1. Introduction
Humans consume numerous types of products daily for various purposes, such as personal fulfillment, leisure, safety, clothing, hygiene, or to satisfy the most basic need—food. For the consumer to meet their needs or desires, there is a manufacturing industry that seeks to meet market demand and maximize its profits, minimizing its costs.
In the raw material processing industry, it is paramount that the planning sectors take into account as many processes as possible so that decisions are made assertively. This is because the final product will result from good supply chain management, which must consider all parties directly or indirectly involved in meeting a customer’s request; beyond the manufacturer, there are suppliers, transporters, warehouses, retailers, and even customers themselves [
1].
Milk is a nutritious product that found on the table of most consumers worldwide, presenting itself in many different forms. According to the FAO (Food and Agriculture Organization of the United Nations), Brazil is the third largest milk producer in the world, behind only the United States and India [
2]. The milk production chain is one of the main economic activities in Brazil, with a substantial effect on employment and income generation [
3]. Besides all of milk’s nutritional benefits, it is economically relevant. It promotes the income and survival of the population involved in obtaining the raw material, transporting the processed products, handling the final product, retailing, and after-sales activities.
The dairy industry is fundamental to supplying the classical demand of the world’s population. Consequently, it impacts the economy, given the significant number of marketed milk products corresponding to the great diversity of tastes and consumer trends. This industry faces great challenges across various situations, such as demand forecasting, price fluctuations, lead time, orders’ batches, inflated orders, and the difficulties associated with climatic conditions and traffic, appropriate storage, and shipping areas [
4].
Dairy industry management has received significant attention due to its structural characteristics, such as products with limited shelf life, which restricts the storage duration and delivery conditions [
5]. Recent studies have demonstrated the search for optimization in different prisms of the dairy production chain.
A case study seeking to optimize a distribution network of four products, whose application of the concept of Milk Run is aligned with the Traveling Salesman Problem to reduce the transport cost [
6]. The proposal is to determine the optimal decisions of production and inventory of the dairy supply chain through a multi-objective study with three functions from different directions as follows: minimize total costs; minimize environmental impacts, and maximize social impacts [
7]. The problem was solved using non-linear models, linear models, and heuristics.
Planning orders for a supply chain with multiple suppliers, multiple distribution centers, multiple customers, and perishable raw materials is the research topic of [
8]. The authors propose a mathematical model for the problem, using Ant Colony Optimization (ACO) and Particle Swarm Optimization (PSO) for its solution.
A Brazilian study seeks to optimize the integration of supply decisions, production planning, and stock decisions to minimize the total costs of the dairy industry, proposing a mathematical formulation that considers the costs of milk collection, inventory maintenance, installation, and waste [
9]. The same authors suggest considering new models that involve more than one factory, routing finished products to distribution centers or retailers, and scheduling milk collection time.
Using the Cascaded Deep Learning model, the authors proposed a mathematical model of mixed integer and bi-objective programming for short life cycle products, whose goal is to minimize transport costs by modeling and analyzing the network path in three levels (supplier, manufacturer, and distribution center and retailer) and intuitively finding the minimum cost path [
10].
Studies highlight artificial intelligence as a key tool for optimization. The Polar Fox Optimization Algorithm (PFA), inspired by the hunting behavior of polar foxes, enhances search space exploration with fast convergence and fewer parameter adjustments, excelling in engineering challenges [
11]. In aquaculture, integrating the Adaptive Artificial Multiple Intelligence System (AAMIS) with the Design of Experiments (DOE) optimizes growth, costs, and environmental impact in Nile tilapia production [
12].
Another research presented a mixed integer programming model to minimize the total CO
2 emissions associated with milk collection vehicle routes. It was based on the total fuel consumption rate, using the load-dependent emission factor and heterogeneous fleet [
13].
In a research work involving the dairy supply chain, they applied multi-objective modeling to maximize profits from three levels satisfying the environmental, economic, and social criteria defined in terms of costs. Environmental costs are associated with effluents generated in the production of dairy and emissions of CO
2 due to energy consumption and the transportation of raw materials and products, and social costs are related to employees hired to perform activities [
14].
Other authors proposed a mixed integer multi-objective mathematical model to maximize the total value of the supply chain, minimize greenhouse gas emissions, and minimize resource consumption. The study was based on a real case of a dairy plant in Iran, aiming to solve issues in production distribution and consider environmental problems. Due to the complexity of the problem, the CPLEX solver did not solve the set of instances within reasonable time. Then, they proposed a heuristic mixing Genetic Algorithms and Fuzzy Self-Learning named Fuzzy Self-Learning NSGA-II (FSL-NSGA-II) [
15].
