
Barriers to the Effective Adhesion of High-Density Hardwood Timbers for Glue-Laminated Beams in Australia

Abstract
1. Introduction
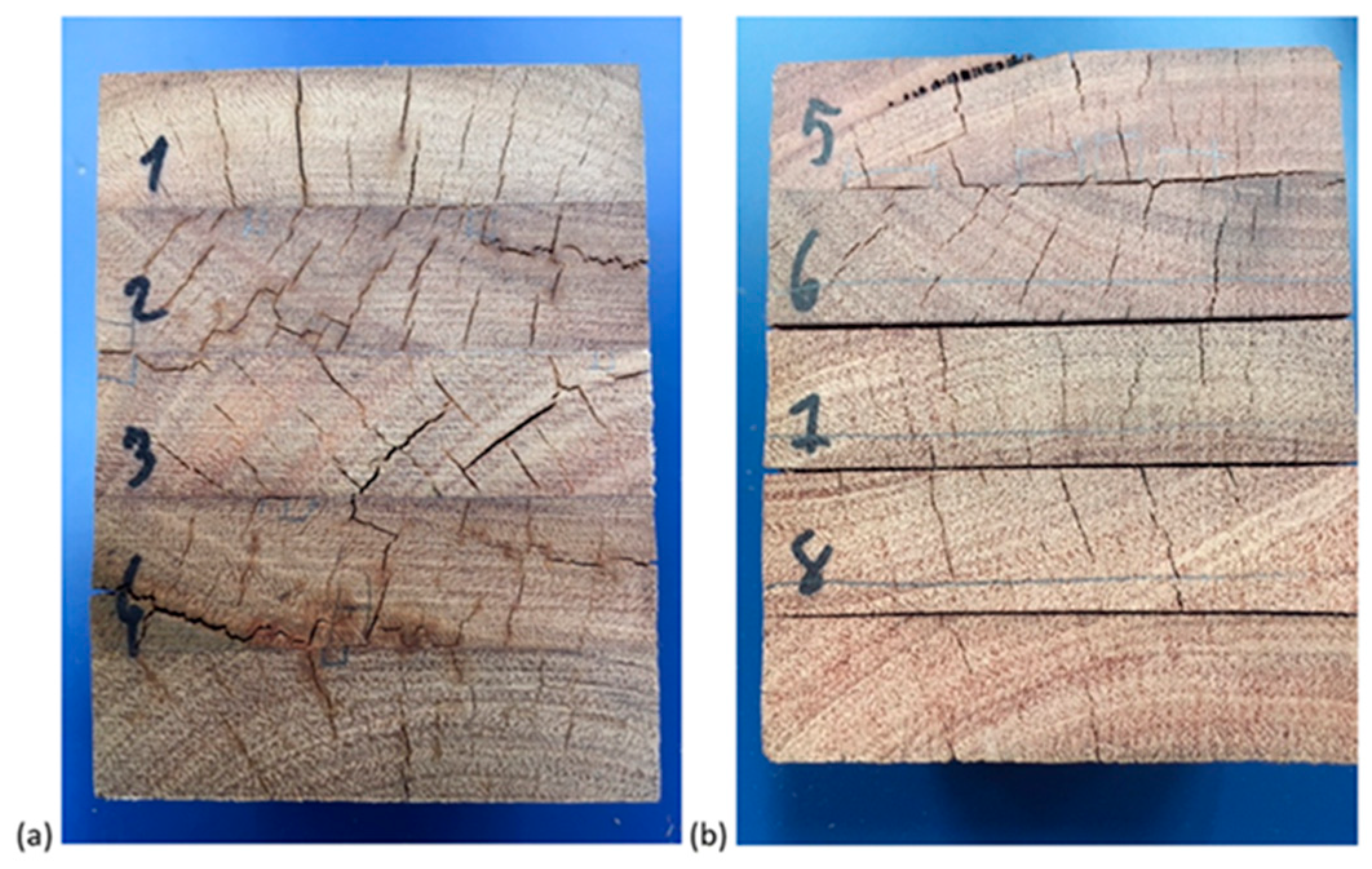
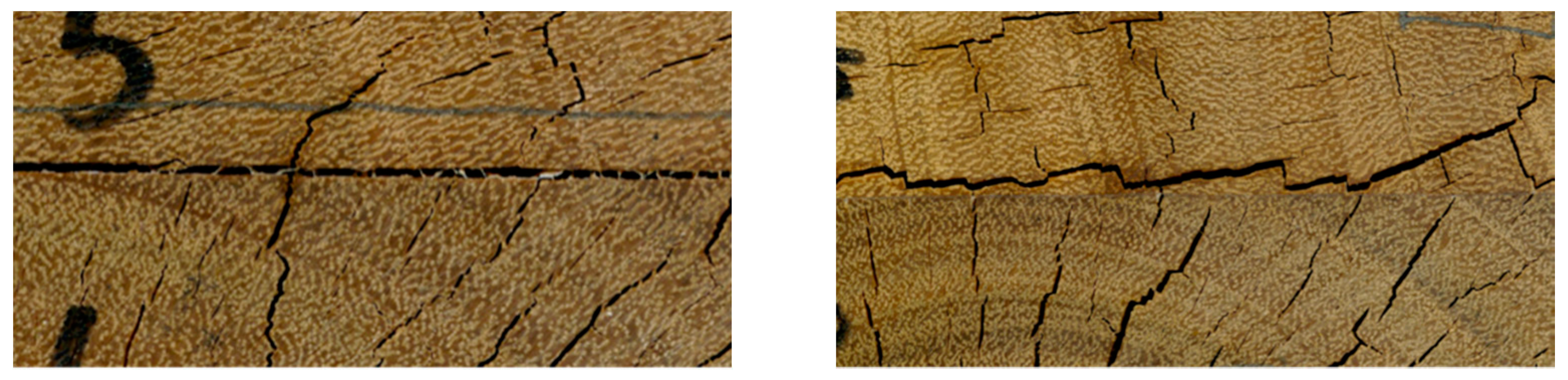
2. The Delamination Problem Encountered with Gluing High-Density Hardwood Timbers
3. Causes of Adhesion Difficulties with High-Density Hardwood Timbers
- Usually have elevated strength and mechanical resistance, which results in a lower rate of wood failure versus adhesive failure, and apply greater force on the bondline;
- Are often more difficult to bring in to close contact during product assembly;
- Often have a high content of extractives that can interfere with the gluing process;
- Commonly have low wettability;
- Tend to exhibit higher dimensional movement;
- Have lower porosity and permeability, resulting in minimal adhesive penetration.
3.1. Elevated Strength and Mechanical Resistance
3.2. Close Contact during Product Assembly
3.3. High Content of Extractives and Low Wettability
