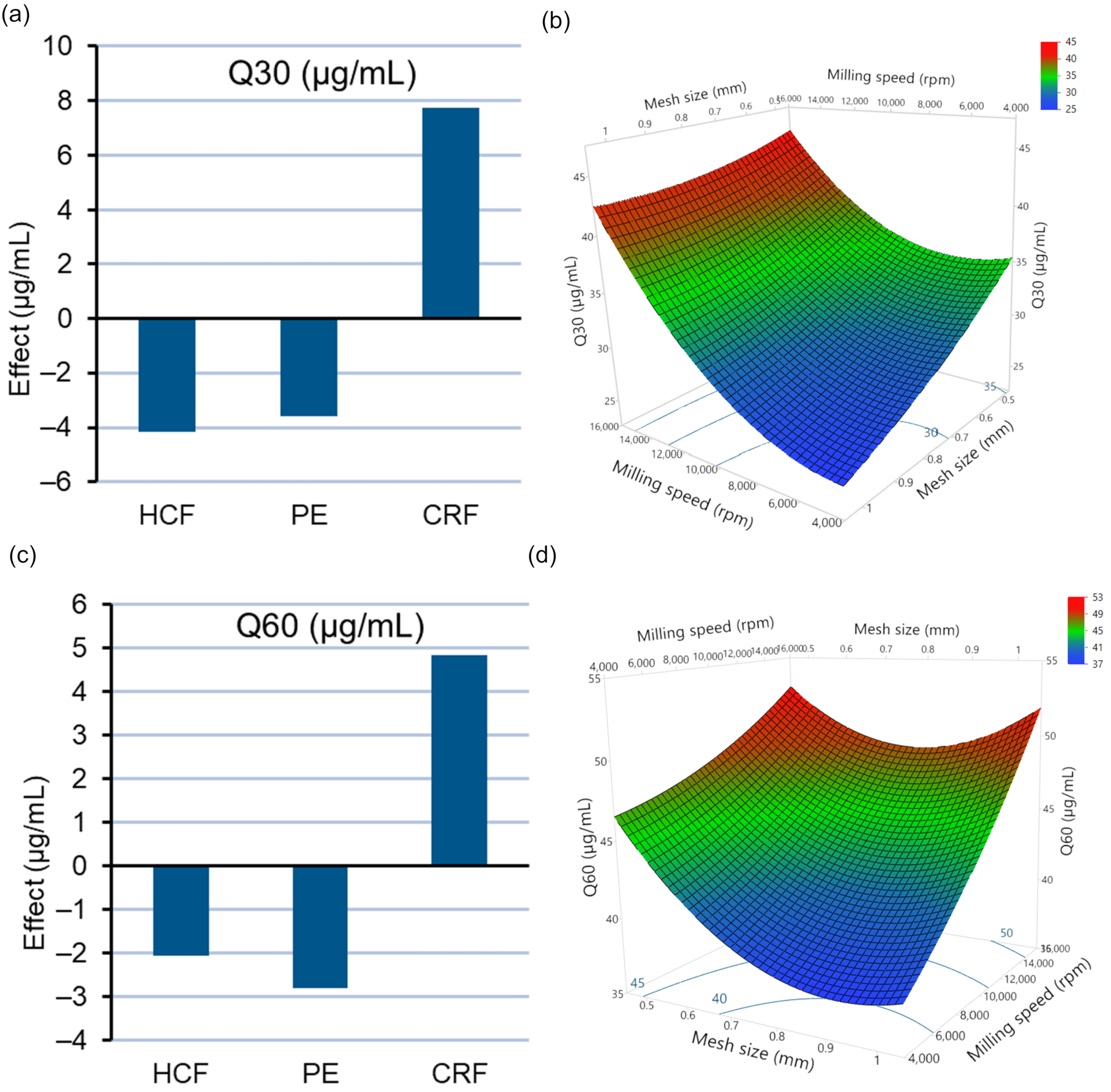
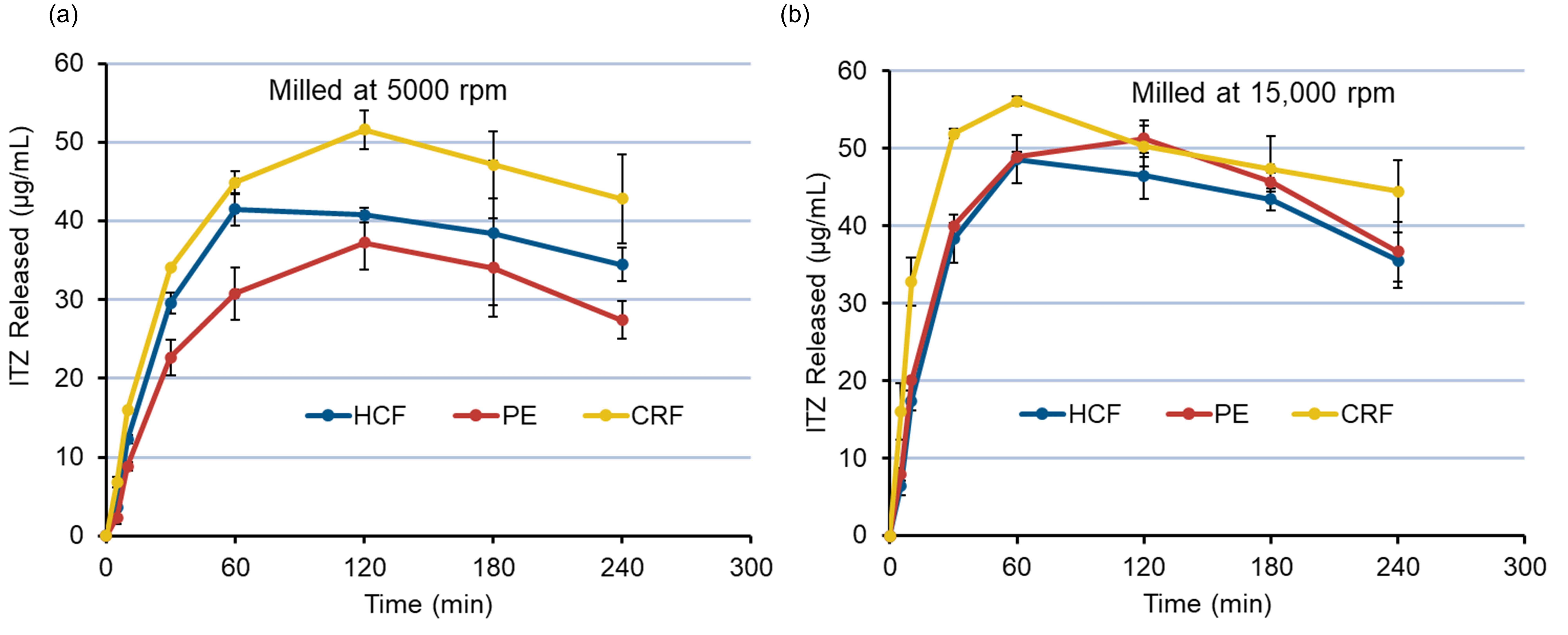
3.2.4. Effect of Independent Variables on the Dissolution of ITZ:HPMCAS ASD Tablets
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ma, X.; Williams, R.O. Characterization of Amorphous Solid Dispersions: An Update. J. Drug Deliv. Sci. Technol. 2019, 50, 113–124. [Google Scholar] [CrossRef]
- Liu, X.; Feng, X.; Williams, R.O.; Zhang, F. Characterization of Amorphous Solid Dispersions. J. Pharm. Investig. 2018, 48, 19–41. [Google Scholar] [CrossRef]
- Pandi, P.; Bulusu, R.; Kommineni, N.; Khan, W.; Singh, M. Amorphous Solid Dispersions: An Update for Preparation, Characterization, Mechanism on Bioavailability, Stability, Regulatory Considerations and Marketed Products. Int. J. Pharm. 2020, 586, 119560. [Google Scholar] [CrossRef] [PubMed]
- Paudel, A.; Meeus, J.; Mooter, G. Van den Structural Characterization of Amorphous Solid Dispersions. In Amorphous Solid Dispersions: Theory and Practice; Shah, N., Sandhu, H., Choi, D.S., Chokshi, H., Malick, A.W., Eds.; Springer: New York, NY, USA, 2014; pp. 421–485. ISBN 978-1-4939-1598-9. [Google Scholar]
- Schittny, A.; Huwyler, J.; Puchkov, M. Mechanisms of Increased Bioavailability through Amorphous Solid Dispersions: A Review. Drug Deliv. 2020, 27, 110–127. [Google Scholar] [CrossRef] [PubMed]
- Bhujbal, S.V.; Mitra, B.; Jain, U.; Gong, Y.; Agrawal, A.; Karki, S.; Taylor, L.S.; Kumar, S.; Zhou, Q. Pharmaceutical Amorphous Solid Dispersion: A Review of Manufacturing Strategies. Acta Pharm. Sin. B 2021, 11, 2505–2536. [Google Scholar] [CrossRef]
- Démuth, B.; Nagy, Z.K.; Balogh, A.; Vigh, T.; Marosi, G.; Verreck, G.; Van Assche, I.; Brewster, M.E. Downstream Processing of Polymer-Based Amorphous Solid Dispersions to Generate Tablet Formulations. Int. J. Pharm. 2015, 486, 268–286. [Google Scholar] [CrossRef]
- Sauer, A.; Warashina, S.; Mishra, S.M.; Lesser, I.; Kirchhöfer, K. Downstream Processing of Spray-Dried ASD with Hypromellose Acetate Succinate—Roller Compaction and Subsequent Compression into High ASD Load Tablets. Int. J. Pharm. X 2021, 3, 100099. [Google Scholar] [CrossRef]
