
Changes in Temperature and Vapor-Pressure Behavior of Bamboo Scrimber in Response to Hot-Pressing Parameters

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
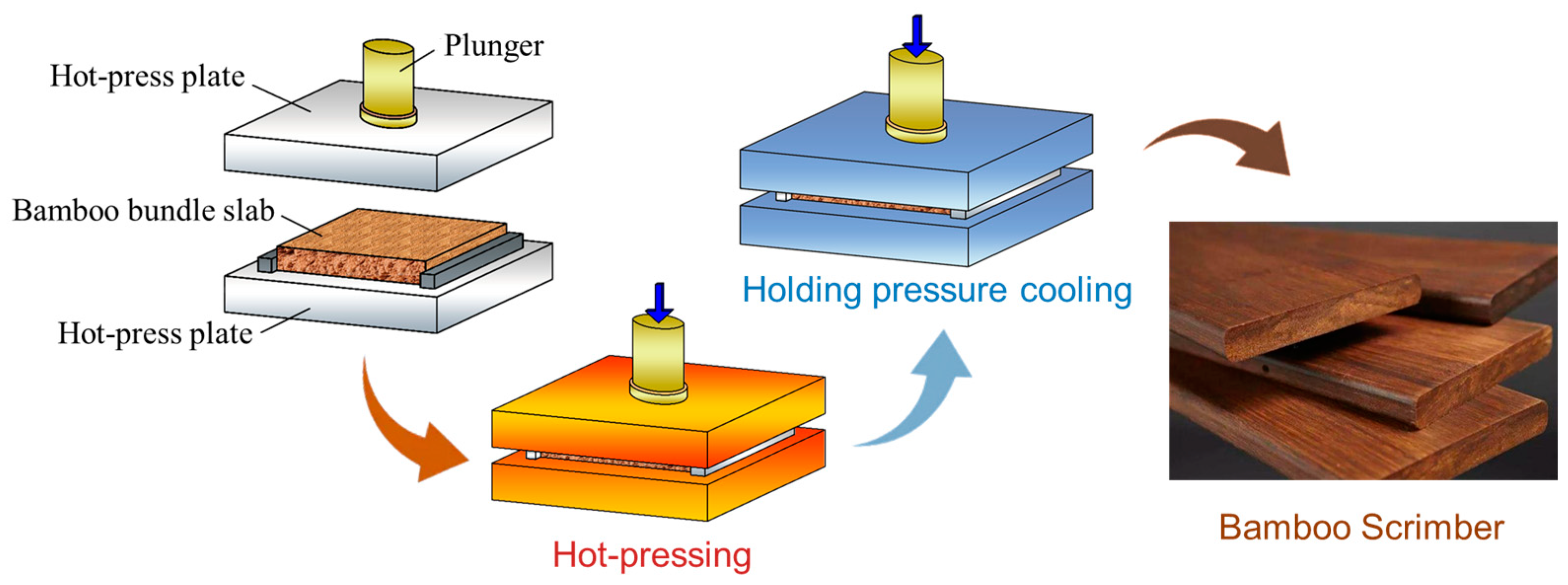
2.2. Bamboo-Scrimber Preparation
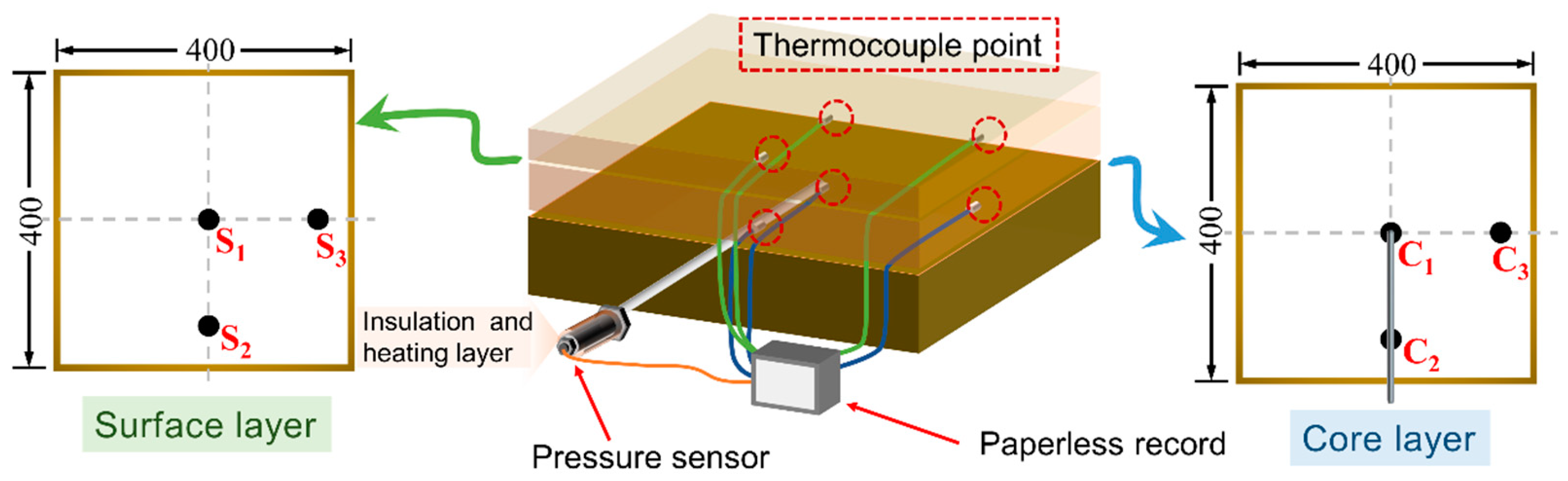
2.3. Measurement of Vapor Pressure and Temperature
2.4. The Physical Properties Test of Bamboo Scrimber
2.5. Statistical Analysis
3. Results and Discussion
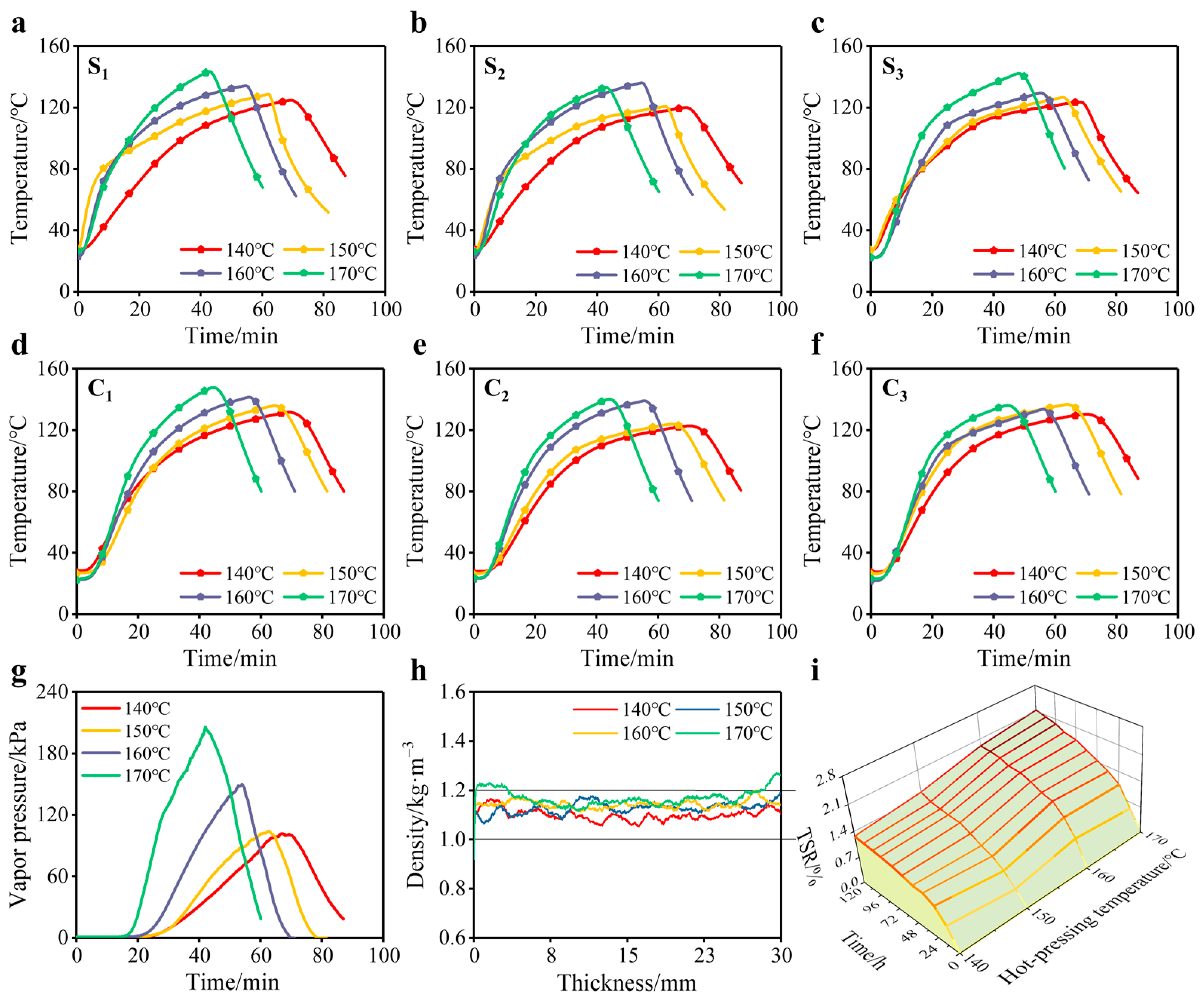
3.1. Effect of Hot-Pressing Temperature on the BBS Temperature and Vapor Pressure
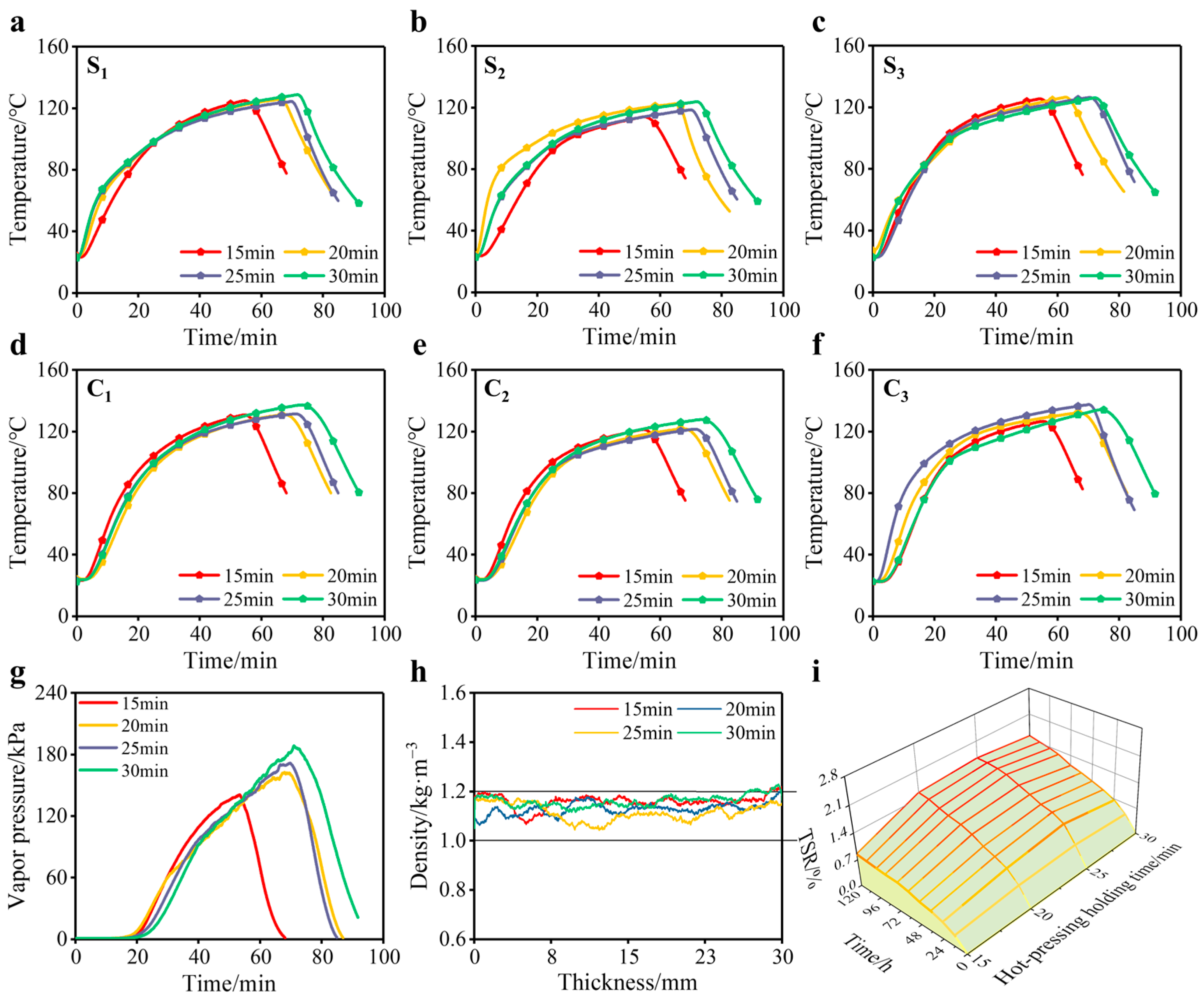
3.2. Effect of Hot-Pressing Holding Time on the BBS Temperature and Vapor Pressure
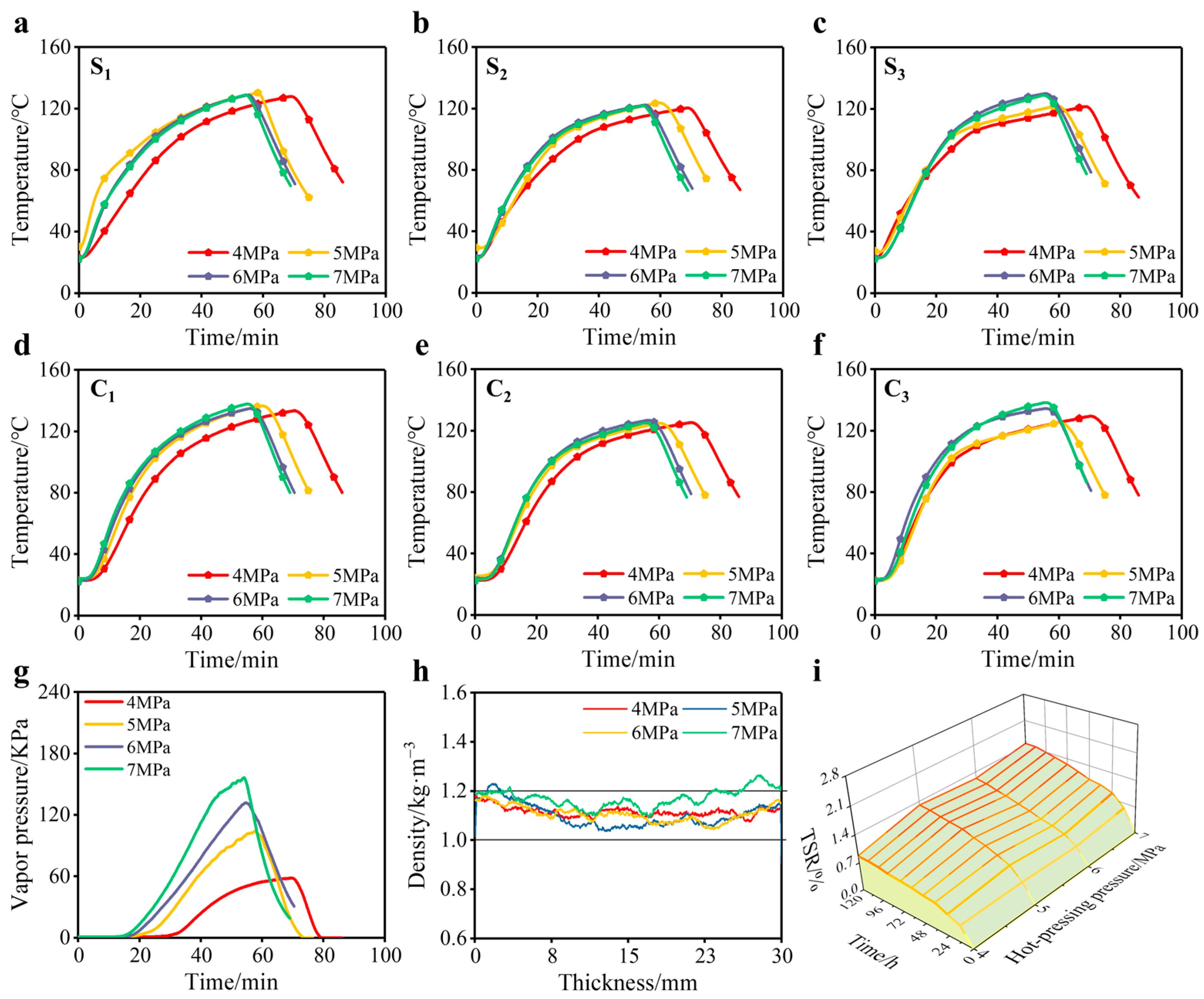
3.3. Effect of Hot-Pressing Pressure on the BBS Temperature and Vapor Pressure
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- IEA. CO2 Emissions in 2022; International Energy Agency: Paris, France, 2023. [Google Scholar]
- Huang, L.; Zhou, M.; Lv, J.; Chen, K. Trends in Global Research in Forest Carbon Sequestration: A Bibliometric Analysis. J. Clean. Prod. 2020, 252, 119908. [Google Scholar] [CrossRef]