A study examined a case in the dairy supply chain, aiming to maximize total profit by reducing waste, meeting service levels, and optimizing inventory, while balancing production and distribution, integrating a MILP model for production and inventory decisions with Monte Carlo simulation to assess demand uncertainty [
16].
The recent review examines the challenges of the dairy supply chain and explores how artificial intelligence addresses issues such as demand forecasting, logistics optimization, and inventory management. Although the study discusses statistical and heuristic techniques applied to AI, it does not mention APS or report any specific studies on the middle-mile in the analyzed literature [
17].
In previous studies involving the dairy production chain, the focus of optimization on costs and financial impacts predominates and, in some cases, includes environmental issues. Research efforts typically address situations that seek to improve performance between milk production sites and factories or between factories and retail, allowing for the observation of a gap in addressing challenges between factories and distribution centers, which are essential to business logistics.
To carry out this research, we made several technical visits to milk processing industries, where it became evident that planning and optimizing the dairy production chain presents itself as a challenging task. What drew our attention were the high perishable products, precedence relations between products, processing times, and product release. Processing often occurs in factories distant from each other, and semi-finished products are transported between them.
The impacts of these factors also extend to inventory and transportation management, which must be agile. Shelf life is directly linked to time, and the greater the time gap between production and retail, the less time this product will have to be purchased and consumed. Food quality, especially for fresh foods, is not constant and tends to decline until it reaches zero [
18]. Perishable products may deteriorate during transport, and the permitted storage time is shortened [
19]. Because it is challenging, planning involving temporality related to production, transportation, and storage directly impacts the product’s valuable life.
Techniques to combine decisions in an integrated way, focusing on improving solutions, such as Product Inventory Routing Problems (IRP), have motivated several types of research that grow in importance by including issues involving perishability [
20].
After this brief report about what happens in the milk production chain, we propose investigating a practical problem by applying Automated Planning and Scheduling (APS). As this Artificial Intelligence (AI) tool is relatively new, we aim to understand its ability to optimize the supply chain management of perishable products.
The real-world problem inspired the problem we will discuss here is as follows: industrial milk processing plants in different cities have independent production capacities and can produce different products. There is also the possibility of product processing starting in one production plant and finishing in another. The selection of final products are perishable and must go through a quarantine period, after which they will go to a geographically dispersed distribution center within their useful life. The connections between plants and distribution centers use a heterogeneous truck fleet.
One question stands out as follows: how can we optimize production planning, inventory management, and transportation to meet demand and consider the perishability of dairy products?
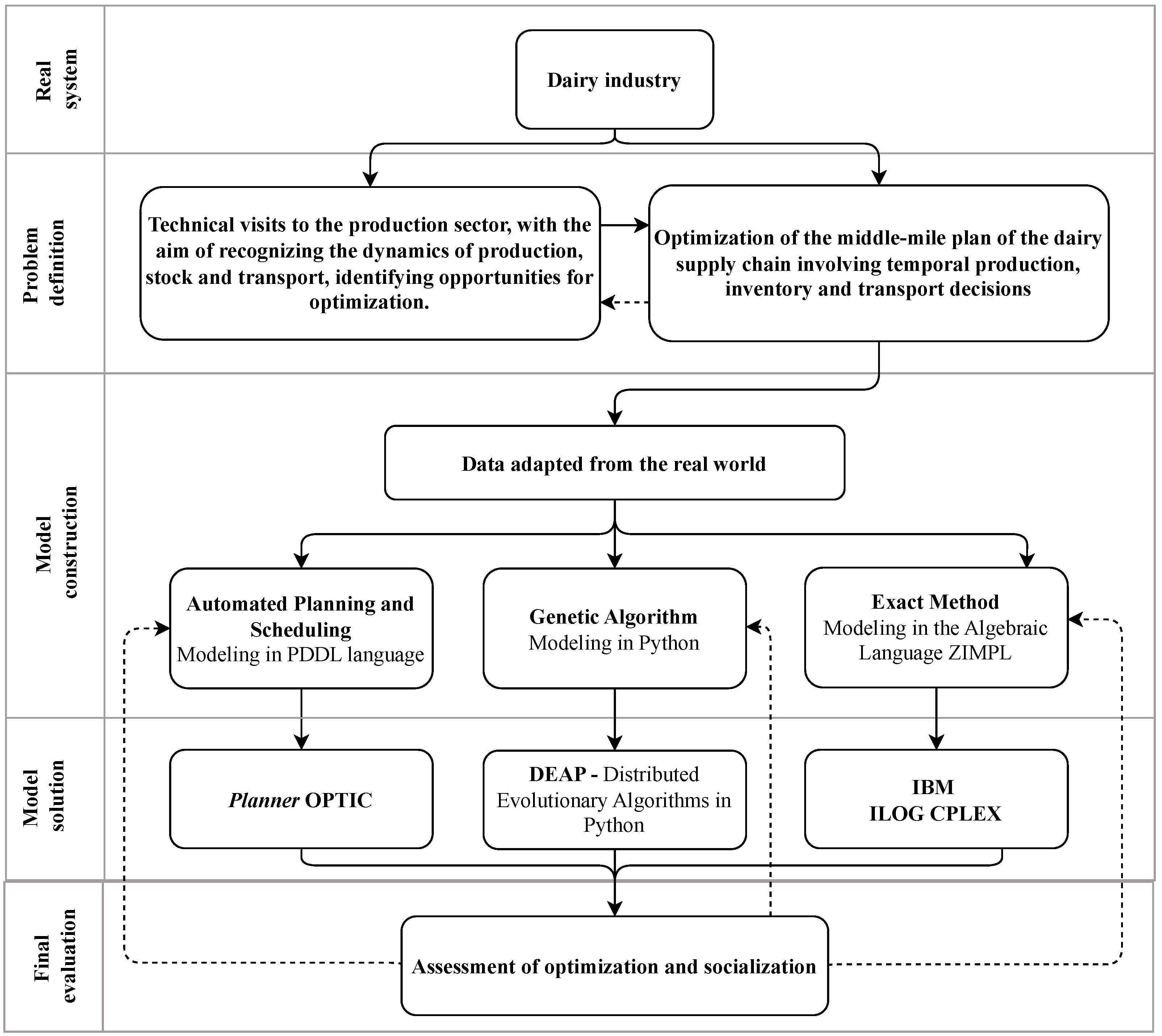
We developed three distinct models to address the problem, one formulated in PDDL (Planning Domain Definition Language), another implemented a Genetic Algorithm using the DEAP framework (Distributed Evolutionary Algorithms in Python), and a third based on MILP (Mixed-Integer Linear Programming). The solution strategies comprise Automated Planning and Scheduling (APS), solved by a temporal planner, applying a Genetic Algorithm, and resolving the MILP model through a commercial optimization solver, representing the exact method.