- Iyer, R.; Hegde, S.; Zhang, Y.E.; Dinunzio, J.; Singhal, D.; Malick, A.; Amidon, G. The Impact of Hot Melt Extrusion and Spray Drying on Mechanical Properties and Tableting Indices of Materials Used in Pharmaceutical Development. J. Pharm. Sci. 2013, 102, 3604–3613. [Google Scholar] [CrossRef][Green Version]
- Repka, M.A.; Battu, S.K.; Upadhye, S.B.; Thumma, S.; Crowley, M.M.; Zhang, F.; Martin, C.; McGinity, J.W. Pharmaceutical Applications of Hot-Melt Extrusion: Part II. Drug Dev. Ind. Pharm. 2007, 33, 1043–1057. [Google Scholar] [CrossRef]
- Simões, M.F.; Pinto, R.; Simões, S. Hot-Melt Extrusion: A Roadmap for Product Development. AAPS PharmSciTech 2021, 22, 184. [Google Scholar] [CrossRef]
- Agrawal, A.; Dudhedia, M.; Deng, W.; Shepard, K.; Zhong, L.; Povilaitis, E.; Zimny, E. Development of Tablet Formulation of Amorphous Solid Dispersions Prepared by Hot Melt Extrusion Using Quality by Design Approach. AAPS PharmSciTech 2016, 17, 214–232. [Google Scholar] [CrossRef]
- Martin, C. Continous Mixing of Solid Dosage Forms via Hot-Melt Extrusion. Pharm. Technol. 2008, 32, 76–86. [Google Scholar]
- Crowley, M.M.; Zhang, F.; Repka, M.A.; Thumma, S.; Upadhye, S.B.; Battu, S.K.; McGinity, J.W.; Martin, C. Pharmaceutical Applications of Hot-Melt Extrusion: Part I. Drug Dev. Ind. Pharm. 2007, 33, 909–926. [Google Scholar] [CrossRef]
- Chang, S.-Y.; Sun, C.C. Effect of Particle Size on Interfacial Bonding Strength of Bilayer Tablets. Powder Technol. 2019, 356, 97–101. [Google Scholar] [CrossRef]
- Loh, Z.H.; Samanta, A.K.; Heng, P.W.S. Overview of Milling Techniques for Improving the Solubility of Poorly Water-Soluble Drugs. Asian J. Pharm. Sci. 2015, 10, 255–274. [Google Scholar] [CrossRef]
- Zhang, X.; Xing, H.; Zhao, Y.; Ma, Z. Pharmaceutical Dispersion Techniques for Dissolution and Bioavailability Enhancement of Poorly Water-Soluble Drugs. Pharmaceutics 2018, 10, 74. [Google Scholar] [CrossRef]
- Grymonpré, W.; Verstraete, G.; Van Bockstal, P.J.; Van Renterghem, J.; Rombouts, P.; De Beer, T.; Remon, J.P.; Vervaet, C. In-Line Monitoring of Compaction Properties on a Rotary Tablet Press during Tablet Manufacturing of Hot-Melt Extruded Amorphous Solid Dispersions. Int. J. Pharm. 2017, 517, 348–358. [Google Scholar] [CrossRef][Green Version]
