Quality Control of Thermally Modified Timber Using Dynamic Vapor Sorption (DVS) Analysis

 ,
, 
 , ,
, ,  ,
,  ,
,
Abstract
1. Introduction
2. Material and Methods
2.1. Material
2.2. Characterisation of Thermally Modified Timber (TMT)
2.3. DVS Analysis of TMT
3. Results and Discussion
3.1. Properties of Thermally Modified Timber (TMT)
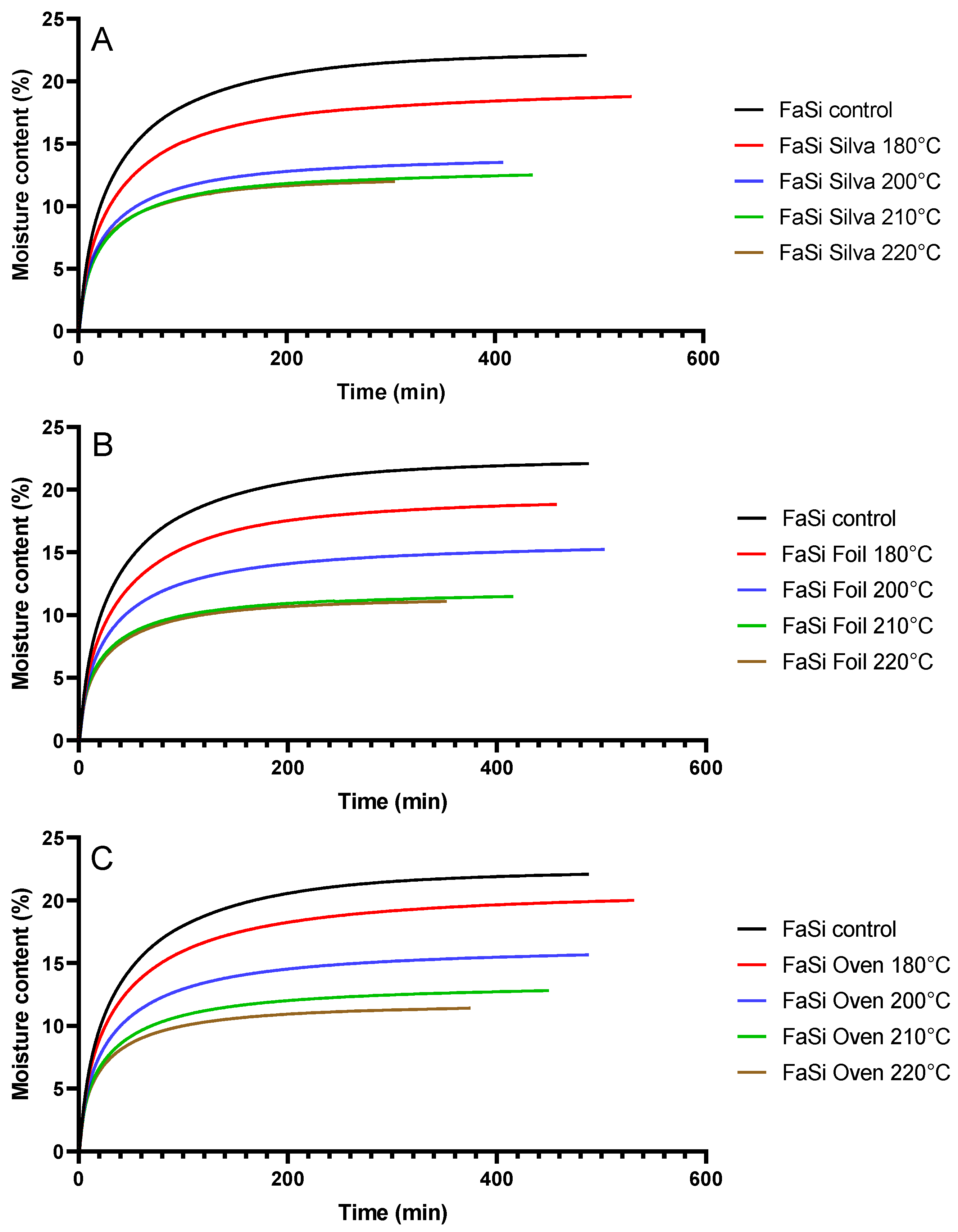
3.2. DVS Analysis of TMT
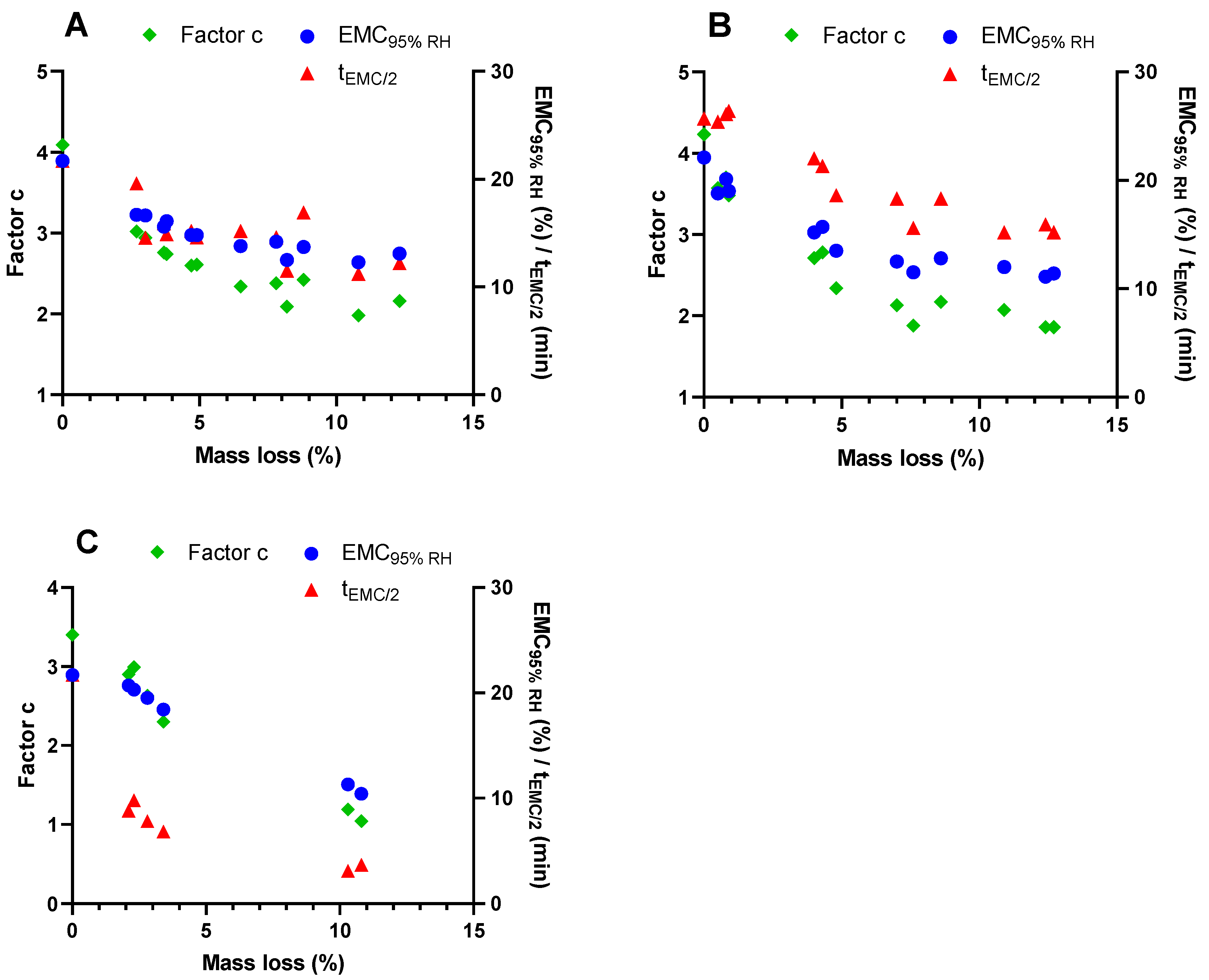
3.3. Correlations between Modification Intensity and DVS-Derived Parameters
4. Conclusions
- Lightness, L*, correlated well with MLTM, but the a* and b* coordinates did not. Since TMT is not UV stable, its colour changes during light exposure and weathering.