Another essential factor that is part of the scope of the problem is transportation, since there is a need to move products from one point to another. Many perishable materials and products are transported daily, and the limited shelf life of dairy products impacts operational and transport costs, environmental concerns, time constraints, stock relations, and high transporting frequency [
7]. Transportation models related to the dairy industry have a distinct appeal from the point of view of supply chain logistics in general, and companies invest heavily in freight transport [
21].
After understanding the dairy supply chain and its peculiarities in the issues of stretching and transport, this research applied optimization methods to the problem of inventory routing, coupled with the dairy production chain, with active production in 4 (four) processing plants, one distribution center, designating a mix of six products in a heterogenic fleet of 20 combustion vehicles and four electric forklifts. We developed a PDDL (Planning Domain Definition Language) and mathematical models to help solve the problem. The solving methods applied are Automated Planning and Scheduling, and we also implement a Genetic Algorithm and ran the mathematical model in a commercial solver.
The main objective is minimizing the makespan of the processes during the middle-mile stage, reducing the total time required to complete all operations. Consequently, this minimization affects product perishability, aiming to deliver products as early as possible, thereby reducing the risk of deterioration.
We intend to collaborate through this research to improve the milk supply chain by contributing to the academic evolution of research on perishable products, the dynamics of the dairy production chain, inventory management, and optimization methods with the support of artificial intelligence. This study fills an existing gap by examining middle-mile logistics, a less-explored area. It advances the state of the art by employing Automated Planning and Scheduling (APS) as an optimizer, comparing it with classical methods, an approach not previously explored in the literature.
After the introduction presented here, the structure of the article is the following:
Section 2 presents the motivation of the study;
Section 3 presents the description of the case study and the data used in the construction of the problem instance, such as factories, distribution centers, products, demand, production capacity, quarantine, transport and perishability;
Section 4 describes the methodology adopted and the case study design;
Section 5 presents the results obtained by the implemented methods;
Section 6 analyses and discusses these results; and
Section 7 presents the conclusions and future work. The appendices present some additional information.
2. Motivation
Due to the inherent perishability of its products, the dairy supply chain faces time-sensitive challenges, requiring strategies that optimize the production and distribution process to ensure products reach consumers as quickly as possible while maintaining commercial viability.
As pointed out in the introduction, previous studies highlight the importance of operational efficiency in this sector, yet a gap remains in the literature regarding the application of artificial intelligence to enhance middle-mile management in the stage between the production and distribution centers, which is a strong motivation for this study.
This paper supports this perspective by academically investigating a problem within a globally relevant market, aiming to benefit both theoretical and practical applications because milk and its derivatives are globally relevant commodities found worldwide. One of the main motivations is to study a real-life case to enhance practical applicability.