- Zhao, Y.; Lou, Z.; Wang, Q.; Yuan, T.; Chen, M.; Han, H.; Wu, X.; Xu, L.; Li, Y. Fabrication of a Bamboo-Based Glulam Based on Reconstitution Unit Innovation: Mechanical Property Investigation and Carbon Footprint Evaluation. Ind. Crops Prod. 2023, 202, 117046. [Google Scholar] [CrossRef]
- Sharma, B.; Gatóo, A.; Bock, M.; Ramage, M. Engineered Bamboo for Structural Applications. Constr. Build. Mater. 2015, 81, 66–73. [Google Scholar] [CrossRef]
- Nkeuwa, W.N.; Zhang, J.; Semple, K.E.; Chen, M.; Xia, Y.; Dai, C. Bamboo-Based Composites: A Review on Fundamentals and Processes of Bamboo Bonding. Compos. Part B Eng. 2022, 235, 109776. [Google Scholar] [CrossRef]
- Khajouei-Nezhad, M.; Semple, K.; Nasir, V.; Hu, Y.; Marggraf, G.; Hauptman, J.; Dai, C. Advances in Engineered Bamboo Processing: Material Conversion and Structure. Adv. Bamboo Sci. 2023, 5, 100045. [Google Scholar] [CrossRef]
- Feng, P.; Li, Y. China’s Bamboo Resources in 2021. World Bamboo Ratt. 2023, 21, 100–103. [Google Scholar]
- Huang, Y.; Qi, Y.; Zhang, Y.; Yu, W. Progress of Bamboo Recombination Technology in China. Adv. Polym. Technol. 2019, 2019, 2723191. [Google Scholar] [CrossRef]