- Heavy deposits of extractives may block reaction sites and prevent the anchorage of glue;
- There is a chemical incompatibility between the adhesives and extractives;
- Extractives influence the wettability and polarity of wood surfaces;
- Extractives affect the curing and setting characteristics of adhesives.
3.4. Higher Dimensional Movement
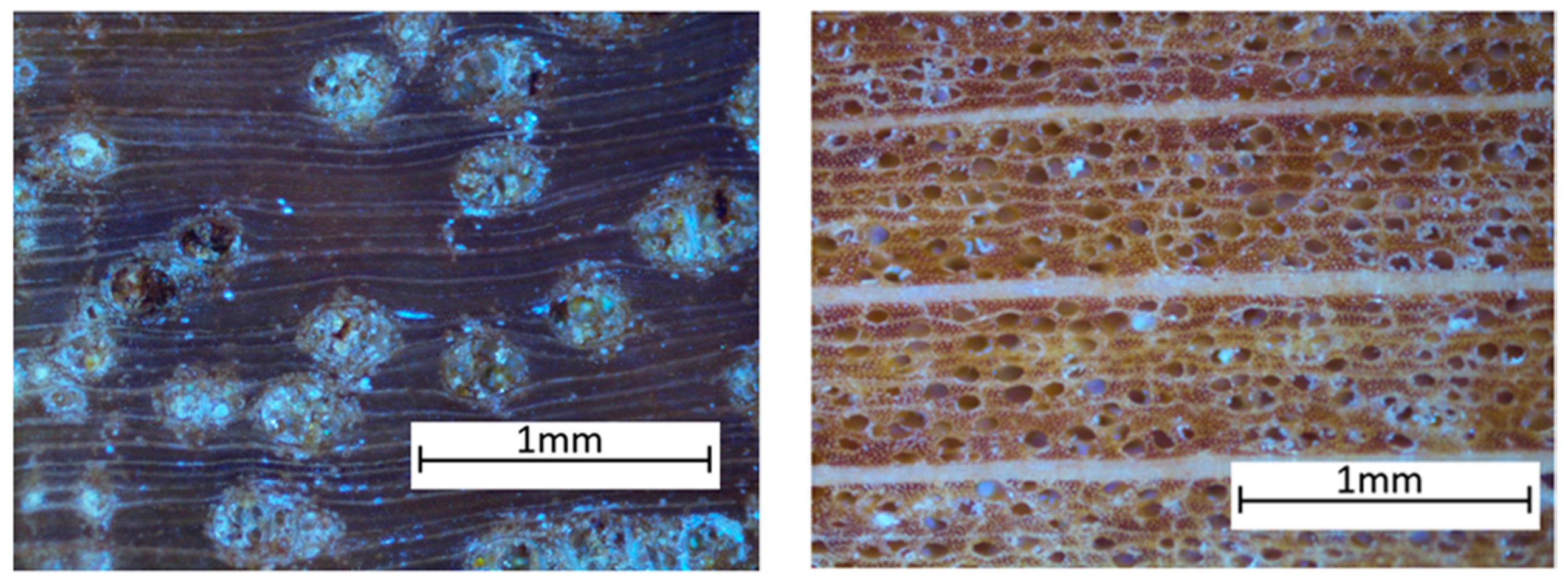
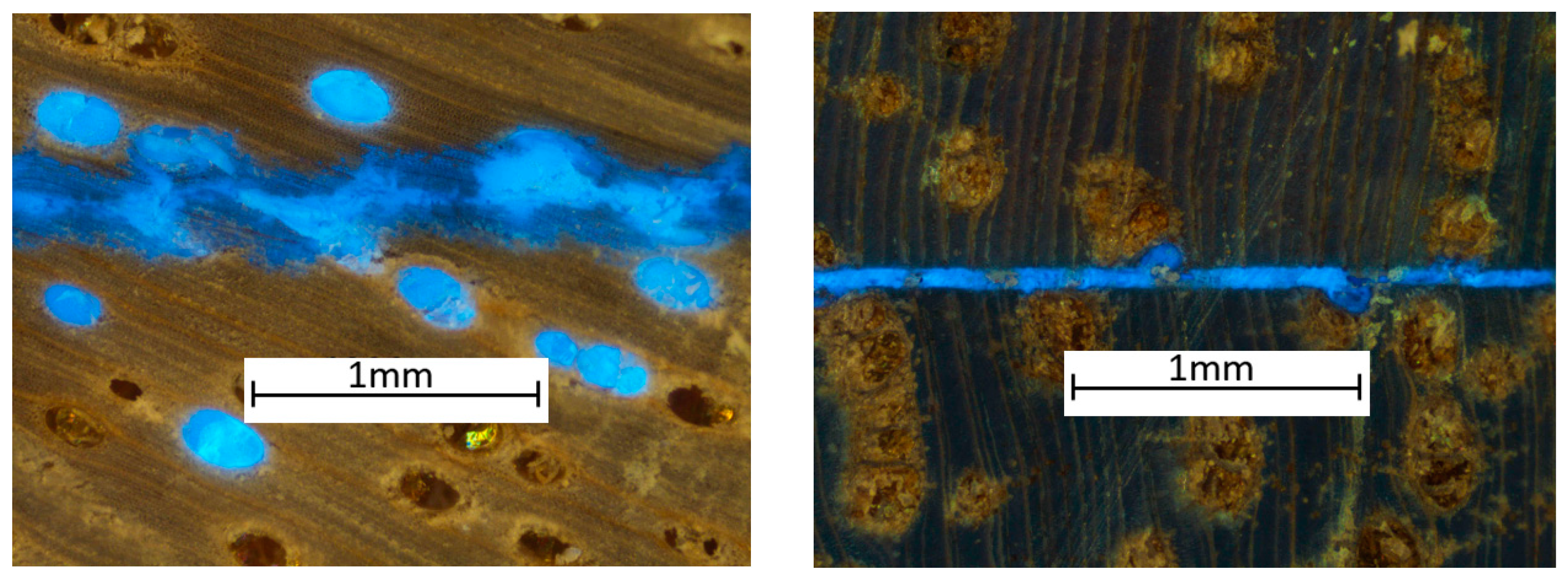
3.5. Lower Porosity and Permeability
4. The Root Cause of Poor Adhesive Bond Quality in These High-Density Timbers
5. Strategies to Increase Adhesive Penetration to Improve Bond Performance in High-Density Timbers
- Resin and extractive dispersing, dissolving or removal agents–resins and extractives can block the movement of liquids into the wood via the resin/extractive itself, blocking the cell lumens, other interstitial spaces or pits (via encrustations) or else the resin/extractive combining with the penetrating liquid (e.g., adhesives or preservatives) and this complex obstructing liquid flow [57,62,63,64,65];
6. Additional Strategies to Achieve a Better Adhesive Bond Performance in High-Density Timbers
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- McGavin, R.L.; Leggate, W.; Dorries, J. Increasing the Value of Under-Utilised Forest Resources Through the Development of Advanced Engineered Wood Products; Forest and Wood Products Australia (FWPA) Project Number PNB 407-1516; FWPA: Melbourne, Australia, 2020. [Google Scholar]
- Stark, N.M.; Cai, Z.; Carll, C. Wood-based composite materials: Panel products, glued-laminated timber, structural composite lumber and wood-nonwood composite materials. In Wood Handbook—Wood as an Engineering Material; Gen. Tech. Rep. FPL–GTR–282; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2010. [Google Scholar]
- AS/NZS 1328.1:1998; Glued Laminated Structural Timber. Part 1: Performance Requirements and Minimum Production Requirements. Standards Australia: Sydney, Australia, 2011.