Given this scenario, this study explores and evaluates an AI tool to solve this challenge, aiming to reduce the makespan in the dairy production chain problem with a design based on the sector’s reality. This study adopts Automated Planning and Scheduling (APS) as the AI approach, recognizing it as a branch of artificial intelligence [
22] that remains unexplored in this context. The use of APS for solving problems from industry is encouraged through in the context of the International Conference on Automated Planning and Scheduling [
23]. APS performance is evaluated against classical methods, including the Genetic Algorithm (GA) and mathematical modeling based on Mixed-Integer Linear Programming (MILP), to identify the most promising approach for solving this problem.
The practical perspective of the presented problem considers real conditions and constraints observed in the dairy processing industry, aiming to make the implemented models tools of academic and practical interest for addressing issues related to the production, inventory, and logistics of dairy products.
In summary, the main contributions of this research are the following:
I. Proposal of a PDDL formulation for the Artificial Intelligence (Automated Planning and Scheduling) approach, integrating the features and constraints of the presented case study.
II. Proposition of a GA and MILP formulation as classical approaches.
III. Comparative analysis of the applied methods and identification of the best-performing approach for the studied problem.
IV. Academic contributions to a problem of global relevance.
3. Case Study: Dairy Industry
The case study contributes to investigations related to factual and present situations in daily life, with the opportunity to be evaluated and improved. Its main purpose is to analyze and solve problems in various fields. Despite being strongly related to social research, all areas use the case study method, whether associated with issues of the industrial or economic sector, since, regardless of the area of interest, the case study arises with the objective of understanding and investigating real-world situations in a more focused way [
24].
The milk production chain has to address the question of the degree of perishable products very carefully, which can vary from days (milk in nature) to months (hard cheeses). A perishable product presents at least one of the following conditions: (1) its physical condition deteriorates visibly; (2) its internal or external value decreases in the customer’s perception; (3) the reduction in its functionality can lead to serious consequences [
25].
The milk produced, respecting the appropriate conditions imposed by sanitary regulations, is stored in chillers on the properties or in community tanks. Trained professionals should perform its collection, performing several product quality tests before transporting it to the processing industries.
In Brazil, the person in charge of collection at the property measures the temperature, alkalinity, and acidity of milk [
26]. If the milk passes the sanitary requirements, it is transported in isothermal tanks that cool the raw material in conditions suitable for processing. When arriving at the industrial plant, the raw material undergoes inspection, and again, tests are made to ensure that the milk has not undergone changes. In the processing industry, the raw material is stored properly at low temperatures to maintain its quality.
The dairy processing plant must coordinate the following three primary processes: (1) the transformation of raw materials into intermediate products, (2) the filling and packaging operations of final products, and (3) the transport of end products to distribution centers [
27].
After the inspection approves the milk, it begins its transformation steps until each final product is produced. The dairy processing plants are segmented according to the final product to be produced. It is important to note that before any other process is performed, the milk is pasteurized. Depending on the production purpose, raw materials may suffer nutritional repairs of fat and protein, always from milk.
Each industry has peculiarities related to the organization of production and meeting demands. For example, some products can start production in one factory and end up in another, such as cheese that can be produced in one place and sliced in another. For the development of this research, interviews and technical visits were conducted in an important industry, with units in Brazil and around the world, aiming to understand the dynamics related to the production and transportation of dairy products.