- Yu, Y.; Zhu, R.; Wu, B.; Hu, Y.; Yu, W. Fabrication, Material Properties, and Application of Bamboo Scrimber. Wood Sci. Technol. 2015, 49, 83–98. [Google Scholar] [CrossRef]
- Chen, M.; Semple, K.; Hu, Y.; Zhang, J.; Zhou, C.; Pineda, H.; Xia, Y.; Zhu, W.; Dai, C. Fundamentals of Bamboo Scrimber Hot Pressing: Mat Compaction and Heat Transfer Process. Constr. Build. Mater. 2024, 412, 134843. [Google Scholar] [CrossRef]
- Yu, Y.; Huang, Y.; Zhang, Y.; Liu, R.; Meng, F.; Yu, W. The Reinforcing Mechanism of Mechanical Properties of Bamboo Fiber Bundle-reinforced Composites. Polym. Compos. 2019, 40, 1463–1472. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, X.; Yu, Y.; Yu, W. Effects of Internal Structure and Chemical Compositions on the Hygroscopic Property of Bamboo Fiber Reinforced Composites. Appl. Surf. Sci. 2019, 492, 936–943. [Google Scholar] [CrossRef]
- Huang, Y.; Ji, Y.; Yu, W. Development of Bamboo Scrimber: A Literature Review. J. Wood Sci. 2019, 65, 25. [Google Scholar] [CrossRef]
- Chen, Q.; Yuan, J.; Sun, F.; Zhang, S.; Xiao, H.; Chen, Y.; Jia, S.; Xie, J.; Qi, J.; Fei, B.; et al. Real-Time Flexural Fracture Behaviors and Toughening Mechanisms of Bamboo Slivers with Different Fiber Content and Moisture Content. Eng. Fract. Mech. 2023, 288, 109244. [Google Scholar] [CrossRef]
