
Study on the Characterization of Physical, Mechanical, and Mildew Resistance Properties of Enzymatically Treated Bamboo Fiber-Reinforced Polypropylene Composites

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Composites
2.2.1. Enzymatic Treatment of Bamboo Fibers
2.2.2. Preparation of Enzyme-Modified Bamboo Fibers/PE Composites
2.3. Performance Testing and Characterization
2.3.1. Color Test
2.3.2. Surface Free Energy Analysis
2.3.3. Infrared Spectroscopy Test
2.3.4. X-ray Photoelectron Spectroscopy Test
2.3.5. Water Absorption Test
2.3.6. Thermal Performance
2.3.7. Mechanical Property
- Bending Performance
- 2.
- Impact Performance
2.3.8. Anti-Mildew Performance Test
2.3.9. Statistical Analysis
3. Results and Discussion
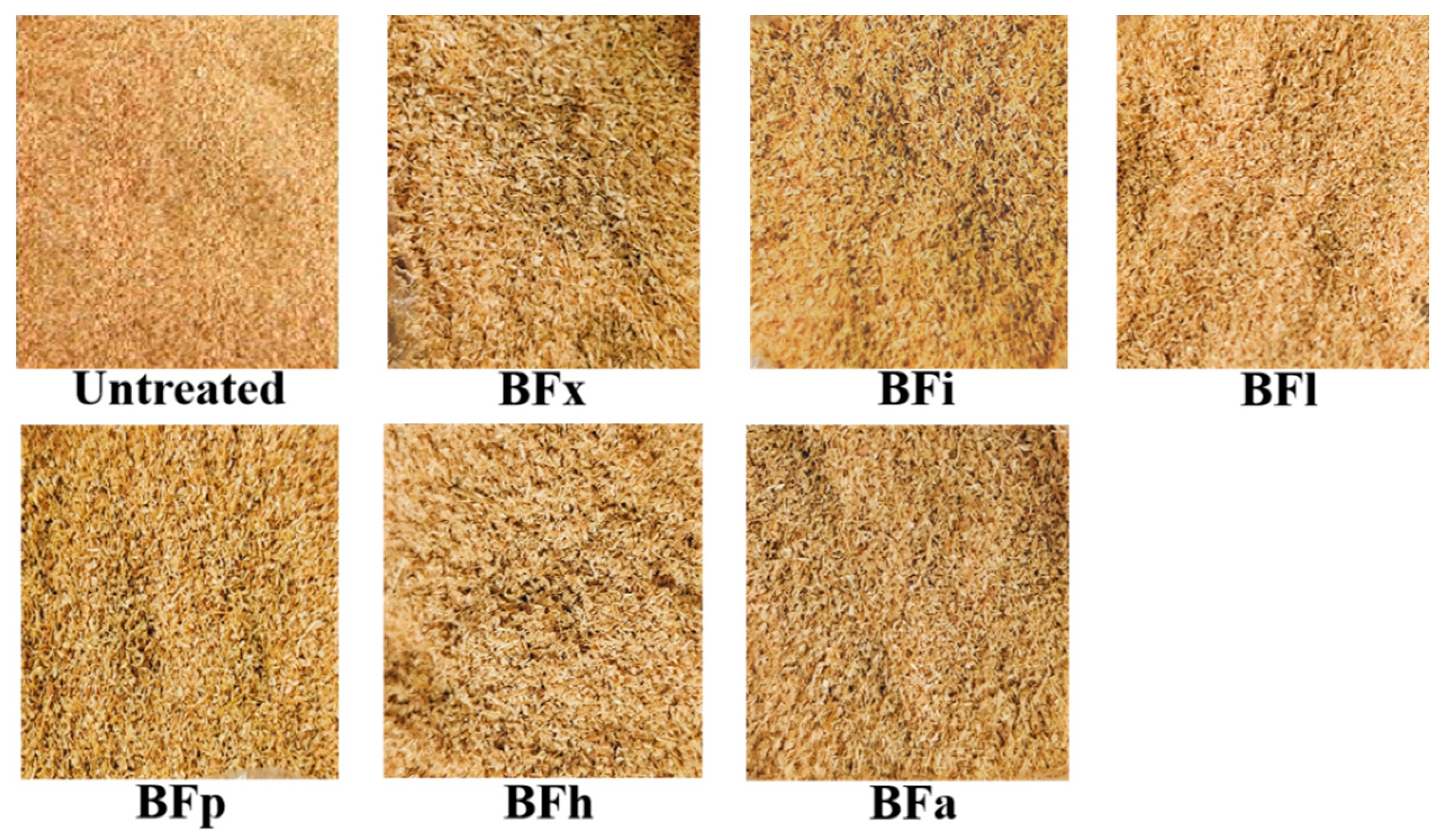
3.1. Effect of Biological Enzymatic Treatment on the Surface Color of Bamboo Fibers
3.2. Effect of Biological Enzymatic Treatment on the Surface Polarity of Bamboo Fibers
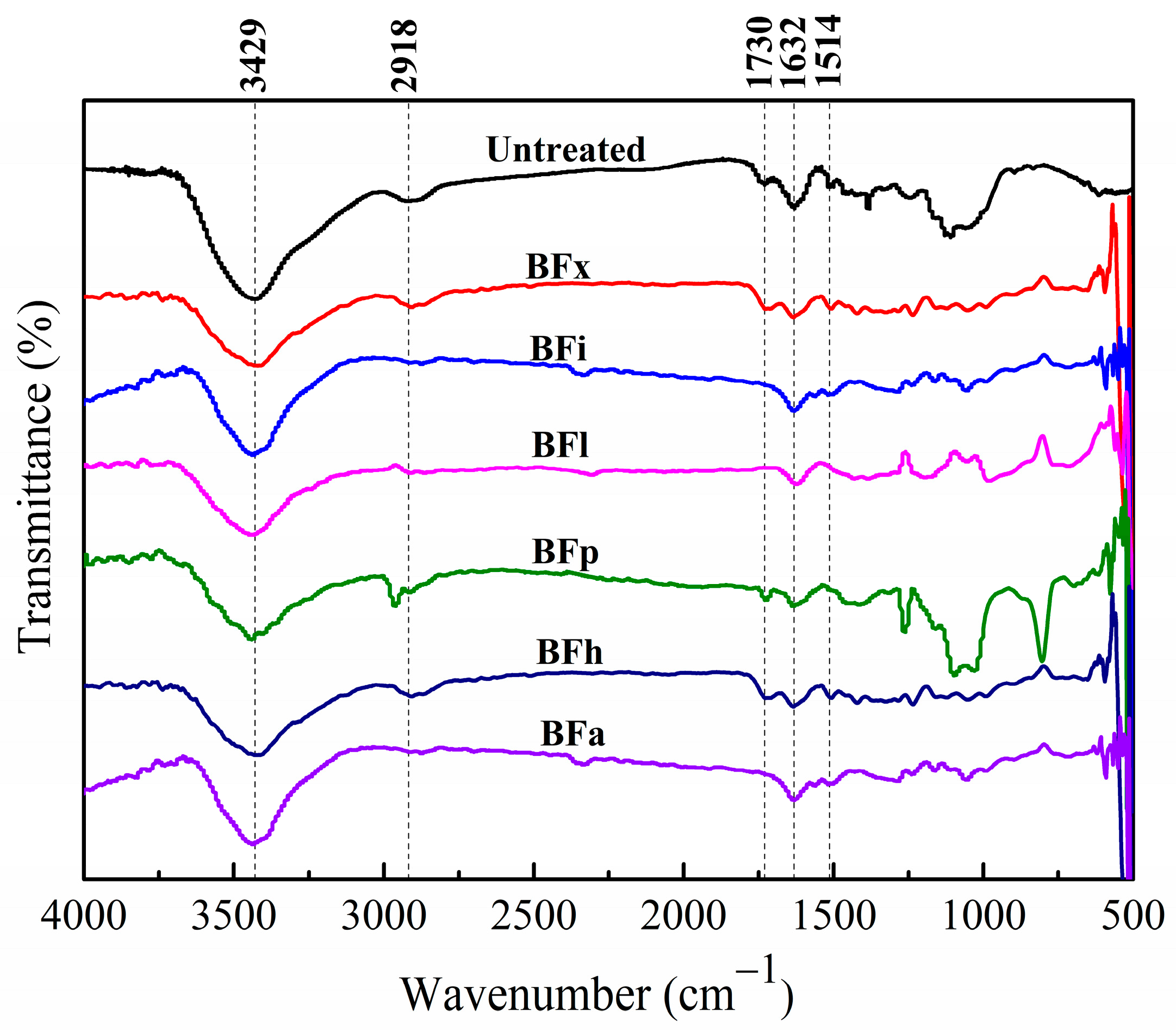
3.3. Effects of Biological Enzymatic Treatment on Main Functional Groups of Bamboo Fibers
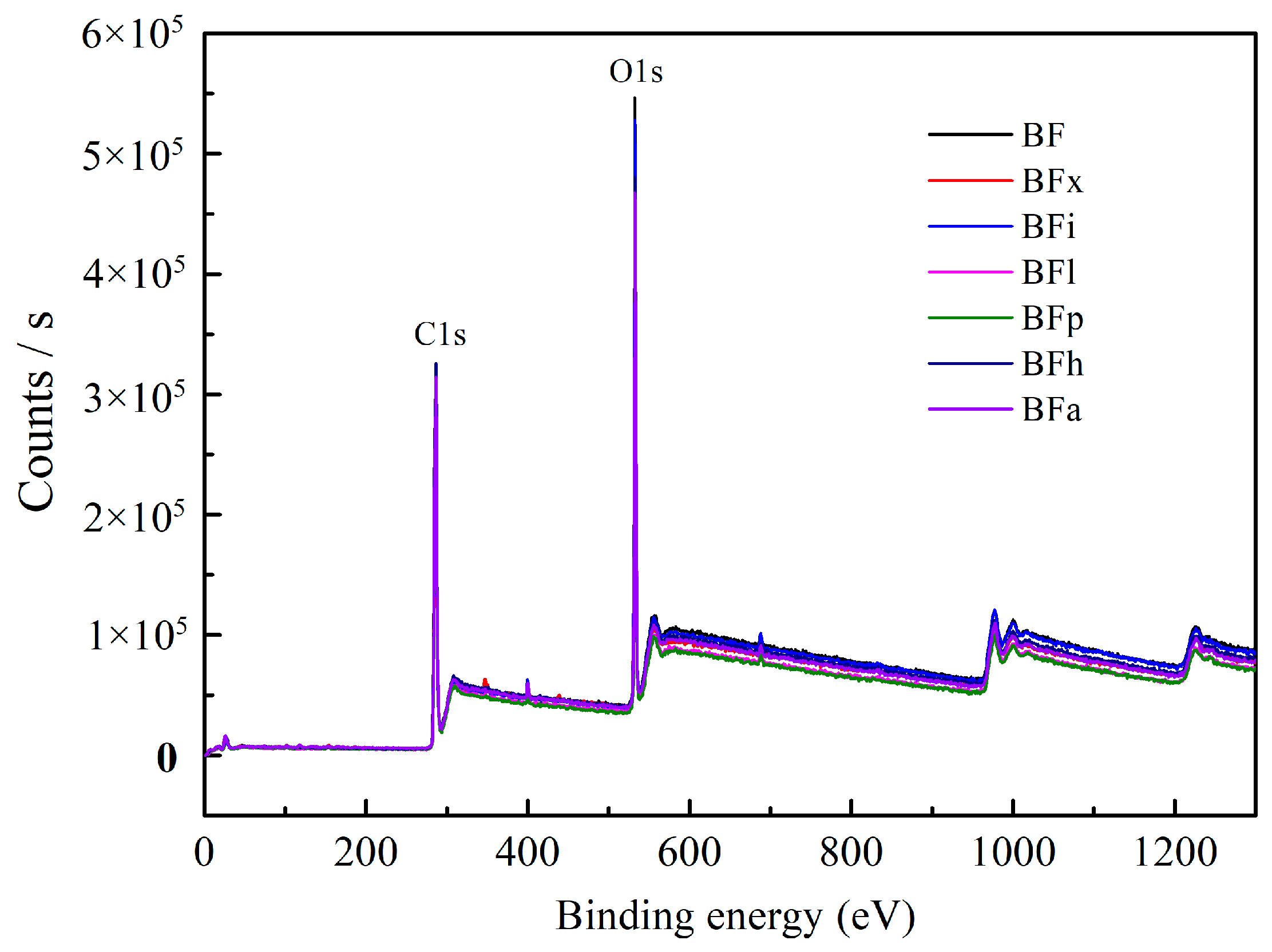
3.4. Effect of Biological Enzymatic Treatment on Surface Element Composition of Bamboo Fibers
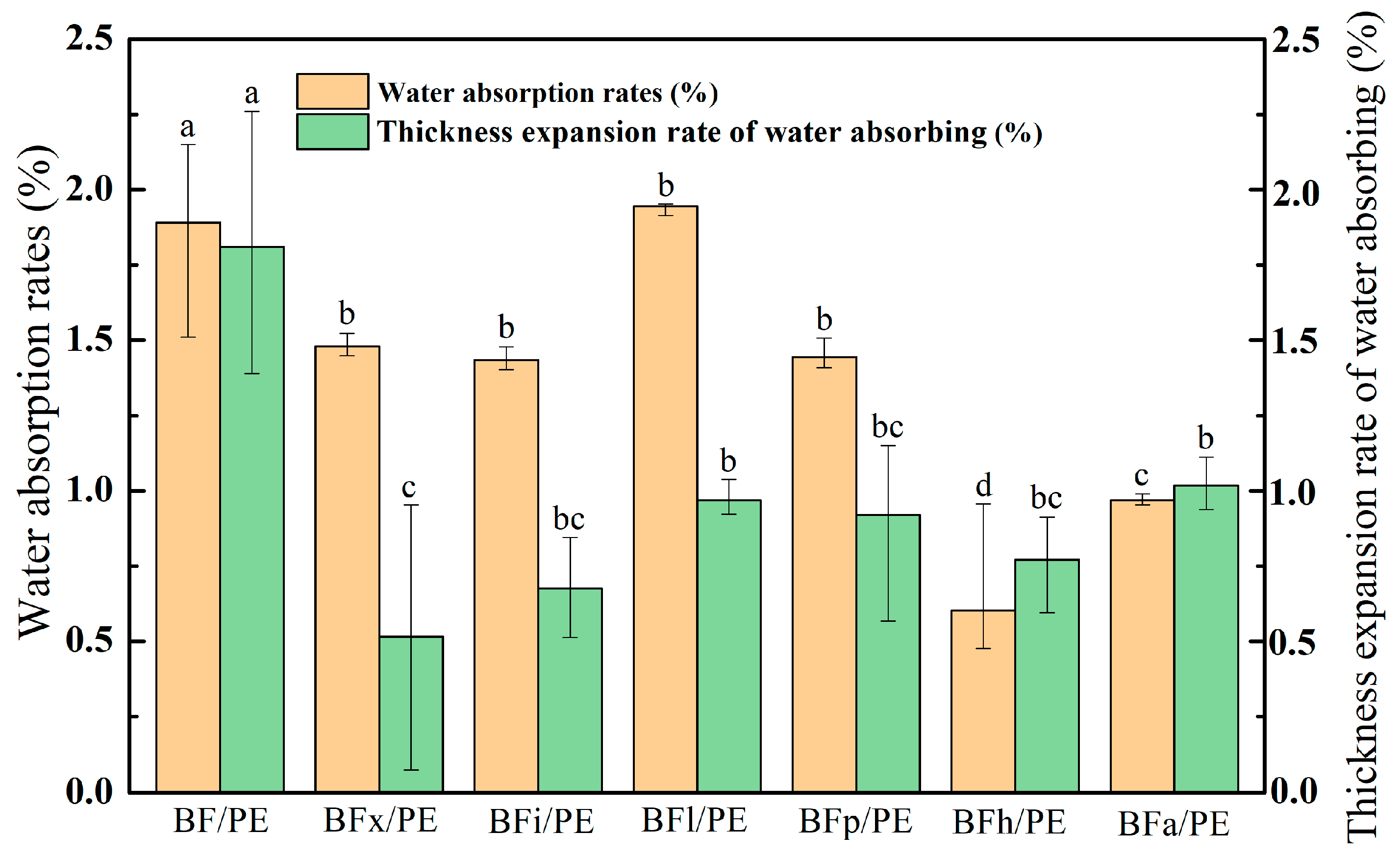
3.5. Water Resistance of Bamboos/PE Composites Treated with Biological Enzymes
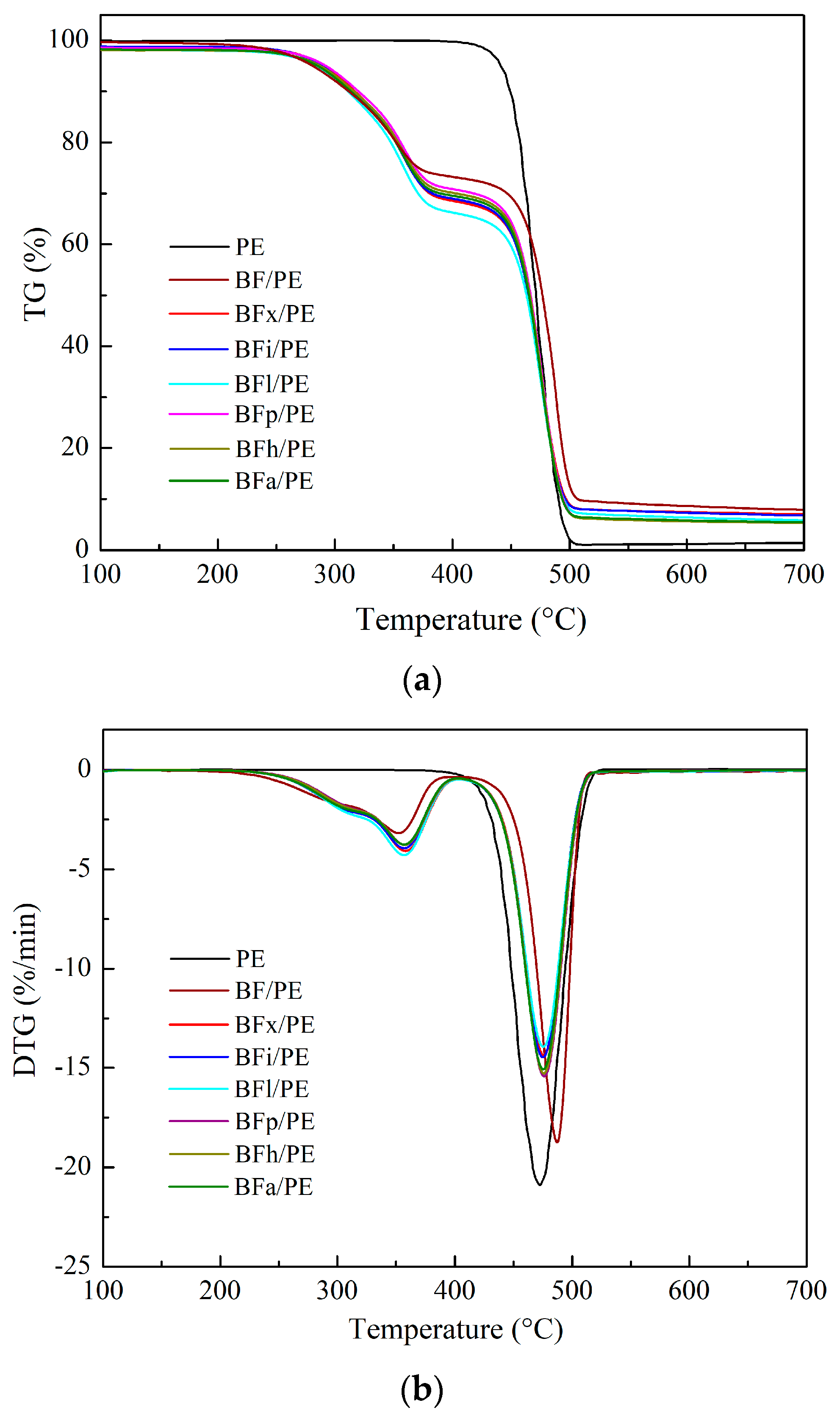
3.6. Thermal Performance Analysis of Bamboo Fibers/PE Composites Treated with Biological Enzymes
3.7. Mechanical Performance of Bamboo Fibers/PE Composites Treated with Biological Enzymes
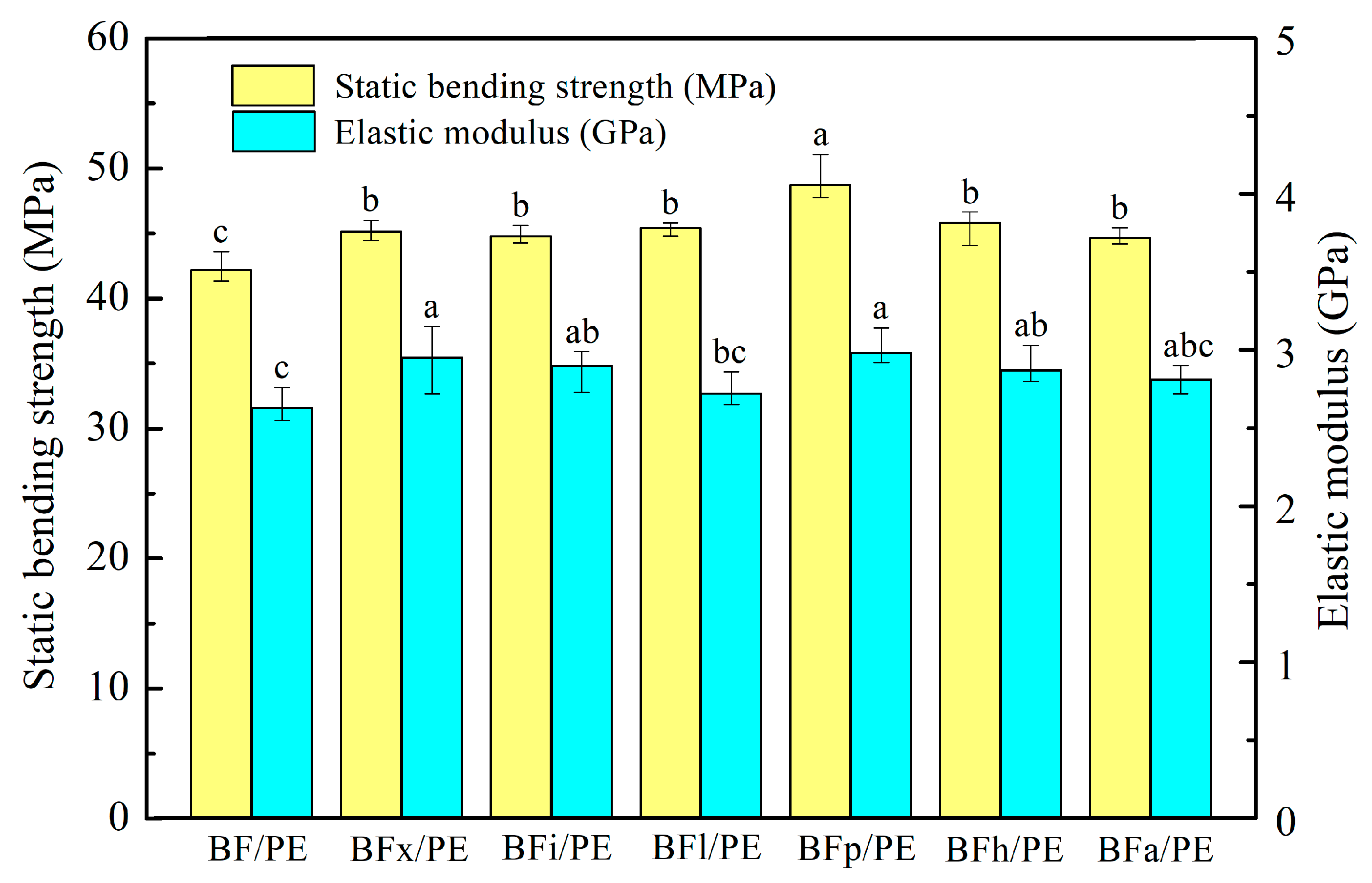
3.7.1. Bending Performance
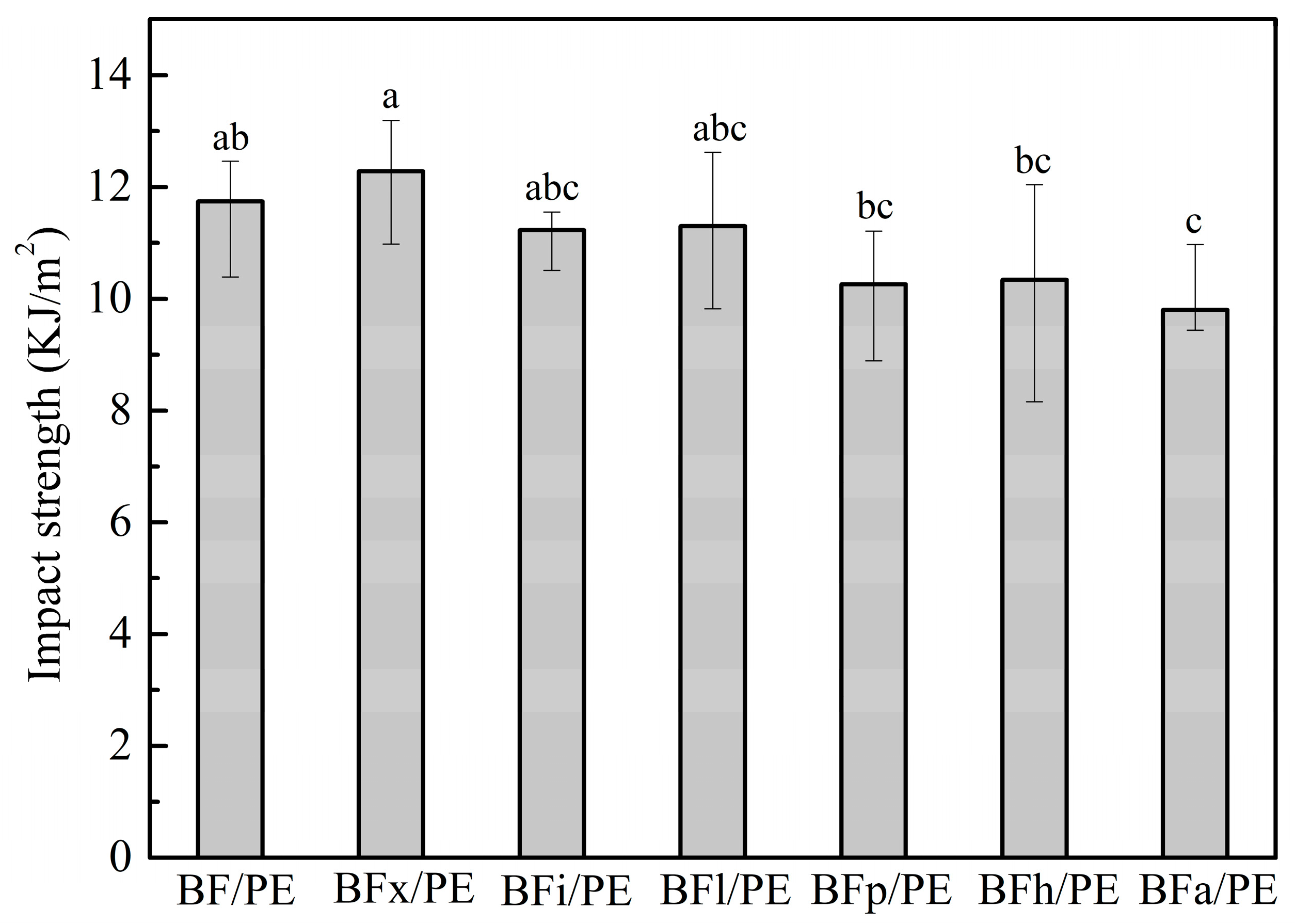
3.7.2. Impact Performance
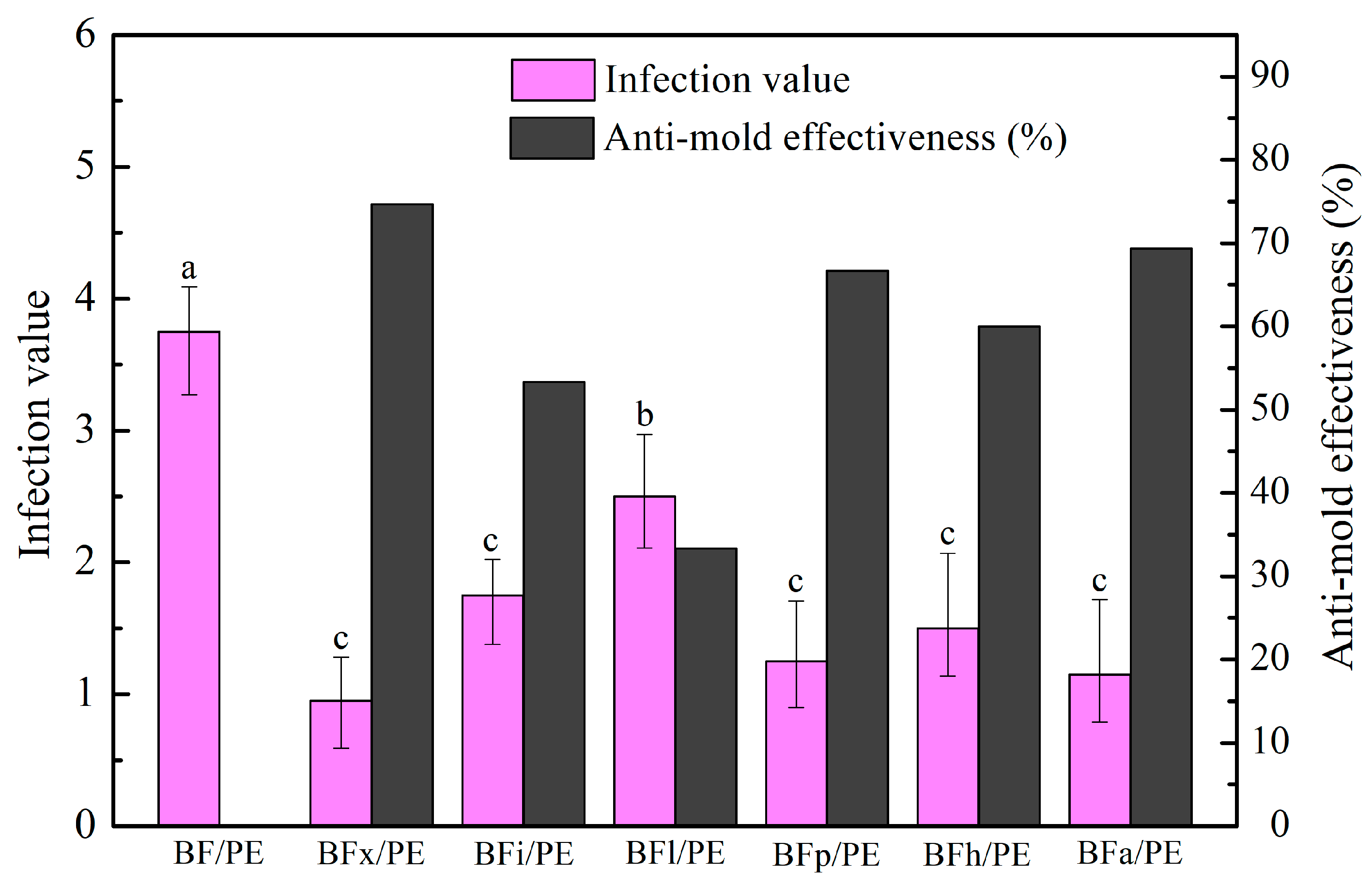
3.8. Anti-Mildew Performance of Bamboo Fibers/PE Composites Treated with Biological Enzymes
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yu, L.S.; Wei, J.; Li, D.L.; Zhong, Y.D.; Zhang, Z.H. Explaining landscape levels and drivers of Chinese moso bamboo forests based on the plus model. Forests 2023, 14, 397. [Google Scholar] [CrossRef]
- Bahru, T.; Ding, Y.L. A review on bamboo resource in the african region: A call for special focus and action. Int. J. For. Res. 2021, 1, 8835673. [Google Scholar] [CrossRef]