- Leggate, W.; McGavin, R.L.; Miao, C.; Outhwaite, A.; Chandra, K.; Dorries, J.; Kumar, C.; Knackstedt, M. The Influence of Mechanical Surface Preparation Methods on Southern Pine and Spotted Gum Wood Properties: Wettability and Permeability. BioResources 2020, 15, 8554–8576. [Google Scholar] [CrossRef]
- Leggate, W.; McGavin, R.L.; Outhwaite, A.; Kumar, C.; Faircloth, A.; Knackstedt, M. The Influence of Mechanical Surface Preparation Methods on the Bonding of Southern Pine and Spotted Gum: Tensile Shear Strength of Lap Joints. BioResources 2021, 16, 46–61. [Google Scholar] [CrossRef]
- Leggate, W.; McGavin, R.L.; Outhwaite, A.; Dorries, J.; Robinson, R.; Kumar, C.; Faircloth, A.; Knackstedt, M. The Influence of Mechanical Surface Preparation Method, Adhesive Type and Curing Temperature on the Bonding of Darwin Stringybark. BioResources 2021, 16, 302–323. [Google Scholar] [CrossRef]
- Leggate, W.; Shirmohammadi, M.; McGavin, R.; Outhwaite, A.; Knackstedt, M.; Brookhouse, M. Examination of Wood Adhesive Bonds via MicroCT: The Influence of Pre-Gluing Surface Machining Treatments for Southern Pine, Spotted gum and Darwin stringybark Timbers. Bioresources 2021, 16, 5058–5082. [Google Scholar] [CrossRef]
- Leggate, W.; Outhwaite, A.; McGavin, R.; Gilbert, B.P.; Shanmuganathan, G. The Effects of the Addition of Surfactants and the Machining Method on the Adhesive Bond Quality of Spotted Gum Glue-Laminated Beams. Bioresources 2022, 17, 3413–3434. [Google Scholar] [CrossRef]
- DAF; Queensland Department of Agriculture and Fisheries (DAF), Brisbane, Queensland, Australia. Unpublished work. 2022.