- Wu, J.; Huang, Y.; Hu, J.; Lei, W.; Wang, X.; Yahui, Z.; Yu, W. Effects of Density and Resin Content on the Rebonding Performance of Bamboo Scrimber Composite. Constr. Build. Mater. 2023, 400, 132848. [Google Scholar] [CrossRef]
- Chen, J.; Guagliano, M.; Shi, M.; Jiang, X.; Zhou, H. A Comprehensive Overview of Bamboo Scrimber and Its New Development in China. Eur. J. Wood Prod. 2021, 79, 363–379. [Google Scholar] [CrossRef]
- Lu, T.; Ge, Y.; Zhou, C.; Ren, Y.; He, M.; Xu, K.; Li, X. Effects of Physical Parameters on the Temperature and Vapor-Pressure Behavior of Bamboo Scrimber during Hot-Pressing. Wood Mater. Sci. Eng. 2023, 18, 1641–1649. [Google Scholar] [CrossRef]
- Cheng, L. Manufacturing Technology of Reconstituted Bamboo Lumber; Inner Mongolia Agricultural University: Huhehaote, China, 2009. [Google Scholar]
- Cui, C. Study on Steam-Infection Hot Pressing Technology of Bamboo Scrimber; Nanjing Forestry University: Nanjing, China, 2016. [Google Scholar]
- Mao, Y.; Hou, L.; Yu, X. Effect of Decreased Pressure on the Properties of Reconstituted Bamboo Lumber. J. For. Environ. 2015, 35, 175–178. [Google Scholar]
