
The Use of Black Pine Bark for Improving the Properties of Wood Pellets



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
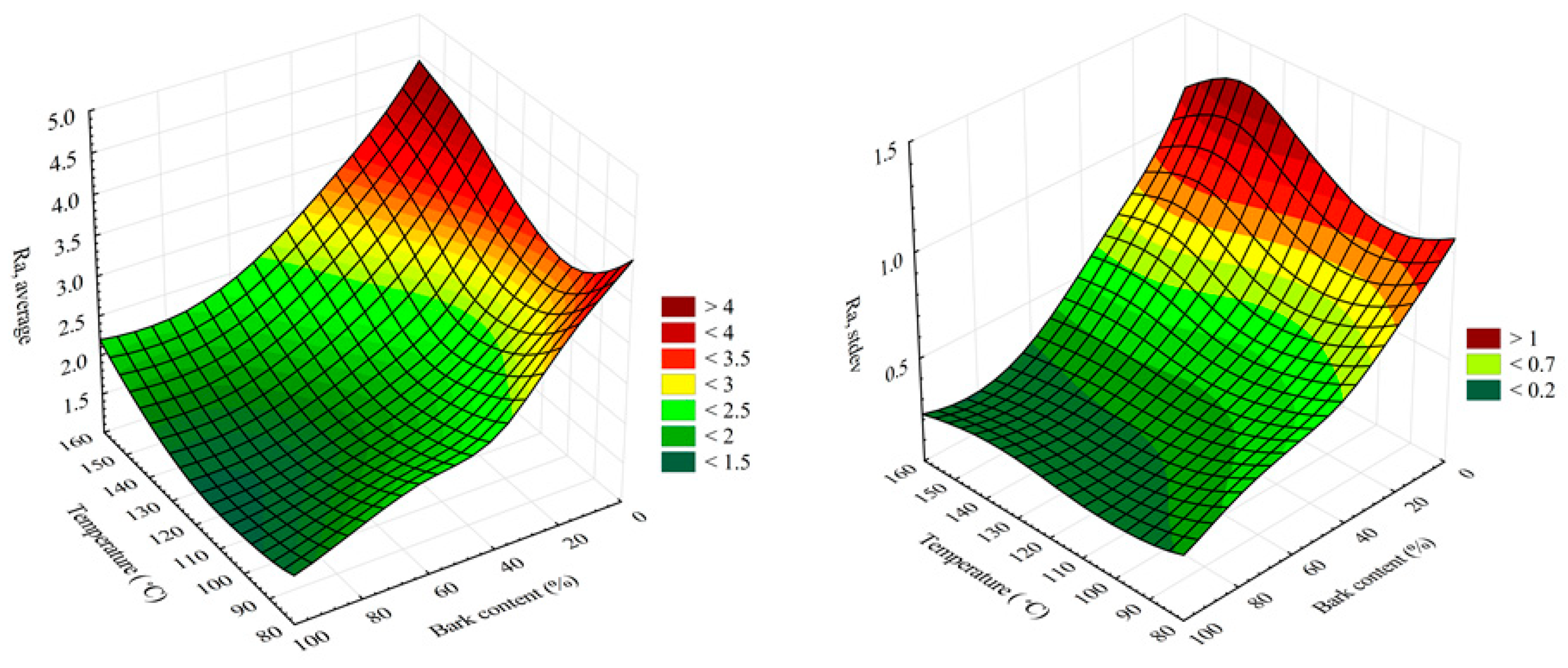
- The use of black pine bark as a feedstock for the production of wood pellets resulted in smoother and moderately denser pellets, which also demonstrated higher mechanical strength than those made of pure wood. In fact, the increased bark ratio resulted in further improvement of the above properties. Bark presence in pellet feedstock could provide the opportunity for pellets to satisfy properties to be produced at lower temperatures than those of pure wood, reducing the energy consumption and production cost;
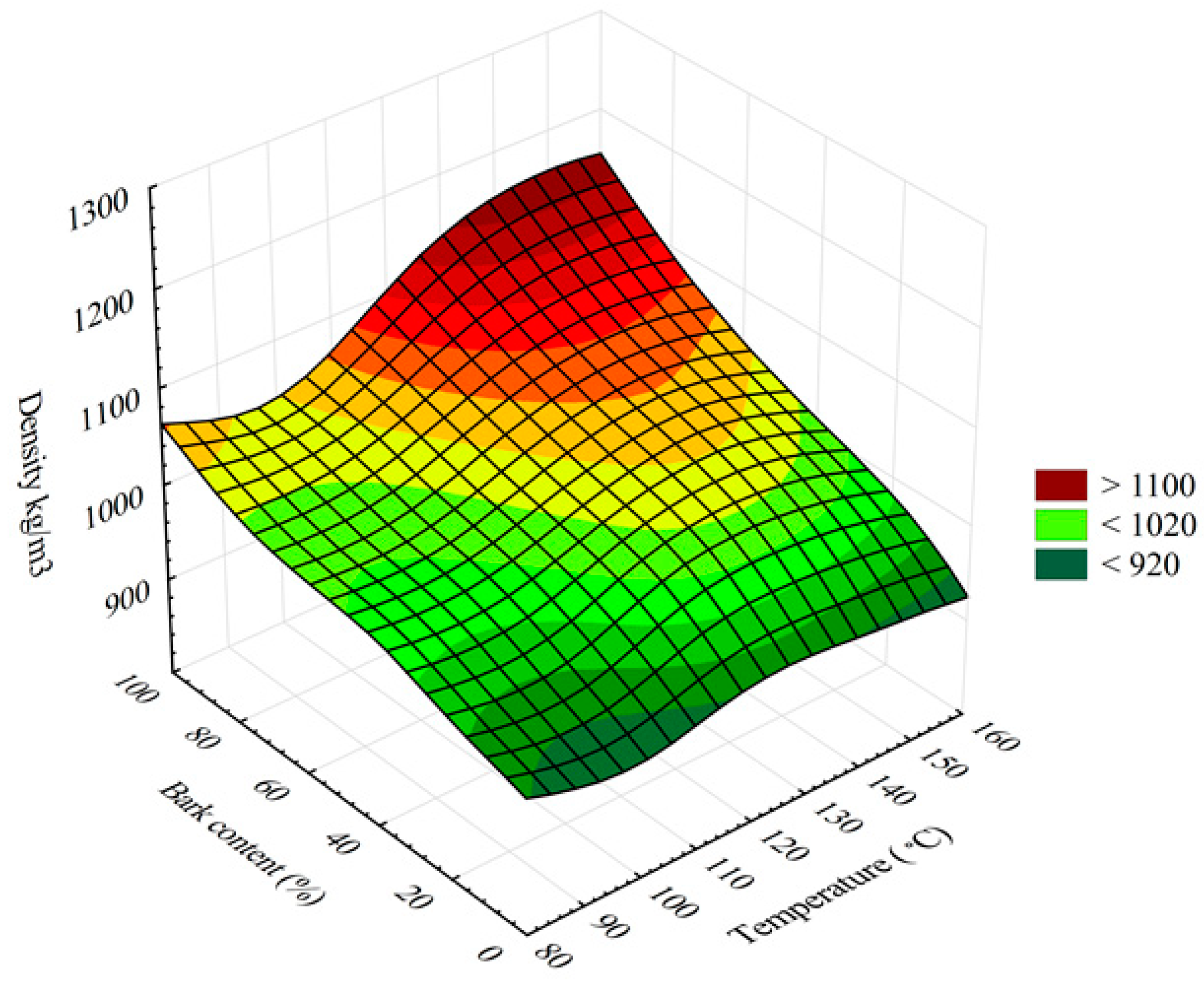
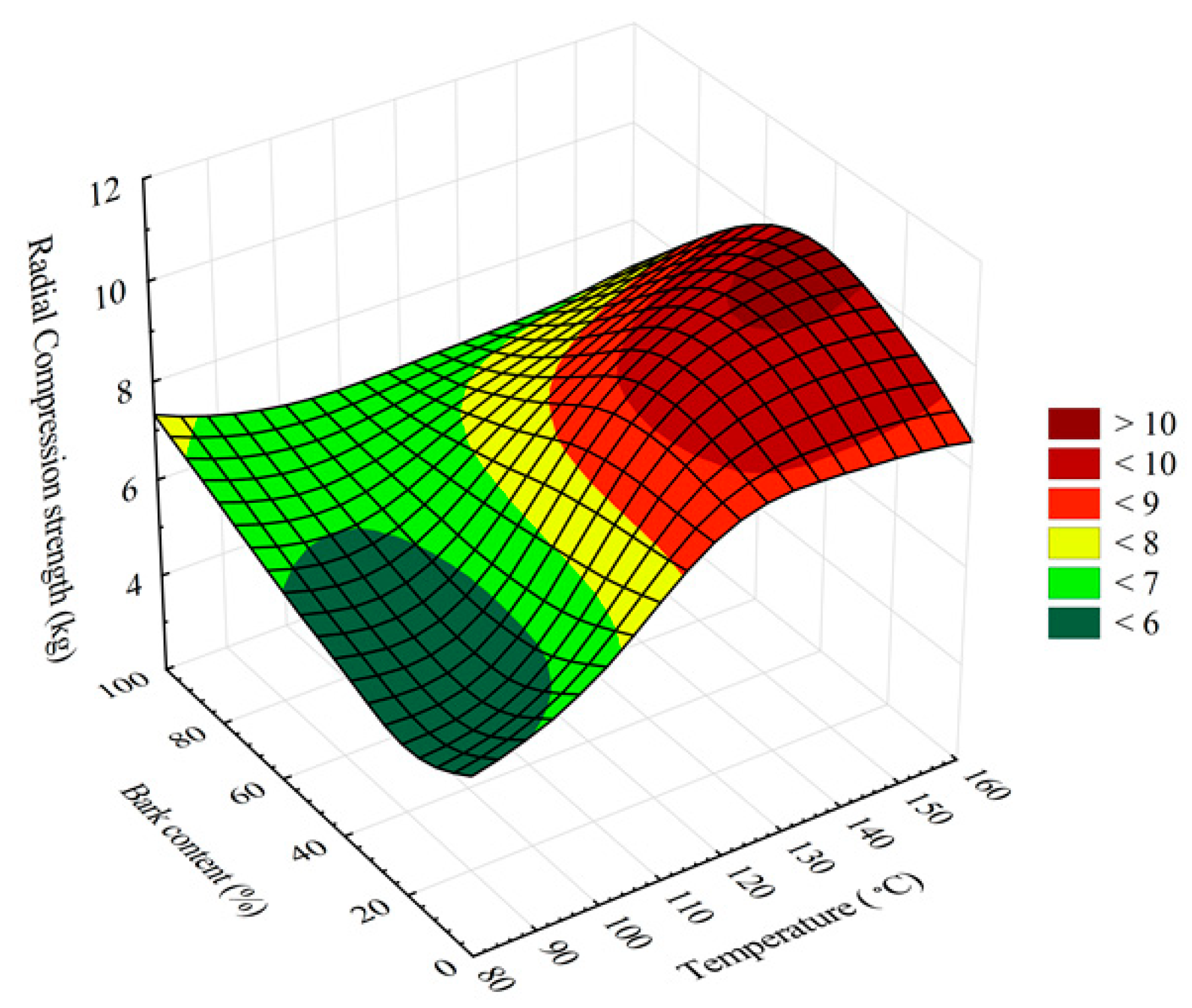
- The optimal densification temperature was 120 °C while lower or higher temperatures resulted in inferior properties of the produced properties;
- It can also be concluded that black pine bark could be considered as a raw material or an additive for the production of solid biofuels or other densified materials, as long as the other important properties fulfill the corresponding technical requirements for each application;
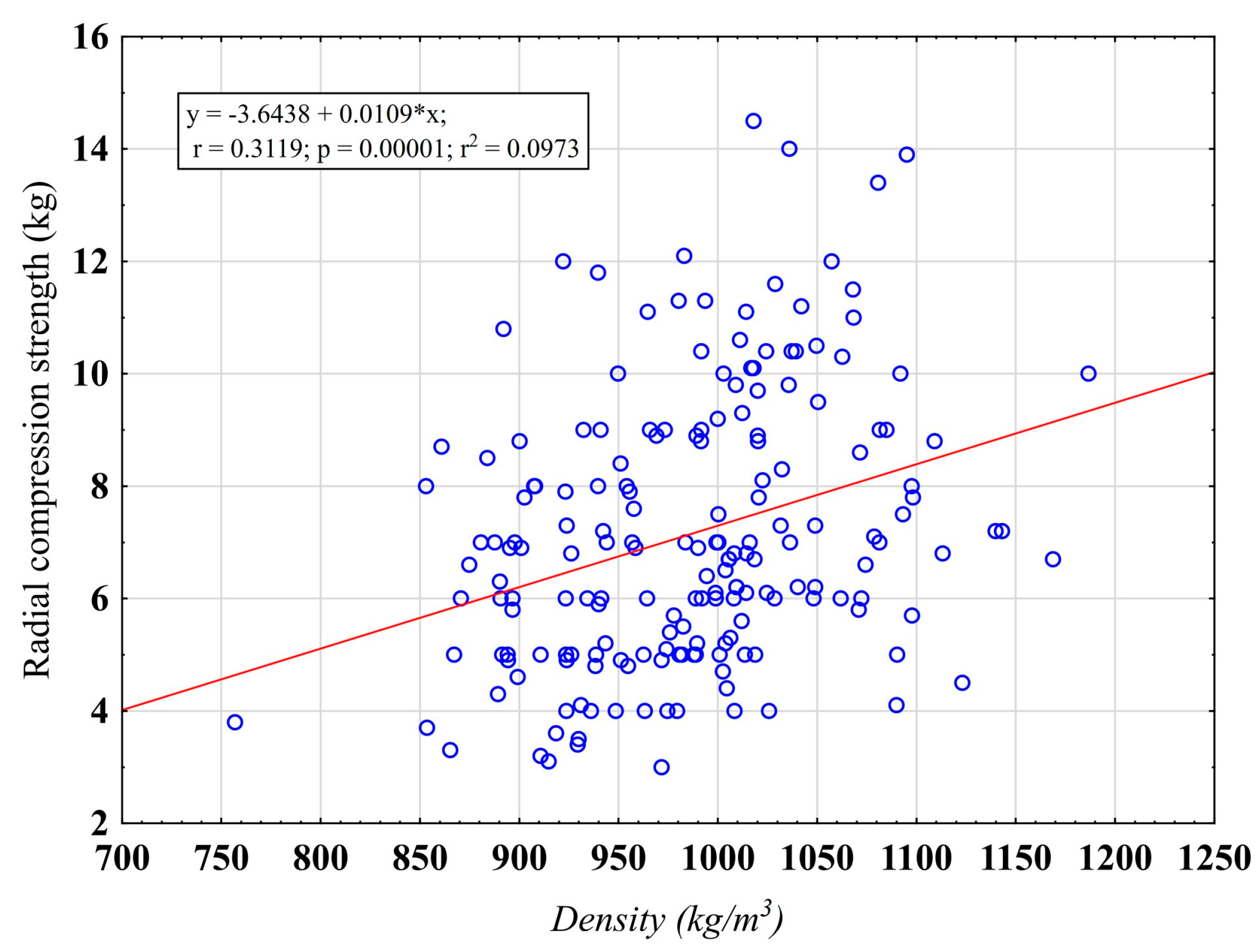
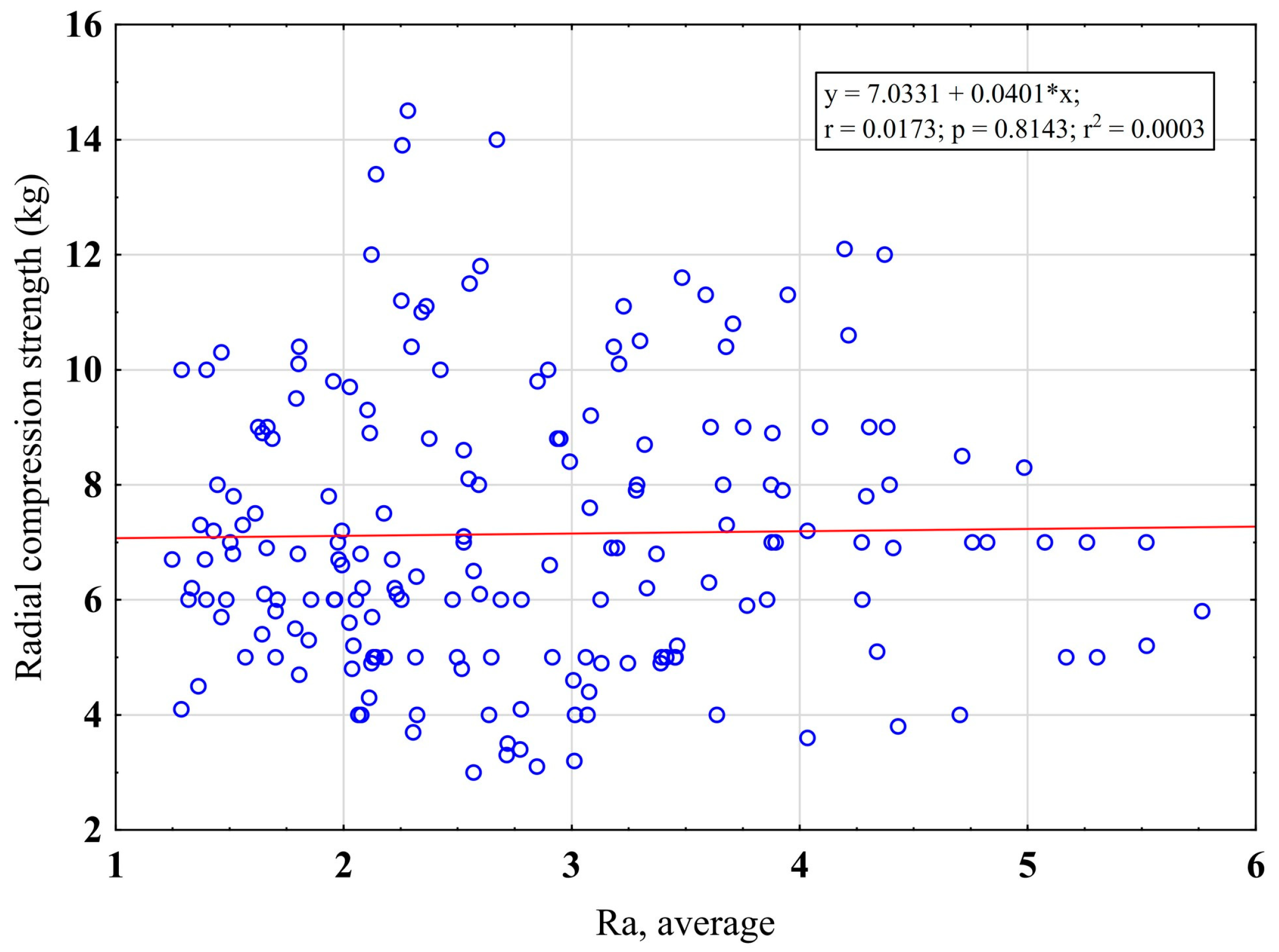
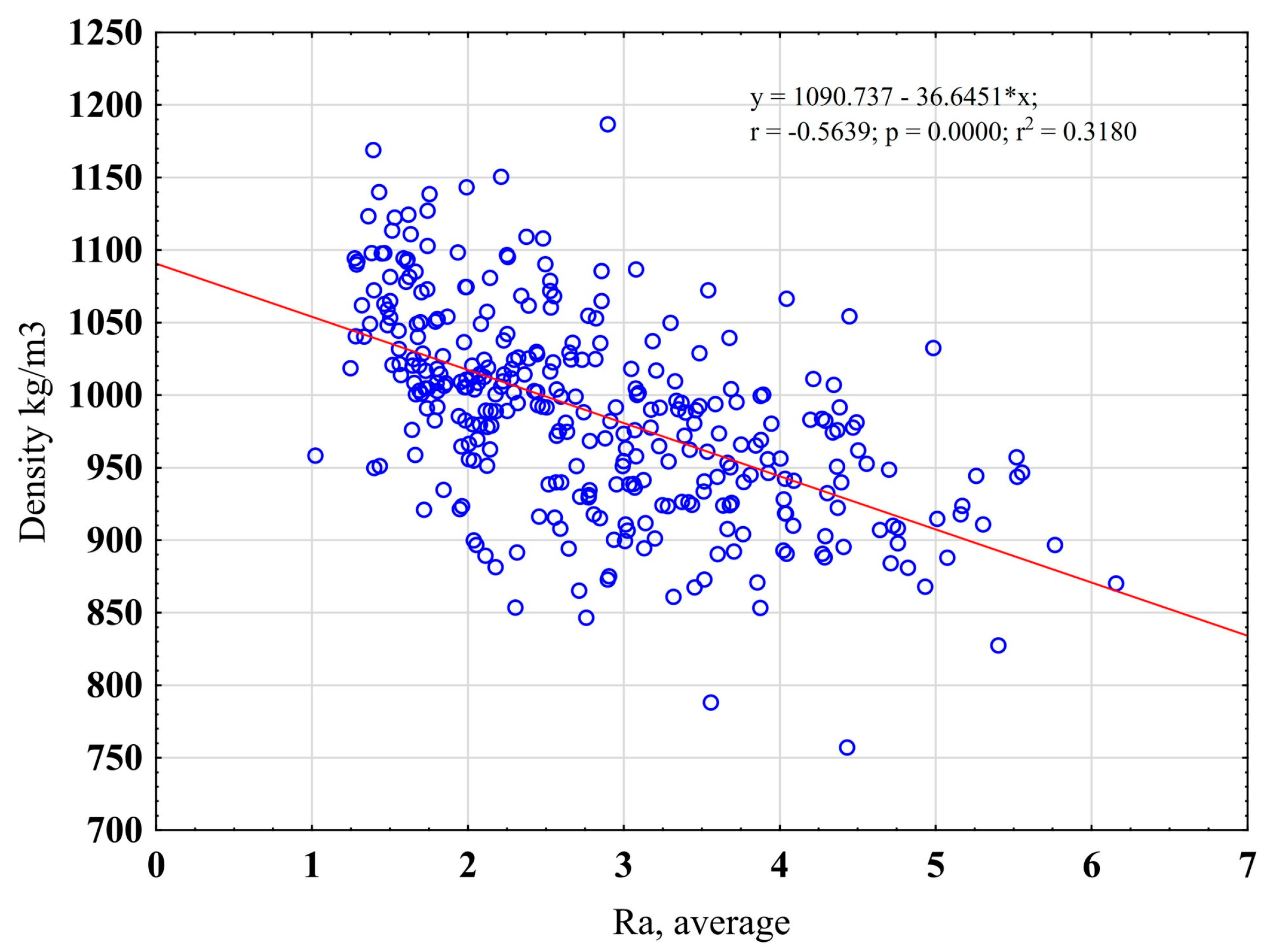
- The surface roughness was weakly correlated to the radial compression strength and density of the produced pellets;
