Abstract
Synergizing coating and wood modification is a promising concept to develop wood products that have multi-qualities that include excellent dimensional stability, durability, and weathering resistance. However, the nature of the modified substrate is a critical parameter for coating adhesion. Chemical modification of wood impacts the physicochemical properties of the wood, which could in turn impact the adhesion of coatings. Therefore, this study investigated the adhesion of seven different coatings to Pinus sylvestris L. woods chemically modified through esterification with acetic anhydride (acetylated), etherification with 1.3-dimethylol-4.5-dihydroxyethyleneurea (DMDHEU), and esterification with sorbitol/citric acid formulation (SorCA). The selected coatings include water-based and solvent-based examples with different binder constituents that include acrylate, alkyd, natural oil, and hybrids. Coating adhesion to the modified wood was evaluated in terms of crosscut resistance to detachment, wear-resistant hardness, and pull-off strength. Chemical modifications yielded positive impacts on coating adhesion compared to unmodified wood. Coatings adhered better to acetylated and DMDHEU-modified P. sylvestris wood than on SorCA-modified wood. Solvent-based coatings had higher adhesion strength on the acetylated, DMDHEU-modified, and unmodified woods than water-based coatings. On the other hand, water-based coatings mostly adhered better to SorCA-modified wood compared to solvent-based coating. Overall, the coating of chemically modified P. sylvestris wood is promising for the development of an enhanced wood protection system.
1. Introduction
Despite the widely acknowledged benefits of wood, which include renewability, carbon reservoir, aesthetics, etc., moisture-related and durability problems are major drawbacks for its use as a building and construction material [1]. Natural wood is prone to dimensional instability, biodeterioration and weathering degradation. Thus, adequate wood protection mechanisms are needed to ensure long-term maximization of its beneficial attributes [1]. Coating modified wood is a promising integrated approach to resolving the above-mentioned drawbacks [2] and can be tailored to create a new paradigm in wood protection. Different wood modification technologies, such as thermal, resin impregnation, and chemical modifications, have been successfully used, to varying degrees, to improve wood’s dimensional stability, resistance to biodegradation, and to a certain extent its weathering resistance [3]. These wood modification technologies are well elucidated in the literature [4,5,6,7,8,9].
Coatings are used to protect natural wood properties against degradation caused by moisture intrusion, biological attack, photoirradiation, chemically and mechanically induced damages, etc., [1,10,11]. Substrate coatability and coating performance depend on the substrate’s nature as well as the coating type. Essentially, coating adhesion to wood is vital to its finish quality and service life [12]. Likewise, the physicochemical nature of wood is fundamental to the development of the wood–coating adhesion interface [13]. Chemical modification alters the physical and chemical properties of wood, which could in turn impact coating adhesion. It is therefore important to establish the coatability of chemically modified wood substrates.
Chemical modification of wood through acetylation (esterification with acetic anhydride) and etherification with 1.3-dimethylol-4.5-dihydroxyethyleneurea have been extensively researched and are now commercially available wood modification processes. Likewise, esterification of wood with a sorbitol and citric acid formulation has been well researched but remains pending commercialization [3]. Nevertheless, coatings adhesion on woods modified with these chemical modification processes still require further exploration, hence the focus of this study. Furthermore, the possibility of achieving improved wood properties through a synergy of chemical modification and coating would broaden the opportunities for wood utilization by delivering unique wood products with characteristics that include dimensional stability due to hydrophobization, durability against biodeterioration, and weathering resistance.
2. Materials and Methods
2.1. Wood Samples
Scots pine (Pinus sylvestris L.) wood was sourced from northern Germany. Modified P. sylvestris woods were derived from three different chemical modification processes: esterification with acetic anhydride (acetylated), etherification with 1.3-dimethylol-4.5-dihydroxyethyleneurea (DMDHEU), and esterification with sorbitol and citric acid (SorCA). Unmodified P. sylvestris wood was used as reference in this study. The mean densities and moisture contents (MC) of the P. sylvestris woods were 520 kg/m3 and 2.13% MC for acetylated samples, 560 kg/m3 and 9.63% MC for DMDHEU-modified samples, 580 kg/m3 and 4.42% MC for SorCA-modified, and 610 kg/m3 and 10.68% MC for unmodified reference samples. Boards of P. sylvestris wood were sent to Accsys® in Arnhem, The Netherlands for acetylation. The mean weight percent gain (mWPG) of the selected acetylated boards used in this study was 30%. DMDHEU and SorCA modifications were performed at the Wood Biology and Wood Products Laboratory, Georg-August-University, Goettingen, Germany. Both DMDHEU and SorCA modification processes involved a dual-phase process consisting of vacuum-pressure impregnation followed by high-temperature curing. Briefly, vacuum-pressure impregnation of P. sylvestris wood with 25% DMDHEU solution was conducted at 5 kPa vacuum for 4 h, followed by 800 kPa pressure for 10 h and a final vacuum of 5 kPa for 20 min. Thereafter, the DMDHEU-impregnated samples were climatized at (20 ± 2) °C and (65 ± 5)% relative humidity (RH) for 168 h before curing at 120 °C for 48 h. A 30% SorCA solution consisting of sorbitol/citric acid ratio 1:3 (v/v) was vacuum-pressure impregnated into P. sylvestris wood samples at 5 kPa vacuum for 2 h and 1000 kPa pressure for 4 h. Thereafter, the SorCA-impregnated samples were kept in laboratory conditions for 4 weeks before high-temperature curing rising to 140 °C over a 24 h period. The mWPGs for the cured DMDHEU- and SorCA-modified P. sylvestris woods were 28% and 23%, respectively. The modified and unmodified P. sylvestris woods are hereafter classified under the P. sylvestris wood type.