- Pineda, H.; Hu, Y.; Semple, K.; Chen, M.; Dai, C. Computer Simulation of the Mat Formation of Bamboo Scrimber Composites. Compos. Part A Appl. Sci. Manuf. 2021, 149, 106542. [Google Scholar] [CrossRef]
- Gao, L.; Guo, W.; Luo, S. Investigation of Changes in Compressed Moso Bamboo (Phyllostachys pubescens) after Hot-Press Molding. J. Wood Sci. 2018, 64, 557–565. [Google Scholar] [CrossRef]
- Park, B.-D.; Riedl, B.; Hsu, E.; Shields, J. Application of Cure-Accelerated Phenol-Formaldehyde (PF) Adhesives for Three-Layer Medium Density Fiberboard (MDF) Manufacture. Wood Sci. Technol. 2001, 35, 311–323. [Google Scholar] [CrossRef]
- Bolton, A.J.; Humphrey, P.E. The Hot Pressing of Dry-Formed Wood-Based Composites—Part I. A Review of the Literatlire, Identifying the Primary Physical Processes and the Nature of Their Interaction. Holzforschung 1988, 42, 403–406. [Google Scholar] [CrossRef]
- Zombori, B.G.; Kamke, F.A.; Watson, L.T. Sensitivity Analysis of Internal Mat Environment during Hot-Pressing. Wood Fiber Sci. 2004, 36, 195–209. [Google Scholar]