- Outhwaite, A.; McGavin, R.L.; Leggate, W. Adhesion System Development for Spotted Gum Solid Timber Engineered Wood Products; Australian Centre for International Agricultural Research (ACIAR) Report; Project Number FST/2016/151; ACIAR: Canberra, Australia, 2020. [Google Scholar]
- McGavin, R.L.; Outhwaite, A.; Leggate, W. Adhesion System Development for Darwin Stringybark: Variable Scale Glulam Trials; Advance Queensland Report; Advance Queensland Project (AQIP) Indigenous Employment Livelihoods, Mining; AQIP: Brisbane, Australia, 2020. [Google Scholar]
- Gutowski, W.S.; Widtsen, P.; Li, S.; Cerra, T.; Molenaar, S.; Spicer, M. Improving the Adhesion Strength of Wood Cross-Lap Joints by Flame Treatment and Solvent Extraction. In Proceedings of the 59th Appita Annual Conference and Exhibition, Auckland, New Zealand, 16–19 May 2005. [Google Scholar]
- Ramos, A.L. Improving the Gluability of Eucalypt Timber by Plasma Modification of Wood Surfaces. Master’s Thesis, The Australian National University, Canberra, Australia, 2001. [Google Scholar]
- Zhang, X.; Li, S.; Belleville, B.; Ozarska, B.; Gutowski, M.; Kuys, B. High-Tech Modular Building Components with High Contents of Australian Hardwoods; Forest and Wood Products Australia (FWPA) Project Number PNA380-1516; FWPA: Melbourne, Australia, 2020; pp. 1–70. [Google Scholar]
- Widtsen, P.; Gutowski, V.S.; Li, S.; Cerra, T.; Molenaar, S.; Spicer, M. Factors Influencing Timber Gluability With One-Part Polyurethanes—Studied with Nine Australian Timber Species. Holzforschung 2006, 60, 423–428. [Google Scholar] [CrossRef]
- Li, S.; Belleville, B.; Gutowski, M.; Kuys, B.; Ozarska, B. Achieving Long-Term Adhesion and Bondline Durability with Difficult-to-Bond Australian Hardwood Species. In Proceedings of the 61st International Convention of Society of Wood Science and Technology, Nagoya, Japan, 5–9 November 2018. [Google Scholar]
- Vella, R. Improving the Adhesion of High-Density Softwoods with Isocyanate Based Adhesives. Master’s Thesis, University of Queensland, Brisbane, Australia, 2020. [Google Scholar]
- Marra, A.A. Technology of Wood Bonding: Principles in Practice, 1st ed.; Van-Nostrand Reinhold: New York, NY, USA, 1992; pp. 76–80. [Google Scholar]
- Vick, C.B. Adhesive bonding of wood materials. In Wood Handbook—Wood as an Engineering Material; Gen. Tech. Rep. FPL–GTR–113; U.S. Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 1999. [Google Scholar]
- Frihart, C.R. Adhesive groups and how they relate to the durability of bonded wood. J. Adhes. Sci. Technol. 2009, 23, 601–617. [Google Scholar] [CrossRef]
- Frihart, C.R.; Hunt, C.G. Adhesives with wood material—Bond formation and performance. In Wood Handbook—Wood as an Engineering Material; Forest Products Laboratory: Madison, WI, USA, 2010; Chapter 10. [Google Scholar]
- Hänsel, A.; Sandak, J.; Sandak, A.; Mai, J.; Niemz, P. Selected Previous Findings on the Factors Influencing the Gluing Quality of Solid Wood Products in Timber Construction and Possible Development: A Review. Wood Mater. Sci. Eng. 2022, 17, 230–241. [Google Scholar] [CrossRef]
- Hovanec, D. Effect of Wood Characteristics on Adhesive Bond Quality of Yellow Poplar for Use in Cross-Laminated Timbers. Master’s Thesis, West Virginia University, Morgantown, WV, USA, 2015. [Google Scholar]
- Burch, C.P. Adhesion Fundamentals in Spotted Gum (Corymbia spp.). Master’s Thesis, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA, 2015. [Google Scholar]
- Chen, C.M. Effect of Extractive Removal on Adhesion and Wettability of Some Tropical Woods. For. Prod. J. 1970, 20, 36–41. [Google Scholar]
- Moredo, C.C., Jr.; Sakuno, T.; Kawada, T. The Improvement of Bond Strength Properties and Surface Characteristics of Resinous Woods. J. Adhes. 1996, 59, 183–195. [Google Scholar] [CrossRef]
- Hse, C.Y.; Kuo, M.L. Influence of Extractives on Wood Gluing and Finishing: A Review. For. Prod. J. 1988, 38, 52–56. [Google Scholar]
- Wade, J. Peeling and Gluing of New South Wales Eucalypts; Technical Paper No. 55; Forestry Commission of New South Wales: New South Wales, Australia, 1991. [Google Scholar]
- Plomley, K.F.; Hillis, W.E.; Hirst, K. The Influence of Wood Extractives on Glue-Wood Bond. I. The Effect of Kind and Amount of Commercial Tannins and Crude Wood Extracts on Phenolic Bonding. Holzforschung 1976, 30, 14–19. [Google Scholar] [CrossRef]
- Yazaki, Y.; Collins, P.J.; Iwashima, T. Extractives from Blackbutt (Eucalytus pilularis) Wood Which Affect Gluebond Quality of Phenolic Resins. Holzforschung 1993, 47, 412–418. [Google Scholar] [CrossRef]
- Onishi, H.; Goto, T. Studies on the Wood gluing VIII. The Effects of Wood Extractives on the Gelation Time of Urea Formaldehyde Resin Adhesive. In Study on the Gluability of Tropical Woods. II. Gelation Time of Urea Formaldehyde Resin Adhesive; Yamagishi, Y., Kawai, N., Ono, S., Eds.; Bulletin of the Faculty of Agriculture; Shimane University: Matsue, Japan, 1971; pp. 61–65. [Google Scholar]
- Alamsyah, E.M.; Yamada, M.; Taki, K. Bondability of Tropical Fast-Growing Tree Species 111: Curing Behaviour of Resorcinol Formaldehyde Resin Adhesive at Room Temperature and Effects of Extractives of Acacia mangium Wood on Bonding. J. Wood Sci. 2008, 54, 208–213. [Google Scholar] [CrossRef]
- Wood Solutions. Available online: https://www.woodsolutions.com.au/wood-species (accessed on 16 March 2022).
