


Modeling of Global and Individual Kinetic Parameters in Wheat Straw Torrefaction: Particle Swarm Optimization and Its Impact on Elemental Composition Prediction

 ,
, 
 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Procedure
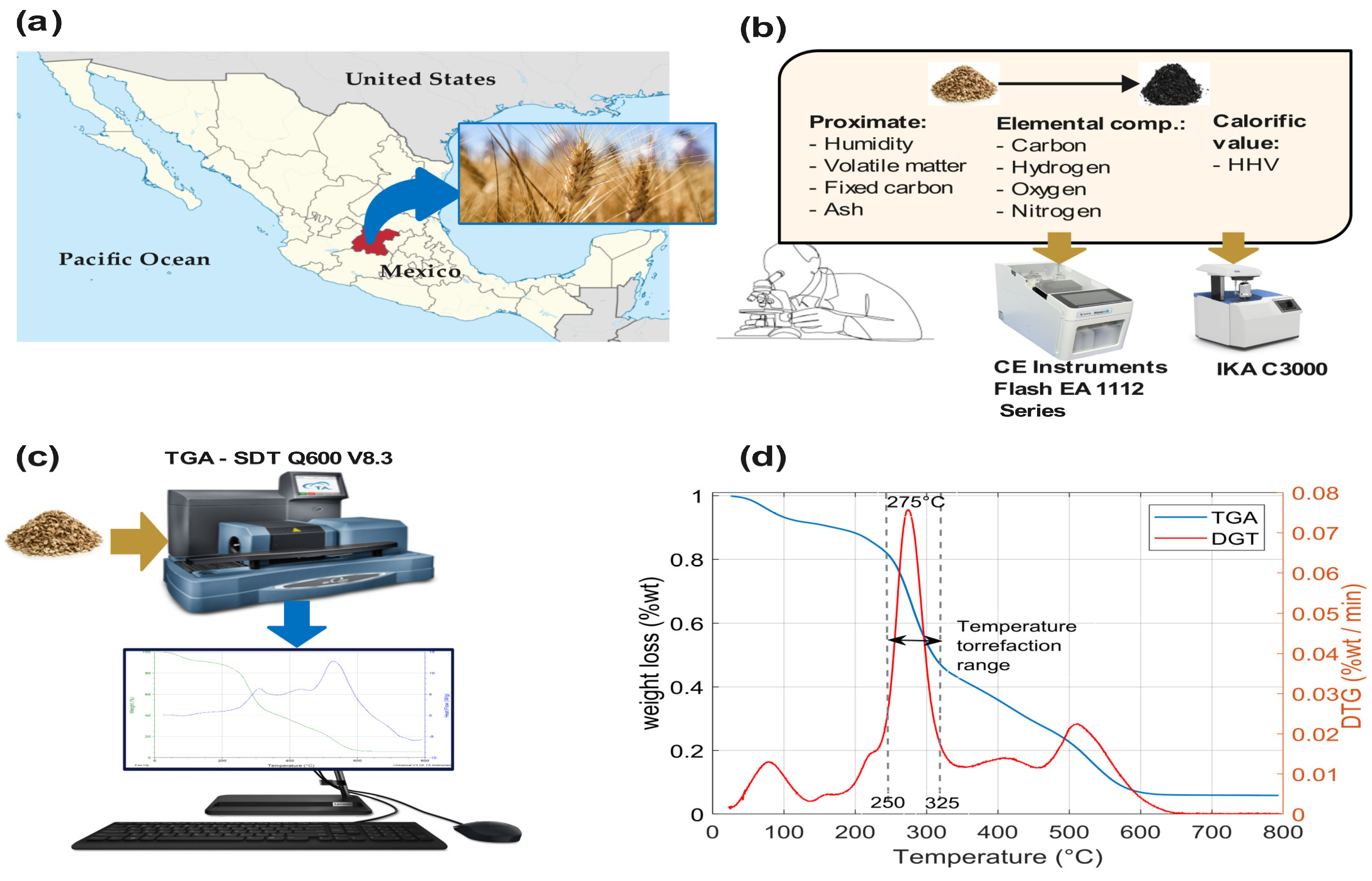
2.1.1. Feedstock and Preparation
2.1.2. Property Characterization
2.1.3. Thermogravimetric Analysis
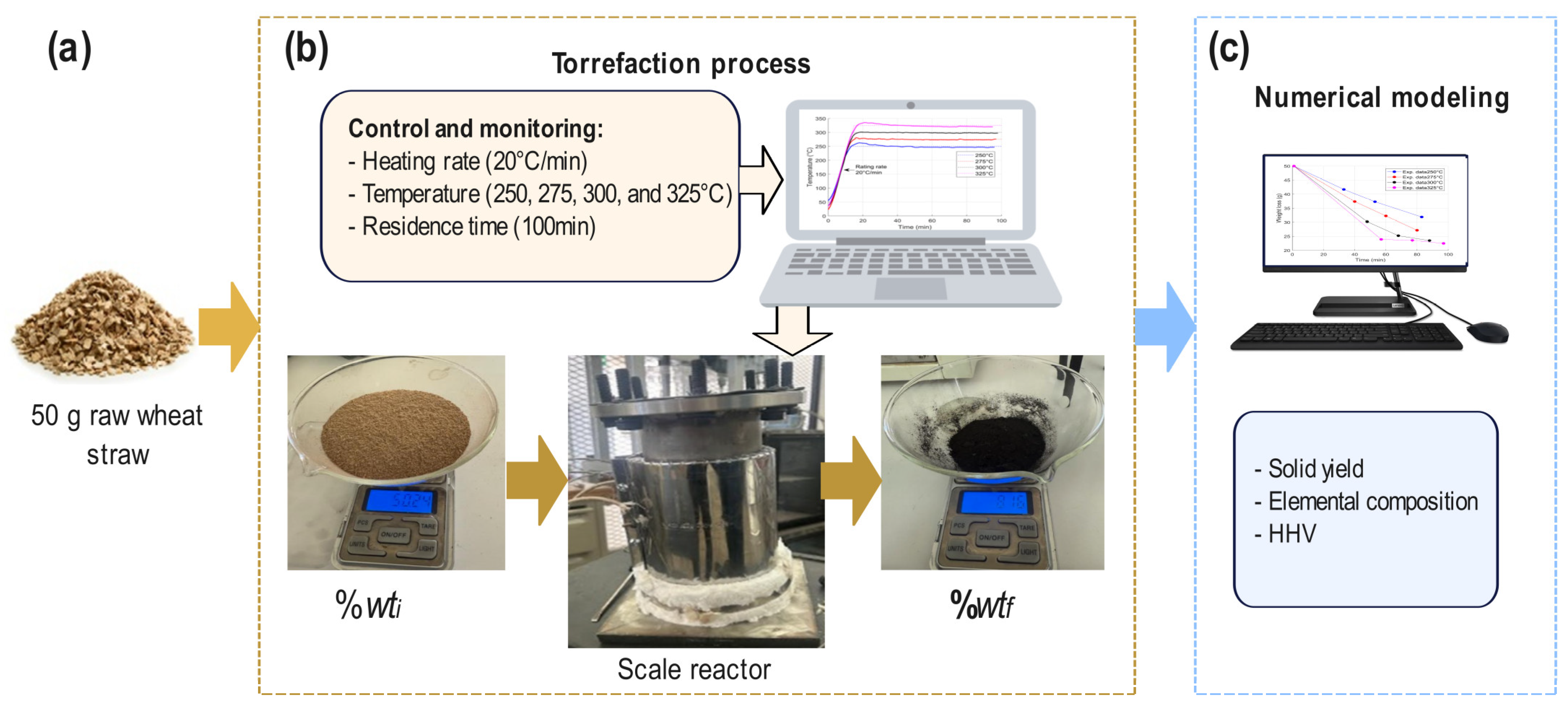
2.1.4. Torrefaction Experiments
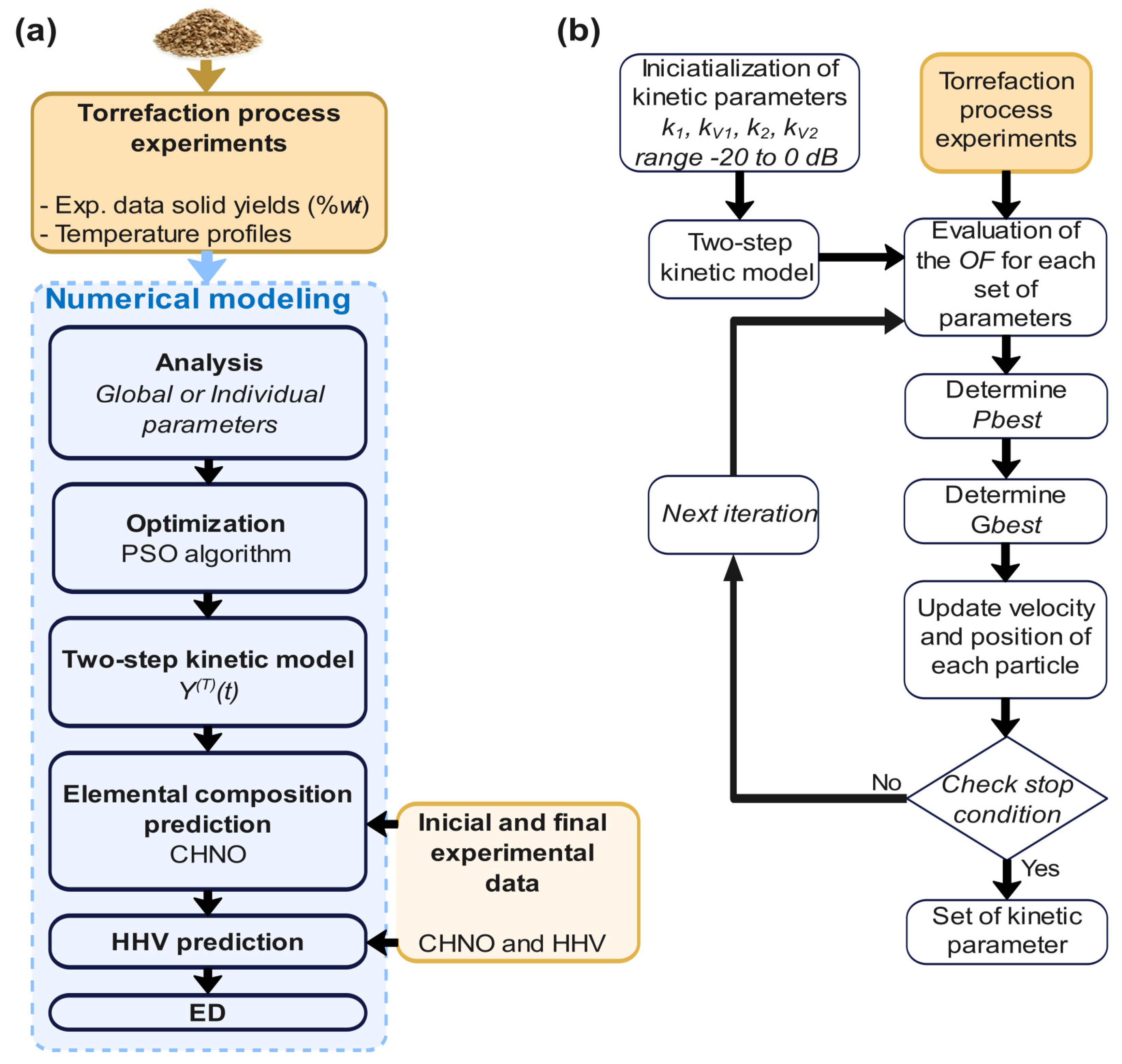
2.2. Numerical Modeling
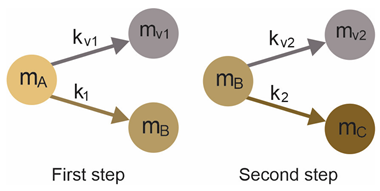
2.2.1. Two-Step Kinetic Model
2.2.2. Elemental Composition Model
2.2.3. Higher Heating Value (HHV) Prediction
2.2.4. Energy Densification (ED)
2.2.5. Particle Swarm Optimization (PSO) Mathematical Model
2.2.6. Model Validation Metrics
2.3. Mathematical Modeling Methodology
3. Results
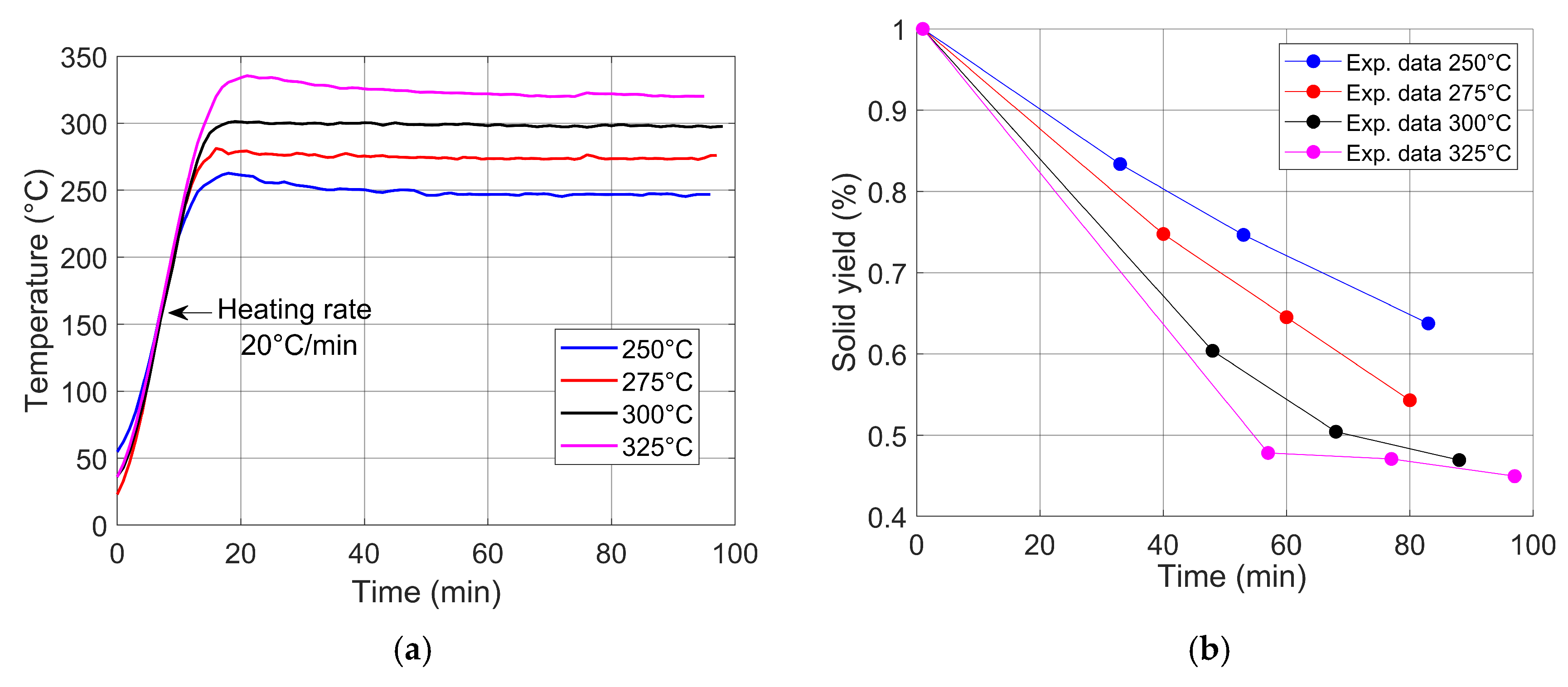
3.1. Isothermal Torrefaction
3.2. Properties of Torrefied Biomass
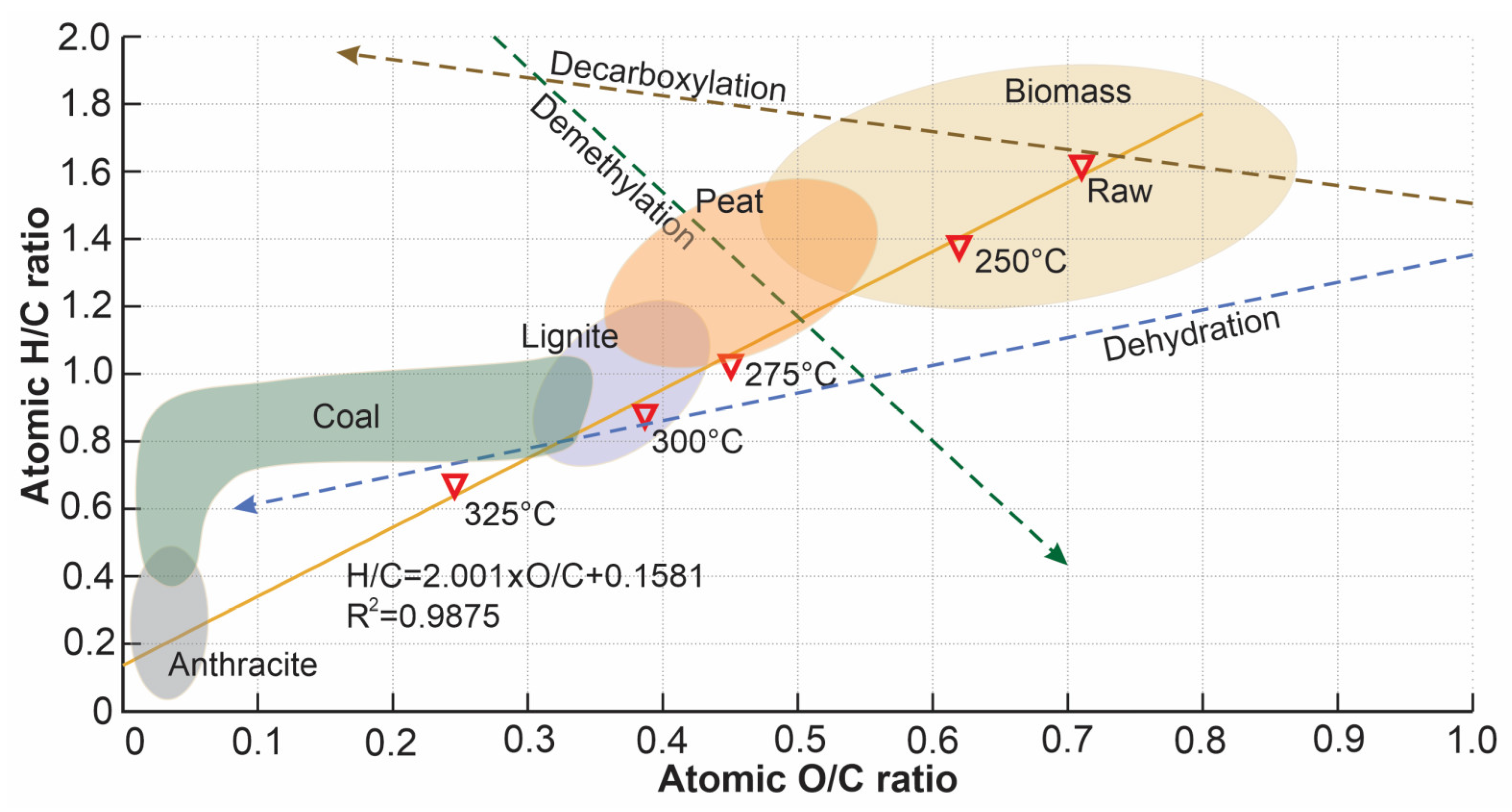
3.2.1. Van Krevelen Diagram
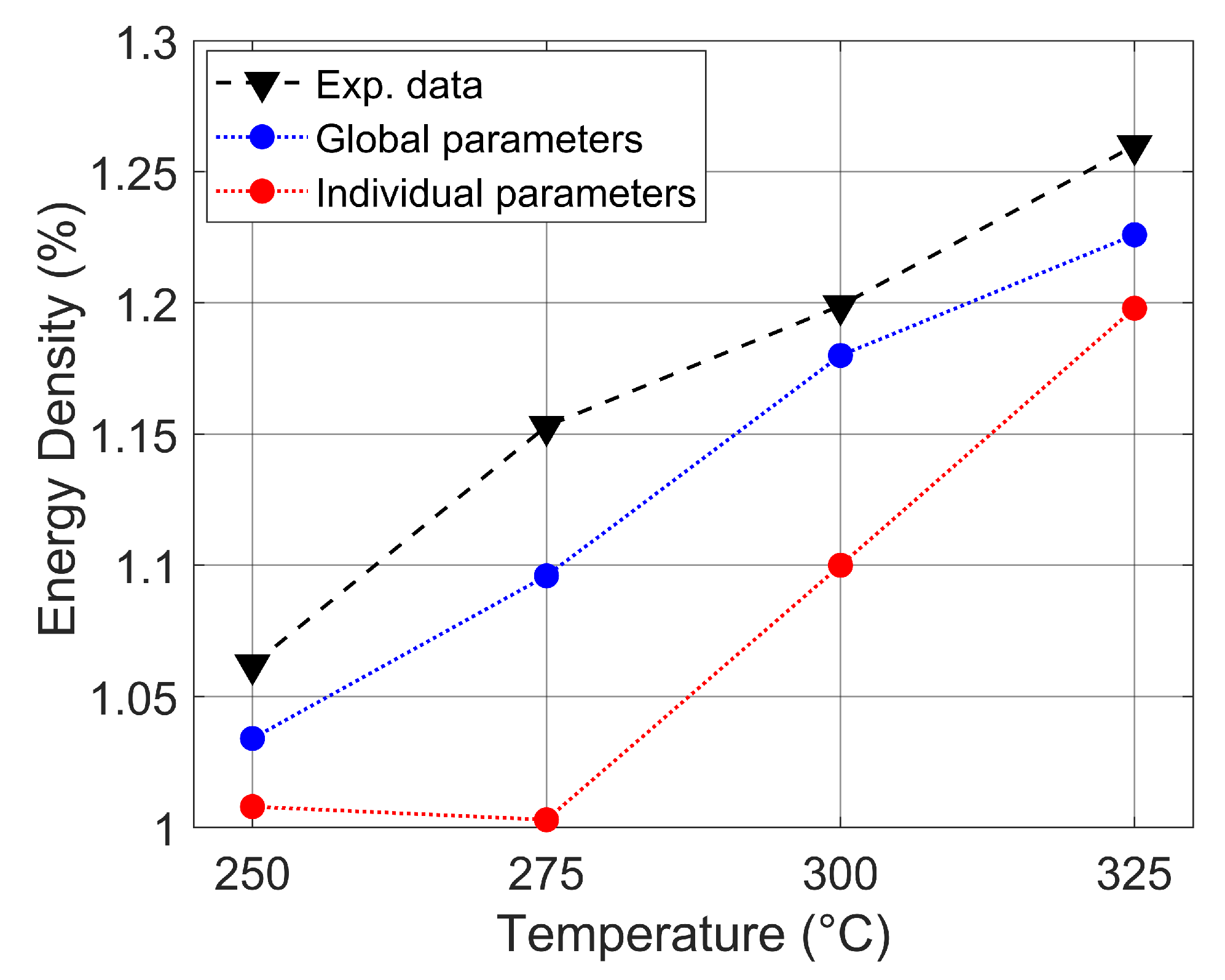
3.2.2. Energy Densification Results
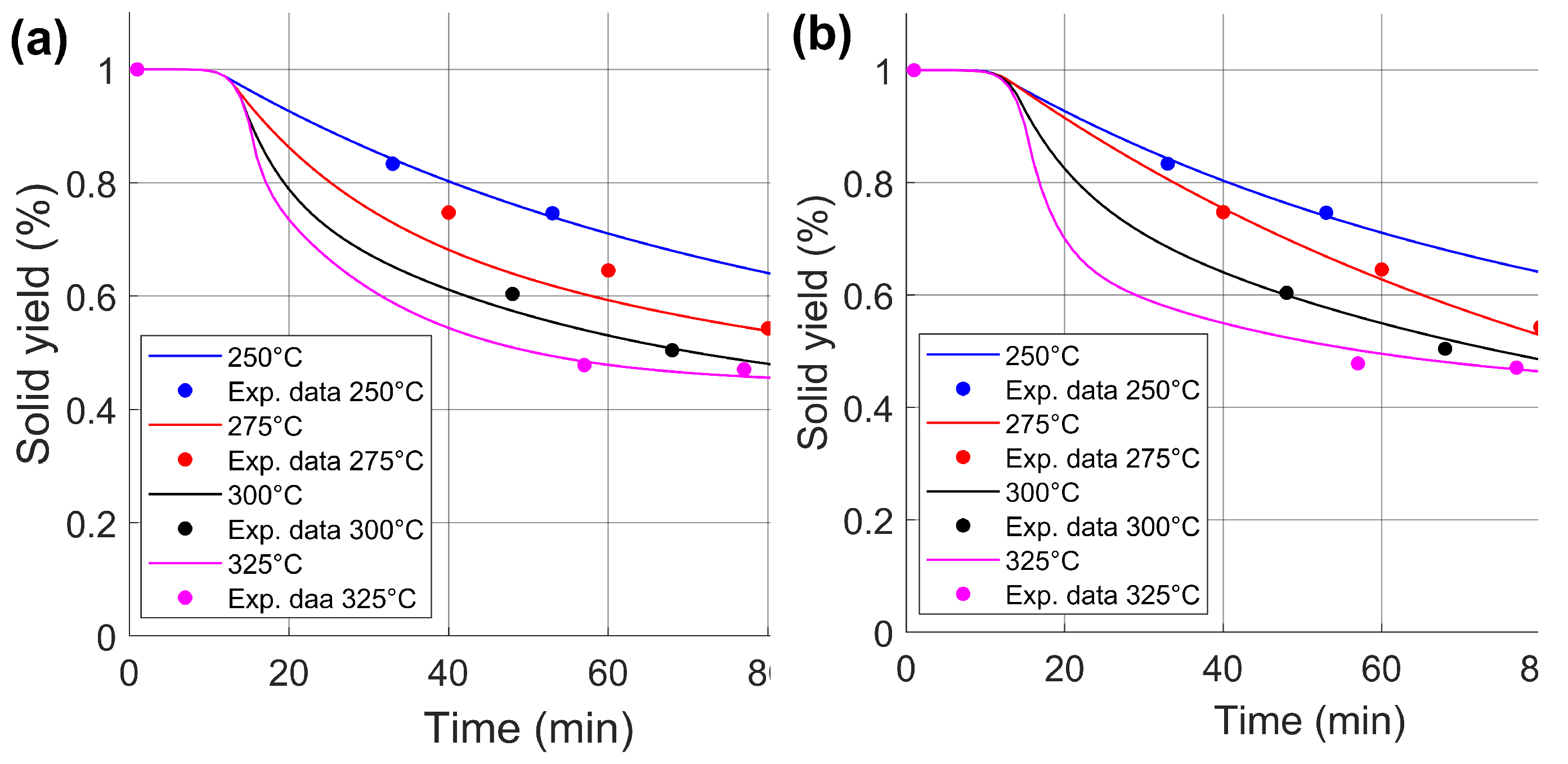
3.3. Torrefaction Kinetics Using PSO Algorithm
3.4. Prediction of Properties of Torrefied Biomass
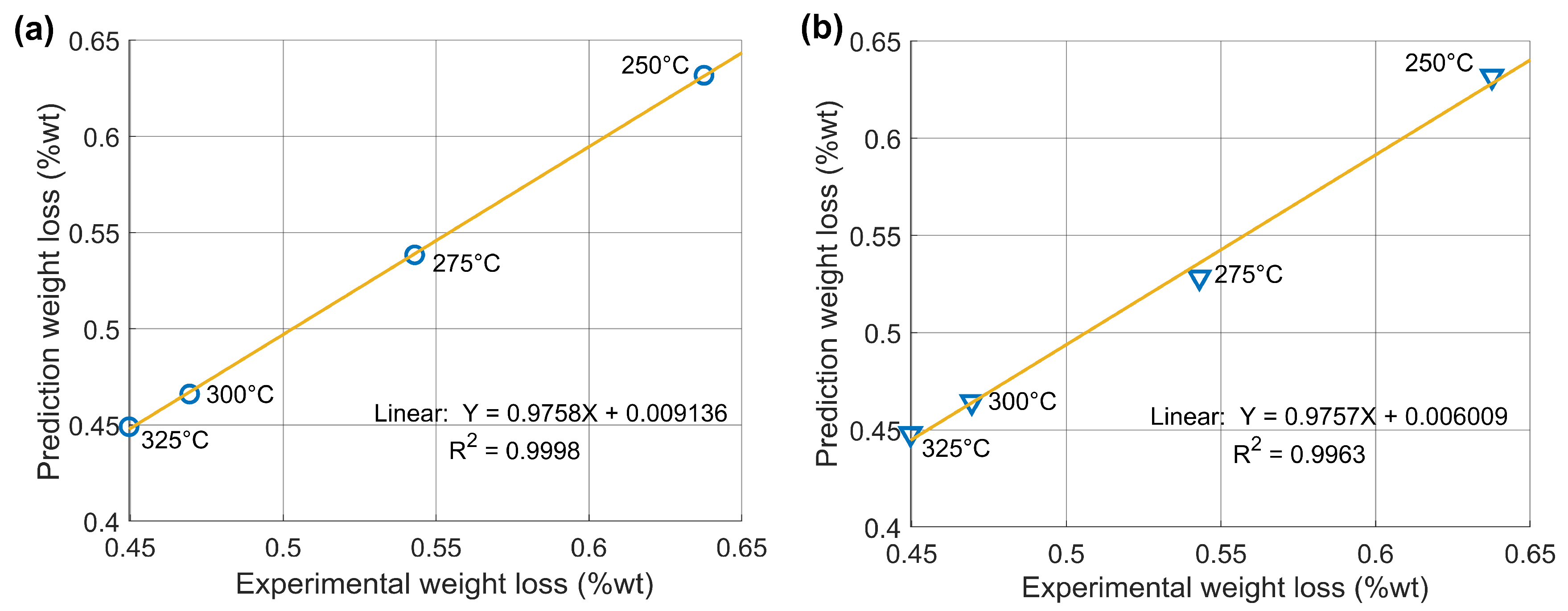
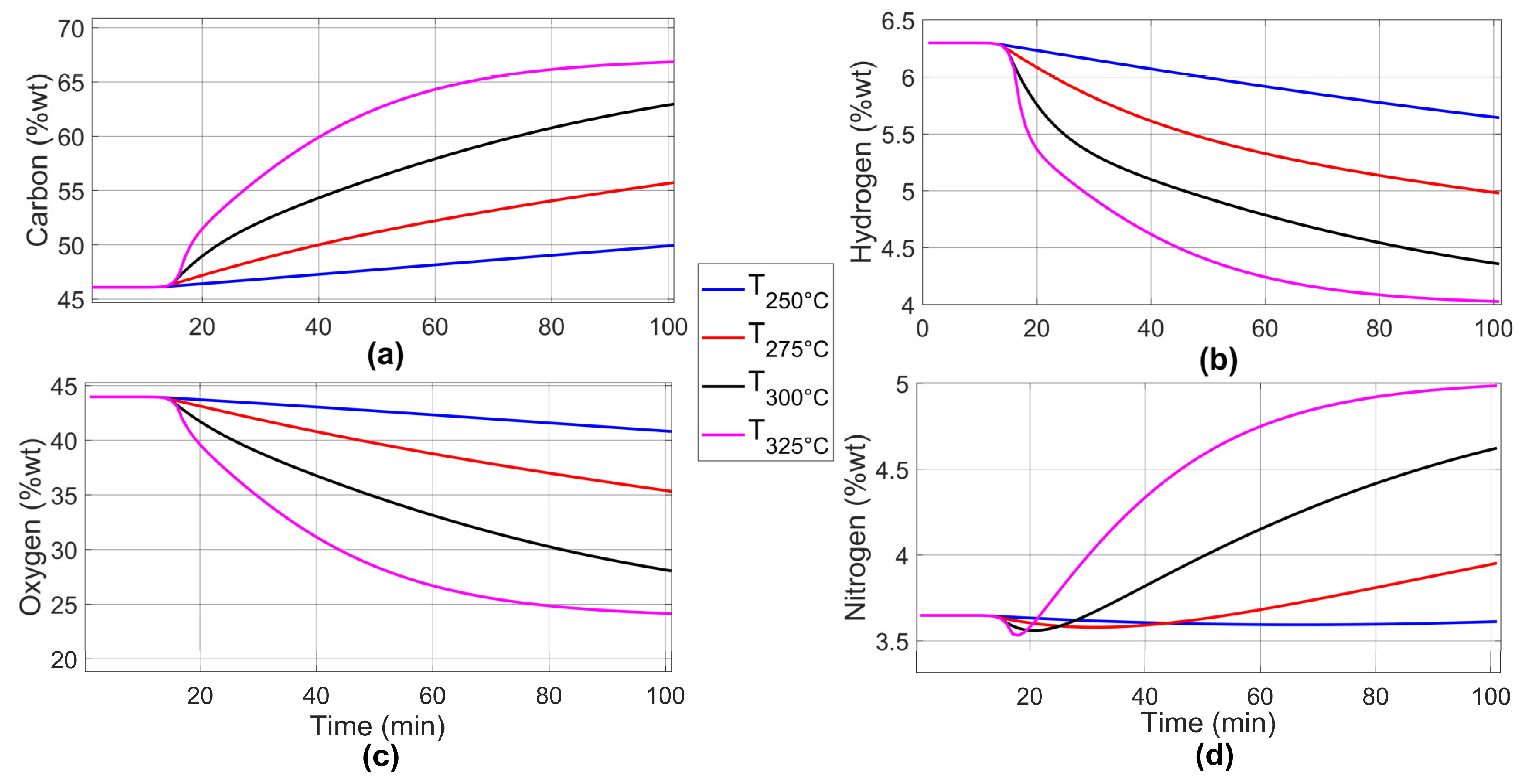
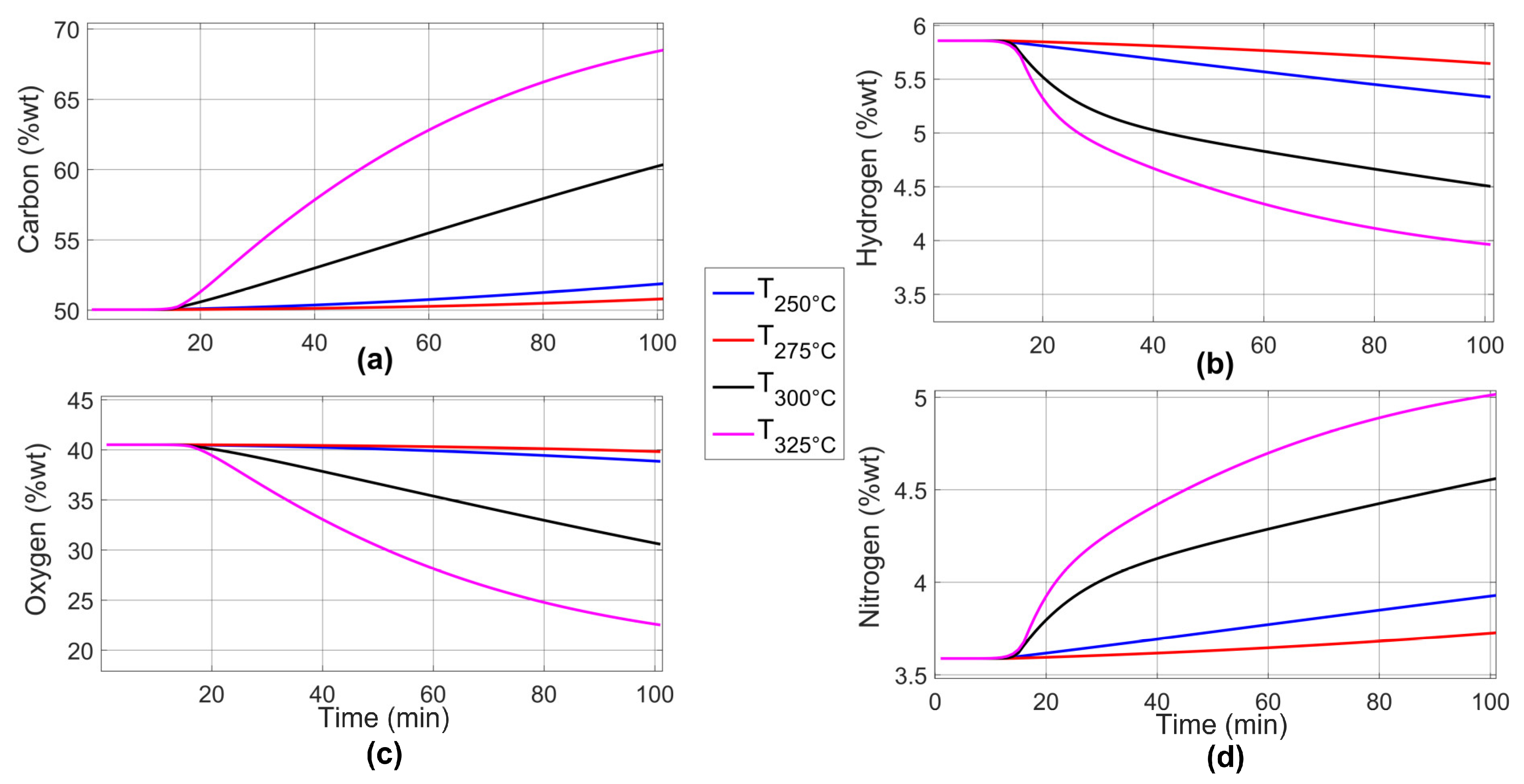
3.4.1. Elemental Composition Prediction
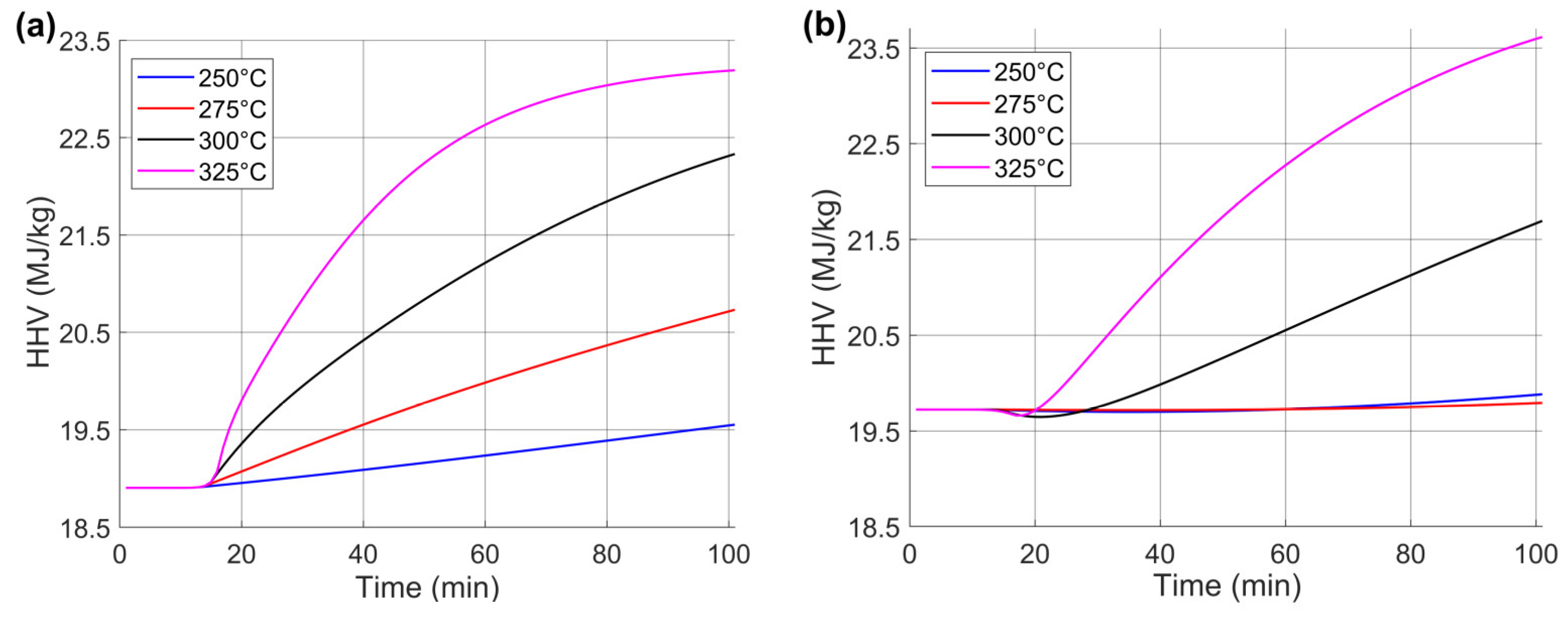
3.4.2. HHV Prediction
4. Conclusions
Limitations and Future Prospects
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PSO | Particle Swarm Optimization |
| C | Carbon |
| H | Hydrogen |
| O | Oxygen |
| N | Nitrogen |
| HHV | High Heating Value |
| TGA | Thermogravimetric Analysis |
| DTG | Derived Thermogravimetric Analysis |
| DC | Decarbonization |
| DH | Dehydrogenation |
| DO | Deoxygenation |
| CFD | Computational Fluid Dynamics |
| ML | Machine Learning |
| AI | Artificial Intelligence |
| LSR | Least Squares Regression |
| SSE | Sum of Squares Regression |
| ED | Energy Densification |
| T | Temperature |
Nomenclature
| ki | Arrhenius constant (min−1) |
| Ao | Pre-exponential parameter (min−1) |
| Ea | Activation energy (J·mol−1) |
| R | Universal constant (8.314 J·K−1·mol−1) |
| Y(T) | Solid yield and volatiles |
| m | Mass (g) |
| Velocity of the ith particle | |
| Position of the ith particle | |
| l | Iterations |
| ith | ith particles |
| w | Rate of adjustment of the change in position |
| c1 and c2 | Cognitive and social learning factors |
| rand() | Random number |
| OF | Objective function |
| jth experimental data | |
| jth calculated data | |
| n | Number of data points |
| fit | Fit quality |
