Raman Spectroscopy as a PAT-Tool for Film-Coating Processes: In-Line Predictions Using one PLS Model for Different Cores


Abstract

1. Introduction
2. Materials and Methods
2.1. Tablet Cores
2.2. Coating Suspensions
2.3. Coating Process
2.4. Coating Thickness Determination
2.5. Raman Spectroscopy
2.6. Data Selection for Model Building
2.7. Data Analysis Methods
2.7.1. Data Pretreatment
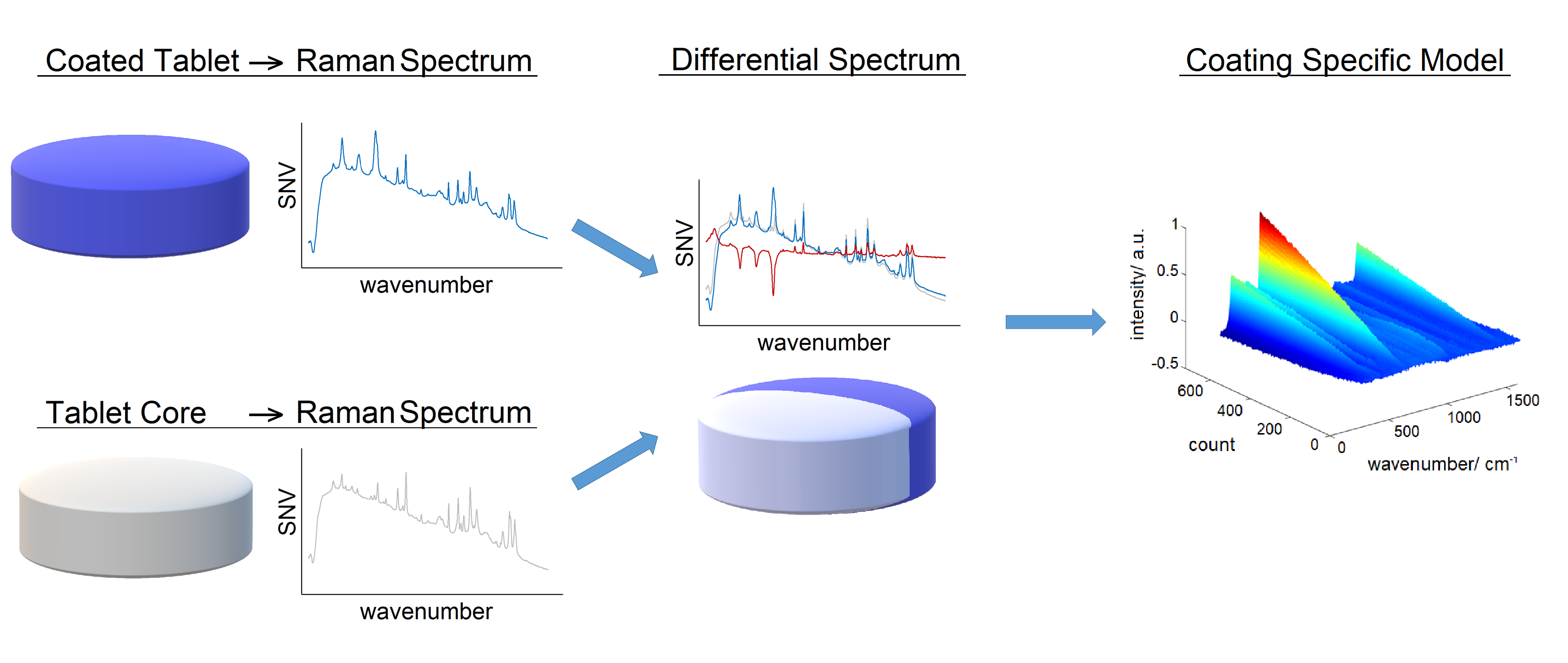
2.7.2. Differential Spectra
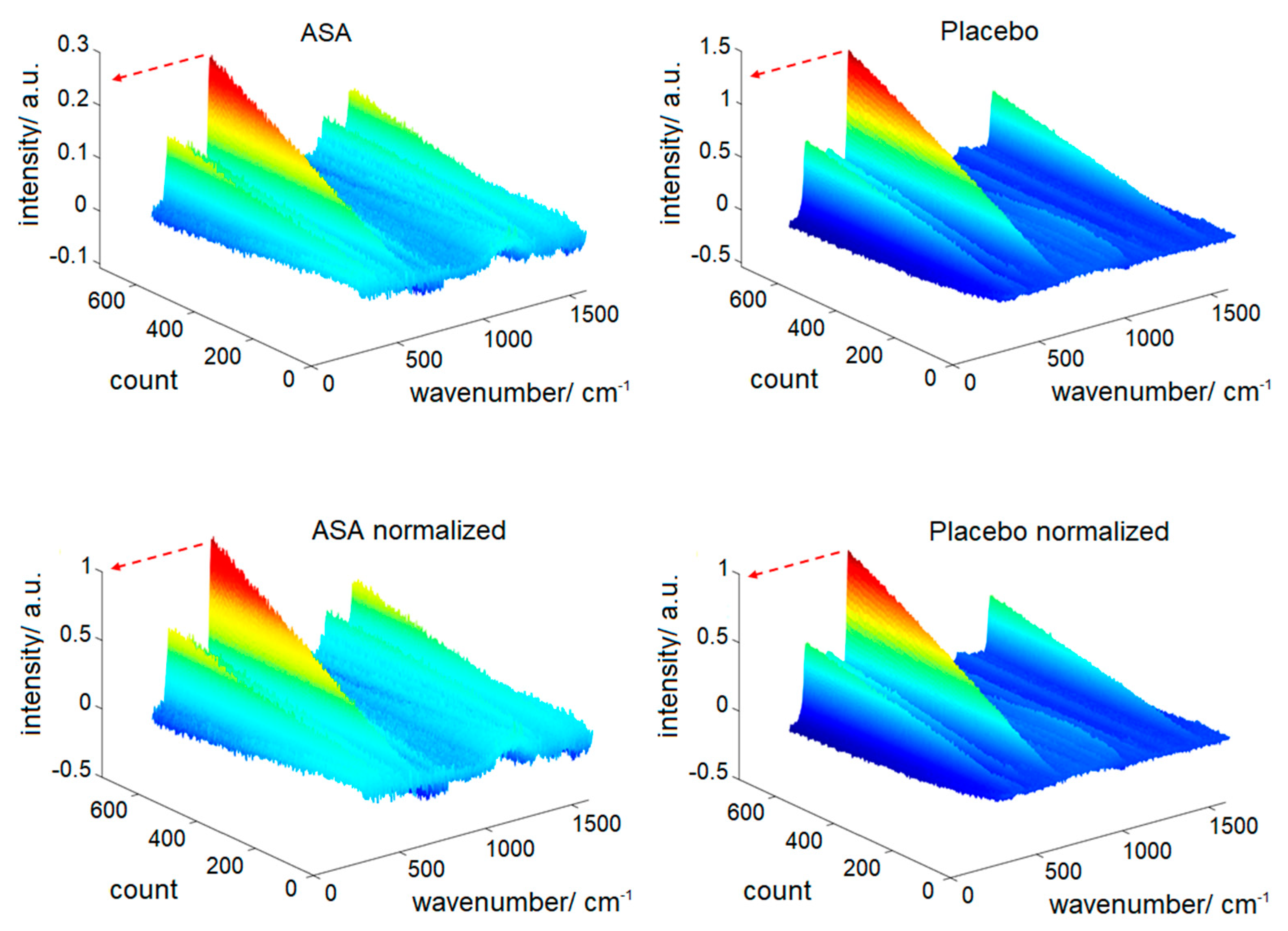
2.7.3. Spectral Normalization
2.7.4. PLS Regression
2.7.5. Model Performance Parameters
3. Results and Discussion
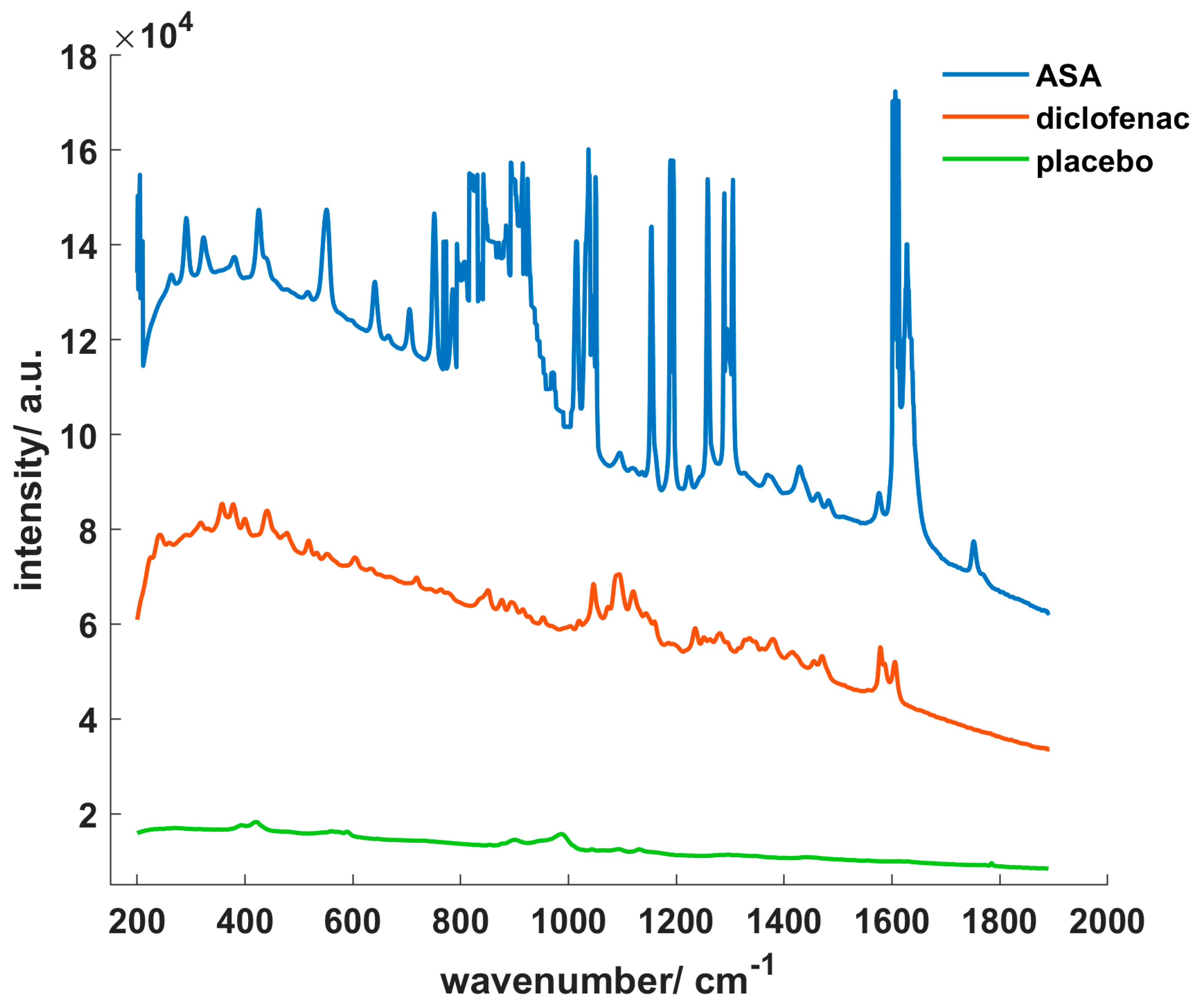
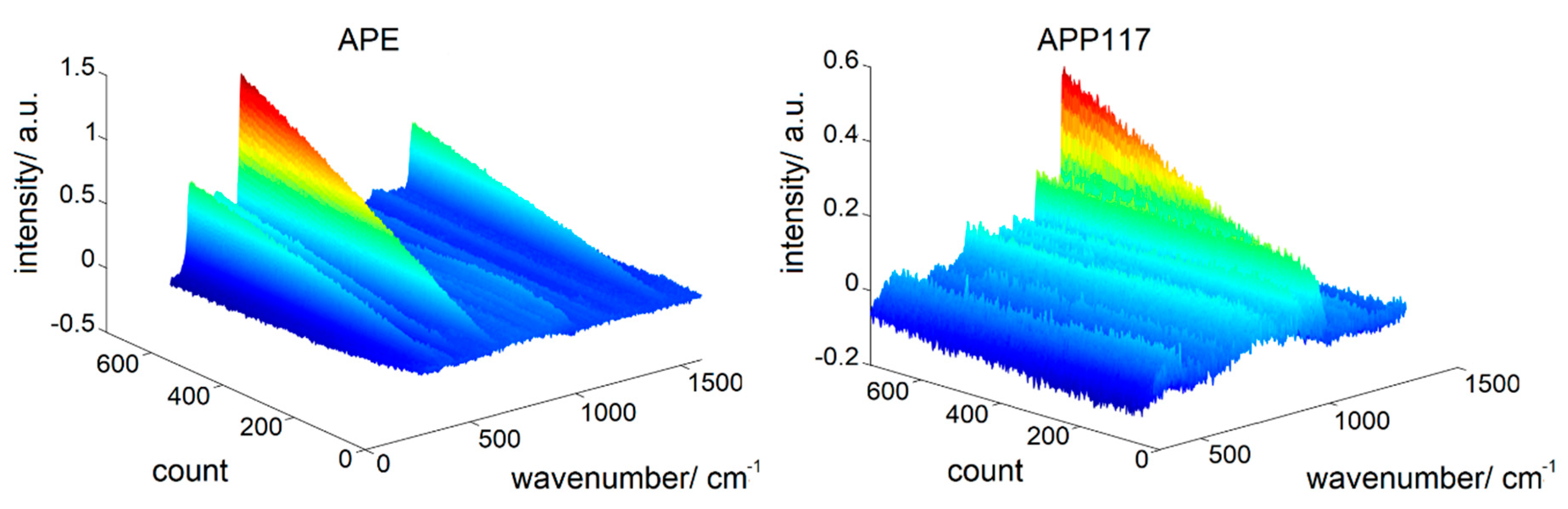
3.1. Comparison of the Different Core Spectra
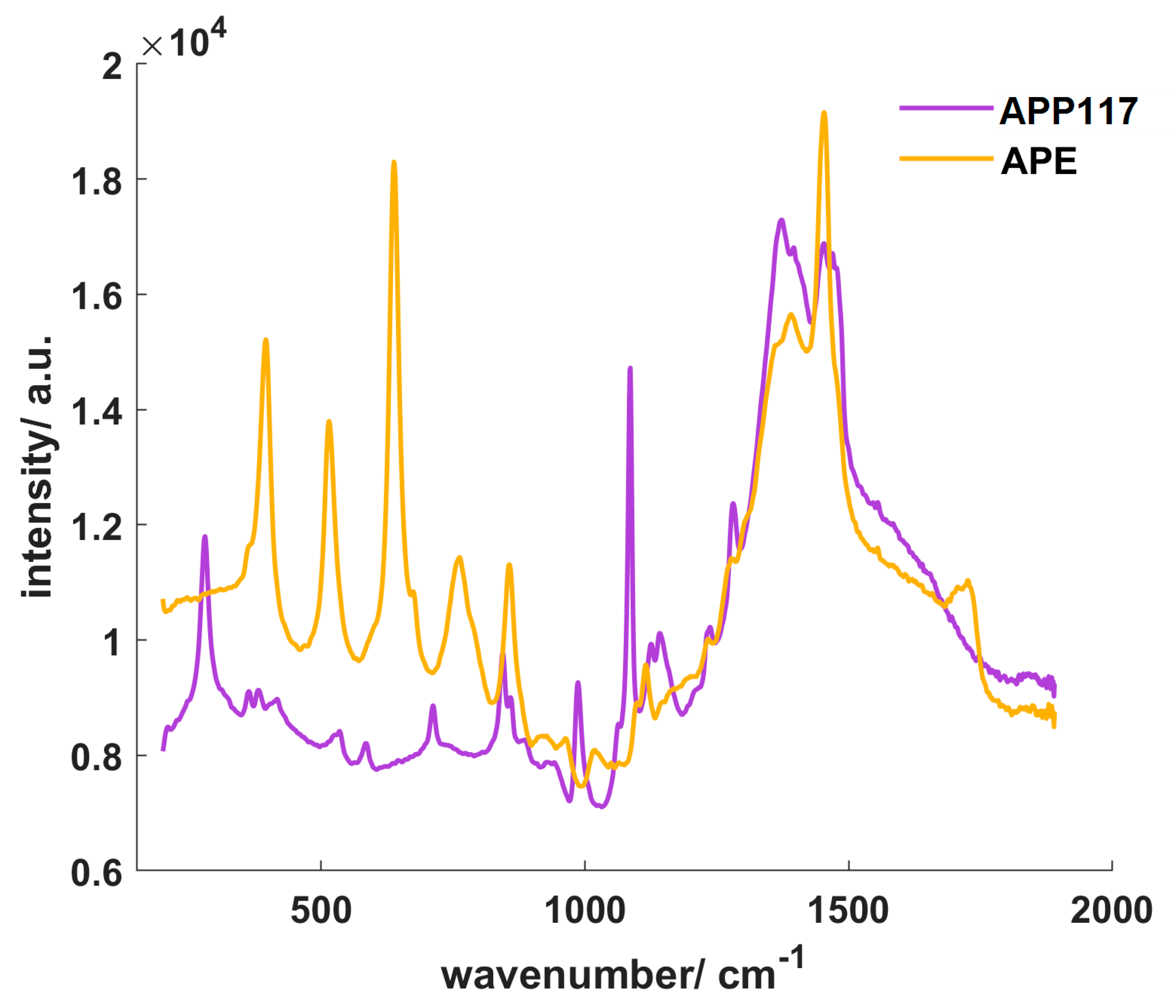
3.2. Comparison of the Different Coating Suspension Spectra
3.3. PLSR Models for TiO2-Containing Coatings on Different Cores
3.3.1. PLSR Calibration and Prediction Model Performance
3.3.2. Comparison of the Different Normalization Methods
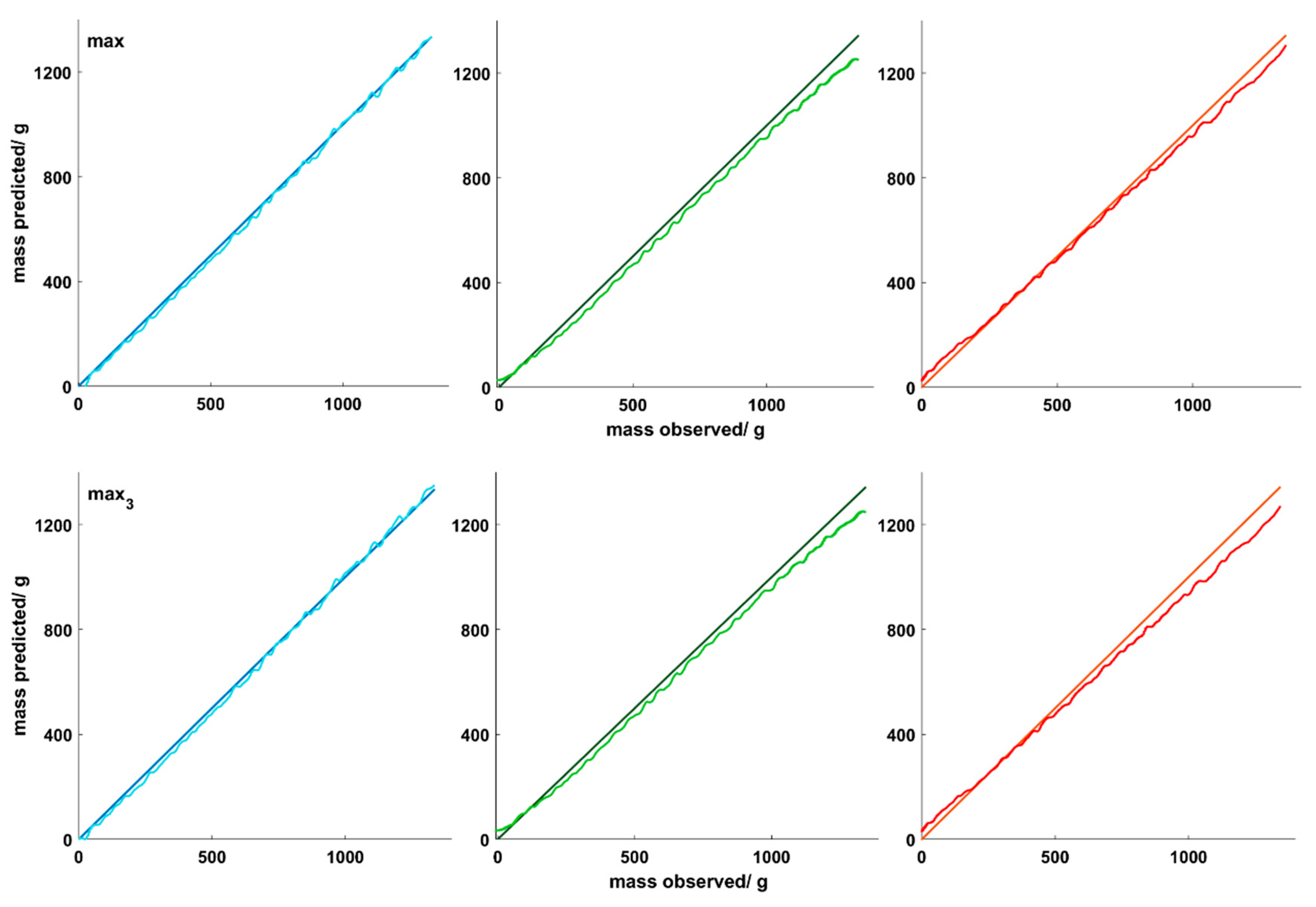
3.4. PLSR Models for Inline Predictions of TiO2-Containing Coatings
3.4.1. PLSR Calibration Model Performance
3.4.2. PLSR Prediction Model Performance
3.5. PLSR Model for TiO2 Free Coatings on Different Cores
3.5.1. PLSR Calibration Model Performance
3.5.2. PLSR Prediction Model Performance
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Knop, K.; Kleinebudde, P. PAT-tools for process control in pharmaceutical film coating applications. Int. J. Pharm. 2013, 457, 527–536. [Google Scholar] [CrossRef] [PubMed]
- Peng, T.; Huang, Y.; Mei, L.; Wu, L.; Chen, L.; Pan, X.; Wu, C. Study progression in application of process analytical technologies on film coating. Asian J. Pharm. Sci. 2015, 10, 176–185. [Google Scholar] [CrossRef]