- QTimber. Available online: https://qtimber.daf.qld.gov.au/browse-timbers (accessed on 16 March 2022).
- Hopewell, G. Characteristics, Utilisation and Potential Markets for Cape York Peninsula Timbers; Agency for Food and Fibre Sciences Report; Queensland Forestry Research Institute: Brisbane, Australia, 2001. [Google Scholar]
- Collett, B.M. A Review of Surface and Interfacial Adhesion in Wood Science and Related Fields. Wood Sci. Technol. 1972, 6, 1–42. [Google Scholar] [CrossRef]
- Frihart, C.R. Adhesive Interactions with Wood. In Fundamentals of Composite Processing: Proceedings of a Workshop; Winandy, J.E., Kamke, F.A., Eds.; General Technical Report FPL-GTR-149; US Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2004. [Google Scholar]
- Sernek, M.; Resnik, J.; Kamke, F.A. Penetration of Liquid Urea-Formaldehyde Adhesive into Beech Wood. Wood Fiber Sci. 1999, 31, 41–48. [Google Scholar]
- Paris, J.L. Wood Adhesive Bondline Analyses with Micro X-ray Computed Tomography. Ph.D. Dissertation, Oregon State University, Corvallis, OR, USA, 2014. [Google Scholar]
- Luedtke, J.; Amen, C.; van Ofen, A.; Lehringer, C. 1C-PUR-bonded Hardwoods for Engineered Wood Products: Influence of Selected Processing Parameters. Eur. J. Wood Prod. 2015, 73, 167–178. [Google Scholar] [CrossRef]
- Kamke, F.A.; Lee, J.N. Adhesive Penetration in Wood—A Review. Wood Fiber Sci. 2007, 39, 205–220. [Google Scholar]
- Gavrilovic-Grmusa, I.; Miljković, J.; Djiporović-Momčilović, M. Influence of the degree of condensation on the radial penetration of urea formaldehyde adhesives into Silver Fir (Abies alba Mill.) wood tissue. J. Adhes. Sci. Technol. 2010, 24, 1437–1453. [Google Scholar] [CrossRef]
- Gavrilovic-Grmusa, I.; Dunky, M.; Miljković, J.; Djiporović-Momčilović, M. Radial penetration of urea-formaldehyde adhesive resins into beech (Fagus Moesiaca). J. Adhes. Sci. Technol. 2010, 24, 1753–1768. [Google Scholar] [CrossRef]
- Gavrilovic-Grmusa, I.; Dunky, M.; Miljković, J.; Djiporović-Momčilović, M. Influence of the degree of condensation of urea-formaldehyde adhesives on the tangential penetration into beech and fir and on the shear strength of the adhesive joints. Eur. J Wood Wood Prod. 2012, 70, 655–665. [Google Scholar] [CrossRef]
- Gavrilovic-Grmusa, I.; Dunky, M.; Miljković, J.; Djiporović-Momčilović, M. Influence of the viscosity of UF resins on the radial and tangential penetration into poplar wood and on the shear strength of adhesive joints. Holzforschung 2012, 66, 849–856. [Google Scholar] [CrossRef]
- Gavrilovic-Grmusa, I.; Dunky, M.; Miljković, J.; Djiporović-Momčilović, M.; Popović, M.; Popović, J. Influence of pressure on the radial and tangential penetration of adhesive resin into poplar and on the shear strength of adhesive joints. Bioresources 2016, 11, 2238–2255. [Google Scholar] [CrossRef]
- Nuryawan, A.; Park, B.; Singh, A.P. Penetration of urea-formaldehyde resins with different formaldehyde/urea mole ratios into softwood tissues. Wood Sci. Technol. 2014, 48, 889–902. [Google Scholar] [CrossRef]
- Jakes, J.E.; Frihart, C.R.; Hunt, C.G.; Yelle, D.J.; Plaza, N.Z.; Lorenz, L.F.; Ching, D.J. Integrating multiscale studies of adhesive penetration into wood. For. Prod. J. 2018, 68, 340–348. [Google Scholar] [CrossRef]
- Redman, A.L.; Bailleres, H.; Turner, I.; Perré, P. Characterisation of wood water relationships and transverse anatomy and their relationship to drying degrade. Wood Sci. Technol. 2016, 50, 739–757. [Google Scholar] [CrossRef]
- Dadswell, H.E. The Anatomy of Eucalypt Woods; Paper No, 66; Forest Products Laboratory, Division of Applied Chemistry Technological, Commonwealth Scientific and Industrial Research Organisation (CSIRO): Canberra, Australia, 1972. [Google Scholar]
- Queensland Government. Wood Properties and Uses of Australian Timbers: Spotted Gum. 2021. Available online: https://www.business.qld.gov.au/industries/farms-fishing-forestry/forests-wood/properties-timbers/spotted-gum (accessed on 12 January 2021).