| %E | Percentage of relative error |
| PGlobal | Global parameters |
| PIndiviadual | Individual parameters |
References
- Naveed, M.H.; Gul, J.; Khan, M.N.A.; Naqvi, S.R.; Štěpanec, L.; Ali, I. Torrefied biomass quality prediction and optimization using machine learning algorithms. Chem. Eng. J. Adv. 2024, 19, 100620. [Google Scholar] [CrossRef]
- Kota, K.B.; Shenbagaraj, S.; Sharma, P.K.; Sharma, A.K.; Ghodke, P.K.; Chen, W.H. Biomass torrefaction: An overview of process and technology assessment based on global readiness level. Fuel 2022, 324, 124663. [Google Scholar] [CrossRef]
- Mpungu, I.L.; Maube, O.; Nziu, P.; Mwasiagi, J.I.; Dulo, B.; Bongomin, O. Optimizing Waste for Energy: Exploring Municipal Solid Waste Variations on Torrefaction and Biochar Production. Int. J. Energy Res. 2024, 2024, 4311062. [Google Scholar] [CrossRef]
- Gonzales, T.D.S.; Monteiro, S.; Lamas, G.C.; Rodrigues, P.P.; Siqueira, M.B.; Follegatti-Romero, L.A.; Silveira, E.A. Simulation and Thermodynamic Evaluation of Woody Biomass Waste Torrefaction. ACS Omega 2025, 10, 3585. [Google Scholar] [CrossRef]
- Safar, M.; Chen, W.H.; Raclavska, H.; Juchelkova, D.; Prokopova, N.; Rachmadona, N.; Khoo, K.S. Overview of the use of additives in biomass torrefaction processes: Their impact on products and properties. Fuel 2024, 374, 132419. [Google Scholar] [CrossRef]
- Zhang, C.; Ho, S.H.; Chen, W.H.; Xie, Y.; Liu, Z.; Chang, J.S. Torrefaction performance and energy usage of biomass wastes and their correlations with torrefaction severity index. Appl. Energy 2018, 220, 598–604. [Google Scholar] [CrossRef]
- García Nieto, P.J.; García-Gonzalo, E.; Paredes-Sánchez, J.P.; Bernardo Sánchez, A.; Menéndez Fernández, M. Predictive modelling of the higher heating value in biomass torrefaction for the energy treatment process using machine-learning techniques. Neural Comput. Appl. 2019, 31, 8823–8836. [Google Scholar] [CrossRef]
- Basu, P.; Sadhukhan, A.K.; Gupta, P.; Rao, S.; Dhungana, A.; Acharya, B. An experimental and theoretical investigation on torrefaction of a large wet wood particle. Bioresour. Technol. 2014, 159, 215–222. [Google Scholar] [CrossRef]
- Lin, B.J.; Colin, B.; Chen, W.H.; Pétrissans, A.; Rousset, P.; Pétrissans, M. Thermal degradation and compositional changes of wood treated in a semi-industrial scale reactor in vacuum. J. Anal. Appl. Pyrolysis 2018, 130, 8–18. [Google Scholar] [CrossRef]
- Rodríguez-Alejandro, D.A.; Nam, H.; Granados-Lieberman, D.; Wang, S.; Hwang, S.C.; Nam, H.; Capareda, S.C. Experimental and numerical investigation on a solar-driven torrefaction reactor using woody waste (Ashe Juniper). Energy Convers. Manag. 2023, 288, 117114. [Google Scholar] [CrossRef]