- Food and Drug Administration, Guidance for Industry: PAT—A Framework for Innovative Pharmaceutical Development, Manufacturing and Quality Assurance. Available online: http://www.fda.gov/downloads/Drugs/.../Guidances/ucm070305.pdf (accessed on 28 October 2019).
- Paudel, A.; Raijada, D.; Rantanen, J. Raman spectroscopy in pharmaceutical product design. Adv. Drug Deliv. Rev. 2015, 89, 3–20. [Google Scholar] [CrossRef] [PubMed]
- Just, S.; Toschkoff, G.; Funke, A.; Djuric, D.; Scharrer, G.; Khinast, J.; Knop, K.; Kleinebudde, P. Optimization of the inter-tablet coating uniformity for an active coating process at lab and pilot scale. Int. J. Pharm. 2015, 457, 1–8. [Google Scholar] [CrossRef]
- Müller, J.; Knop, K.; Thies, J.; Uerpmann, C.; Kleinebudde, P. Feasibility of Raman spectroscopy as PAT tool in active coating. Drug Dev. Ind. Pharm. 2010, 36, 234–243. [Google Scholar] [CrossRef]
- Barimani, S.; Kleinebudde, P. Monitoring of tablet coating processes with colored coatings. Talanta 2018, 178, 686–697. [Google Scholar] [CrossRef]
- Hisazumi, J.; Kleinebudde, P. In-line monitoring of multi-layered film-coating on pellets using Raman spectroscopy by MCR and PLS analyses. Eur. J. Pharm. Biopharm. 2017, 114, 194–201. [Google Scholar] [CrossRef]
- El Hagrasy, A.S.; Chang, S.-Y.; Desai, D.; Kiang, S. Raman spectroscopy for the determination of coating uniformity of tablets: Assessment of product quality and coating pan mixing efficiency during scale-up. J. Pharm. Innov. 2017, 1, 37–42. [Google Scholar] [CrossRef]
- Müller, J.; Brock, D.; Knop, K.; Zeitler, A.J.; Kleinebudde, P. Prediction of dissolution time and coating thickness of sustained release formulations using Raman spectroscopy and terahertz pulsed imaging. Eur. J. Pharm. Biopharm. 2012, 80, 690–697. [Google Scholar] [CrossRef]