- Various parameters derived from DVS analysis of, in total, 26 different TMT materials showed high potential to predict the treatment intensity of thermal modification reliably and might, therefore, serve as quality control indicators.
- The equilibrium moisture content at 95% RH (EMC95% RH), the time needed to reach equilibrium state (t95% RH), the time needed to reach half value of the equilibrium moisture content (tEMC/2), the time required to reach 10% MC (t10% MC), and factor c derived from a logarithmic function (y = c × ln(x) + b), were among the most promising indicators.
- The current DVS measurements suggest that EMC95% RH, t10% MC and factor c could be used as alternative parameters to determine the quality of the modification process.
- Further work with other wood species, different modification approaches, and also other parameters gained from DVS measurements than described here, is recommended to understand the robustness of the new proposed quality control parameters.
- DVS measurements were found to be a suitable method for the assessment of the modification degree of wood modified according to the Silvapro method.
- Aluminium foil has a positive effect on the performance of thermally modified wood in an open thermal modification system.
- Future studies should also show whether DVS-derived indicators can predict the outdoor moisture performance of TMT.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cheung, K.C.K. Wooden Structures. Ref. Modul. Mater. Sci. Mater. Eng. 2019, 1, 1–14. [Google Scholar] [CrossRef]
- Humar, M.; Kržišnik, D.; Lesar, B.; Brischke, C. The performance of wood decking after five years of exposure: Verification of the combined effect of wetting ability and durability. Forests 2019, 10, 903. [Google Scholar] [CrossRef]
- Zabel, R.A.; Morrell, J.J. Wood Microbiology: Decay and its Prevention, 2nd ed.; Academic Press: Amsterdam, The Netherlands, 2020; ISBN 9780128194652 0128194650. [Google Scholar]
- Kutnik, M.; Suttie, E.; Brischke, C. European standards on durability and performance of wood and wood-based products—Trends and challenges. Wood Mater. Sci. Eng. 2014, 9, 122–133. [Google Scholar] [CrossRef]
- Richardson, B.A. Wood Preservation, 2nd ed.; E. & F.N. Spon: London, UK, 1993; ISBN 9780203474037. [Google Scholar]
- Humar, M. Protection of the bio-based material. In Performance of Bio-based Building Materials; Dennis, J., Brischke, C., Eds.; Woodhead Publishing: Duxford, UK, 2017; pp. 187–240. ISBN 9780081009925. [Google Scholar]
- Militz, H. Wood Modification in Europe in the year 2015: A Success Story? In Proceedings of the Eighth European Conference on Wood Modification, Helsinki, Finland, 26–27 October 2015; Mark, H., Rautkari, L., Tuuli, U., Brigitte, J., Militz, H., Eds.; pp. 1–4. [Google Scholar]
- Goli, G.; Todaro, L. Wood Modification in Europe: Processes, Products, Applications; GESAAF—University of Florence: Florence, Italy, 2018; p. 41. [Google Scholar]
- Esteves, B.M.; Pereira, H.M. Wood modification by heat treatment: A review. BioResources 2009, 4, 370–404. [Google Scholar]
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; John Wiley and Sons: Hoboken, NJ, USA, 2006; ISBN 9780470021729. [Google Scholar]
- Ugovšek, A.; Šubic, B.; Rep, G.; Humar, M.; Lesar, B.; Thaler, N.; Brischke, C.; Jones, D.; Lozano, J.I. Performance of Windows and façade elements made of thermally modified Norway spruce (Picea abies) in different climatic conditions. In Proceedings of the WCTE 2016—World Conference on Timber Engineering, Vienna, Austria, 22–25 August 2016. [Google Scholar]