- Kumar, R.N.; Pizzi, A. Adhesives for Wood and Lignocellulosic Materials, 1st ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA; Scrivener Publishing LLC: Beverly, MA, USA, 2019. [Google Scholar]
- Sage, G.N.; Tiu, W.P. The Effect of Glue-line Voids and Inclusions on the Fatigue Strength of Bonded Joints in Composites. Composites 1982, 13, 228–232. [Google Scholar] [CrossRef]
- Duhamel, G. Why You Have Voids in Your Cured Adhesive. 2016. Available online: https://www.appli-tec.com/articles/voids-cured-adhesive/ (accessed on 11 January 2021).
- Permabond. How to Eliminate Air from Adhesive and Remove Air from a Bond Joint. 2021. Available online: https://www.permabond.com/resource-center/eliminate-air-adhesive-remove-air-bond-joint/ (accessed on 10 January 2021).
- Nicholas, D.D.; Thomas, R.J. The Influence of Enzymes on the Structure and Permeability of Loblolly Pine. In Proceedings of the American Wood Preservers’ Association, 22–24 April 1968; Volume 64, pp. 1–7. [Google Scholar]
- Morrell, J.; Morris, P. Methods for Improving Preservative Penetration into Wood: A Review. In Proceedings of the International Group on Wood Preservation, IRG/WP 02-40227, Cardiff, UK, 12–17 May 2002. [Google Scholar]
- Durmaz, S.; Yildiz, U.; Yildiz, S. Alkaline Enzyme Treatment of Spruce Wood to Increase Permeability. Bioresources 2015, 10, 4403–4410. [Google Scholar] [CrossRef]
- Mantanis, G.I.; Young, R.A.; Rowell, R.M. swelling of wood. part ii. swelling in organic liquids. Holzforschung 1994, 48, 480–490. [Google Scholar] [CrossRef]
- Archer, K.; Lebow, S. Chapter 9. Wood Preservation. In Primary Wood Processing. Principles and Practice, 2nd ed.; Walker, J., Ed.; Springer: Dordrecht, The Netherlands, 2006. [Google Scholar]
- Thaler, N.; Lesar, B.; Humar, M. Performance of Selected Copper Amine Based Wood Preservative Supplemented with Wood Swelling Agents. Wood Res. 2012, 57, 453–462. [Google Scholar]
- Rak, J.R. Penetration by and Stability of Copper-Chrome-Arsenic Wood Preservatives; Information Report OPX 87E; Environment Canada, Forest Service, Eastern Forest Products Laboratory: Gatineau, QC, Canada, 1975. [Google Scholar]
- Gjovik, L.R. Treatability of Southern Pine, Douglas-fir and Engelmann Spruce Heartwood with Ammoniacal Copper Arsenate and Chromated Copper Arsenate. In Proceedings of the American Wood Preservers Association, Kansas City, USA, 17–20 April 1983; Volume 79, pp. 18–30. [Google Scholar]
- Rhatigan, R.G.; Freitag, C.; El-Kasmi, S.; Morell, J.J. Preservative Treatment of Scots Pine and Norway spruce. For. Prod. J. 2004, 54, 91–94. [Google Scholar]
- Rademacher, J. Improving Penetration of Copper in Micronized Copper Azole Pressure Treated Michigan Red Pine. Masters’s Thesis, Forestry, Michigan State University, East Lansing, MI, USA, 2011. [Google Scholar]
- Kumar, S.; Morrell, J.J. Penetration and Absorption of Different CCA compositions in Six Western Conifers. For. Prod. J. 1989, 39, 19–24. [Google Scholar]
- Meijer, M.; Van de Velde, B.; Militz, H. Rheological Approach to the Capillary Penetration of Coating into Wood. J. Coat. Technol. 2001, 73, 914. [Google Scholar] [CrossRef]