- Wirges, M.; Funke, A.; Serno, P.; Knop, K.; Kleinebudde, P. Development and in-line validation of a Process Analytical Technology to facilitate the scale up of coating processes. J. Pharm. Biomed. Anal. 2013, 78–79, 57–64. [Google Scholar] [CrossRef]
- Barimani, S.; Kleinebudde, P. Evaluation of in–line Raman data for end-point determination of a coating process: Comparison of Science–Based Calibration, PLS-regression and univariate data analysis. Eur. J. Pharm. Biopharm. 2017, 119, 28–35. [Google Scholar] [CrossRef] [PubMed]
- Pérez-Ramos, J.D.; Findlay, W.P.; Peck, G.; Morris, K.R. Quantitative analysis of film coating in a pan coater based on in-line sensor measurements. AAPS PharmSciTech 2005, 6, E127–E136. [Google Scholar] [CrossRef] [PubMed]
- Römer, M.; Heinämäki, J.; Strachan, C.; Sandler, N.; Yliruusi, J. Prediction of tablet film-coating thickness using a rotating plate coating system and NIR spectroscopy. AAPS PharmSciTech 2008, 9, 1047–1053. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Gendre, C.; Boiret, M.; Genty, M.; Chaminade, P.; Pean, J.M. Real-time predictions of drug release and end point detection of a coating operation by in-line near infrared measurements. Int. J. Pharm. 2011, 421, 237–243. [Google Scholar] [CrossRef] [PubMed]
- Gendre, C.; Genty, M.; Boiret, M.; Julien, M.; Meunier, L.; Lecoq, O.; Baron, M.; Chaminade, P.; Péan, J. Development of a Process Analytical Technology (PAT) for in-line monitoring of film thickness and mass of coating materials during a pan coating operation. Eur. J. Pharm. Sci. 2011, 43, 244–250. [Google Scholar] [CrossRef] [PubMed]
- Möltgen, C.V.; Puchert, T.; Menezes, J.C.; Lochmann, D.; Reich, G. A novel in-line NIR spectroscopy application for the monitoring of tablet film coating in an industrial scale process. Talanta 2012, 92, 26–37. [Google Scholar] [CrossRef]