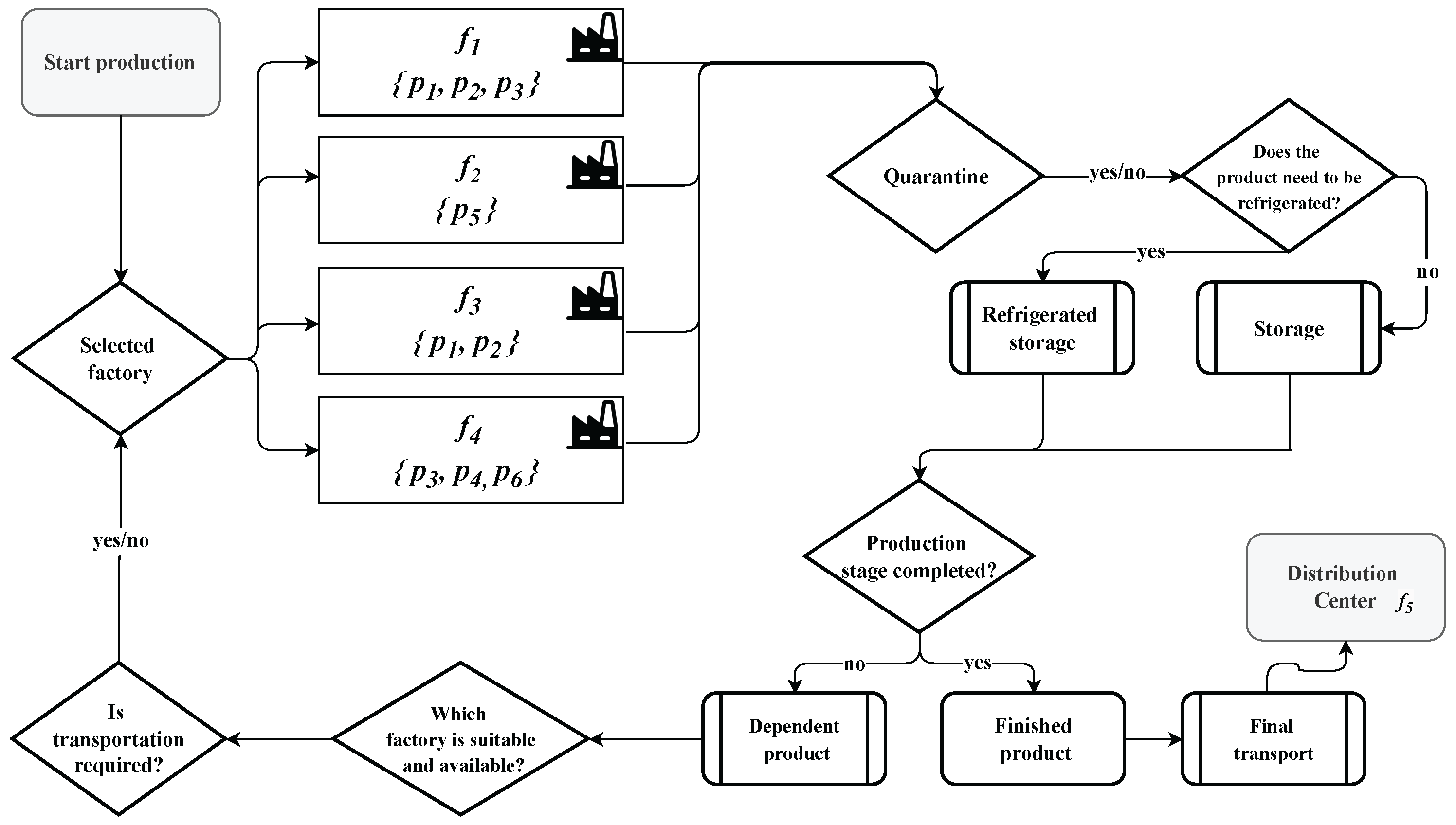
Figure 1 represents dairy products’ production, quarantine, and destination at the distribution center. After production is completed, products enter a quarantine period, except for dependent products. During this time, they remain in storage until released. Once released, dependent products undergo an additional processing stage at the original facility or another plant with available capacity. Final products released from quarantine are then transported to the distribution center. The objective of
Figure 1 is to provide basic knowledge of the production dynamics of the entire milk chain since each derivative has a specific way of being produced.
The data used are adaptations of accurate information from the dairy production chain. The scope of the research concerns four dairy processing plants and one distribution center. We studied the behavior of six products as follows: four requiring refrigeration (, , , ) and two dry (, ). The problem seeks to meet all demands from the distribution center in the shortest time possible. The demands are monthly, allowing adjustments.
3.1. Dairy Plants
The case study relates to four geographically dispersed dairy plants () and one distribution center (named for modeling’s sake, then ).
The processing units have production capacity according to each product type, see
Table 1. There are six products produced (
) by the four dairy plants; the relationship between products and plants is as follows:
- –
produces , , and .
- –
produces .
- –
produces and .
- –
produces , , and .
The dairy plants
,
, and
can receive products from other units for completion; considering the entry of the unfinished product as input for a new one, they maintain the following relationships (see also
Table 2):
- –
can accept from and produces .
- –
can accept from and produces .
- –
can accept from and produces .
- –
All factories can send finished products to (distribution center). In this case study, we have only one distribution center (DC), also called , for notation’s sake.
3.2. Distribution Center
The case study works with only one distribution center (DC), where all finished products are shipped. The distribution center is a factory f with a production capacity equal to zero and belongs to the set , called . As the planning horizon used in the case study is thirty days, we consider the storage capacity of unlimited for cold chamber storage and dry deposit storage.
3.3. Dairy Products
Dairy industries rely on diversifying dairy products and brands, which plays a key role in offering a wide range of nutritional options that meet multiple needs and preferences, meeting the growing demand for variety in consumers’ diets.
In this case study, the mix of dairy products involves products with distinct characteristics and different relationships between production plants to approximate the defined scope of the dairy industry context. Considering products with high demand, the diversity in quarantine times, the need for refrigerated storage or not, production precedence between products, products with the possibility of completion in more than one plant, and the need for refrigerated transport or not, the selected products are defined in the following set (, where is the number of dairy products).