- Wnorowska, J.; Ciukaj, S.; Kalisz, S. Thermogravimetric analysis of solid biofuels with additive under air atmosphere. Energies 2021, 14, 2257. [Google Scholar] [CrossRef]
- Parthasarathy, P.; Alherbawi, M.; Pradhan, S.; Al-Ansari, T.; Mackey, H.R.; McKay, G. Pyrolysis characteristics, kinetic, and thermodynamic analysis of camel dung, date stone, and their blend using thermogravimetric analysis. Biomass Convers. Biorefinery 2022, 1–18. [Google Scholar] [CrossRef]
- Yen, S.W.; Chen, W.H.; Chang, J.S.; Eng, C.F.; Raza Naqvi, S.; Show, P.L. Torrefaction thermogravimetric analysis and kinetics of sorghum distilled residue for sustainable fuel production. Sustainability 2021, 13, 4246. [Google Scholar] [CrossRef]
- Lin, B.J.; Silveira, E.A.; Colin, B.; Chen, W.H.; Lin, Y.Y.; Leconte, F.; Petrissans, M. Modeling and prediction of devolatilization and elemental composition of wood during mild pyrolysis in a pilot-scale reactor. Ind. Crops Prod. 2019, 131, 357–370. [Google Scholar] [CrossRef]
- Chai, M.; Xie, L.; Yu, X.; Zhang, X.; Yang, Y.; Rahman, M.M.; Cai, J. Poplar wood torrefaction: Kinetics, thermochemistry and implications. Renew. Sustain. Energy Rev. 2021, 143, 110962. [Google Scholar]
- Zhang, S.; Chen, T.; Xiong, Y.; Dong, Q. Effects of wet torrefaction on the physicochemical properties and pyrolysis product properties of rice husk. Energy Convers. Manag. 2017, 141, 403–409. [Google Scholar] [CrossRef]
- Bach, Q.V.; Chen, W.H.; Chu, Y.S.; Skreiberg, Ø. Predictions of biochar yield and elemental composition during torrefaction of forest residues. Bioresour. Technol. 2016, 215, 239–246. [Google Scholar] [CrossRef]
- Xu, J.; Huang, M.; Hu, Z.; Zhang, W.; Li, Y.; Yang, Y.; Ma, Z. Prediction and modeling of the basic properties of biomass after torrefaction pretreatment. J. Anal. Appl. Pyrolysis 2021, 159, 105287. [Google Scholar] [CrossRef]
- Silveira, E.A.; Luz, S.M.; Leão, R.M.; Rousset, P.; Caldeira-Pires, A. Numerical modeling and experimental assessment of sustainable woody biomass torrefaction via coupled TG-FTIR. Biomass Bioenergy 2021, 146, 105981. [Google Scholar]
- Silveira, E.A.; Lamas, G.C.; Rodrigues, P.P.D.O.; Souto, N.P.; Chaves, B.S.A.; Galvão, L.G.O.; de Paula Protásio, T. Effect of torrefaction severity on the energy recovery from amazonian wood residues for decentralized energy conversion systems. Biomass Bioenergy 2025, 193, 107515. [Google Scholar] [CrossRef]
- Lin, B.J.; Silveira, E.A.; Colin, B.; Chen, W.H.; Pétrissans, A.; Rousset, P.; Pétrissans, M. Prediction of higher heating values (HHVs) and energy yield during torrefaction via kinetics. Energy Procedia 2019, 158, 111–116. [Google Scholar] [CrossRef]