- Willems, W.; Lykidis, C.; Altgen, M.; Clauder, L. Quality control methods for thermally modified wood: COST action FP0904 2010-2014: Thermo-hydro-mechanical wood behaviour and processing. Holzforschung 2015, 69, 875–884. [Google Scholar] [CrossRef]
- Candelier, K.; Thevenon, M.F.; Petrissans, A.; Dumarcay, S.; Gerardin, P.; Petrissans, M. Control of wood thermal treatment and its effects on decay resistance: A review. Ann. Forest Sci. 2016, 73, 571–583. [Google Scholar] [CrossRef]
- Cerc Korošec, R.; Lavrič, B.; Rep, G.; Pohleven, F.; Bukovec, P. Thermogravimetry as a possible tool for determining modification degree of thermally treated Norway spruce wood. J. Therm. Anal. Calorim. 2009, 98, 189–195. [Google Scholar] [CrossRef]
- Altgen, M.; Welzbacher, C.; Humar, M.; Willems, W.; Militz, H. Bestimmung der Behandlungsqualitat von Thermoholz mithilfe von Schnellverfahren. Holztechnologie 2012, 6, 44–49. [Google Scholar]
- Welzbacher, C.R.; Brischke, C.; Rapp, A.O. Influence of treatment temperature and duration on selected biological, mechanical, physical and optical properties of thermally modified timber. Wood Mater. Sci. Eng. 2007, 2, 66–76. [Google Scholar] [CrossRef]
- Rep, G.; Pohleven, F.; Kosmerl, S. Development of the industrial kiln for thermal wood modification by a procedure with an initial vacuum and commercialisation of modified Silvapro wood. In Proceedings of the 6th European Conference on Wood Modification; Jones, D., Militz, H., Petrič, M., Pohleven, F., Humar, M., Pavlič, M., Eds.; University of Ljubljana: Ljubljana, Slovenia, 2012; pp. 11–17. [Google Scholar]
- Brischke, C.; Welzbacher, C.R.; Brandt, K.; Rapp, A.O. Quality control of thermally modified timber: Interrelationship between heat treatment intensities and CIE L*a*b* color data on homogenized wood samples. Holzforschung 2007, 61, 19–22. [Google Scholar] [CrossRef]
- Sundqvist, B.; Karlsson, O.; Westermark, U. Determination of formic-acid and acetic acid concentrations formed during hydrothermal treatment of birch wood and its relation to colour, strength and hardness. Wood Sci. Technol. 2006, 40, 549–561. [Google Scholar] [CrossRef]
- Torniainen, P.; Elustondo, D.; Dagbro, O. Industrial validation of the relationship between color parameters in thermally modified spruce and pine. BioResources 2016, 11, 1369–1381. [Google Scholar] [CrossRef]
- Bächle, H.; Zimmer, B.; Wegener, G. Classification of thermally modified wood by FT-NIR spectroscopy and SIMCA. Wood Sci. Technol. 2012, 46, 1181–1192. [Google Scholar] [CrossRef]
- Tong, L.; Zhang, W.; Lu, W. Prediction of colour change of thermally modified wood by near infrared spectroscopy. J. Near Infrared Spectrosc. 2016, 24, 563–569. [Google Scholar] [CrossRef]
- Hietala, S.; Maunu, S.L.; Sundholm, F.; Jämsä, S.; Viitaniemi, P. Structure of thermally modified wood studied by liquid state NMR measurements. Holzforschung 2002, 56, 522–528. [Google Scholar] [CrossRef]
- Altgen, M.; Welzbacher, C.; Humar, M.; Militz, H. ESR-spectroscopy as a potential method for the quality control of thermally modified wood. In Proceedings of the Current and Future Trends of Thermo-Hydro-Mechanical Modification of Wood Opportunities for New Markets; Navi, P., Ed.; Université de Lorraine: Nancy, France, 2012; pp. 132–134. [Google Scholar]
- Xiuyan, J. ESR technology—An effective method for researching wood surface modification. J. Northeast For. Univ. 1995, 6, 73–75. [Google Scholar] [CrossRef]