3.4. Dairy Product Demand
Production tries to meet the demand () of each milk product () required in the distribution center (). The planning horizon for meeting demand is monthly.
3.5. Production Capacity
The production capacities of the dairy plants are shown in
Table 1, which refers to the production volume in tonnes that each factory can produce during one day of regular operation. Capacities do not limit the amount of resources needed for production and consider the installed infrastructure and efficiency of production processes.
We can also see in
Table 1 the initial inventory of each product (
) existing in each factory and the DC.
3.6. Quarantine Time
The quarantine of products in the food industry is a safety procedure used to isolate and temporarily retain food products. Only after this period can dairy products be released for further steps, such as transformation into a new product or transport to another industrial plant or distribution center.
Although strategies such as quarantine are not a requirement for perishable food processing industries, international standards recommend adopting measures focused on risk management, food safety, and minimizing risks to ensure compliance with regulations [
28].
One of the main objectives of quarantine is to guarantee the quality of the product through additional tests, such as analysis, to detect microbiological, chemical, or physical contamination. It seeks to ensure food safety, minimize public health risks, and protect a brand’s reputation.
In this study, quarantine is mandatory after production in the first factory is completed, even if the product is shared and finished in another factory plant. For example, if factory
produces product
using product
from factory
as raw material, quarantine must take place obligatorily in
. From
Table 1, it is possible to identify significant variations between each product’s quarantine times (
). The products
and
do not require quarantine because they have a precedence relation, i.e., the previous product has already passed through quarantine.
3.7. Transportation Time
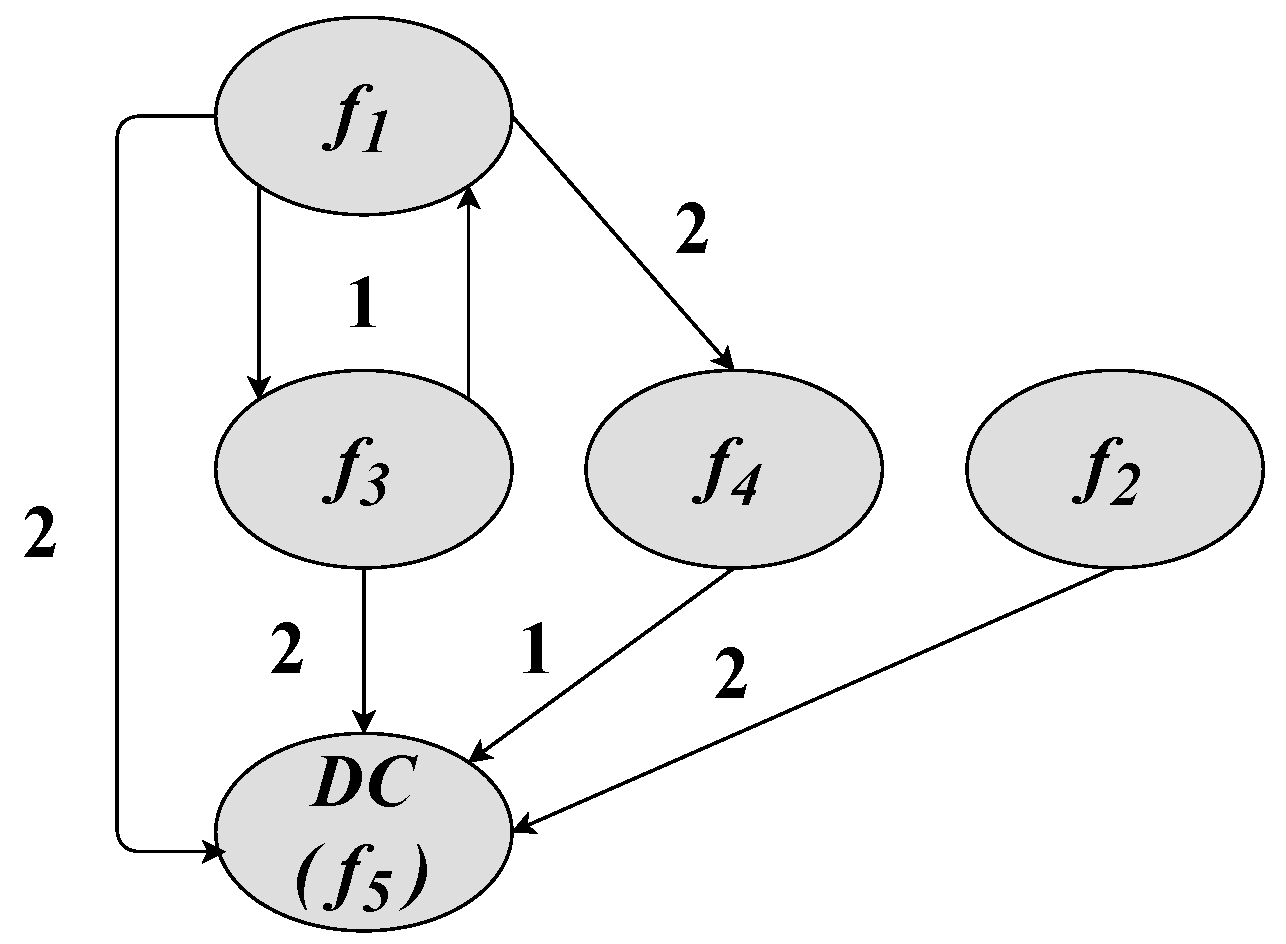
The cost of transportation is calculated in days, considering the total time required to complete the operation of moving products between the factories of origin and the destination (
). We can observe those distances in
Figure 2.