- Chen, D.; Berk, R.; Kubes, G. Effect of Different Wood Species on the Performance of Surfactants Used to Improve the Rate of Kraft Liquor Penetration into Chips. Cellul. Chem. Technol. 2010, 45, 51–56. [Google Scholar]
- Kayihan, F. Method of Perfusing a Porous Workpiece with a Chemical Composition Using Cosolvents. U.S. Patent 5,094,892, 10 March 1992. [Google Scholar]
- Acda, M.N.; Morrell, J.J.; Levien, K.L. Supercritical Fluid Impregnation of Selected Wood Species with Tebuconazole. Wood Sci. Technol. 2001, 35, 127–136. [Google Scholar] [CrossRef]
- Wood, K.C.; Morrell, J.; Leggate, W. Enhancing the Durability of Low Durability Eucalyptus Plantation Species: A Review of Strategies. In Proceedings of the International Research Group on Wood Protection, IRG/WP 20-40910, Bled, Slovenia, 10–11 June 2020. [Google Scholar]
- Kumar, C. Investigation of an Innovative Preservative Treatment of Green Timber Using Compression. Wood Mater. Sci. Eng 2021. [Google Scholar] [CrossRef]
- Itoh, S.; Rahman, G.M.S. Underwater Shock Wave Treatment of Wood for Improving the Fire Protecting Properties. Trans. Mater. Res. Soc. Jpn. 2010, 35, 537–541. [Google Scholar] [CrossRef][Green Version]
- Tanaka, T.; Avramidis, S.; Shida, S. A Preliminary Study on Ultrasonic Treatment Effect on Transverse Wood Permeability. Madera. Cienc. Technol. 2010, 12, 3–9. [Google Scholar] [CrossRef]
- Frihart, C.R.; Brandon, R.; Beecher, J.F.; Ibach, R.E. Adhesives for achieving durable bonds with acetylated wood. Polymers 2017, 9, 731. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Air-Dry Density (kgs/m3) | Tangential Shrinkage (%) | Radial Shrinkage (%) | Tangential Unit Movement (%) | Radial Unit Movement (%) | |
|---|---|---|---|---|---|
| Spotted gum (Corymbia spp.) | 1010 | 6.10 | 4.30 | 0.38 | 0.32 |
| Darwin stringybark (Eucalyptus tetradonta) | 1090 | 4.90 | 3.80 | 0.38 | 0.31 |
| Radiata pine (Pinus radiata) | 550 | 5.00 | 3.00 | 0.27 | 0.20 |
| Spruce (Picea abies) | 470 | 5.00 | 1.90 | 0.33 | 0.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leggate, W.; McGavin, R.L.; Outhwaite, A.; Gilbert, B.P.; Gunalan, S. Barriers to the Effective Adhesion of High-Density Hardwood Timbers for Glue-Laminated Beams in Australia. Forests 2022, 13, 1038. https://doi.org/10.3390/f13071038
Leggate W, McGavin RL, Outhwaite A, Gilbert BP, Gunalan S. Barriers to the Effective Adhesion of High-Density Hardwood Timbers for Glue-Laminated Beams in Australia. Forests. 2022; 13(7):1038. https://doi.org/10.3390/f13071038
Chicago/Turabian StyleLeggate, William, Robert L. McGavin, Andrew Outhwaite, Benoit P. Gilbert, and Shanmuganathan Gunalan. 2022. "Barriers to the Effective Adhesion of High-Density Hardwood Timbers for Glue-Laminated Beams in Australia" Forests 13, no. 7: 1038. https://doi.org/10.3390/f13071038
APA StyleLeggate, W., McGavin, R. L., Outhwaite, A., Gilbert, B. P., & Gunalan, S. (2022). Barriers to the Effective Adhesion of High-Density Hardwood Timbers for Glue-Laminated Beams in Australia. Forests, 13(7), 1038. https://doi.org/10.3390/f13071038