- Wang, B.J.; Zhou, X.; Dai, C.; Ellis, S. Air Permeability of Aspen Veneer and Glueline: Experimentation and Implications. Holzforschung 2006, 60, 304–312. [Google Scholar] [CrossRef]
- Humphrey, P.E.; Bolton, A.J. The Hot Pressing of Dry-Formed Wood-Based Composites. Part II. A Simulation Model for Heat and Moisture Transfer, and Typical Results. Holzforschung 1989, 43, 199–206. [Google Scholar] [CrossRef]
- Yu, C.; Dai, C.; Wang, B.J. Heat and Mass Transfer in Wood Composite Panels during Hot Pressing: Part 3. Predicted Variations and Interactions of the Pressing Variables. Holzforschung 2007, 61, 74–82. [Google Scholar] [CrossRef]
- Thoemen, H.; Humphrey, P.E. Modeling the Physical Processes Relevant during Hot Pressing of Wood-Based Composites. Part I. Heat and Mass Transfer. Eur. J. Wood Wood Prod. 2006, 64, 1–10. [Google Scholar] [CrossRef]
- Rofii, M.N.; Yamamoto, N.; Ueda, S.; Kojima, Y.; Suzuki, S. The Temperature Behaviour inside the Mat of Wood-Based Panel during Hot Pressing under Various Manufacturing Conditions. J. Wood Sci. 2014, 60, 414–420. [Google Scholar] [CrossRef][Green Version]
- GB/T 17657-2013; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels. National Standards of the People’s Republic of China: Beijing, China, 2013.