2.2. Coatings
Seven coatings were investigated in this study. Details regarding reference codes, formulation, properties, and the manufacturers’ recommended application rates are presented in Table 1. Coats DL8170 and AG7016 were supplied by Doerken Coatings GmbH & Co. KG, Herdecke, Germany, while H210, H230, H320, H415, and H430 were supplied by Koch & Schulte GmbH & Co. KG, Linden, Germany.

Table 1.
Coatings formulation basis, properties, and application rates.
2.3. Test Panel Preparation and Coating Application
Planed wood samples of 15 mm × 50 mm × 300 mm (thickness × width × length) were obtained from each P. sylvestris wood type. All test samples were conditioned in standard climate (20 ± 2 °C and 65 ± 5% RH) until constant mass, i.e., mass change less than 0.2% at 24 h interval as prescribed in the DIN EN 927-5:2006 standard [14]. Before coat application, test panels were cleaned by brushing off any dirt, dust, or debris. For application uniformity, each coating was applied in two layers at a 100 mL/m2 spread rate per layer. Coating application was carried out using a fine synthetic fiber-based brush—AquaSol 1526 flat brush (Wistoba GmbH & Co. KG, Bad Lauterberg im Harz, Germany). The AquaSol 1526 brush is suitable for water-based, solvent-based, and glaze coatings. The manufacturers’ recommended time intervals between applications of coat layers (recoatable time) were observed as stated in Table 2. All coated substrates (see Appendix A) were cured in standard climate for 2 weeks.
Table 2.
Coatings dry-to-touch and recoatable times based on manufacturers’ specifications.
2.4. Dry Film Thickness Measurement
The dry film thickness of coatings was measured using a TQC PIG device (SUPERPIG SP1000-78, mtv Messtechnik, Erftstadt, Germany) equipped with a cutter, a 50× magnification microscope with rotating gradient scale 0.00–2.50 mm, and a thickness measurement range of 2–2000 µm. Three black lines perpendicular to the wood’s longitudinal axis, one approximately 30 mm away from each end and one around the mid-section, were drawn on the surface of each coated P. sylvestris wood type (see Appendix A). A SUPERPIG cutter with 45° cutting angle was used to make two approximately 30 mm cuts across the drawn black lines, cutting down to the substrate. In accordance with the SUPERPIG thickness determination procedure, counts of graduation marks over the cut area for measurement as seen through the device’s microscope were multiplied by a corresponding cutter multiplication factor of 20 to obtain the dry film thickness of each coating. Twelve thickness measurements were performed per coated P. sylvestris wood category.
2.5. Assessment of Coating Resistance to Detachment in Dry State: Crosscut Test
The detachment resistance of fully cured coatings on P. sylvestris wood types was assessed via a crosscut adhesion test in accordance with the DIN EN ISO 2409:2013 standard [15]. A cutting blade with a 20° to 30° edge guided by a 2 mm cross-cut plate (MTV Messtechnik oHG, Erftstadt, Germany) was used to cut six parallel incisions that were subsequently crosscut by six perpendicular incisions on each coated P. sylvestris wood type (see Appendix A). A pressure-sensitive tape with its long axis oriented in the grain direction of the coated P. sylvestris wood was plastered over the crosscut incisions. The tape was smoothed into place to dispel air and ensure firm attachment, particularly at the intersection of the incisions. Within 5 minutes of tape attachment, the tape was rapidly pulled from the free end back upon itself at an angle as close to 60° as possible. Squares at the crosscut intersection were visually assessed for loss of coatings and graded according to DIN EN ISO 2409:2013 categorization [15]. Four crosscut incisions were made and evaluated per coated P. sylvestris wood category.
2.6. Determination of Coating Wear-Resistant Hardness
The wear resistance of each coating on each P. sylvestris wood type was determined using a hardness test rod equipped with a 0.75 mm probe and a 20 N capacity spiral steel spring (HPS, MTV Messtechnik oHG, Erftstadt, Germany). With the aid of the spiral spring, the hardness rod was pretensioned at an incremental unit of 1 N. The probe of the pretensioned hardness rod was fixated onto the coated surface and pull-driven along the wood grain direction. For each P. sylvestris wood type, the hardness probe drive process was repeated for every pretension force increment until slight damage to the coating was observed. The pretension force at which coating damage occurred was recorded as the wear-resistant hardness. Six wear-resistant hardness determinations were made per coated P. sylvestris wood category.
2.7. Determination of Coating Wet Adhesion Strength: Pull-Off (Tensile) Test
Wet adhesion strength is a measure of coating resistance to detachment under a simulated humidity load. The wet adhesion strength of each coating on each P. sylvestris wood type was evaluated via a pull-off test in accordance with the DIN EN ISO 4624:2016 standard [16]. Five aluminium dollies were glued using Araldite® adhesive onto each coated P. sylvestris wood type and cured in laboratory conditions for 48 h. A ring-like groove was cut around each glued dolly to isolate the coated area under the attached dolly from the lateral strength of other coated parts of the substrate surface (see Appendix A). To simulate the humidity load for accelerated weakening of the coating adhesion, 0.5 mL deionized water was dosed into each ring-like groove while allowing a penetration period of 2 h before conducting the pull-off test. The pull-off strength in terms of maximum tensile pull-off force relative to the dolly area was determined using a PosiTest® Pull-Off Adhesion Tester equipped with an actuator, a hydraulic pump, and a pressure gauge (Model 3500, DeFelsko Corporation, New York, NY, USA). The pull-off testing procedure with the PositTest Adhesion Tester was carried out following the manufacturer’s instructions. A qualitative assessment of the dolly and substrate was made to determine the fracture pattern (see Appendix A). The pull-off adhesion strength, in megapascals (MPa), and, where applicable, the estimated cohesive fractures within the wood or coatings (to nearest 5%) were recorded. Ten pull-off strength determinations were made per coated P. sylvestris wood category.