- Gudainiyan, J.; Kishore, K. A review on cement concrete strength incorporated with agricultural waste. Mater. Today Proc. 2023, 78, 396–402. [Google Scholar] [CrossRef]
- Yang, F.; Jin, C.; Wang, S.; Wang, Y.J.; Wei, L.; Zheng, L.H.; Gu, H.P.; Lam, S.S.; Naushad, M.; Li, C.; et al. Bamboo-based magnetic activated carbon for efficient removal of sulfadiazine: Application and adsorption mechanism. Chemosphere 2023, 323, 138245. [Google Scholar] [CrossRef] [PubMed]
- Lou, Z.C.; Wang, Q.Y.; Sun, W.; Zhao, Y.H.; Wang, X.Z.; Liu, X.R.; Li, Y.J. Bamboo flattening technique: A literature and patent review. Eur. J. Wood Wood Prod. 2021, 79, 1035–1048. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Panchal, H.; Shanmugan, S.; Muthuramalingam, T.; El-Kassas, A.M.; Ramesh, B. Recent progresses in wood-plastic composites: Pre-processing treatments, manufacturing techniques, recyclability and eco-friendly assessment. Clean. Eng. Technol. 2022, 8, 100450. [Google Scholar] [CrossRef]
- Marais, S.; Gouanvé, F.; Bonnesoeur, A.; Grenet, J.; Poncin-Epaillard, F.; Morvan, C.; Métayer, M. Unsaturated polyester composites reinforced with flax fibers: Effect of cold plasma and autoclave treatments on mechanical and permeation properties. Compos. Part A Appl. Sci. Manuf. 2005, 36, 975–986. [Google Scholar] [CrossRef]
- Madhu, P.; Sanjay, M.R.; Jawaid, M.; Siengchin, S.; Khan, A.; Pruncu, C.I. A new study on effect of various chemical treatments on Agave Americana fiber for composite reinforcement: Physico-chemical, thermal, mechanical and morphological properties. Polym. Test. 2020, 85, 106437. [Google Scholar] [CrossRef]
- Rajeshkumar, G.; Hariharan, V.; Indran, S.; Sanjay, M.R.; Siengchin, S.; Maran, J.P.; Al-Dhabi, N.A.; Karuppiah, P. Influence of sodium hydroxide (NaOH) treatment on mechanical properties and morphological behaviour of Phoenix sp. fiber/epoxy composites. J. Polym. Environ. 2021, 29, 765–774. [Google Scholar] [CrossRef]
- Mohammed, M.; Rahman, R.; Mohammed, A.M.; Adam, T.; Betar, B.O.; Osman, A.F.; Dahham, O.S. Surface treatment to improve water repellence and compatibility of natural fiber with polymer matrix: Recent advancement. Polym. Test. 2022, 115, 107707. [Google Scholar] [CrossRef]