- Low black pine bark contents, of up to 11.3%, 20%, and 36%, could ensure the production of fuel pellets that comply with quality requirements of A1, A2, and B classes, respectively, all of which correspond to residential use.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Filbakk, T.; Jirjis, R.; Nurmi, J.; Høibø, O. The effect of bark content on quality parameters of Scots pine (Pinus sylvestris L.) pellets. Biomass Bioenergy 2011, 35, 3342–3349. [Google Scholar] [CrossRef]
- Carroll, J.P.; Finnan, J. Physical and chemical properties of pellets from energy crops and cereal straws. Biosyst. Eng. 2012, 112, 151–159. [Google Scholar] [CrossRef]
- European Pellet Council. ENplus Handbook, Version 3.0 (August 2015); EPC and c/o AEBIOM-European Biomass Association: Brussels, Belgium, 2020. [Google Scholar]
- Lee, S.; Ahn, B.J.; Choi, D.; Han, G.; Jeong, H.; Ahn, S.; Yang, I. Effects of densification variables on the durability of wood pellets fabricated with Larix kaempferi C. and Liriodendron tulipifera L. sawdust. Biomass Bioenergy 2013, 48, 1–9. [Google Scholar] [CrossRef]
- Anukam, A.; Berghel, J.; Henrikson, G.; Frodeson, S.; Ståhl, S. A review of the mechanism of bonding in densified biomass pellets. Renew. Sustain. Energy Rev. 2021, 148, 111249. [Google Scholar] [CrossRef]
- Wistara, N.; Rohmatullah, M.A.; Febrianto, F.; Kim, N. Effect of Bark Content and Densification Temperature on The Properties of Oil Palm Trunk-Based Pellets. J. Korean Wood Sci. Technol. 2017, 45, 671–681. [Google Scholar] [CrossRef]