- Adeleke, A.A.; Odusote, J.K.; Ikubanni, P.P.; Lasode, O.A.; Malathi, M.; Paswan, D. Essential basics on biomass torrefaction, densification and utilization. Int. J. Energy Res. 2021, 45, 1375–1395. [Google Scholar] [CrossRef]
- Santos, D.C.; Evaristo, R.B.; Dutra, R.C.; Suarez, P.A.; Silveira, E.A.; Ghesti, G.F. Advancing Biochar Applications: A Review of Production Processes, Analytical Methods, Decision Criteria, and Pathways for Scalability and Certification. Sustainability 2025, 17, 2685. [Google Scholar] [CrossRef]
- Chen, W.H.; Lin, B.J.; Lin, Y.Y.; Chu, Y.S.; Ubando, A.T.; Show, P.L.; Pétrissans, M. Progress in biomass torrefaction: Principles, applications and challenges. Prog. Energy Combust. Sci. 2021, 82, 100887. [Google Scholar] [CrossRef]
- Okolie, J.A.; Epelle, E.I.; Nanda, S.; Castello, D.; Dalai, A.K.; Kozinski, J.A. Modeling and process optimization of hydrothermal gasification for hydrogen production: A comprehensive review. J. Supercrit. Fluids 2021, 173, 105199. [Google Scholar] [CrossRef]
- Ascher, S.; Watson, I.; You, S. Machine learning methods for modelling the gasification and pyrolysis of biomass and waste. Renew. Sustain. Energy Rev. 2022, 155, 111902. [Google Scholar] [CrossRef]
- Sangare, D.; Bostyn, S.; Moscosa-Santillan, M.; Gökalp, I. Hydrodynamics, heat transfer and kinetics reaction of CFD modeling of a batch stirred reactor under hydrothermal carbonization conditions. Energy 2021, 219, 119635. [Google Scholar] [CrossRef]
- Patra, T.K.; Sheth, P.N. Biomass gasification models for downdraft gasifier: A state-of-the-art review. Renew. Sustain. Energy Rev. 2015, 50, 583–593. [Google Scholar] [CrossRef]
- Chen, W.H.; Lin, Y.X.; Chiou, Y.B.; Lin, Y.L.; Wang, X.D. A computational fluid dynamics (CFD) approach of thermoelectric generator (TEG) for power generation. Appl. Therm. Eng. 2020, 173, 115203. [Google Scholar] [CrossRef]
- Perera, S.M.; Wickramasinghe, C.; Samarasiri, B.K.T.; Narayana, M. Modeling of thermochemical conversion of waste biomass—A comprehensive review. Biofuel Res. J. 2021, 8, 1481–1528. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Ullah, Z.; Taqvi, S.A.A.; Khan, M.N.A.; Farooq, W.; Mehran, M.T.; Štěpanec, L. Applications of machine learning in thermochemical conversion of biomass-A review. Fuel 2023, 332, 126055. [Google Scholar]
- Tang, Q.; Chen, Y.; Yang, H.; Liu, M.; Xiao, H.; Wang, S.; Naqvi, S.R. Machine learning prediction of pyrolytic gas yield and compositions with feature reduction methods: Effects of pyrolysis conditions and biomass characteristics. Bioresour. Technol. 2021, 339, 125581. [Google Scholar] [CrossRef] [PubMed]