- Agrawal, M.; Naik, R.; Shetgar, S.; Purnima, D. Surface treatment of jute fibre using eco-friendly method and its use in PP composites. Mater. Today Proc. 2019, 18, 3268–3275. [Google Scholar] [CrossRef]
- Chaari, R.; Khlif, M.; Mallek, H.; Bradai, C.; Lacoste, C.; Belguith, H.; Tounsi, H.; Dony, P. Enzymatic treatments effect on the poly (butylene succinate)/date palm fibers properties for bio-composite applications. Ind. Crop. Prod. 2020, 148, 112270. [Google Scholar] [CrossRef]
- Mamun, A.A.; Bledzki, A.K. Micro fibre reinforced PLA and PP composites: Enzyme modification, mechanical and thermal properties. Compos. Sci. Technol. 2013, 78, 10–17. [Google Scholar] [CrossRef]
- Hasanin, M.S.; Abd El-Aziz, M.E.; El-Nagar, I.; Hassan, Y.R.; Youssef, A.M. Green enhancement of wood plastic composite based on agriculture wastes compatibility via fungal enzymes. Sci. Rep. 2022, 12, 19197. [Google Scholar] [CrossRef] [PubMed]
- Kusano, R.; Kusano, Y. Symmetric expressions of surface tension components. J. Adhes. 2023, 99, 2381–2401. [Google Scholar] [CrossRef]
- Yang, Z.H.; Cui, X. Effect of chain extenders with different functionalities on the properties of single-component waterborne polyurethane ink binders. RSC Adv. 2022, 12, 16696–16705. [Google Scholar] [CrossRef]
- GB/T 17657-2013; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels. China National Standardization Administration Committee: Beijing, China, 2013.
- GB/T 27761-2011; Standard Test Method of Mass Loss and Residue Measurement Validation of Thermogravimetric Analyzers. China National Standardization Administration Committee: Beijing, China, 2011.
- Guo, J.H.; Wang, C.; Li, C.; Liu, Y. Effect of acetylation on the physical and mechanical performances of mechanical densified spruce wood. Forests 2022, 13, 1620. [Google Scholar] [CrossRef]
- GB/1043.1-2008; Plastics—Determination of Charpy Impact Properties-Part 1: Non-Instrumented Impact Test. China National Standardization Administration Committee: Beijing, China, 2008.
- GB/T 18261-2013; Test method for anti-mildew agents in controlling wood mould and stain fungi. China National Standardization Administration Committee: Beijing, China, 2013.