2.8. Statistical Analysis
Factorial analysis of variance (ANOVA) was performed to determine the interaction and main effects of wood and coatings on the dry film thickness, wear-resistant hardness, and pull-off strength of the coated P. sylvestris wood types. Assumptions of normality and homoscedasticity of data were validated using a Q-Q plot of fitted linear model residuals and a scatterplot of residuals versus predicted values from the fitted model, respectively. For potential outliers, statistical analysis was conducted at instances including and excluding the outliers. For wear-resistant hardness, the statistical significance of the coefficients was the same with and without the outliers, hence the outliers were retained. On the other hand, for dry film thickness and pull-off strength, the outlier effect influenced the statistical significance of the coefficients, hence the outliers were excluded. Due to the obtained significant wood type and coating interaction effect on the wear-resistant hardness and pull-off strength, the independent variables were concatenated. A one-way ANOVA was performed based on the concatenated variable. Pairwise mean comparisons were conducted using the Tukey post hoc test. All statistical analysis was performed using R programming software (RStudio 2023.06.1 Build 524, Posit Software, PBC, Boston, MA, USA).
3. Results and Discussion
3.1. Dry Film Thickness
Coating thickness influences its toughness and wear-resistant properties [17] and also impact its adhesion to the substrate [18]. Therefore, it is important, particularly for comparative assessment, to determine the thicknesses of coatings. As obtained in this study, the dry film thickness was mostly influenced by the coating type; only in a few cases (mostly involving SorCA) was the dry film thickness on modified wood significantly lower than that of unmodified wood. The obtained mean dry film thickness ranged from 45 µm to 100 µm (Figure 1). The observed dry film thickness variations are attributable to the coating formulation basis and viscosity. Based on the results obtained in this study, coatings with any or a combination of three characteristics—higher viscosity, solvent-based, or water–oil complex-based—are mostly found to have higher dry film thicknesses, suggesting limited coating penetration into the wood during the penetration phase, i.e., the period between coating application and curing. Usually, the higher the coating viscosity, the thicker the dry film thickness, as per the results obtained in this study (Figure 1).
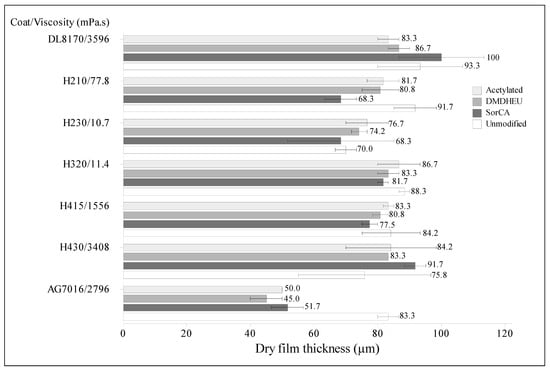
Figure 1.
Dry film thicknesses of coatings on modified and unmodified P. sylvestris L. woods. Note: Data labels are mean values and bars are one standard error from the mean.
De Meijer [18] pointed out that coating penetration into wood is contingent on its viscosity. The author further noted that wood’s selective absorption of water or solvent from a coating would increase the coat viscosity, thereby limiting the actual coat penetration. Zigon et al. [19] also reported higher coat film thickness for more viscous coatings on differently pretreated beech woods. An exception to the trend of viscosity’s effect on dry film thickness as observed in this study was coat AG7016, which had high viscosity (2796 mPa·s) but a thinner dry film thickness (45.0–51.7 µm) on modified P. sylvestris woods. Compared to other high viscosity coatings, coat AG7016 also recorded a substantial difference in mean dry film thickness on modified compared to unmodified (83.3 µm) P. sylvestris wood. While its dry film thickness tends to suggest deeper penetration of coat AG7016 into the modified wood samples, such a claim is considered premature and inconclusive in this study, pending penetrability investigation in our other studies. Regarding the effect of coating formulation, considering the dry film thicknesses of coats H210 and H230 (68.3 µm) on SorCA-modified P. sylvestris wood, it is plausible to assume better penetration of SorCA-modified wood by less viscous alkyd binder-based coatings. De Meijer [18] noted that alkyd binders possess better penetration capacity than acrylic dispersions. However, the natural oil constituent in the binder for coat H320 could limit the coating penetration despite its low viscosity and alkyd constituent in the binder system, hence the thicker coat dry film obtained. Nonetheless, a penetrability study is also required and planned in our further studies to substantiate the assumptions of coating penetration into SorCA-modified wood. Penetrability assessment is usually based on fluorescence microscopy involving dye mixing with a binder or coating, which could impact the binder or coating properties [18]. Such interference would impact coating adhesion, which is the focus of this study, hence a penetration investigation was not conducted in this study. Based on the outcome of factorial ANOVA, the difference in dry film thickness attributable to the interaction effect between a P. sylvestris wood type and a coating was not significant (p > 0.05), whereas the main effects of P. sylvestris wood type and coat were statistically significant (p < 0.05) (Table 3). Based on Tukey post hoc analysis for the main effects of P. sylvestris wood types, pairwise mean comparison of dry film thickness was significant (p adj < 0.05) only for the recorded difference between unmodified vs. SorCA-modified samples (Table 3). Other pairwise mean comparisons for dry film thickness based on the main effects of P. sylvestris wood types were not significantly different (p adj > 0.05). The pairwise mean comparison based on coating main effect revealed that the dry film thickness of coat AG7016 was significantly different from all other coatings (p adj < 0.05), and the difference between coats H430 vs. H320 was statistically significant (p adj < 0.05) (Table 3). Thus, the dry film thickness significantly depends on the coating properties and to a limited extent on the wood modification.