- Möltgen, C.V.; Herdling, T.; Reich, G. A novel multivariate approach using science-based calibration for direct coating thickness determination in real-time NIR process monitoring. Eur. J. Pharm. Biopharm. 2013, 85, 1056–1063. [Google Scholar] [CrossRef]
- Malaterre, V.; Pedersen, M.; Ogorka, J.; Gurny, R.; Loggia, N.; Taday, P.F. Terahertz pulsed imaging, a novel process analytical tool to investigate the coating characteristics of push–pull osmotic systems. Eur. J. Pharm. Biopharm. 2010, 74, 21–25. [Google Scholar] [CrossRef]
- Fitzgerald, A.J.; Cole, B.E.; Taday, P.F. Nondestructive Analysis of Tablet Coating Thicknesses Using Terahertz Pulsed Imaging. J. Pharm. Sci. 2005, 94, 177–183. [Google Scholar] [CrossRef]
- Dong, Y.; Lin, H.; Abolghasemi, V.; Gan, L.; Zeitler, J.A.; Shen, Y.-C. Investigating Intra-Tablet Coating Uniformity with Spectral-Domain Optical Coherence Tomography. J. Pharm. Sci. 2017, 106, 546–553. [Google Scholar] [CrossRef]
- Lin, H.; Dong, Y.; Markl, D.; Williams, B.M.; Zheng, Y.; Shen, Y.; Zeitler, J.A. Measurement of the Intertablet Coating Uniformity of a Pharmaceutical Pan Coating Process With Combined Terahertz and Optical Coherence Tomography In-Line Sensing. J. Pharm. Sci. 2017, 106, 1075–1084. [Google Scholar] [CrossRef] [PubMed]
- May, R.K.; Evans, M.J.; Zhong, S.; Warr, I.; Gladden, L.F.; Shen, Y.; Zeitler, J.A. Terahertz In-Line Sensor for Direct Coating Thickness Measurement of Individual Tablets During Film Coating in Real-Time. J. Pharm. Sci. 2011, 100, 1535–1544. [Google Scholar] [CrossRef] [PubMed]
- Zhong, S.; Shen, Y.-C.; Ho, L.; May, R.K.; Zeitler, J.A.; Evans, M.; Taday, P.F.; Pepper, M.; Rades, T.; Gordon, K.C.; et al. Non-destructive quantification of pharmaceutical tablet coatings using terahertz pulsed imaging and optical coherence tomography. Opt. Laser Eng. 2011, 49, 361–365. [Google Scholar] [CrossRef]