- Gawron, J.; Marchwicka, M. Color changes of ash wood (Fraxinus excelsior L.) caused by thermal modification in air and steam. For. Wood Technol. 2021, 116, 21–27. [Google Scholar] [CrossRef]
- Yingkamhaeng, N.; Nimchua, T.; Pinmanee, P.; Suwanprateep, J.; Rungmekarat, S.; Sukyai, P. Synergistic effect of xylanase and laccase on structural features of energy cane. Ind. Crop. Prod. 2022, 176, 114410. [Google Scholar] [CrossRef]
- Hosseinaei, O.; Wang, S.Q.; Enayati, A.A.; Rials, T.G. Effects of hemicellulose extraction on properties of wood flour and wood-plastic composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 686–694. [Google Scholar] [CrossRef]
- Li, H.Y.; Wang, S.; Zhang, X.; Wu, H.; Wang, Y.J.; Zhou, N.; Zhao, Z.J.; Wang, C.; Zhang, X.F.; Wang, X.; et al. Synthesis and characterization of an environmentally friendly phenol-formaldehyde resin modified with waste plant protein. Polymers 2023, 15, 2975. [Google Scholar] [CrossRef] [PubMed]
- Popescu, C.M.; Jones, D.; Krzisnik, D.; Humar, M. Determination of the effectiveness of a combined thermal/chemical wood modification by the use of FT-IR spectroscopy and chemometric methods. J. Mol. Struct. 2019, 1200, 127133. [Google Scholar] [CrossRef]
- Li, H.Y.; Zou, Y.M.; Liang, J.Y.; Zhao, Z.J.; Zhou, N.; Gao, Y.; Yan, R.H.; Zhou, Q.Q.; Li, C. The potential of Platanus orientalis L. Bark for high-grade resource utilization. Forests 2023, 14, 2002. [Google Scholar] [CrossRef]
- Lei, X.C.; Lin, L.; Li, K.C. Effect of xylanase pretreatment of wood chips on fiber separation in the CTMP refining process. BioRes. 2008, 3, 801–815. [Google Scholar] [CrossRef]
- Jia, Q.Q.; Chen, J.C.; Yang, G.H.; Liu, K.F.; Wang, Y.Y.; Zhang, K. Effects of Lipase and Xylanase Pretreatment on the Structure and Pulping Properties of Wheat Straw. Polymers 2022, 14, 5129. [Google Scholar] [CrossRef] [PubMed]
- Gutiérrez, A.; del Río, J.C.; Martínez, A.T. Microbial and enzymatic control of pitch in the pulp and paper industry. Appl. Microbiol. Biotechnol. 2009, 82, 1005–1018. [Google Scholar] [CrossRef]