Table 3.
Factorial ANOVA and Tukey post hoc results for dry film thickness of coating on P. sylvestris L. wood type.
3.2. Coating Resistance to Detachment in Dry State: Crosscut Adhesion Grading
Mostly, coatings on modified woods attained the same or closely comparable resistance to detachment as those on unmodified wood. Between the modified woods, coating resistance to detachment was usually better on acetylated and DMDHEU-modified samples than on SorCA-modified wood. Based on DIN EN ISO 2409 categorization, crosscut adhesion of coatings on the different P. sylvestris wood types ranged from grade 4 (about 65% coat detachment) to grade 0 (no detachment) (Table 4). The DIN EN ISO 2409 grades 1, 2, and 3 correspond to about 5%, 15%, and 35% coat detachment, respectively. The effect of wood modification on the coating resistance to detachment was not drastically pronounced except for coats H230 (about 65% detachment) and AG7016 (about 15% detachment) on SorCA-modified P. sylvestris woods, and coat H415 (about 15% detachment) on acetylated P. sylvestris wood. A major influencing factor for coating resistance to detachment is the mechanism of adhesion to the substrate, which also depends on coating properties, substrate nature, and coating penetration. Water-based coatings usually bond to wood via mechanical interlocking, while solvent-based coatings can bond to wood by mechanical and chemical means [12,20]. Hence, to better understand coating resistance to detachment on the modified woods, our subsequent investigations will include evaluation of the mechanism(s) of coating adhesion on the modified woods.
Table 4.
Crosscut adhesion grade of coatings on P. sylvestris wood types according to DIN EN ISO 2409 categorization [15].
3.3. Wear-Resistant Hardness of Coatings
During service life, it is expected that coatings on wood would encounter mechanical wear to a degree dependent on use application. Such mechanical wear could lead to scratches and consequently diminish coatings’ ability to protect the wood [1]. Based on the results obtained in this study, both wood modification and coating type had varied effects on the wear resistance of coatings on P. sylvestris wood. For most of the investigated coatings, wear-resistant hardness was higher on modified woods than on unmodified samples. Also, coatings mostly attained higher wear-resistant hardness on acetylated and DMDHEU-modified samples than on SorCA-modified samples (Figure 2). The obtained wear-resistant hardness of coatings on the modified P. sylvestris woods can be classified into three categories. The first category comprises coats H415 and H430, both having recorded higher mean wear-resistant hardness, 4.50 N–5.83 N, for all modified woods, compared to 4.00 N for each coated unmodified wood sample. The second category comprises coats H320 and AG7016, which recorded higher mean wear-resistant hardness, 4.50 N–5.00 N, only on acetylated and DMDHEU-modified wood samples, compared to 4.00 N for unmodified samples. On SorCA-modified wood, coat H320 recorded lower mean wear-resistant hardness, 3.17 N, while no effect (i.e., same hardness) was observed for coat AG7016 compared to unmodified coated wood samples. The third category comprises coats DL8170, H210, and H230, which recorded lower mean wear-resistant hardness, 2.00 N–3.83 N, for all modified wood samples, compared to 2.67 N–4.00 N for corresponding unmodified coated wood samples (Figure 2).
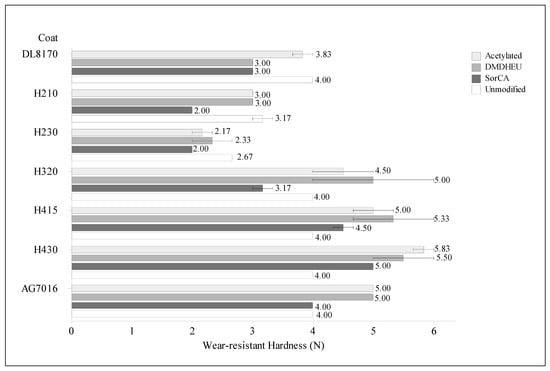
Figure 2.
Wear resistant hardness of coatings on modified and unmodified P. sylvestris L. woods. Note: Data labels are mean values and bars are one standard error from the mean.
The results of factorial ANOVA revealed that the effect of interaction between P. sylvestris wood types and coatings was significant (p < 0.05) on the coating wear-resistant hardness (Table 5). However, Tukey post hoc analysis based on individual (within) coat interaction with P. sylvestris wood types revealed that only the differences in wear-resistant hardness obtained for coat H320 on SorCA- vs. DMDHEU-modified wood, and coat H430 on acetylated vs. unmodified wood samples, were statistically significant (p adj < 0.05) (Table 5). Other pairwise mean comparisons for wear-resistant hardness based on the interaction effect did not yield significant differences (p adj > 0.05). Considering the few significant pairwise mean differences for the wood–coating interaction effect, Tukey post hoc analysis was evaluated to gain insight into the main effects of P. sylvestris wood types (Table 5). Coatings on both acetylated and DMDHEU-modified woods exhibited significantly higher (p adj < 0.05) wear-resistant hardness than those on unmodified woods. The wear-resistant hardness of coatings on SorCA-modified woods was significantly lower (p adj < 0.05) than those on acetylated and DMDHEU-modified woods but not significantly lower (p adj > 0.05) than those on unmodified woods (Table 5). The wear-resistant hardness of coatings on acetylated and DMDHEU-modified woods was not significantly different (p adj > 0.05).