- Vinterback, J. Pellets 2002: The first world conference on pellets. Biomass Bioenergy 2004, 27, 513–520. [Google Scholar] [CrossRef]
- Duca, D.; Riva, G.; Foppa Pedretti, E.; Toscano, G. Wood pellet quality with respect to EN 14961-2 standard and certifications. Fuel 2014, 135, 9–14. [Google Scholar] [CrossRef]
- Sgarbossa, A.; Costa, C.; Menesatti, P.; Antonucci, F.; Pallottino, F.; Zanetti, M.; Grigolato, S.; Cavalli, R. Colorimetric patterns of wood pellets and their relations with quality and energy parameters. Fuel 2014, 137, 70–76. [Google Scholar] [CrossRef]
- Lehtikangas, P. Quality properties of pelletised sawdust, logging residues and bark. Biomass Bioenergy 2001, 20, 351–360. [Google Scholar] [CrossRef]
- Aarseth, K.A.; Prestlokken, E. Mechanical Properties of Feed Pellets: Weibull Analysis. Biosyst. Eng. 2003, 84, 349–361. [Google Scholar] [CrossRef]
- Frodeson, S.; Henriksson, G.; Berghel, J. Effects of moisture content during densification of biomass pellets, focusing on polysaccharide substances. Biomass Bioenergy 2019, 122, 322–330. [Google Scholar] [CrossRef]
- Stelte, W.; Sanadi, A.R.; Shang, L.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B. Recent developments in biomass pelletization–A review. BioResources 2012, 7, 4451–4490. [Google Scholar] [CrossRef]
- Telmo, C.; Lousada, J. Heating values of wood pellets from different species. Biomass Bioenergy 2011, 35, 2634–2639. [Google Scholar] [CrossRef]