- Gul, S.; Ramzan, N.; Hanif, M.A.; Bano, S. Kinetic, volatile release modeling and optimization of torrefaction. J. Anal. Appl. Pyrolysis 2017, 128, 44–53. [Google Scholar] [CrossRef]
- Bates, R.B.; Ghoniem, A.F. Biomass torrefaction: Modeling of reaction thermochemistry. Bioresour. Technol. 2013, 134, 331–340. [Google Scholar] [CrossRef]
- Lagarias, J.C.; Reeds, J.A.; Wright, M.H.; Wright, P.E. Convergence properties of the Nelder-Mead simplex method in low dimensions. SIAM J. Optim. 1998, 9, 112–147. [Google Scholar] [CrossRef]
- Wu, Z.; Zhu, G.; Peng, M.; Zhu, Y.; Miao, W.; Li, D.; Chen, F. Kinetic analysis and calculation correction methods for moisture evaporation rate in pine lignocellulosic biomass. Case Stud. Therm. Eng. 2024, 61, 104985. [Google Scholar] [CrossRef]
- Luersen, M.A.; Le Riche, R. Globalized Nelder–Mead method for engineering optimization. Comput. Struct. 2004, 82, 2251–2260. [Google Scholar] [CrossRef]
- Chen, W.H.; Eng, C.F.; Lin, Y.Y.; Bach, Q.V. Independent parallel pyrolysis kinetics of cellulose, hemicelluloses and lignin at various heating rates analyzed by evolutionary computation. Energy Convers. Manag. 2020, 221, 113165. [Google Scholar] [CrossRef]
- Xu, L.; Jiang, Y.; Wang, L. Thermal decomposition of rape straw: Pyrolysis modeling and kinetic study via particle swarm optimization. Energy Convers. Manag. 2017, 146, 124–133. [Google Scholar] [CrossRef]
- Chen, W.H.; Eng, C.F.; Lin, Y.Y.; Bach, Q.V.; Ashokkumar, V.; Show, P.L. Two-step thermodegradation kinetics of cellulose, hemicelluloses, and lignin under isothermal torrefaction analyzed by particle swarm optimization. Energy Convers. Manag. 2021, 238, 114116. [Google Scholar] [CrossRef]
- Shang, L.; Ahrenfeldt, J.; Holm, J.K.; Barsberg, S.; Zhang, R.Z.; Luo, Y.H.; Henriksen, U.B. Intrinsic kinetics and devolatilization of wheat straw during torrefaction. J. Anal. Appl. Pyrolysis 2013, 100, 145–152. [Google Scholar] [CrossRef]
- Silveira, E.A.; Lin, B.J.; Colin, B.; Chaouch, M.; Pétrissans, A.; Rousset, P.; Pétrissans, M. Heat treatment kinetics using three-stage approach for sustainable wood material production. Ind. Crops Prod. 2018, 124, 563–571. [Google Scholar] [CrossRef]
- National Digital Strategy Coordination of Mexico. 2025. Available online: https://www.gob.mx/siap/ (accessed on 1 April 2025).
- Di Blasi, C.; Lanzetta, M. Intrinsic kinetics of isothermal xylan degradation in inert atmosphere. J. Anal. Appl. Pyrolysis 1997, 40, 287–303. [Google Scholar] [CrossRef]
- Tian, X.; Dai, L.; Wang, Y.; Zeng, Z.; Zhang, S.; Jiang, L.; Ruan, R. Influence of torrefaction pretreatment on corncobs: A study on fundamental characteristics, thermal behavior, and kinetic. Bioresour. Technol. 2020, 297, 122490. [Google Scholar] [CrossRef]