Table 5.
Factorial ANOVA and Tukey post hoc results for wear-resistant hardness of coatings on P. sylvestris L. wood types.
3.4. Coating Wet Adhesion (Pull-Off) Strength: Effects of Coating and Wood Modification Types
Wood coatings are most vulnerable under wet conditions, as adhesion at the wood-coating interface declines significantly [18]. The pull-off method is regarded as a test of the practical adhesion of a coating to a substrate [21]. The results obtained in this study showed that the coatings’ pull-off strengths on modified P. sylvestris woods were mostly higher than, while a few were comparable to, those on unmodified woods. The only exception was the pull-off strength of coat H210, which was about 20% lower on SorCA-modified compared to unmodified wood (Figure 3). The mean pull-off strengths obtained in this study ranged from 1.84 MPa–6.25 Mpa (Figure 3).
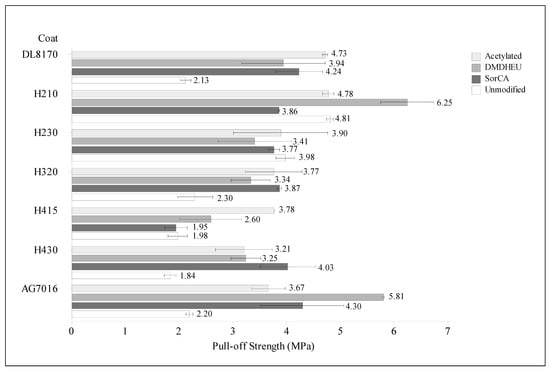
Figure 3.
Pull-off strength of coatings on modified and unmodified P. sylvestris L. woods. Note: Data labels are mean values and bars are one standard error from the mean.
Excluding SorCA-modified wood, the solvent-based coat H210 recorded higher pull-off strengths than the water-based coatings, which is consistent with the comparison of the pull-off strengths of solvent-based versus water-based (both acrylic and alkyd binder based) coatings reported by De Meijer [18]. Miklečić et al. [12] and Jaić et al. [20] also reported higher adhesion strengths for solvent-based coatings in comparison to water-based coatings on hornbeam and ash woods, and beech wood, respectively. Findings in this study showed that chemical modification of wood improved coating adhesion in contrast to other wood modification methods, such as reported cases of reduced coating adhesion on thermally modified woods [12,22,23,24]. Liptáková et al. [13] noted that coating adhesion on wood is primarily influenced by interactions of surface forces at the phase boundary. Therefore, studying the surface force interactions at the modified wood-coating phase boundary will enable better understanding of the mechanism by which the investigated wood modifications impacted coating adhesion, hence this is planned for our further studies.
3.5. Coating Wet Adhesion (Pull-Off) Strength: Fracture Pattern
Unmodified wood is naturally hydrophilic, hence the humidity loadings at the interface between coatings and unmodified P. sylvestris wood observed in this study were seamless. In contrast, the evident anti-wetting effects of the wood modifications hindered wetness at the wood-coating interface. Consequently, up to 100% cohesive fractures within woods occurred in the coated modified P. sylvestris woods (Figure 4). The observed anti-wetting effect of wood modification was most dominant in SorCA-modified samples, followed by acetylated wood samples. Kurkowiak et al. [25,26] found that SorCA modification limits the water absorptivity of P. sylvestris wood, which is attributable to reduced voids owing to cell wall bulking and cross-linking. The anti-wetting effect of SorCA modification is also connected to its reactivity with the hydroxyl group [27] limiting the latter’s availability. Likewise, the anti-wetting effect of acetylation is due to limited accessible hydroxyl [28,29,30] and reduced cell wall voids [28,31]. The DMDHEU-modified wood was relatively more wettable, which is attributable to more accessible hydroxyl resulting from DMDHEU modification [28,32]. The global average cohesive fracture within wood for the different wood types (80% for SorCA, 71% for acetylated, 43% for DMDHEU, and 9% for unmodified) is proportional to the observed anti-wetting effect and partly attributable to the lower strength perpendicular to wood grain direction. It is noteworthy that the global average wood fracture recorded for unmodified wood is also partly attributable to moisture re-equilibration during the humidity loading wait period, as observed in this study. Cohesive fractures within coatings ranged from 0 to 100% (Figure 5) for the different coatings on the P. sylvestris wood types. Based on wood type, the highest global average cohesive fracture within coatings occurred in coated unmodified woods (63.3%). This is indicative of deeper humidity load transfer from the unmodified woods to the coatings which could facilitate swelling within the coatings and consequently cohesive fracture. For modified woods, the more wettable DMDHEU-modified wood recorded a 46.1% global average cohesive fracture within its coatings. Coatings on acetylated and SorCA-modified wood recorded global average cohesive fractures of 16.7% and 18.1%, respectively. Based on the recorded observations in this study, the wood–coating adhesion failure percentage is obtainable by subtracting the sum of the cohesive fractures within woods and coatings from 100%. Overall, the highest and lowest adhesion failures between woods and coatings, based on global averages, were recorded for coated unmodified (27.8%) and SorCA-modified (1.8%) P. sylvestris woods. Comparable adhesion failures between woods and coatings were obtained for coated acetylated (11.9%) and DMDHEU-modified (11.2%) woods despite their contrasting within-wood and within-coating cohesive fractures.