The transport time is calculated based on the kilometers traveled and converted into days.
3.8. Transportation Capacity
The transport of products between factories and even the distribution center is carried out through a heterogeneous fleet of vehicles with different capacities for dry or refrigerated cargo ().
Dry cargo vehicles transport various products with less stringent conservation requirements but are still subject to quality and safety standards. Refrigerated transport, or refrigeration, is essential for preserving perishable products sensitive to ambient temperature. Vehicles equipped with refrigeration systems prevent teh spoilage of food in transit. We consider the following four types of vehicles in the case study:
- –
Type 1: Refrigerated van.
- –
Type 2: Refrigerated truck.
- –
Type 3: Dry cargo van.
- –
Type 4: Electric forklifts.
Each factory, in each period, has a specific number of vehicles available for use, contracted to meet the demands; see
Table 3. The choice of vehicles respects the specificity of the transported product.
The vehicle is available for the factory when it is empty and not in transport. The vehicle is in use by the factory when it is attending to the operation of product transport, that is, a displacement between the origin factory (f) and the destination factory (). As soon as the vehicle finishes its task, it is available at the factory of origin.
3.9. Perishability
One of the key consequences of makespan reduction in the case study is its impact on product perishability. Therefore, products should be placed in the distribution center as soon as possible. The shelf life of the products presented in
Table 1 refers to the period during which each item maintains its quality and safety characteristics for consumption. Several factors influence products’ perishability, including hygiene manufacturing, adequate storage, and correct transport.
Therefore, with agile and appropriate planning, it is possible to guarantee the quality of the products. Thus, the product must be available in the distribution center before the demand meeting date, ensuring it is available for retail with a viable consumption life.
5. Computational Experiments
5.1. Mathematical Model
This subsection presents a single-objective model based on Mixed-Integer Linear Programming (MILP) to minimize the number of days required to satisfy total demand.
The mathematical model representing the problem aims to formally describe the elements involved, their constraints, and their objective.
Table 4 presents the notation used by the mathematical model.
The model is formalized as follows.
The objective, represented in Equation (
1), is to minimize the total execution time of a demand response plan at the distribution center.
Equation (2) represents the stock conservation constraints, where the first part represents the sum of the previous day’s production, the stock of products available after quarantine, and the products arriving from other factories. The second part of Equation (2) represents the decrease in stock, subtracting the products that are sent to other factories and also subtracting the stock benefited in dependent productions, reducing the amount of product input. Equations (3) and (4) define the quantity of products released for transport to the distribution center or benefiting in another dairy plant on the day after the end of quarantine. Equation (4) refers to the production of a product that depends on previous production.
Equation (5) indicates that the quantity of product transported between factories must be equal to the quantity arriving at the factory destination after the transportation time. Equation (6) indicates that the load carried in the selected vehicle must not exceed its maximum capacity.
Equation (
7) imposes a constraint that ensures the
k-th vehicle of type
t is assigned to only one transit operation between an origin factory
f and a destination factory
within the defined period. This restriction prevents a vehicle from being used in multiple transits concurrently. The formulation accounts for all product flows from factory
f, represented by the summation over
. Additionally, the summation over
considers the feasible arrival days, ensuring that any vehicle arriving at
on day
must have departed earlier, respecting the required travel time
. During this interval, the vehicle remains in transit and cannot be allocated to any other trip, preventing scheduling conflicts. The summation over
includes all potential destination factories that receive products from
f.
Equation (
8) updates the stock in the CD, and the demand response constraint is Equation (10). Equation (9) determines that all products will have their demands satisfied sometime within the planning horizon, guaranteeing a feasible solution. Equations (10) and (11) define the value of
. Equation (10) determines when each product meets its demand, and Equation (11) indicates when all products meet the demand, i.e., the maximum amount of time to satisfy the demand. Equation (12) defines each factory’s initial stock.