- Li, X.P.; Xiao, R.; Morrell, J.J.; Wu, Z.K.; Du, G.B.; Wang, S.G.; Zou, C.G.; Cappellazzi, J. Improving the performance of bamboo and eucalyptus wood fiber/polypropylene composites using pectinase pre-treatments. J. Wood Chem. Technol. 2017, 38, 44–50. [Google Scholar] [CrossRef]
- Zhao, B.; Al Rasheed, H.; Ali, I.; Hu, S.L. Efficient enzymatic saccharification of alkaline and ionic liquid-pretreated bamboo by highly active extremozymes produced by the co-culture of two halophilic fungi. Bioresour. Technol. 2021, 319, 124115. [Google Scholar] [CrossRef]
- Akhtar, H.M.S.; Abdin, M.; Hamed, Y.S.; Wang, W.; Chen, G.J.; Chen, D.; Chen, C.X.; Li, W.; Mukhtar, S.; Zeng, X.X. Physicochemical, functional, structural, thermal characterization and α-amylase inhibition of polysaccharides from chickpea (Cicer arietinum L.) hulls. LWT Food Sci. Technol. 2019, 113, 108265. [Google Scholar] [CrossRef]
- Laine, J.; Stenius, P.; Carlsson, G.; Ström, G. Surface characterization of unbleached kraft pulps by means of ESCA. Cellulose 1994, 1, 145–160. [Google Scholar] [CrossRef]
- Kalia, S.; Thakur, K.; Kumar, A.; Celli, A. Laccase-assisted surface functionalization of lignocellulosics. J. Mol. Catal. B Enzym. 2014, 102, 48–58. [Google Scholar] [CrossRef]
- Shuddhodana, G.M.N.; Bisaria, V.S. Effectiveness of cross-linked enzyme aggregates of cellulolytic enzymes in hydrolyzing wheat straw. J. Biosci. Bioeng. 2018, 126, 445–450. [Google Scholar] [CrossRef] [PubMed]
- Várnai, A.; Siika-Aho, M.; Viikari, L. Restriction of the enzymatic hydrolysis of steam-pretreated spruce by lignin and hemicellulose. Enzyme Microb. Technol. 2010, 46, 185–193. [Google Scholar] [CrossRef]
- Sun, H.; Yang, Y.; Han, Y.; Tian, M.; Li, B.; Han, L.; Wang, A.; Wang, W.; Zhao, R.; He, Y. X-ray photoelectron spectroscopy analysis of wood degradation in old architecture. BioRes 2020, 15, 6332–6343. [Google Scholar] [CrossRef]
- Bouafif, H.; Koubaa, A.; Perré, P.; Cloutier, A.; Riedl, B. Analysis of among-species variability in wood fiber surface using DRIFTS and XPS: Effects on esterification efficiency. J. Wood Chem. Technol. 2008, 28, 296–315. [Google Scholar] [CrossRef]
- Kalia, S.; Thakur, K.; Celli, A.; Kiechel, M.A.; Schauer, C.L. Surface modification of plant fibers using environment friendly methods for their application in polymer composites, textile industry and antimicrobial activities: A review. J. Environ. Chem. Eng. 2013, 1, 97–112. [Google Scholar] [CrossRef]