- Bates, R.B.; Ghoniem, A.F. Biomass torrefaction: Modeling of volatile and solid product evolution kinetics. Bioresour. Technol. 2012, 124, 460–469. [Google Scholar] [CrossRef] [PubMed]
- Sheng, C.; Azevedo, J.L.T. Estimating the higher heating value of biomass fuels from basic analysis data. Biomass Bioenergy 2005, 28, 499–507. [Google Scholar] [CrossRef]
- Mendonça, I.F.; do Vale, G.S.; Evaristo, R.B.; Dutra, R.C.; de Oliveira Rodrigues, P.P.; Silveira, E.A.; Ghesti, G. Optimizing torrefaction of banana waste (peels and rachis) for sustainable biocoal production in rural communities. Biomass Bioenergy 2025, 196, 107726. [Google Scholar] [CrossRef]
- Ozonoh, M.; Oboirien, B.O.; Daramola, M.O. Optimization of process variables during torrefaction of coal/biomass/waste tyre blends: Application of artificial neural network & response surface methodology. Biomass Bioenergy 2020, 143, 105808. [Google Scholar]
- Liu, J.L.; Lin, J.H. Evolutionary computation of unconstrained and constrained problems using a novel momentum-type particle swarm optimization. Eng. Optim. 2007, 39, 287–305. [Google Scholar] [CrossRef]
- Martínez, M.G.; Couce, A.A.; Dupont, C.; da Silva Perez, D.; Thiéry, S.; Meyer, X.M.; Gourdon, C. Torrefaction of cellulose, hemicelluloses and lignin extracted from woody and agricultural biomass in TGA-GC/MS: Linking production profiles of volatile species to biomass type and macromolecular composition. Ind. Crops Prod. 2022, 176, 114350. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass | Temperature and Residence Time | Optimization Algorithm | Analysis of Kinetic Parameters | Pseudo-Comp. Description | Ref. |
|---|---|---|---|---|---|
| Ashe Juniper | 210–380 °C, for 160 min | Nelder–Mead | Global | Solid yield and elemental composition prediction | [10] |
| Eucalyptus Grandis | 210–290 °C, for 80 min | Nelder–Mead | Global | Solid yield and elemental composition prediction | [19] |
| Xylan | 200–300 °C, for 120 min | PSO | Individual | Solid yield | [40] |
| Sorghum | 200–300 °C, for 60 min | PSO | Individual | Solid yield | [13] |
| Poplar and Fir | 200–300 °C, for 1740 min | Nelder–Mead | Global | Solid yield and elemental composition prediction | [14] |
| Poplar | 200–230 °C, for 1740 min | Nelder–Mead | Global | Solid yield and elemental composition prediction | [21] |
| Poplar and Xylan | 200–240 °C, for 600 min | Nelder–Mead | Global and Individual | Solid yield | [42] |
| Beech, Pine, Wheat, and Willow | 200–300 °C, for 300 min | Least Squares Regression | Global | Solid yield and elemental composition prediction | [33] |
| Spruce and Birch | 220–300 °C, for 120 min | Sum of Squares Errors | Individual | Solid yield and elemental composition prediction | [17] |