- Zhang, K.; Song, S.; Chen, Z.; Zhou, J. Effects of brown sugar water binder added by spraying method as solid bridge on the physical characteristics of biomass pellets. Polymers 2020, 12, 674. [Google Scholar] [CrossRef] [PubMed]
- Shui, T.; Khatri, V.; Chae, M.; Sokhansanj, S.; Choi, P.; Bressler, D.C. Development of a torrefied wood pellet binder from the cross-linking between specified risk materials-derived peptides and epoxidized poly (vinyl alcohol). Renew. Energy 2020, 162, 71–80. [Google Scholar] [CrossRef]
- Riva, L.; Nielsen, H.K.; Skreiberg, Ø.; Wang, L.; Bartocci, P.; Barbanera, M.; Bidini, G.; Fantozzi, F. Analysis of optimal temperature, pressure and binder quantity for the production of biocarbon pellet to be used as a substitute for coke. Appl. Energy 2019, 256, 113933. [Google Scholar] [CrossRef]
- Cui, X.; Yang, J.; Shi, X.; Lei, W.; Huang, T.; Bai, C. Experimental investigation on the energy consumption, physical, and thermal properties of a novel pellet fuel made from wood residues with microalgae as a binder. Energies 2019, 12, 3425. [Google Scholar] [CrossRef]
- Ahn, B.J.; Chang, H.-s.; Lee, S.M.; Choi, D.H.; Cho, S.T.; Han, G.-s.; Yang, I. Effect of binders on the durability of wood pellets fabricated from Larix kaemferi C. and Liriodendron tulipifera L. sawdust. Renew. Energy 2014, 62, 18–23. [Google Scholar] [CrossRef]