- Cui, Z.; Xu, M.; Chen, Z.; Xiang, J. Experimental Study on Thermal Performance of Bamboo Scrimber at Elevated Temperatures. Constr. Build. Mater. 2018, 182, 178–187. [Google Scholar] [CrossRef]
- Huang, P.; Zeidler, A.; Chang, W.; Ansell, M.P.; Chew, Y.J.; Shea, A. Specific Heat Capacity Measurement of Phyllostachys edulis (Moso Bamboo) by Differential Scanning Calorimetry. Constr. Build. Mater. 2016, 125, 821–831. [Google Scholar] [CrossRef]
- Tian, X.; Yu, W.; Ma, H.; Lin, Q.; Xue, B.; Yang, C. Variation Law of Temperature Field and Prediction Model in the Preparation of Bamboo Scrimber. J. For. Eng. 2023, 8, 38–45. [Google Scholar] [CrossRef]
- Murayama, K.; Kukita, K.; Kobori, H.; Kojima, Y.; Suzuki, S.; Miyamoto, K. Effect of Face-Layer Moisture Content and Face–Core–Face Ratio of Mats on the Temperature and Vapor Pressure Behavior during Hot-Pressing of Wood-Based Panel Manufacturing. J. Wood Sci. 2021, 67, 42. [Google Scholar] [CrossRef]
- Thoemen, H.; Walther, T.; Wiegmann, A. 3D Simulation of Macroscopic Heat and Mass Transfer Properties from the Microstructure of Wood Fibre Networks. Compos. Sci. Technol. 2008, 68, 608–616. [Google Scholar] [CrossRef]
- Wang, X.; Riedl, B.; Geimer, R.L.; Christiansen, A.W. Phenol-Formaldehyde Resin Curing and Bonding under Dynamic Conditions. Wood Sci.Technol. 1996, 30, 423–442. [Google Scholar] [CrossRef]
- Umemura, K.; Kawai, S.; Sasaki, H.; Hamada, R.; Mizuno, Y. Curing Behavior of Wood Adhesives under High Steam Pressure. J. Adhes. 1996, 59, 87–100. [Google Scholar] [CrossRef]
- Yu, Y.; Huang, X.; Yu, W. High Performance of Bamboo-Based Fiber Composites from Long Bamboo Fiber Bundles and Phenolic Resins. J. Appl. Polym. Sci. 2014, 131, 40371. [Google Scholar] [CrossRef]
- Zhang, Y.; Huang, X.; Zhang, Y.; Yu, Y.; Yu, W. Scrimber Board (SB) Manufacturing by a New Method and Characterization of SB’s Mechanical Properties and Dimensional Stability. Holzforschung 2018, 72, 283–289. [Google Scholar] [CrossRef]
- Shah, D.U.; Bock, M.C.; Mulligan, H.; Ramage, M.H. Thermal Conductivity of Engineered Bamboo Composites. J. Mater. Sci. 2016, 51, 2991–3002. [Google Scholar] [CrossRef]
- Nguyen, D.V.; Nguyen, T.T.H.; Kubota, S.; Suzuki, S. Effects of Size and Type of Raw Material on Temperature and Vapour Pressure Behaviour of Wood-Based Panels during Hot-Pressing. Wood Mater. Sci. Eng. 2022, 17, 702–711. [Google Scholar] [CrossRef]
- Bolton, A.J.; Humphrey, P.E.; Kavvouras, P.K. The Hot Pressing of Dry-Formed Wood-Based Composites. Part IV. Predicted Variation of Mattress Moisture Content with Time. Holzforschung 1989, 43, 345–349. [Google Scholar] [CrossRef]
- García, P.J.; Avramidis, S.; Lam, F. Internal Temperature and Pressure Responses to Flake Alignment during Hot-Pressing. Holz Als Roh-Und Werkst. 2001, 59, 272–275. [Google Scholar] [CrossRef]
- Anderson, J.P.; Altan, M.C. Formation of Voids in Composite Laminates: Coupled Effect of Moisture Content and Processing Pressure. Polym. Compos. 2015, 36, 376–384. [Google Scholar] [CrossRef]
- Huang, Y.; Lin, Q.; Yang, C.; Bian, G.; Zhang, Y.; Yu, W. Multi-Scale Characterization of Bamboo Bonding Interfaces with Phenol-Formaldehyde Resin of Different Molecular Weight to Study the Bonding Mechanism. J. R. Soc. Interface 2020, 17, 20190755. [Google Scholar] [CrossRef] [PubMed]
- Dai, C.; Yu, C.; Zhou, X. Heat and Mass Transfer in Wood Composite Panels during Hot Pressing. Part II. Modeling Void Formation and Mat Permeability. Wood Fiber Sci. 2005, 37, 242–257. [Google Scholar]