- Candelier, K.; Hannouz, S.; Elaieb, M.; Collet, R.; Dumarçay, S.; Pétrissans, A.; Gérardin, P.; Pétrissans, M. Utilization of temperature kinetics as a method to predict treatment intensity and corresponding treated wood quality: Durability and mechanical properties of thermally modified wood. Maderas Ciencia Tecnol. 2015, 17, 253–262. [Google Scholar] [CrossRef]
- Rapp, A.O.; Brischke, C.; Welzbacher, C.R. Interrelationship between the severity of heat treatments and sieve fractions after impact ball milling: A mechanical test for quality control of thermally modified wood. Holzforschung 2006, 60, 64–70. [Google Scholar] [CrossRef]
- Šušteršic, Ž.; Mohareb, A.; Chaouch, M.; Pétrissans, M.; Petrič, M.; Gérardin, P. Prediction of the decay resistance of heat treated wood on the basis of its elemental composition. Polym. Degrad. Stab. 2010, 95, 94–97. [Google Scholar] [CrossRef]
- Kržišnik, D.; Lesar, B.; Thaler, N.; Humar, M. Influence of natural and artificial weathering on the colour change of different wood and wood-based materials. Forests 2018, 9, 488. [Google Scholar] [CrossRef]
- Lillqvist, K.; Källbom, S.; Altgen, M.; Belt, T.; Rautkari, L. Water vapour sorption properties of thermally modified and pressurised hot-water-extracted wood powder. Holzforschung 2019, 73, 1059–1068. [Google Scholar] [CrossRef]
- Li, T.; Cheng D, l.i.; Avramidis, S.; Wålinder, M.E.P.; Zhou, D. guo Response of hygroscopicity to heat treatment and its relation to durability of thermally modified wood. Constr. Build. Mater. 2017, 144, 671–676. [Google Scholar] [CrossRef]
- Humar, M.; Lesar, B.; Kržišnik, D. Moisture Performance of Façade Elements Made of Thermally Modified Norway Spruce Wood. Forests 2020, 11, 348. [Google Scholar] [CrossRef]
- CEN. European Standard EN 350—Durability of wood and wood-based products. In Testing and Classification of the Durability to Biological Agents of Wood and Wood-Based Materials; CEN: Brussels, Belgium, 2016. [Google Scholar]
- Brischke, C.; Alfredsen, G. Wood-water relationships and their role for wood susceptibility to fungal decay. Appl. Microbiol. Biotechnol. 2020, 104, 3781–3795. [Google Scholar] [CrossRef] [PubMed]
- Fredriksson, M. On wood-water interactions in the over-hygroscopic moisture range-mechanisms, methods, and influence of wood modification. Forests 2019, 10, 779. [Google Scholar] [CrossRef]
- Aytin, A.; Korkut, S. Effect of thermal treatment on the swelling and surface roughness of common alder and wych elm wood. J. For. Res. 2016, 27, 225–229. [Google Scholar] [CrossRef]
- Willems, W. A Novel Economic Large-scale Production Technology for High-quality Thermally Modified Wood. In 4th European Conference on Wood Modification; Engelund, F., Militz, H., Eds.; SP Technical Research Institute of Sweden: Stockholm, Sweden, 2009; pp. 31–35. ISBN 9789186319366. [Google Scholar]
- Brewe, C.E.; Levine, J. Weight or Volume for Handling Biochar and Biomass? Biochar J. 2015. Available online: www.biochar-journal.org/en/ct/71 (accessed on 4 May 2020).
- Macias, K.A.; Carvajal, M.T. The influence of granule density on granule strength and resulting compact strength. Chem. Eng. Sci. 2012, 72, 205–213. [Google Scholar] [CrossRef]
- Micromeritics Instrument Corporation. GeoPyc 1365 Operator Manual; Micromeritics Instrument Corporation: Norcross, GA, USA, 2017. [Google Scholar]
- Commission Internationale De L’Eclairage CIE Technical Report; Techniques de l’ingénieur: Paris, France, 2004; Volume 552, ISBN 978-3-901-90633-6.