| Wheat Straw | 250–300 °C, for 100 min | Nelder–Mead lsqcurvefit | Individual | Solid yield | [41] |
| Biomass | Wheat Straw | Analytic Method |
|---|---|---|
| Proximate analysis (%wt) | ||
| Humidity | 8.590 ± 0.568 | ASTM E871-82 |
| Volatile matter (VM) | 69.930 ± 0.256 | ASTM E872-82 |
| Fixed carbon (FC) | 18.250 ± 1.670 | ASTM E1775 |
| Ash | 3.220 ± 0.351 | |
| Elemental composition (%wt) | ||
| Carbon | 46.205 | Thermo Scientific iCAP 7400 ICP-OES analyzer |
| Hydrogen | 6.275 | |
| Oxygen (by difference) | 43.908 | |
| Nitrogen | 3.612 | |
| HHV (MJ·kg−1, *) | 18.535 ± 0.436 | ASTM D5865 |
| Temperature (°C) | Ultimate Analysis (%wt), Dry-Ash-Free | HHV (MJ·kg−1) | O/C | H/C | |||
|---|---|---|---|---|---|---|---|
| C | H | N | O a | ||||
| raw | 46.205 | 6.275 | 3.612 | 43.908 | 18.535 ± 0.436 | 0.713 | 1.623 |
| 250 | 49.573 | 5.715 | 3.721 | 40.991 | 19.689 ± 0.759 | 0.620 | 1.383 |
| 275 | 57.089 | 4.893 | 3.806 | 34.212 | 21.373 ± 0.044 | 0.450 | 1.028 |
| 300 | 60.127 | 4.413 | 4.761 | 30.699 | 22.239 ± 0.087 | 0.383 | 0.881 |
| 325 | 68.596 | 4.007 | 7.922 | 22.475 | 23.341 ± 0.156 | 0.246 | 0.701 |
| Algorithm PSO | Temperatures (°C) | Arrhenius Constants (s−1) | Arrhenius Parameters | Fit (%) | |
|---|---|---|---|---|---|
| A (s−1) | Ea (kJ·mol−1) | ||||
| Global Parameters | 250, 275, 300, and 325 | k1 | 1.141 × 1011 | 1.310 × 105 | 99.99996887 |
| kV1 | 9.789 × 105 | 8.087 × 104 | |||
| k2 | 9.724 × 106 | 9.762 × 104 | |||
| kV2 | 6.763 × 105 | 8.557 × 104 | |||
| Individual Parameters | 250 | k1 | 2.401 × 1011 | 1.350 × 105 | 99.99996187 |
| kV1 | 9.199 × 105 | 8.066 × 104 | |||
| k2 | 4.426 × 107 | 1.036 × 105 | |||
| kV2 | 7.338 × 107 | 1.075 × 105 | |||
| 275 | k1 | 9.058 × 1010 | 1.432 × 105 | 98.07280000 | |
| kV1 | 2.785 × 103 | 5.713 × 104 | |||
| k2 | 9.706 × 104 | 8.003 × 104 | |||
| kV2 | 4.218 × 104 | 9.595 × 104 | |||
| 300 | k1 | 5.178 × 1010 | 1.289 × 105 | 99.99999997 | |
| kV1 | 5.490 × 104 | 6.870 × 104 | |||
| k2 | 3.770 × 109 | 1.297 × 105 | |||
| kV2 | 2.222 × 104 | 7.035 × 104 | |||
| 325 | k1 | 9.283 × 105 | 7.746 × 104 | 99.99048931 | |
| kV1 | 2.651 × 105 | 7.451 × 104 | |||
| k2 | 7.643 × 107 | 1.104 × 105 | |||
| kV2 | 1.603 × 102 | 4.830 × 104 | |||
| Analysis Elemental | PREF | PGlobal | PIndividual | EGlobal | EIndividual | PREF | PGlobal | PIndividual | EGlobal | EIndividual |
|---|---|---|---|---|---|---|---|---|---|---|
| Temp (°C) | Carbon (%wt) | Hydrogen (%wt) | ||||||||
| Raw | 46.205 | 46.090 | 50.042 | 0.249 | 8.304 | 6.275 | 6.300 | 5.857 | 0.393 | 6.655 |
| 250 | 49.573 | 49.951 | 51.889 | 0.763 | 4.671 | 5.715 | 5.641 | 5.334 | 1.297 | 6.674 |