- Davis, M.T.; Potter, C.B.; Walker, G.M. Downstream Processing of a Ternary Amorphous Solid Dispersion: The Impacts of Spray Drying and Hot Melt Extrusion on Powder Flow, Compression and Dissolution. Int. J. Pharm. 2018, 544, 242–253. [Google Scholar] [CrossRef]
- Solanki, N.G.; Kathawala, M.; Serajuddin, A.T.M. Effects of Surfactants on Itraconazole-Hydroxypropyl Methylcellulose Acetate Succinate Solid Dispersion Prepared by Hot Melt Extrusion III: Tableting of Extrudates and Drug Release from Tablets. J. Pharm. Sci. 2019, 108, 3859–3869. [Google Scholar] [CrossRef]
- Solanki, N.G.; Lam, K.; Tahsin, M.; Gumaste, S.G.; Shah, A.V.; Serajuddin, A.T.M. Effects of Surfactants on Itraconazole-HPMCAS Solid Dispersion Prepared by Hot-Melt Extrusion I: Miscibility and Drug Release. J. Pharm. Sci. 2019, 108, 1453–1465. [Google Scholar] [CrossRef]
- Sarode, A.L.; Sandhu, H.; Shah, N.; Malick, W.; Zia, H. Hot Melt Extrusion for Amorphous Solid Dispersions: Temperature and Moisture Activated Drug–Polymer Interactions for Enhanced Stability. Mol. Pharm. 2013, 10, 3665–3675. [Google Scholar] [CrossRef] [PubMed]
- Thiry, J.; Lebrun, P.; Vinassa, C.; Adam, M.; Netchacovitch, L.; Ziemons, E.; Hubert, P.; Krier, F.; Evrard, B. Continuous Production of Itraconazole-Based Solid Dispersions by Hot Melt Extrusion: Preformulation, Optimization and Design Space Determination. Int. J. Pharm. 2016, 515, 114–124. [Google Scholar] [CrossRef] [PubMed]
- Mishra, S.M.; Rohera, B.D. An Integrated, Quality by Design (QbD) Approach for Design, Development and Optimization of Orally Disintegrating Tablet Formulation of Carbamazepine. Pharm. Dev. Technol. 2017, 22, 889–903. [Google Scholar] [CrossRef] [PubMed]
- Ryckaert, A.; Stauffer, F.; Funke, A.; Djuric, D.; Vanhoorne, V.; Vervaet, C.; De Beer, T. Evaluation of Torque as an In-Process Control for Granule Size during Twin-Screw Wet Granulation. Int. J. Pharm. 2021, 602, 120642. [Google Scholar] [CrossRef]
- Leane, M.; Pitt, K.; Reynolds, G.; Group, M.C.S. (MCS) W. A Proposal for a Drug Product Manufacturing Classification System (MCS) for Oral Solid Dosage Forms. Pharm. Dev. Technol. 2015, 20, 12–21. [Google Scholar] [CrossRef]
- Mishra, S.M.; Sauer, A. Effect of Physical Properties and Chemical Substitution of Excipient on Compaction and Disintegration Behavior of Tablet: A Case Study of Low-Substituted Hydroxypropyl Cellulose (L-HPC). Macromol 2022, 2, 113–130. [Google Scholar] [CrossRef]