- Markl, D.; Hannesschläger, G.; Sacher, S.; Leitner, M.; Buchsbaum, A.; Pescod, R.; Baele, T.; Khinast, J.G. In-Line Monitoring of a Pharmaceutical Pan Coating Process by Optical Coherence Tomography. J. Pharm. Sci. 2015, 104, 2531–2540. [Google Scholar] [CrossRef] [PubMed]
- Markl, D.; Hannesschläger, G.; Sacher, S.; Leitner, M.; Khinast, J.G. Optical coherence tomography as a novel tool for in-line monitoring of a pharmaceutical film-coating process. Eur. J. Pharm. Sci. 2014, 55, 58–67. [Google Scholar] [CrossRef] [PubMed]
- Sacher, S.; Wahl, P.; Weißensteiner, M.; Wolfgang, M.; Pokhilchuk, Y.; Looser, B.; Thies, J.; Raffa, A.; Khinast, J.G. Shedding light on coatings: Real-time monitoring of coating quality at industrial scale. Int. J. Pharm. 2019, 566, 57–66. [Google Scholar] [CrossRef] [PubMed]
- Oman Kadunc, N.; Šibanc, R.; Dreu, R.; Likar, B.; Tomaževič, D. In-line monitoring of pellet coating thickness growth by means of visual imaging. Int. J. Pharm. 2014, 470, 8–14. [Google Scholar] [CrossRef]
- Czajkowska, M.; Sznitowska, M.; Kleinebudde, P. Determination of coating thickness of minitablets and pellets by dynamic image analysis. Int. J. Pharm. 2015, 495, 347–353. [Google Scholar] [CrossRef]
- García-Muñoz, S.; Gierer, D.S. Coating uniformity assessment for colored immediate release tablets using multivariate image analysis. Int. J. Pharm. 2010, 395, 104–113. [Google Scholar] [CrossRef]
- Rantanen, J. Process analytical applications of Raman spectroscopy. J. Pharm. Pharmacol. 2007, 59, 171–177. [Google Scholar] [CrossRef]
- European Pharmacopoeia. 5.21. Chemometric Methods Applied to Analytical Data, 9th ed.; 2017; Available online: https://www.edqm.eu/ (accessed on 28 October 2019).