- Jin, F.; Song, G.; Shao, Z. Rheological Parameters and Characteristics of Bamboo in Compression Perpendicular to Grain under Hot-Pressing Process. Mech. Time-Depend. Mater. 2021, 25, 313–325. [Google Scholar] [CrossRef]
- García, J.J.; Zuluaga, L.F.; Gomez, D. Relaxation Tests on Rings and Part of Rings to Assess the Behavior of Guadua Angustifolia under Sustained Transverse Loading. Constr. Build. Mater. 2022, 338, 127369. [Google Scholar] [CrossRef]
- Ali, I.; Jayaraman, K.; Bhattacharyya, D. Implications of Fiber Characteristics and Mat Densification on Permeability, Compaction and Properties of Kenaf Fiber Panels. Ind. Crops Prod. 2014, 61, 293–302. [Google Scholar] [CrossRef]
- Zhan, T.; Jiang, J.; Lu, J.; Zhang, Y.; Chang, J. Frequency-Dependent Viscoelastic Properties of Chinese Fir (Cunninghamia lanceolata) under Hygrothermal Conditions. Part 1: Moisture Adsorption. Holzforschung 2019, 73, 727–736. [Google Scholar] [CrossRef]
- Kadivar, M.; Gauss, C.; Tomazello-Filho, M.; Ahrar, A.J.; Ghavami, K.; Savastano, H. Optimization of Thermo-Mechanical Densification of Bamboo. Constr. Build. Mater. 2021, 298, 123860. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Hot-Pressing Temperature/°C | Hot-Pressing Pressure/MPa | Hot-Pressing Holding Time/min |
|---|---|---|---|
| 1 | 130 | 5 | 20 |
| 2 | 140 | ||
| 3 | 150 | ||
| 4 | 160 | ||
| 5 | 150 | 4 | 20 |
| 6 | 5 | ||
| 7 | 6 | ||
| 8 | 7 | ||
| 9 | 150 | 5 | 15 |
| 10 | 20 | ||
| 11 | 25 | ||
| 12 | 30 |
| Parameters | Source of Difference | Degrees of Freedom | Square | Mean Squared | F-Value | Significance |
|---|---|---|---|---|---|---|
| Hot-pressing temperature | Inter-group | 3 | 7.460 | 2.487 | 2.633 | - |
| Within-group | 20 | 18.890 | 0.945 | |||
| Total | 23 | 26.350 |
| Parameters | Source of Difference | Degrees of Freedom | Square | Mean Squared | F-Value | Significance |
|---|---|---|---|---|---|---|
| Holding time | Inter-group | 3 | 2.299 | 0.766 | 1.208 | - |
| Within-group | 20 | 12.691 | 0.635 | |||
| Total | 23 | 14.990 |
| Parameters | Source of Difference | Degrees of Freedom | Square | Mean Squared | F-Value | Significance |
|---|---|---|---|---|---|---|
| Hot-press pressures | inter-group | 3 | 5.342 | 1.781 | 5.753 | ** |
| within-group | 20 | 6.190 | 0.310 | |||
| total | 23 | 11.532 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, Y.; Lu, T.; Li, X.; Hao, X.; Yang, S.; Lu, T.; Xu, K.; Li, X. Changes in Temperature and Vapor-Pressure Behavior of Bamboo Scrimber in Response to Hot-Pressing Parameters. Forests 2024, 15, 620. https://doi.org/10.3390/f15040620
Ge Y, Lu T, Li X, Hao X, Yang S, Lu T, Xu K, Li X. Changes in Temperature and Vapor-Pressure Behavior of Bamboo Scrimber in Response to Hot-Pressing Parameters. Forests. 2024; 15(4):620. https://doi.org/10.3390/f15040620
Chicago/Turabian StyleGe, Yanglin, Tong Lu, Xingong Li, Xiaofeng Hao, Shoulu Yang, Tonghua Lu, Kang Xu, and Xianjun Li. 2024. "Changes in Temperature and Vapor-Pressure Behavior of Bamboo Scrimber in Response to Hot-Pressing Parameters" Forests 15, no. 4: 620. https://doi.org/10.3390/f15040620
APA StyleGe, Y., Lu, T., Li, X., Hao, X., Yang, S., Lu, T., Xu, K., & Li, X. (2024). Changes in Temperature and Vapor-Pressure Behavior of Bamboo Scrimber in Response to Hot-Pressing Parameters. Forests, 15(4), 620. https://doi.org/10.3390/f15040620