- Werchefani, M.; Lacoste, C.; Elloumi, A.; Belghith, H.; Gargouri, A.; Bradai, C. Enzyme-treated Tunisian Alfa fibers reinforced polylactic acid composites: An investigation in morphological, thermal, mechanical, and water resistance properties. Polym. Compos. 2020, 41, 1721–1735. [Google Scholar] [CrossRef]
- Saleem, Z.; Rennebaum, H.; Pudel, F.; Grimm, E. Treating bast fibers with pectinase improves mechanical characteristics of reinforced thermoplastic composites. Compos. Sci. Technol. 2008, 68, 471–476. [Google Scholar] [CrossRef]
- Li, X.; Xiao, R.; Morrell, J.J.; Zhou, X.; Du, G. Improving the performance of hemp hurd/polypropylene composites using pectinase pre-treatments. Ind. Crops Prod. 2017, 97, 465–468. [Google Scholar] [CrossRef]
- Fu, S.Y.; Feng, X.Q.; Lauke, B.; Mai, Y.W. Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites. Compos. Part B Eng. 2008, 39, 933–961. [Google Scholar] [CrossRef]
- Liu, L.; Yu, J.; Cheng, L.; Qu, W. Mechanical properties of poly(butylene succinate) (PBS) biocomposites reinforced with surface modified jute fibre. Compos. Part A Appl. Sci. Manuf. 2009, 40, 669–674. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, X.; Peng, Y.; Cao, J.Z. Water absorption and mold susceptibility of wood flour/polypropylene composites modified with silane-wax emulsions. Polym. Compos. 2019, 40, 141–148. [Google Scholar] [CrossRef]
- Dong, Y.M.; Tan, Y.; Wang, K.L.; Cai, Y.H.; Li, J.Z.; Sonne, C.; Li, C. Reviewing wood-based solar-driven interfacial evaporators for desalination. Water Res. 2022, 223, 119011. [Google Scholar] [CrossRef] [PubMed]
- Ishimaru, H.; Umezawa, T.; Yoshikawa, T.; Koyama, Y.; Fumoto, E.; Sato, S.; Nakasaka, Y.; Masuda, T. Antifungal activity of simply fractionated organosolv lignin against Trametes versicolor. J. Biotechnol. 2023, 364, 23–30. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Enzymes | Enzymatic Activity (U/g) | Optimum pH | Optimum Temperature (°C) | Recommended Dosage (%) |
|---|---|---|---|---|
| Xylanase | 100,000 | 5.0~6.0 | 48~52 | 0.02~0.5 |