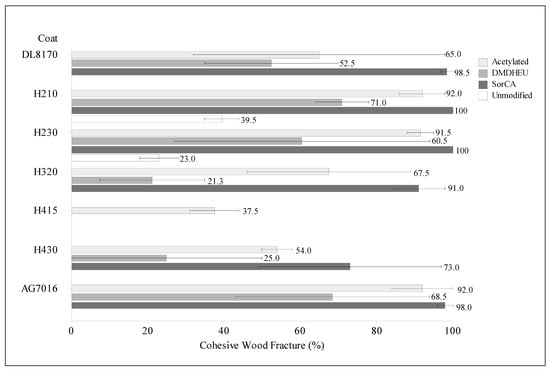
Figure 4.
Cohesive fractures within woods during pull-off testing. Note: Data labels are mean values and bars are one standard error from the mean.
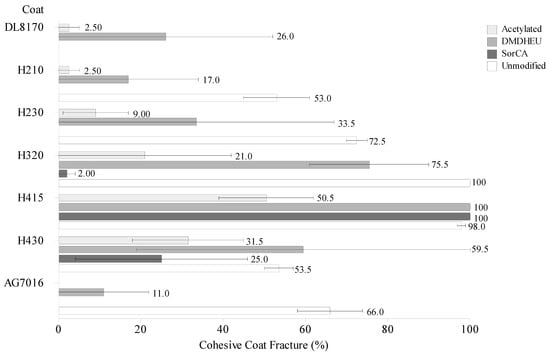
Figure 5.
Cohesive fractures within coatings during pull-off testing. Note: Data labels are mean values and bars are one standard error from the mean.
Based on factorial ANOVA, the P. sylvestris wood type–coat interaction effect was significant (p < 0.05) on the pull-off strength of coatings (Table 6). The outcome of Tukey post hoc analysis based on individual (within) coat interactions with P. sylvestris wood types revealed that only the differences between the pull-off strengths of coat DL8170 on unmodified vs. acetylated, coat H210 on SorCA- vs. DMDHEU-modified, and coat AG7016 on unmodified vs. DMDHEU-modified wood samples were statistically significant (p adj < 0.05) (Table 6). All other mean pair comparisons for the pull-off strength of P. sylvestris wood type interaction with each coating yielded no significant differences (p adj > 0.05). Tukey post hoc results on the main effects of P. sylvestris wood types revealed that the pull-off strength of unmodified wood was significantly lower (p adj < 0.05) than that of modified woods (Table 6). The pairwise mean difference in pull-off strengths between all three modified wood types was not significant (p adj > 0.05).
Table 6.
Factorial ANOVA and Tukey post hoc results for pull-off strength of coatings on P. sylvestris L. wood types.
4. Conclusions
The findings in this study established that:
- Coating adhesion on acetylated, DMDHEU- and SorCA-modified P. sylvestris woods exceeded that on unmodified wood, thus making the modified woods suitable substrates for the investigated coatings;
- Contrary to reported instances of adverse effects of thermal modification on coating adhesion, chemical modification is suited to integration with coatings for enhanced wood protection;
- Solvent-based coatings had better adhesion strengths on the acetylated, DMDHEU-modified and unmodified P. sylvestris woods than water-based coatings;
- Coating adhesion on SorCA-modified P. sylvestris wood was mostly better with water-based coatings compared to solvent-based coatings;
- Coatings on acetylated and DMDHEU-modified P. sylvestris woods exhibited wear-resistant hardness that is significantly better than on unmodified wood;
- The wear-resistant hardness of coatings on SorCA-modified wood is comparable to that of unmodified wood;
- Further studies on coating penetration into the modified woods and surface forces would facilitate deeper understanding of the mechanisms of coating adhesion to modified woods. Such deeper understanding could be further explored for a tailored improvement in coating adhesion on modified woods;
- The anti-wetting effect of wood modification combined with the water-repelling properties of coatings as observed in this study offer opportunity for synergistic improvements in wood hydrophobization. Such wood modification–coating synergy could be explored as a more sustainable wood hydrophobization alternative to developing superhydrophobic coatings with potentially harmful substances;
- The long-term behaviour of the coatings on the modified woods still needs to be evaluated through accelerated and outdoor exposure testing. Earlier studies offer hope that the higher dimensional stability of the modified woods leads to better long-term coating performance and fewer maintenance needs.
- Due to limitations concerning the starting material available for this study, the coated wood surfaces included radial and tangential surfaces, randomly distributed. The probable effect of the wood surface type could not be evidently assessed in this study. This can be explored in future studies.
Author Contributions
Conceptualization, A.A.A., C.H. and H.M.; Data curation, A.A.A.; Formal analysis, A.A.A.; Funding acquisition, H.M.; Investigation, A.A.A. and C.H.; Methodology, A.A.A.; Project administration, H.M.; Resources, H.M.; Supervision, H.M.; Visualization, A.A.A.; Writing—original draft, A.A.A.; Writing—review & editing, A.A.A., C.H. and H.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was partly funded by Fachagentur Nachwachsende Rohstoffe, grant number 2221HV004X.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Acknowledgments
The authors would like to thank the following: Accsys®, Netherlands for acetylating the acetylated woods used in this study; Doerken Coatings and Koch & Schulte, both in Germany, for supplying the different coatings used in this study; Bernd Bringemeier of Wood Biology and Wood Products, Georg-August-University, Goettingen, Germany for assisting with mechanical processing of the wood samples used in this study.
Conflicts of Interest
The authors declare no conflicts of interest.