- Lehmann, B.; Schroder, H.W.; Wollenberg, R.; Repke, J.U. Effect of miscanthus addition and different grinding processes on the quality of wood pellets. Biomass Bioenergy 2012, 44, 150–159. [Google Scholar] [CrossRef]
- Ståhl, M.; Berghel, J.; Williams, H. Sustainable improvements in the wood fuel pellet chain. In Proceedings of the International Conference on Sustainable Energy and Environmental Protection, Dubai, United Arab Emirates, 3–25 November 2014; The British University: Dubai, United Arab Emirates, 2014. [Google Scholar]
- Mamma, D.; Kourtoglou, E.; Christakopoulos, P. Fungal multienzyme production on industrial by-products of citrus-processing industry. Bioresour. Technol. 2008, 99, 2373–2383. [Google Scholar] [CrossRef]
- Pásztory, Z.; Mohácsiné, I.R.; Gorbacheva, G.; Börcsök, Z. The utilization of tree bark. Bioresources 2016, 11, 7859–7888. [Google Scholar] [CrossRef]
- Tudor, E.M.; Zwickl, C.; Eichinger, C.; Petutschnigg, A.; Catalin Barbu, M. Performance of softwood bark comminution technologies for determination of targeted particle size in further upcycling applications. J. Clean. Prod. 2020, 269, 122412. [Google Scholar] [CrossRef]
- FAO (Food and Agriculture Organization of United Nations). Assessment of Industrial Roundwood Production from Planted Forests; Planted Forests and Trees Working Paper FP/48/E. 40; FAO: Rome, Italy, 2015. [Google Scholar]
- Morris, H.; Jansen, S. Bark: Its anatomy, function and diversity. International Dendrology Society Yearbook. 2016, pp. 51–61. Available online: https://www.dendrology.org/publications/dendrology/bark/ (accessed on 20 May 2023).