| Lipase | 100,000 | 3.6~6.5 | 40 | 0.1~1.0 |
| Laccase | 120 | 3.5~6.0 | 50 | 0.1~0.5 |
| Pectinase | 30,000 | 3.5 | 50 | 0.1~0.3 |
| Hemicellulase | ≥5000 | 5.0 | 50 | 0.02~0.5 |
| Amylase | ≥10,000 | 5.5 | 60 | 0.1~1.0 |
| Types of Biological Enzymes | Treated Bamboo Fiber | pH of Buffer Solution | Reaction Temperature (°C) | Dosage of Enzyme (g) |
|---|---|---|---|---|
| Xylanase | BFx | 5.0 | 50 | 0.5 |
| Lipase | BFi | 6.0 | 40 | 1.0 |
| Laccase | BFl | 4.0 | 50 | 0.5 |
| Pectinase | BFp | 3.5 | 50 | 0.3 |
| Hemicellulase | BFh | 5.0 | 50 | 0.5 |
| Amylase | BFa | 5.5 | 60 | 1.0 |
| Damage Values | Area of Mold Growth on the Samples |
|---|---|
| 0 | <5% |
| 1 | <1/4 |
| 2 | [1/4–1/2) |
| 3 | [1/2–3/4] |
| 4 | >3/4 |
| Sample Types | Brightness Value (L*) | Red–Green Axis Color Index (a*) | Yellow–Blue Axis Color Index (b*) | Total Color Change (∆E*) |
|---|---|---|---|---|
| Untreated | 74.56 ± 0.79 a | 2.64 ± 0.19 a | 10.30 ± 0.75 a | — |
| BFx | 72.48 ± 0.12 cd | 2.48 ± 0.15 abc | 1.97 ± 0.99 bc | 8.59 |
| BFi | 73.38 ± 0.34 b | 2.52 ± 0.36 ab | 2.00 ± 1.07 bc | 8.38 |
| BFl | 74.53 ± 0.72 a | 2.18 ± 0.09 c | 0.60 ± 0.37 c | 9.71 |
| BFp | 74.10 ± 0.83 ab | 2.45 ± 0.10 abc | −0.63 d | 10.94 |
| BFh | 71.95 ± 0.58 d | 2.58 ± 0.14 ab | 2.54 ± 1.02 b | 8.19 |
| BFa | 73.25 ± 0.67 bc | 2.27 ± 0.38 bc | 1.87 ± 0.34 bc | 8.54 |
| Sample Types | Untreated | Biological Enzymatic Treatment | |||||
|---|---|---|---|---|---|---|---|
| BFx | BFi | BFl | BFp | BFh | BFa | ||
| Distilled water contact angle (°) | 53.00 ± 1.32 c | 69.50 ± 1.50 b | 71.00 ± 1.00 b | 76.50 ± 1.50 a | 78.00 ± 1.00 a | 78.50 ± 1.32 a | 72.00 ± 2.60 b |
 |  |  |  |  |  |  | |
| Glycol contact angle (°) | 37.00 ± 1.73 d | 38.50 ± 0.87 bcd | 39.50 ± 0.50 abcd | 40.00 ± 1.32 abc | 41.00 ± 1.00 ab | 42.00 ± 2.65 a | 38.00 ± 0.50 cd |
 |  |  |  |  |  |  | |
| Surface free energy (mJ/m2) | 47.36 | 38.55 | 38.32 | 41.13 | 41.57 | 41.05 | 39.71 |
| Polarity component (mJ/m2) | 37.98 | 12.62 | 11.26 | 5.75 | 4.81 | 4.72 | 9.46 |
| Dispersion component (mJ/2) | 9.38 | 25.93 | 27.06 | 35.38 | 36.76 | 36.33 | 30.25 |
| Sample Types | C1s (%) | O1s (%) | O/C (%) |
|---|---|---|---|
| Untreated | 68.37 | 31.63 | 46.26 |