- Pavlic, M.; Kricej, B.; Tomazic, M.; Petric, M. Influence of biocide pre-treatment of wood on performance of exterior coatings. Surface Coatings Int. Part B Coat. Trans. 2005, 88, 41–48. [Google Scholar] [CrossRef]
- Repic, R.; Repič, R.; Repic, R. Alternative methods for quality assesment of thermally modified wood. Master’s Thesis, Biotechnical Faculty, University of Ljubljana, Ljubljana, Slovenia, 2018. [Google Scholar]
- González-Peña, M.M.; Hale, M.D.C. Colour in thermally modified wood of beech, Norway spruce and Scots pine. Part 1: Colour evolution and colour changes. Holzforschung 2009, 63, 385–393. [Google Scholar] [CrossRef]
- Jalaludin, Z.; Hill, C.A.S.; Xie, Y.; Samsi, H.W.; Husain, H.; Awang, K.; Curling, S.F. Analysis of the water vapour sorption isotherms of thermally modified acacia and sesendok. Wood Mater. Sci. Eng. 2010, 5, 194–203. [Google Scholar] [CrossRef]
- Olek, W.; Majka, J.; Czajkowski, Ł. Sorption isotherms of thermally modified wood. Holzforschung 2013, 67, 183–191. [Google Scholar] [CrossRef]
- Wentzel, M.; Altgen, M.; Militz, H. Analyzing reversible changes in hygroscopicity of thermally modified eucalypt wood from open and closed reactor systems. Wood Sci. Technol. 2018, 52, 889–907. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Wood | Temperature (°C) | Process | Mass Loss (%) | Density (kg/m3) | CIE Parameters | ||
|---|---|---|---|---|---|---|---|
| L* | a* | b* | |||||
| Spruce | Control | / | 0.0 | 432 (10) | 83.8 (1.3) | 6.5 (0.4) | 10.4 (0.4) |
| 200 | Silvapro | 3.7 (0.2) | 383 (8) | 53.3 (1.7) | 9.6 (0.5) | 10.4 (0.4) | |
| Al-foil | 2.7 (0.2) | 377 (4) | 59.1 (2.4) | 8.9 (0.5) | 11.3 (0.3) | ||
| Oven | 3.0 (0.3) | 400 (24) | 56.6 (1.8) | 9.0 (0.3) | 10.4 (0.4) | ||
| 210 | Silvapro | 4.9 (0.3) | 410 (8) | 45.0 (3.5) | 10.7 (0.4) | 10.3 (0.4) | |
| Al-foil | 3.8 (0.1) | 401 (5) | 51.9 (1.1) | 10.1 (0.3) | 11.5 (0.4) | ||
| Oven | 4.7 (0.3) | 376 (13) | 47.9 (6.5) | 9.9 (0.9) | 9.9 (0.4) | ||
| 220 | Silvapro | 7.8 (0.2) | 384 (7) | 39.0 (3.9) | 10.3 (0.2) | 8.6 (1.0) | |
| Al-foil | 6.5 (0.3) | 387 (7) | 47.5 (2.3) | 10.7 (0.4) | 10.6 (0.6) | ||
| Oven | 8.8 (1.0) | 420 (42) | 36.3 (5.2) | 10.3 (0.5) | 8.1 (1.4) | ||
| 230 | Silvapro | 10.8 (1.0) | 347 (10) | 34.8 (2.9) | 10.1 (0.4) | 8.1 (0.9) | |
| Al-foil | 8.2 (0.4) | 370 (8) | 42.0 (1.4) | 10.9 (0.0) | 10.1 (0.3) | ||
| Oven | 12.3 (1.2) | 393 (9) | 38.2 (5.4) | 10.2 (1.0) | 8.7 (1.9) | ||