- Radtke, J.; Kleinebudde, P. Real-time monitoring of multi-layered film coating processes using Raman spectroscopy. Eur. J. Pharm. Biopharm. 2020, 153, 43–51. [Google Scholar] [CrossRef] [PubMed]
- Azzouz, T.; Tauler, R. Application of multivariate curve resolution alternating least squares (MCR-ALS) to the quantitative analysis of pharmaceutical and agricultural samples. Talanta 2008, 74, 1201–1210. [Google Scholar] [CrossRef] [PubMed]
- Wold, S.; Sjöström, M.; Eriksson, L. PLS-regression: A basic tool of chemometrics. Chemom. Intell. Lab. Syst. 2001, 58, 109–130. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Dispersion | Pan Speed/rpm | Spray Rate/g/min | Inlet Air Volume/m3/h | Exhaust Air Temperature/°C | Inlet Air Temperature/°C |
|---|---|---|---|---|---|
| AP P white 712.02 E | 16 | 11–12 | 100 | 33 | 50 |
| AP P white 014.117 | 16 | 11–12 | 100 | 41 | 60 |
| Coating | Calibration Data Set | Prediction Data Set | Normalization | Model | Normalization | Model |
|---|---|---|---|---|---|---|
| AP P white 712.02 E | ASA batch 1 | ASA batch 2 | max | A1.1 | max3 | A2.1 |
| placebo batch 2 | A1.2 | A2.2 | ||||
| diclofenac batch 2 | A1.3 | A2.3 | ||||
| placebo batch 1 | ASA batch 2 | max | P1.1 | max3 | P2.1 | |
| placebo batch 2 | P1.2 | P2.2 | ||||
| diclofenac batch 2 | P1.3 | P2.3 | ||||
| diclofenac batch 1 | ASA batch 2 | max | D1.1 | max3 | D2.1 | |
| placebo batch 2 | D1.2 | D2.2 | ||||
| diclofenac batch 2 | D1.3 | D2.3 | ||||
| ASA, placebo, diclofenac batch 1 | ASA, placebo, diclofenac batch 2 | max | APD1 | max3 | APD2 | |
| AP P white 014.117 | ASA batch 3 | ASA batch 4 | max | A3.1 | - | |
| placebo batch 4 | A3.2 | |||||
| diclofenac batch 4 | A3.3 | |||||
| placebo batch 3 | ASA batch 4 | max | P3.1 | |||
| placebo batch 4 | P3.2 | |||||