- Ogunwusi, A.A. Potentials of industrial utilization of bark. J. Nat. Sci. Res. 2013, 3, 106–115. [Google Scholar]
- Gao, Z.; Wang, X.; Wan, H.; Brunette, G. Binderless panels made with black spruce bark. Bio Resour. 2011, 6, 3960–3972. [Google Scholar]
- Medved, S.; Gajšek, U.; Tudor, E.M.; Barbu, M.C.; Antonović, A. Efficiency of bark for reduction of formaldehyde emission from particleboards. Wood Res. 2019, 64, 307–316. [Google Scholar]
- Aydin, I.; Demirkir, C.; Colak, S.; Colakoglu, G. Utilization of bark flours as additive in plywood manufacturing. Eur. J. Wood Prod. 2017, 75, 63–69. [Google Scholar] [CrossRef]
- Szyszlak-Bargłowicz, J.; Zając, G.; Hawrot-Paw, M.; Koniuszy, A. Evaluation of the Quality of Wood Pellets Available on the Market. E3S Web Conf. 2020, 171, 01015. [Google Scholar] [CrossRef]
- Holubcik, Μ.; Jandacka, J.; Palacka, M.; Kantova, N.; Jachniak, E.; Pavlik, P. The impact of bark content in wood pellets on emission production during combustion in small heat source. Communications 2017, 19, 94–100. [Google Scholar] [CrossRef]
- Németh, K.; Molnár, S. Az akácfa égésmelegének és fűtőértékének vizsgálata. (“Investigation of fuel value of black locust”). Faipar 1983, 3. [Google Scholar]
- Vaucher, H. Baumrinden: Aussehen, Struktur, Funktion, Eigenschaften. Naturbuch-Verlag. 1997. Available online: https://books.google.gr/books?id=EA-sAAAACAAJ (accessed on 1 December 2022).