| Beech | Control | / | 0.0 | 690 (38) | 75.4 (1.7) | 6.5 (0.2) | 6.7 (0.4) |
| 180 | Silvapro | 0.9 (0.0) | 734 (10) | 54.5 (1.7) | 8.0 (0.3) | 7.8 (0.2) | |
| Al-foil | 0.5 (0.1) | 672 (9) | 62.0 (1.7) | 7.3 (0.4) | 8.6 (0.2) | ||
| Oven | 0.8 (0.1) | 714 (4) | 61.0 (3.1) | 6.7 (0.8) | 7.1 (0.5) | ||
| 200 | Silvapro | 4.8 (0.6) | 729 (5) | 41.4 (2.4) | 9.4 (0.0) | 7.8 (0.4) | |
| Al-foil | 4.0 (0.1) | 735 (12) | 45.3 (3.8) | 9.7 (0.4) | 9.1 (0.4) | ||
| Oven | 4.3 (0.5) | 720 (8) | 45.4 (3.6) | 9.2 (0.2) | 8.4 (0.4) | ||
| 210 | Silvapro | 7.0 (0.5) | 717 (3) | 39.9 (1.7) | 9.2 (0.2) | 7.2 (0.4) | |
| Al-foil | 7.6 (0.6) | 685 (5) | 36.9 (0.7) | 9.9 (0.0) | 7.5 (0.2) | ||
| Oven | 8.6 (0.4) | 702 (3) | 35.8 (1.9) | 8.9 (0.5) | 6.3 (1.0) | ||
| 220 | Silvapro | 10.9 (0.3) | 704 (14) | 31.2 (2.1) | 7.7 (0.4) | 4.8 (0.5) | |
| Al-foil | 12.4 (0.2) | 660 (8) | 32.1 (1.2) | 8.3 (0.3) | 5.5 (0.5) | ||
| Oven | 12.7 (0.8) | 719 (7) | 35.0 (2.4) | 8.6 (0.2) | 6.1 (0.6) | ||
| Spruce | 160 | 1 bar | 2.3 | 479 (2) | 76.5 (2.4) | 8.3 (0.3) | 10.7 (0.3) |
| 2.1 | 420 (2) | 73.2 (0.9) | 8.3 (0.7) | 10.9 (0.4) | |||
| 3 bar | 2.8 | 437 (7) | 65.7 (2.5) | 9.0 (1.0) | 11.4 (1.0) | ||
| 3.4 | 396 (8) | 66.7 (0.8) | 9.0 (0.5) | 11.3 (0.0) | |||
| 170 | 8 bar | 10.3 | 396 (7) | 49.1 (2.4) | 10.2 (0.8) | 9.9 (0.5) | |
| 10.8 | 397 (10) | 45.5 (1.6) | 10.9 (0.4) | 9.9 (0.0) | |||
| Wood | Temperature (°C) | Process | EMC95% RH (%) | t95% RH (min) | tEMC/2 (min) | t10% MC (min) | Factor c |
|---|---|---|---|---|---|---|---|
| Spruce | Control | / | 21.7 | 532 | 21.7 | 18.3 | 4.09 |
| 200 | Silvapro | 15.6 | 346 | 15.9 | 28.4 | 2.76 | |
| Al-foil | 16.7 | 501 | 19.6 | 30.5 | 3.02 | ||
| Oven | 16.6 | 265 | 14.6 | 21.7 | 2.94 | ||
| 210 | Silvapro | 14.8 | 279 | 14.6 | 30.5 | 2.61 | |
| Al-foil | 16.1 | 438 | 14.9 | 25.1 | 2.74 | ||
| Oven | 14.8 | 340 | 15.2 | 31.5 | 2.60 | ||
| 220 | Silvapro | 14.2 | 396 | 14.6 | 35.2 | 2.38 | |
| Al-foil | 13.8 | 434 | 15.2 | 41.0 | 2.34 | ||
| Oven | 13.7 | 430 | 16.9 | 45.4 | 2.42 | ||
| 230 | Silvapro | 12.3 | 259 | 11.2 | 43.3 | 1.98 | |
| Al-foil | 12.5 | 245 | 11.5 | 43.7 | 2.09 | ||
| Oven | 13.1 | 300 | 12.2 | 38.6 | 2.16 | ||
| Beech | Control | / | 22.1 | 488 | 25.7 | 21.0 | 4.23 |
| 180 | Silvapro | 19.0 | 627 | 26.4 | 29.8 | 3.48 | |
| Al-foil | 18.8 | 458 | 25.4 | 29.1 | 3.57 | ||
| Oven | 20.1 | 606 | 26.1 | 25.4 | 3.70 | ||
| 200 | Silvapro | 13.5 | 409 | 18.6 | 55.5 | 2.34 | |