Appendix A
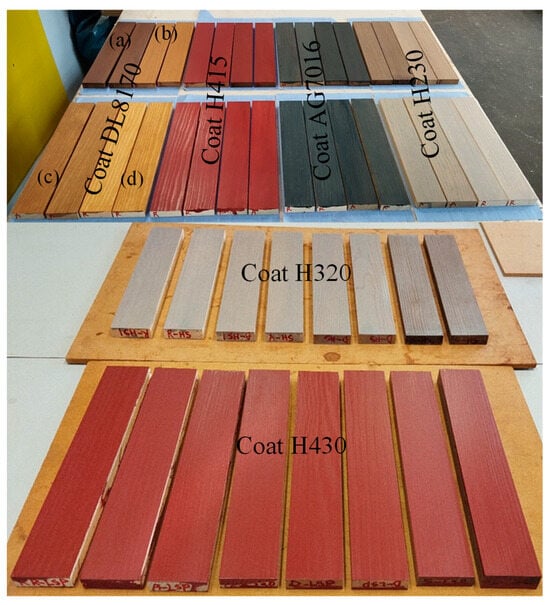
Figure A1.
Samples of modified and unmodified P. sylvestris L. wood coated with different coatings. E.g., Coat DL8170 on (a) SorCA-modified, (b) DMDHEU-modified, (c) acetylated, and (d) unmodified reference P. sylvestris wood.

Figure A2.
Coating dry film thickness determination using SUPERPIG device.
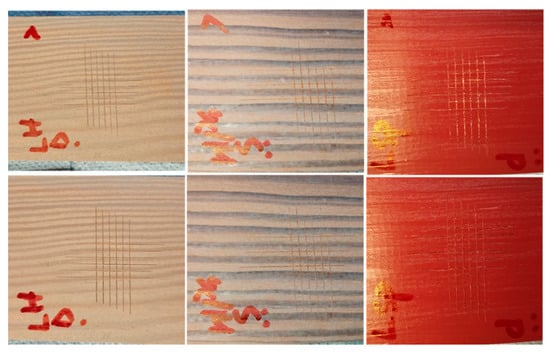
Figure A3.
Samples of coated modified P. sylvestris L. wood showing incisions before (bottom) and after (top) crosscut detachment testing.

Figure A4.
Samples of coated modified and unmodified P. sylvestris L. wood with glued dollies before pull-off testing.

Figure A5.
Samples of coated P. sylvestris L. wood showing different fracture patterns after pull-off testing. Note: Few instances of mixed fracture modes occurred in this study. However, due to the potential influence of the wetness gradient observed during the humidity loading, the categorization of fracture modes was conducted on an individual basis in terms of total cohesive fracture within woods, total cohesive fracture within coatings, and total adhesion failure between woods and coatings (i.e., where two or more fracture modes occurred on a tested surface, the fracture modes were categorized individually rather than lumped together as mixed mode).
References
- Landry, V.; Boivin, G.; Schorr, D.; Mottoul, M.; Mary, A.; Abid, L.; Carrère, M.; Laratte, B. Recent Developments and Trends in Sustainable and Functional Wood Coatings. Curr. For. Rep. 2023, 9, 319–331. [Google Scholar] [CrossRef]
- Deka, M.; Petric, M. Photo-Degradation of Water Borne Acrylic Coated Modified and Non-Modified Wood during Artificial Light Exposure. BioResources 2008, 3, 346–362. [Google Scholar] [CrossRef]
- Spear, M.J.; Curling, S.F.; Dimitriou, A.; Ormondroyd, G.A. Review of Functional Treatments for Modified Wood. Coatings 2021, 11, 327. [Google Scholar] [CrossRef]
- Dong, Y.; Wang, K.; Li, J.; Zhang, S.; Shi, S.Q. Environmentally Benign Wood Modifications: A Review. ACS Sustain. Chem. Eng. 2020, 8, 3532–3540. [Google Scholar] [CrossRef]
- Emmerich, L.; Bollmus, S.; Militz, H. Wood Modification with DMDHEU (1.3-Dimethylol-4.5-Dihydroxyethyleneurea)–State of the Art, Recent Research Activities and Future Perspectives. Wood Mater. Sci. Eng. 2019, 14, 3–18. [Google Scholar] [CrossRef]
- Hill, C.A.S. Wood Modification: An Update. BioResources 2011, 6, 918–919. [Google Scholar] [CrossRef]
- Mahlberg, R.; Paajanen, L.; Nurmi, A.; Kivistö, A.; Koskela, K.; Rowell, R.M. Effect of Chemical Modification of Wood on the Mechanical and Adhesion Properties of Wood Fiber/Polypropylene Fiber and Polypropylene/Veneer Composites. Holz Roh- Werkst. 2001, 59, 319–326. [Google Scholar] [CrossRef]
- Homan, W.J.; Jorissen, A.J.M. Wood Modification Developments. Heron 2004, 49, 361–385. [Google Scholar]
- Sandberg, D.; Kutnar, A.; Mantanis, G. Wood Modification Technologies-A Review. IForest-Biogeosci. For. 2017, 10, 895–908. [Google Scholar] [CrossRef]
- Graystone, J. Moisture Transport through Wood Coatings: The Unanswered Questions. Surf. Coat. Int. Part B Coat. Trans. 2001, 84, 177–187. [Google Scholar] [CrossRef]
- de Meijer, M. Review on the Durability of Exterior Wood Coatings with Reduced VOC-Content. Prog. Org. Coat. 2001, 43, 217–225. [Google Scholar] [CrossRef]
- Miklečić, J.; Lončarić, A.; Veseličić, N.; Jirouš-Rajković, V. Influence of Wood Surface Preparation on Roughness, Wettability and Coating Adhesion of Unmodified and Thermally Modified Wood. Drv. Ind. 2022, 73, 261–269. [Google Scholar] [CrossRef]
- Liptáková, E.; Kúdela, J.; Sarva, J. Study of the System Wood–Coating Material. I. Wood–Liquid Coating Material. Holzforschung 2000, 54, 189–196. [Google Scholar] [CrossRef]
- DIN EN 927-5; Paints and Varnishes-Coating Materials and Coating Systems for Exterior Wood-Part 5: Assessment of the Liquid Water Permeability. European Committee for Standardization: Rue de Stassart, Brussels, 2006.