- Carr, R.L. Evaluating Flow Properties of Solids. Chem. Eng. 1965, 72, 163–168. [Google Scholar]
- Mamidi, H.K.; Mishra, S.M.; Rohera, B.D. Determination of Maximum Flowable Liquid-Loading Potential of Neusilin® US2 and Investigation of Compressibility and Compactibility of Its Liquisolid Blends with PEG (400). J. Drug Deliv. Sci. Technol. 2019, 54, 101285. [Google Scholar] [CrossRef]
- The United States Pharmacopieal Convention (USP). Powder Flow (1174). Harmonization 2007, 30, 678. [Google Scholar]
- Mishra, S.M.; Rohera, B.D. Mechanics of Tablet Formation: A Comparative Evaluation of Percolation Theory with Classical Concepts. Pharm. Dev. Technol. 2019, 24, 954–966. [Google Scholar] [CrossRef]
- Pitt, K.G.; Newton, J.M.; Stanley, P. Tensile Fracture of Doubly-Convex Cylindrical Discs under Diametral Loading. J. Mater. Sci. 1988, 23, 2723–2728. [Google Scholar] [CrossRef]
- Tye, C.K.; Sun, C.; Amidon, G.E. Evaluation of the Effects of Tableting Speed on the Relationships between Compaction Pressure, Tablet Tensile Strength, and Tablet Solid Fraction. J. Pharm. Sci. 2005, 94, 465–472. [Google Scholar] [CrossRef]
- Tanno, F.; Nishiyama, Y.; Kokubo, H.; Obara, S. Evaluation of Hypromellose Acetate Succinate (HPMCAS) as a Carrier in Solid Dispersions. Drug Dev. Ind. Pharm. 2004, 30, 9–17. [Google Scholar] [CrossRef]
- Al-Obaidi, H.; Buckton, G. Evaluation of Griseofulvin Binary and Ternary Solid Dispersions with HPMCAS. AAPS PharmSciTech 2009, 10, 1172–1177. [Google Scholar] [CrossRef]
- Harmon, P.; Galipeau, K.; Xu, W.; Brown, C.; Wuelfing, W.P. Mechanism of Dissolution-Induced Nanoparticle Formation from a Copovidone-Based Amorphous Solid Dispersion. Mol. Pharm. 2016, 13, 1467–1481. [Google Scholar] [CrossRef]
- Seibert, K.D.; Collins, P.C.; Luciani, C.V.; Fisher, E.S. Milling Operations in the Pharmaceutical Industry. In Chemical Engineering in the Pharmaceutical Industry: Active Pharmaceutical Ingredients, 2nd ed.; Wiley: Hoboken, NJ, USA, 2019; pp. 861–879. [Google Scholar] [CrossRef]
- Shariare, M.H.; Blagden, N.; de Matas, M.; Leusen, F.J.J.; York, P. Influence of Solvent on the Morphology and Subsequent Comminution of Ibuprofen Crystals by Air Jet Milling. J. Pharm. Sci. 2012, 101, 1108–1119. [Google Scholar] [CrossRef]