| Al-foil | 15.2 | 504 | 22.0 | 44.0 | 2.71 | ||
| Oven | 15.7 | 488 | 21.3 | 40.0 | 2.78 | ||
| 210 | Silvapro | 12.5 | 436 | 18.3 | 72.8 | 2.13 | |
| Al-foil | 11.5 | 416 | 15.6 | 101.9 | 1.88 | ||
| Oven | 12.8 | 451 | 18.3 | 69.7 | 2.17 | ||
| 220 | Silvapro | 12.0 | 305 | 15.2 | 74.5 | 2.07 | |
| Al-foil | 11.1 | 353 | 15.9 | 117.1 | 1.86 | ||
| Oven | 11.4 | 375 | 15.2 | 100.6 | 1.86 | ||
| Spruce | 160 | 1 bar | 20.3 | 433 | 9.8 | 9.5 | 2.99 |
| 20.7 | 463 | 8.8 | 8.5 | 2.90 | |||
| 3 bar | 19.5 | 473 | 7.8 | 8.1 | 2.63 | ||
| 18.4 | 488 | 6.8 | 8.5 | 2.30 | |||
| 170 | 8 bar | 11.3 | 183 | 3.1 | 20.3 | 1.19 | |
| 10.4 | 230 | 3.7 | 54.5 | 1.04 |
| Indicator | Spruce | Beech | Spruce UG | |||
|---|---|---|---|---|---|---|
| r | p | r | p | r | p | |
| EMC95% RH | −0.87 | 0.0001 | −0.92 | <0.0001 | −0.77 | <0.0001 |
| t95% RH | −0.51 | 0.0749 | −0.80 | 0.0010 | −0.97 | 0.0003 |
| tEMC/2 | −0.76 | 0.0026 | −0.94 | <0.0001 | 0.73 | 0.0434 |
| t10% MC | 0.85 | 0.0002 | 0.93 | <0.0001 | −1.00 | 0.0643 |
| c | −0.87 | 0.0001 | −0.91 | <0.0001 | −0.99 | <0.0001 |
| Density | −0.44 | 0.1366 | −0.22 | 0.5073 | −0.60 | 0.1475 |
| L* | −0.88 | <0.0001 | −0.90 | <0.0001 | −0.97 | 0.0003 |
| a* | 0.68 | 0.0111 | 0.41 | 0.1614 | 0.92 | 0.0032 |
| b* | −0.77 | 0.0020 | −0.67 | 0.0114 | −0.68 | 0.0931 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Humar, M.; Repič, R.; Kržišnik, D.; Lesar, B.; Cerc Korošec, R.; Brischke, C.; Emmerich, L.; Rep, G. Quality Control of Thermally Modified Timber Using Dynamic Vapor Sorption (DVS) Analysis. Forests 2020, 11, 666. https://doi.org/10.3390/f11060666
Humar M, Repič R, Kržišnik D, Lesar B, Cerc Korošec R, Brischke C, Emmerich L, Rep G. Quality Control of Thermally Modified Timber Using Dynamic Vapor Sorption (DVS) Analysis. Forests. 2020; 11(6):666. https://doi.org/10.3390/f11060666
Chicago/Turabian StyleHumar, Miha, Rožle Repič, Davor Kržišnik, Boštjan Lesar, Romana Cerc Korošec, Christian Brischke, Lukas Emmerich, and Gregor Rep. 2020. "Quality Control of Thermally Modified Timber Using Dynamic Vapor Sorption (DVS) Analysis" Forests 11, no. 6: 666. https://doi.org/10.3390/f11060666
APA StyleHumar, M., Repič, R., Kržišnik, D., Lesar, B., Cerc Korošec, R., Brischke, C., Emmerich, L., & Rep, G. (2020). Quality Control of Thermally Modified Timber Using Dynamic Vapor Sorption (DVS) Analysis. Forests, 11(6), 666. https://doi.org/10.3390/f11060666