| BFx | 68.34 | 31.66 | 46.33 |
| BFi | 67.57 | 32.43 | 47.99 |
| BFl | 67.26 | 32.74 | 48.68 |
| BFp | 67.99 | 32.01 | 47.08 |
| BFh | 68.53 | 31.47 | 45.92 |
| BFa | 67.76 | 32.24 | 47.58 |
| Sample Types | Relative Content (%) | |||
|---|---|---|---|---|
| C1 | C2 | C3 | C4 | |
| Untreated | 47.72 | 38.83 | 8.33 | 5.13 |
| BFx | 42.54 | 43.90 | 11.83 | 1.73 |
| BFi | 34.16 | 51.20 | 12.76 | 1.88 |
| BFl | 39.63 | 45.44 | 13.03 | 1.91 |
| BFp | 40.18 | 45.59 | 12.45 | 1.78 |
| BFh | 41.26 | 47.02 | 10.64 | 1.09 |
| BFa | 39.34 | 45.71 | 11.91 | 3.04 |
| Sample Types | T0 (°C) | Tp (°C) | The Residual Carbon Rate at 700 °C (%) | |
|---|---|---|---|---|
| TP2 (°C) | TP3 (°C) | |||
| PE | 451.7 | - | 472.4 | 1.57 |
| BF/PE | 294.9 | 352.2 | 487.2 | 7.19 |
| BFx/PE | 267.0 | 358.1 | 475.8 | 6.79 |
| BFi/PE | 255.7 | 357.0 | 475.1 | 6.45 |
| BFl/PE | 262.5 | 356.8 | 475.4 | 5.41 |
| BFp/PE | 270.5 | 357.6 | 476.2 | 5.29 |
| BFh/PE | 265.9 | 357.3 | 475.9 | 5.16 |
| BFa/PE | 255.7 | 356.8 | 475.3 | 5.33 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meng, X.; Hu, F.; Liu, B.; Cao, Y.; Xu, H.; Li, L.; Yu, L. Study on the Characterization of Physical, Mechanical, and Mildew Resistance Properties of Enzymatically Treated Bamboo Fiber-Reinforced Polypropylene Composites. Forests 2024, 15, 60. https://doi.org/10.3390/f15010060
Meng X, Hu F, Liu B, Cao Y, Xu H, Li L, Yu L. Study on the Characterization of Physical, Mechanical, and Mildew Resistance Properties of Enzymatically Treated Bamboo Fiber-Reinforced Polypropylene Composites. Forests. 2024; 15(1):60. https://doi.org/10.3390/f15010060
Chicago/Turabian StyleMeng, Xun, Fu Hu, Baoyu Liu, Yan Cao, Hailong Xu, Lifen Li, and Liping Yu. 2024. "Study on the Characterization of Physical, Mechanical, and Mildew Resistance Properties of Enzymatically Treated Bamboo Fiber-Reinforced Polypropylene Composites" Forests 15, no. 1: 60. https://doi.org/10.3390/f15010060
APA StyleMeng, X., Hu, F., Liu, B., Cao, Y., Xu, H., Li, L., & Yu, L. (2024). Study on the Characterization of Physical, Mechanical, and Mildew Resistance Properties of Enzymatically Treated Bamboo Fiber-Reinforced Polypropylene Composites. Forests, 15(1), 60. https://doi.org/10.3390/f15010060