- Kamperidou, V.; Lykidis, C.; Barmpoutis, P. Utilization of wood and bark of fast-growing hardwood species in energy production. J. For. Sci. 2018, 64, 164–170. [Google Scholar] [CrossRef]
- Gruber, L.; Seidl, L.; Zanetti, M.; Schnabel, T. Calorific Value and Ash Content of Extracted Birch Bark. Forests 2021, 12, 1480. [Google Scholar] [CrossRef]
- Wu, H.; Fu, Q.; Giles, R.; Bartle, J. Energy balance of mallee biomass production in Western Australia. In Proceedings of the Biomass for Energy, the Environment and Society Conference, Melbourne, Australia, 12–15 October 2005; p. 19. [Google Scholar]
- Kamperidou, V. Quality Analysis of Commercially Available Wood Pellets and Correlations between Pellets Characteristics. Energies 2022, 15, 2865. [Google Scholar] [CrossRef]
- Said, M.; Eng, C.; Hixon, A.; Marks, N. Quantifying surface roughness on UO2 fuel pellets using optical techniques. Forensic Sci. Int. 2020, 316, 110470. [Google Scholar] [CrossRef]
- Pajo, L.; Schubert, A.; Aldave, L.; Koch, L.; Bibilashvili, K.; Dolgov, Y.N.; Chorokov, N.A. Identification of unknown nuclear fuel by impurities and physical parameters. J. Radioanal. Nucl. Chem. 2001, 250, 79–84. [Google Scholar]
- EN14774-3; Solid biofuels—Determination of Moisture Content—Oven Dry Method—Part 3: Moisture in General Analysis Sample. European Committee for Standardization (CEN): Brussels, Belgium, 2010.
- ASTM D1102-2001; Standard Test Method for Ash in Wood. ASTM International: West Conshohocken, PA, USA, 2021.
- Adapa, P.K.; Tabil, L.G.; Schoenau, G.J. Compression characteristics of non-treated and steam-exploded barley, canola, oat, and wheat straw grinds. Appl. Eng. Agric. 2010, 26, 617. [Google Scholar] [CrossRef]
- Tabil, L.; Adapa, P.; Kashaninejad, M. Biomass feedstock pre-processing—Part 2: Densification. In Biofuel’s Engineering Process Technology, INTECH 2011; Bernardes, D.M.A.D.S., Ed.; InTech: London, UK, 2011; pp. 75–100. [Google Scholar] [CrossRef]
- Nielsen, S.K.; Mandø, M.; Rosenørn, A.B. Review of die design and process parameters in the biomass pelleting process. Powder Technol. 2020, 364, 971–985. [Google Scholar] [CrossRef]
- ISO 18134-1; Solid biofuels—Determination of Moisture Content—Oven Dry Method—Part 1: Total Moisture—Reference Method. ISO: Geneva, Switzerland, 2015.
- Williams, O.; Taylor, S.; Lester, E.; Kingman, S.; Giddings, D.; Eastwick, C. Applicability of Mechanical Tests for Biomass Pellet Characterisation for Bioenergy Applications. Materials 2018, 11, 1329. [Google Scholar] [CrossRef]
- ISO 21920-2:2021; Geometrical Product Specifications (GPS)—Surface Texture: Profile—Part 2: Terms, Definitions and Surface Texture Parameters. ISO: Geneva, Switzerland, 2021.