- DIN EN ISO 2409; Paints and Varnishes-Cross-Cut Test. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2013.
- DIN EN ISO 4624; Paints and Varnishes-Pull-off Test for Adhesion. DIN Deutsches Institut für Normung e. V.: Berlin, Germany, 2016.
- Bai, H.; Zhong, L.; Kang, L.; Liu, J.; Zhuang, W.; Lv, Z.; Xu, Y. A Review on Wear-Resistant Coating with High Hardness and High Toughness on the Surface of Titanium Alloy. J. Alloys Compd. 2021, 882, 160645. [Google Scholar] [CrossRef]
- De Meijer, M. A Review of Interfacial Aspects in Wood Coatings: Wetting, Surface Energy, Substrate Penetration and Adhesion. In Proceedings of the High Performance Wood Coatings Exterior and Interior Performance, Paris, France, 26–27 April 2004; COST Association: Paris, France, 2004; pp. 1–16. [Google Scholar]
- Žigon, J.; Kovač, J.; Petrič, M. The Influence of Mechanical, Physical and Chemical Pre-Treatment Processes of Wood Surface on the Relationships of Wood with a Waterborne Opaque Coating. Prog. Org. Coat. 2022, 162, 106574. [Google Scholar] [CrossRef]
- Jaić, M.; Palija, T.; Đorđević, M. The Impact of Surface Preparation of Wood on the Adhesion of Certain Types of Coatings. Zast. Mater. 2014, 55, 163–169. [Google Scholar] [CrossRef]
- Kúdela, J.; Liptáková, E. Adhesion of Coating Materials to Wood. J. Adhes. Sci. Technol. 2006, 20, 875–895. [Google Scholar] [CrossRef]
- Altgen, M.; Militz, H. Thermally Modified Scots Pine and Norway Spruce Wood as Substrate for Coating Systems. J. Coat. Technol. Res. 2017, 14, 531–541. [Google Scholar] [CrossRef]
- Miklečić, J.; Turkulin, H.; Jirouš-Rajković, V. Weathering Performance of Surface of Thermally Modified Wood Finished with Nanoparticles-Modified Waterborne Polyacrylate Coatings. Appl. Surf. Sci. 2017, 408, 103–109. [Google Scholar] [CrossRef]
- de Moura, L.F.; Brito, J.O.; Nolasco, A.M.; Uliana, L.R.; de Muniz, G.I.B. Evaluation of coating performance and color stability on thermally rectified Eucalyptus grandis and Pinus caribaea var. hondurensis woods. Wood Res. 2013, 58, 231–242. [Google Scholar]
- Kurkowiak, K.; Emmerich, L.; Militz, H. Biological Durability and Wood–Water Interactions of Sorbitol and Citric Acid (SorCA) Modified Wood. J. Wood Sci. 2023, 69, 34. [Google Scholar] [CrossRef]
- Kurkowiak, K.; Emmerich, L.; Militz, H. Sorption Behavior and Swelling of Citric Acid and Sorbitol (SorCA) Treated Wood. Holzforschung 2021, 75, 1136–1149. [Google Scholar] [CrossRef]
- Mubarok, M.; Militz, H.; Dumarçay, S.; Gérardin, P. Beech Wood Modification Based on in Situ Esterification with Sorbitol and Citric Acid. Wood Sci. Technol. 2020, 54, 479–502. [Google Scholar] [CrossRef]
- Thybring, E.E.; Fredriksson, M. Wood Modification as a Tool to Understand Moisture in Wood. Forests 2021, 12, 372. [Google Scholar] [CrossRef]
- Beck, G.; Strohbusch, S.; Larnøy, E.; Militz, H.; Hill, C. Accessibility of Hydroxyl Groups in Anhydride Modified Wood as Measured by Deuterium Exchange and Saponification. Holzforschung 2018, 72, 17–23. [Google Scholar] [CrossRef]
- Popescu, C.-M.; Hill, C.A.S.; Curling, S.; Ormondroyd, G.; Xie, Y. The Water Vapour Sorption Behaviour of Acetylated Birch Wood: How Acetylation Affects the Sorption Isotherm and Accessible Hydroxyl Content. J. Mater. Sci. 2014, 49, 2362–2371. [Google Scholar] [CrossRef]
- Hill, C.A.S.; Forster, S.C.; Farahani, M.R.M.; Hale, M.D.C.; Ormondroyd, G.A.; Williams, G.R. An Investigation of Cell Wall Micropore Blocking as a Possible Mechanism for the Decay Resistance of Anhydride Modified Wood. Int. Biodeterior. Biodegrad. 2005, 55, 69–76. [Google Scholar] [CrossRef]
- Emmerich, L.; Altgen, M.; Rautkari, L.; Militz, H. Sorption Behavior and Hydroxyl Accessibility of Wood Treated with Different Cyclic N-Methylol Compounds. J. Mater. Sci. 2020, 55, 16561–16575. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).