| diclofenac batch 4 | P3.3 | |||||
| diclofenac batch 3 | ASA batch 4 | max | D3.1 | |||
| placebo batch 4 | D3.2 | |||||
| diclofenac batch 4 | D3.3 | |||||
| Cores | Model | Prediction | Normalization | Range [cm−1] | Factors | R2 | RMSEC/% | SEC/% | RMSEP/% |
|---|---|---|---|---|---|---|---|---|---|
| ASA | A1.1 | ASA | max | 340–1400 | 3 | 0.9990 | 0.44 | 0.05 | 1.45 |
| A2.1 | max3 | 340–1400 | 3 | 0.9998 | 0.42 | 0.05 | 1.45 | ||
| A1.2 | placebo | max | 340–900 | 2 | 0.9992 | 0.81 | 0.09 | 2.08 | |
| A2.2 | max3 | 340–1000 | 2 | 0.9993 | 0.77 | 0.09 | 1.26 | ||
| A1.3 | diclofenac | max | 340–700 | 2 | 0.9992 | 0.81 | 0.09 | 2.86 | |
| A2.3 | max3 | 340–900 | 2 | 0.9992 | 0.81 | 0.09 | 0.65 | ||
| placebo | P1.1 | ASA | max | 340–1500 | 2 | 0.9996 | 0.58 | 0.07 | 1.03 |
| P2.1 | max3 | 340–900 | 3 | 0.9996 | 0.54 | 0.07 | 4.97 | ||
| P1.2 | placebo | max | 340–1300 | 3 | 0.9996 | 0.54 | 0.06 | 0.94 | |
| P2.2 | max3 | 340–1300 | 3 | 0.9996 | 0.54 | 0.06 | 0.94 | ||
| P1.3 | diclofenac | max | 340–1500 | 2 | 0.9996 | 0.58 | 0.07 | 1.17 | |
| P2.3 | max3 | 340–1000 | 3 | 0.9994 | 0.69 | 0.08 | 3.71 | ||
| diclofenac | D1.1 | ASA | max | 350–760 | 2 | 0.9998 | 0.43 | 0.04 | 3.32 |
| D2.1 | max3 | 340–700 | 3 | 0.9999 | 0.34 | 0.05 | 5.71 | ||
| D1.2 | placebo | max | 340–1500 | 3 | 0.9999 | 0.35 | 0.04 | 0.76 | |
| D2.2 | max3 | 340–700 | 2 | 0.9997 | 0.41 | 0.04 | 2.58 | ||
| D1.3 | diclofenac | max | 350–760 | 2 | 0.9998 | 0.43 | 0.05 | 1.49 | |
| D2.3 | max3 | 350–760 | 2 | 0.9998 | 0.43 | 0.05 | 1.49 |
| Model | Normalization | Range [cm−1] | Factors | R2 | RMSEC/% | SEC/% | RMSEP/% ASA | Rmsep/% Placebo | RMSEP/% Diclofenac |
|---|---|---|---|---|---|---|---|---|---|
| APD1 | max | 360–1400 | 2 | 0.9915 | 0.59 | 0.11 | 0.79 | 2.46 | 2.16 |