- Naik, S.; Chaudhuri, B. Quantifying Dry Milling in Pharmaceutical Processing: A Review on Experimental and Modeling Approaches. J. Pharm. Sci. 2015, 104, 2401–2413. [Google Scholar] [CrossRef]
- DiNunzio, J.C.; Zhang, F.; Martin, C.; McGinity, J.W. Melt Extrusion. In Formulating Poorly Water Soluble Drugs; Williams, R.O., III, Watts, A.B., Miller, D.A., Eds.; Springer: New York, NY, USA, 2012; pp. 311–362. ISBN 978-1-4614-1144-4. [Google Scholar]
- Flügel, K.; Hennig, R.; Thommes, M. Impact of Structural Relaxation on Mechanical Properties of Amorphous Polymers. Eur. J. Pharm. Biopharm. 2020, 154, 214–221. [Google Scholar] [CrossRef]
- Osei-Yeboah, F.; Chang, S.Y.; Sun, C.C. A Critical Examination of the Phenomenon of Bonding Area—Bonding Strength Interplay in Powder Tableting. Pharm. Res. 2016, 33, 1126–1132. [Google Scholar] [CrossRef]
- Partheniadis, I.; Toskas, M.; Stavras, F.-M.; Menexes, G.; Nikolakakis, I. Impact of Hot-Melt-Extrusion on Solid-State Properties of Pharmaceutical Polymers and Classification Using Hierarchical Cluster Analysis. Processes 2020, 8, 1208. [Google Scholar] [CrossRef]
- Monschke, M.; Kayser, K.; Wagner, K.G. Influence of Particle Size and Drug Load on Amorphous Solid Dispersions Containing PH-Dependent Soluble Polymers and the Weak Base Ketoconazole. AAPS PharmSciTech 2021, 22, 44. [Google Scholar] [CrossRef]
- Lu, Y.; Tang, N.; Lian, R.; Qi, J.; Wu, W. Understanding the Relationship between Wettability and Dissolution of Solid Dispersion. Int. J. Pharm. 2014, 465, 25–31. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Independent Variables | |||
|---|---|---|---|
| Type I | Type 2 | Type 3 | |
| Type of Feedstock a | HCF | PE | CRF |
| Low | Medium | High | |
| Milling speed (rpm) b | 5000 | 10,000 | 15,000 |
| Mesh size (mm) b | 0.5 | 0.75 | 1 |
| Responses (CQAs) | |||
| Milled granule yield (%) | |||
| Milled granule D50 (volume mean particle size in µm) | |||
| Tablet tensile strength (MPa) | |||
| Tablet dissolution Q30 (ITZ release at 30 min) | |||
| Tablet dissolution Q60 (ITZ release at 60 min) | |||
| Exp. No. | Type of Feedstock | Milling Speed (rpm) | Mesh Diameter (mm) |
|---|---|---|---|
| 1 | HCF | 5000 | 0.5 |
| 2 | PE | 15,000 | 0.75 |