| 275 | 57.089 | 55.737 | 50.808 | 2.369 | 11.002 | 4.893 | 4.979 | 5.645 | 1.761 | 15.367 |
| 300 | 60.127 | 62.963 | 60.352 | 4.717 | 0.375 | 4.413 | 4.357 | 4.504 | 1.264 | 2.063 |
| 325 | 68.596 | 66.849 | 68.499 | 2.547 | 0.141 | 4.007 | 4.026 | 3.963 | 0.476 | 1.095 |
| Nitrogen (%wt) | Oxygen (%wt) | |||||||||
| Raw | 3.612 | 3.648 | 3.589 | 0.989 | 0.650 | 43.908 | 43.963 | 40.512 | 0.124 | 7.733 |
| 250 | 3.721 | 3.613 | 3.929 | 2.908 | 5.599 | 40.991 | 40.795 | 38.848 | 0.478 | 5.227 |
| 275 | 3.806 | 3.952 | 3.727 | 3.842 | 2.074 | 34.212 | 35.332 | 39.820 | 3.273 | 16.392 |
| 300 | 4.761 | 4.622 | 4.561 | 2.909 | 4.204 | 30.699 | 28.057 | 30.583 | 8.606 | 0.379 |
| 325 | 7.922 | 4.987 | 5.015 | 37.052 | 36.693 | 22.475 | 24.139 | 22.522 | 7.402 | 0.207 |
| HHV (MJ·kg−1) | Relative Errors (%) | ||||
|---|---|---|---|---|---|
| Temp (°C) | Ref | Global | Individual | Global | Individual |
| raw | 18.535 | 18.905 | 19.724 | 1.995 | 6.417 |
| 250 | 19.689 | 19.552 | 19.884 | 0.695 | 0.989 |
| 275 | 21.373 | 20.732 | 19.794 | 3.001 | 7.389 |
| 300 | 22.239 | 22.331 | 21.694 | 0.415 | 2.449 |
| 325 | 23.341 | 23.191 | 23.615 | 0.642 | 1.172 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Urbina-Salas, I.; Granados-Lieberman, D.; Valtierra-Rodríguez, M.; Ramírez-Valdespino, C.A.; Rodríguez-Alejandro, D.A. Modeling of Global and Individual Kinetic Parameters in Wheat Straw Torrefaction: Particle Swarm Optimization and Its Impact on Elemental Composition Prediction. Algorithms 2025, 18, 283. https://doi.org/10.3390/a18050283
Urbina-Salas I, Granados-Lieberman D, Valtierra-Rodríguez M, Ramírez-Valdespino CA, Rodríguez-Alejandro DA. Modeling of Global and Individual Kinetic Parameters in Wheat Straw Torrefaction: Particle Swarm Optimization and Its Impact on Elemental Composition Prediction. Algorithms. 2025; 18(5):283. https://doi.org/10.3390/a18050283
Chicago/Turabian StyleUrbina-Salas, Ismael, David Granados-Lieberman, Martín Valtierra-Rodríguez, Claudia Adriana Ramírez-Valdespino, and David Aarón Rodríguez-Alejandro. 2025. "Modeling of Global and Individual Kinetic Parameters in Wheat Straw Torrefaction: Particle Swarm Optimization and Its Impact on Elemental Composition Prediction" Algorithms 18, no. 5: 283. https://doi.org/10.3390/a18050283
APA StyleUrbina-Salas, I., Granados-Lieberman, D., Valtierra-Rodríguez, M., Ramírez-Valdespino, C. A., & Rodríguez-Alejandro, D. A. (2025). Modeling of Global and Individual Kinetic Parameters in Wheat Straw Torrefaction: Particle Swarm Optimization and Its Impact on Elemental Composition Prediction. Algorithms, 18(5), 283. https://doi.org/10.3390/a18050283