| APD2 | max3 | 380–1300 | 2 | 0.9925 | 0.83 | 0.14 | 0.59 | 2.31 | 2.31 |
| Cores | Model | Prediction | Normalization | Range [cm−1] | Factors | R2 | RMSEC/% | SEC/% | RMSEP/% |
|---|---|---|---|---|---|---|---|---|---|
| ASA | A3.3 | ASA | max | 1050–1460 | 4 | 0.9993 | 1.08 | 0.05 | 3.86 |
| A3.3 | placebo | – | |||||||
| A3.2 | diclofenac | – | |||||||
| placebo | P3.1 | ASA | max | 770–1200 | 2 | 0.9992 | 0.91 | 0.10 | 2.65 |
| P3.2 | placebo | 340–1600 | 3 | 0.9993 | 0.83 | 0.09 | 1.16 | ||
| P3.3 | diclofenac | 850–1450 | 4 | 0.9999 | 0.06 | 0.06 | 2.71 | ||
| diclofenac | D3.1 | ASA | max | 900–1250 | 2 | 0.9974 | 1.50 | 0.17 | 4.13 |
| D3.2 | placebo | 850–1200 | 3 | 0.9973 | 1.59 | 0.18 | 2.21 | ||
| D3.3 | diclofenac | 900–1560 | 4 | 0.9992 | 1.10 | 0.12 | 2.14 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Radtke, J.; Rehbaum, H.; Kleinebudde, P. Raman Spectroscopy as a PAT-Tool for Film-Coating Processes: In-Line Predictions Using one PLS Model for Different Cores. Pharmaceutics 2020, 12, 796. https://doi.org/10.3390/pharmaceutics12090796
Radtke J, Rehbaum H, Kleinebudde P. Raman Spectroscopy as a PAT-Tool for Film-Coating Processes: In-Line Predictions Using one PLS Model for Different Cores. Pharmaceutics. 2020; 12(9):796. https://doi.org/10.3390/pharmaceutics12090796
Chicago/Turabian StyleRadtke, Juliana, Hubertus Rehbaum, and Peter Kleinebudde. 2020. "Raman Spectroscopy as a PAT-Tool for Film-Coating Processes: In-Line Predictions Using one PLS Model for Different Cores" Pharmaceutics 12, no. 9: 796. https://doi.org/10.3390/pharmaceutics12090796
APA StyleRadtke, J., Rehbaum, H., & Kleinebudde, P. (2020). Raman Spectroscopy as a PAT-Tool for Film-Coating Processes: In-Line Predictions Using one PLS Model for Different Cores. Pharmaceutics, 12(9), 796. https://doi.org/10.3390/pharmaceutics12090796