- Bao, M.; Huang, X.; Zhang, Y.; Yu, W.; Yu, Y. Effect of density on the hygroscopicity and surface characteristics of hybrid poplar compreg. J. Wood Sci. 2016, 62, 441–451. [Google Scholar] [CrossRef]
- Matsumae, T.; Horito, M.; Kurushima, N.; Yazaki, Y. Development of bark-based adhesives for plywood: Utilization of flavonoid compounds from bark and wood. II. J. Wood Sci. 2019, 65, 9. [Google Scholar] [CrossRef]
- Goring, D.A.I. Thermal softening of lignin, hemicellulose and cellulose. Pulp Pap. Mag. Can. 1963, 64, 517–527. [Google Scholar]
- Terzopoulou, P.; Kamperidou, V.; Lykidis, C. Cypress Wood and Bark Residues Chemical Characterization and Utilization as Fuel Pellets Feedstock. Forests 2022, 13, 1303. [Google Scholar] [CrossRef]
- Kumar, P.; Venkata Subbarao, P.; Kala, L.; Kumar Vijay, V. Influence of physical, mechanical, and thermal properties of biomass pellets from agriculture residue: Pearl millet cob and mix. Bioresour. Technol. Rep. 2022, 20, 101278. [Google Scholar] [CrossRef]
- Lerma-Arce, V.; Oliver-Villanueva, J.V.; Segura-Orenga, G. Influence of raw material composition of Mediterranean pinewood on pellet quality. Biomass Bioenergy 2017, 99, 90–96. [Google Scholar] [CrossRef]
- Francescato, V.; Antonioni, E.; Bergomi, L.Z.; Metschina, C.; Schnedl, C.; Krajnc, N.; Koscik, K.; Nocentini, G.; Stranieri, G. Wood Fuels Handbook: Production, Quality Requirements, Trading; AIEL—Italian Agroforestry Energy Association: Legnaro, Italy, 2008; Volume 2008, p. 79. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | 80 | 100 | 120 | 140 | 160 | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Bark Content (%) | 0 | 20 | 40 | 60 | 80 | 100 | 0 | 20 | 40 | 60 | 80 | 100 | 0 | 20 | 40 | 60 | 80 | 100 | 0 | 20 | 40 | 0 | 40 | |
| Compression strength (kg) | mean | 5.73 | 4.74 | 5.75 | 6.13 | 6.82 | 7.33 | 6.33 | 4.68 | 4.78 | 5.52 | 5.98 | 6.65 | 9.09 | 9.66 | 10.58 | 7.69 | 6.80 | 6.57 | 8.45 | 9.93 | 10.08 | 8.53 | 10.20 |
| N | 12 | 10 | 13 | 6 | 6 | 6 | 9 | 12 | 11 | 6 | 4 | 6 | 10 | 11 | 4 | 8 | 4 | 6 | 11 | 9 | 5 | 12 | 5 | |
| SD | 1.11 | 0.68 | 1.39 | 1.23 | 1.10 | 1.54 | 1.22 | 1.99 | 1.00 | 1.45 | 0.62 | 1.92 | 1.73 | 0.88 | 1.24 | 1.98 | 2.03 | 1.20 | 1.87 | 2.24 | 2.61 | 1.68 | 3.96 | |
| Roughness Ra (μm) | mean | 3.997 | 3.508 | 2.185 | 2.476 | 1.952 | 1.559 | 3.183 | 2.741 | 2.179 | 1.990 | 1.728 | 1.497 | 3.684 | 2.265 | 2.036 | 1.727 | 1.489 | 1.493 | 4.283 | 3.214 | 2.568 | 4.384 | 2.868 |
| N | 20 | 20 | 21 | 10 | 9 | 10 | 20 | 20 | 18 | 10 | 7 | 9 | 21 | 20 | 9 | 12 | 7 | 10 | 20 | 20 | 10 | 20 | 9 | |
| SD | 0.919 | 0.660 | 0.330 | 0.354 | 0.351 | 0.221 | 0.701 | 0.642 | 0.425 | 0.422 | 0.177 | 0.191 | 0.508 | 0.461 | 0.261 | 0.163 | 0.251 | 0.129 | 0.854 | 0.513 | 0.414 | 0.664 | 0.398 | |
| Density (kg/m3) | mean | 946 | 962 | 1002 | 998 | 1014 | 1077 | 903 | 934 | 990 | 983 | 1028 | 1016 | 955 | 1028 | 1023 | 1051 | 1074 | 1109 | 930 | 1013 | 1055 | 926 | 1008 |
| N | 20 | 20 | 21 | 10 | 10 | 10 | 20 | 20 | 18 | 10 | 7 | 10 | 21 | 20 | 9 | 12 | 7 | 10 | 20 | 20 | 10 | 20 | 9 | |
| SD | 42.4 | 62.2 | 31.7 | 21.5 | 31.6 | 38.9 | 44.0 | 58.6 | 68.6 | 62.5 | 35.8 | 39.8 | 34.8 | 35.9 | 23.5 | 42.0 | 59.6 | 33.0 | 63.1 | 49.2 | 55.0 | 33.8 | 43.8 | |
| Bark:WoodRatio | 0:100 | 20:80 | 40:60 | 60:40 | 80:20 | 100:0 |
|---|---|---|---|---|---|---|
| Ash content (%) | 0.24 | 1.24 | 2.23 | 3.22 | 4.21 | 5.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lykidis, C.; Kamperidou, V.; Mantanis, G.I. The Use of Black Pine Bark for Improving the Properties of Wood Pellets. Forests 2023, 14, 1069. https://doi.org/10.3390/f14061069
Lykidis C, Kamperidou V, Mantanis GI. The Use of Black Pine Bark for Improving the Properties of Wood Pellets. Forests. 2023; 14(6):1069. https://doi.org/10.3390/f14061069
Chicago/Turabian StyleLykidis, Charalampos, Vasiliki Kamperidou, and George I. Mantanis. 2023. "The Use of Black Pine Bark for Improving the Properties of Wood Pellets" Forests 14, no. 6: 1069. https://doi.org/10.3390/f14061069
APA StyleLykidis, C., Kamperidou, V., & Mantanis, G. I. (2023). The Use of Black Pine Bark for Improving the Properties of Wood Pellets. Forests, 14(6), 1069. https://doi.org/10.3390/f14061069