| 3 | PE | 5000 | 0.75 |
| 4 | CRF | 15,000 | 1 |
| 5 | HCF | 5000 | 1 |
| 6 | CRF | 15,000 | 0.5 |
| 7 | CRF | 10,000 | 0.75 |
| 8 | HCF | 10,000 | 0.75 |
| 9 | HCF | 15,000 | 1 |
| 10 | HCF | 15,000 | 0.5 |
| 11 | PE | 5000 | 1 |
| 12 | HCF | 10,000 | 0.75 |
| 13 | CRF | 10,000 | 0.75 |
| 14 | CRF | 5000 | 0.5 |
| 15 | CRF | 5000 | 1 |
| 16 | PE | 15,000 | 1 |
| 17 | PE | 10,000 | 1 |
| 18 | PE | 10,000 | 0.5 |
| Material | Functionality | w/w (%) | mg/Tablet (mg) |
|---|---|---|---|
| ITZ:HPMCAS 20:80 ASD | ASD | 50.0 | 325 |
| L-HPC NBD-021 | Binder/disintegrant [8,27] | 7.5 | 49 |
| MCC PH 102 | Diluent | 41.5 | 270 |
| Silicon dioxide | Glidant | 0.5 | 3 |
| Mg Stearate | Lubricant | 0.5 | 3 |
| Milled at 5000 rpm, 1 mm Mesh | Milled at 15,000 rpm, 1 mm Mesh | |||||
|---|---|---|---|---|---|---|
| Type of Feedstock | D10 (µm) | D50 (µm) | D90 (µm) | D10 (µm) | D50 (µm) | D90 (µm) |
| HCF premilled | 197.59 | 436.02 | 753.22 | 162.49 | 259.72 | 501.2 |
| PE | 227.53 | 517.48 | 840.90 | 118.69 | 259.65 | 491.75 |
| CRF | 177.3 | 420.69 | 743.83 | 70.03 | 178.68 | 376.58 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mishra, S.M.; Richter, M.; Mejia, L.; Sauer, A. Downstream Processing of Itraconazole:HPMCAS Amorphous Solid Dispersion: From Hot-Melt Extrudate to Tablet Using a Quality by Design Approach. Pharmaceutics 2022, 14, 1429. https://doi.org/10.3390/pharmaceutics14071429
Mishra SM, Richter M, Mejia L, Sauer A. Downstream Processing of Itraconazole:HPMCAS Amorphous Solid Dispersion: From Hot-Melt Extrudate to Tablet Using a Quality by Design Approach. Pharmaceutics. 2022; 14(7):1429. https://doi.org/10.3390/pharmaceutics14071429
Chicago/Turabian StyleMishra, Saurabh M, Margarethe Richter, Luis Mejia, and Andreas Sauer. 2022. "Downstream Processing of Itraconazole:HPMCAS Amorphous Solid Dispersion: From Hot-Melt Extrudate to Tablet Using a Quality by Design Approach" Pharmaceutics 14, no. 7: 1429. https://doi.org/10.3390/pharmaceutics14071429
APA StyleMishra, S. M., Richter, M., Mejia, L., & Sauer, A. (2022). Downstream Processing of Itraconazole:HPMCAS Amorphous Solid Dispersion: From Hot-Melt Extrudate to Tablet Using a Quality by Design Approach. Pharmaceutics, 14(7), 1429. https://doi.org/10.3390/pharmaceutics14071429