Equations (13)–(21) define the variables’ domain. Equations (15) and (
16) represent the capacity constraints in the model, establishing the relationship between production variables and factory capacity. These equations ensure that the quantity of manufactured products does not exceed production capacity, which, in turn, implicitly limits the supply to the DC, reflecting the real constraints of the supply chain.
The variables expressed in Equations (19) and (20) are binary, representing discrete decisions related to vehicle allocation for transportation and demand fulfillment on a given day. The variable is defined within the domain of non-negative real numbers, as established by constraint (21). However, since the objective function is formulated as a minimization problem and in conjunction with constraint (11), assumes only integer values in the optimal solution. The remaining variables (see Equations (13), (14), (17), and (18)) are continuous because demand is expressed in tons, with a precision of up to four decimal places, ensuring an accurate approximation in the modeling of production, inventory, and transportation.
5.2. Automated Planning and Scheduling (APS)
The characterization of Automated Planning and Scheduling makes use of the following three parts: (1) models—composed of the structure of the domain, actions, objective, and initial state; (2) language—the chosen way to express the model to be understood by the planner, is the language PDDL; (3) planner—the algorithmic search strategy for navigating and optimizing the model [
39]. The modeling of APS problems occurs in domain and problem files.
The actions define the rules that govern the behavior of objects; they are related to the changes in state that may occur in the modeled problem. The action modeling indicates how the environment can change from one state to another, and the goal is to find a sequence of actions that leads from an initial state to the state of the goal or objective state. In the problem file, the initial state defines the available resources and conditions necessary to start the plan, whose goal state formalizes the objectives.
The file with the domain description defines the rules governing the behavior of objects, while the problem file defines the addressed problem, including the initial conditions and objectives.
OPTIC was the planner solver for resolving the model, aiming to minimize the makespan [
35]. Time planning deals with actions related to time. Those actions can also occur simultaneously, and the duration of actions may vary. Actions may also have complex interdependencies that determine what combinations are possible [
39].
The OPTIC planner uses the Simple Temporal Network (STN) and the Single-Source Shortest Path (SSSP) algorithm to adjust the objective function and ensure the fulfillment of cost functions in time. It employs the following admissible heuristics: one based on plan relaxation, which simplifies the search while maintaining feasibility; and another to eliminate unfeasible branches, refining the solution. The tree search starts with the high cost of quickly discarding suboptimal paths, gradually reducing it with additional cuts. For its execution, it is necessary to install a solver, such as Coin-or Linear Programming (CLP).
The goal is to find a sequence of actions that transforms the initial state into the desired goal state. The tuple used is as follows:
- (a)
Initial state (I)
- –
Demand: Demand f of each dairy product .
- –
Dairy Plants: The factories producing each product and daily production limits .
- –
Quarantine Time: Quarantine time for each product .
- –
Initial Stock: Stock, in tons, of each product at each factory when optimization starts.
- –
Vehicles: Vehicles that are available at each factory for transport , respecting the transport capacity . Furthermore, this informs the possible routes that each vehicle can travel .
- –
Distances: The distance between source and destination dairy plants, measured in days .
- (b)
Goal state (G):
- –
Demand fulfillment: The goal state of the model seeks that the DC meets the demand for all products. It means that the available stocks of each product in the distribution center are equal to or greater than the respective demands .
- (c)
Action (A):
- –
Produce: The production quantity of each product produced in a dairy plant (respecting its capacity) will increase the quarantine stock or the available stock if the product does not require quarantine. The duration of this action is set to one time unit (one day).
- –
Sharing: This allows a product released from quarantine to be transported to a factory that will transform this input into a derivative product, as is the case of
and
production, which need p1 and p3, respectively, (see
Section 3.1). The action increases the destination factory’s available stock.
- –
Quarantine: The quarantine stock receives finished products and respects each product’s quarantine time. At the end of the quarantine action, it moves the products to the available stock so that other actions, such as transportation, occur.
- –
Send: The send action represents the transport of products between factories and between factories and the DC. This action considers the availability of vehicles and the distance in days between origin and destination. The effect of this action is the increase of products in the destination factory and the subtraction of the stock in the origin factory.
- (d)
Metrics: The objective of the model is to minimize a function that considers the total cost associated with production, transportation, and storage time. Thus, the APS aims to find a solution that satisfies the conditions of the goal state, seeking to minimize the makespan.
5.3. Plan Found by OPTIC
Executing the OPTIC planner for the problem modeled in PDDL generates a complete solution plan, whose steps in finding the best possible solution are documented and available in the GitHub repository (see
Section 6.2).
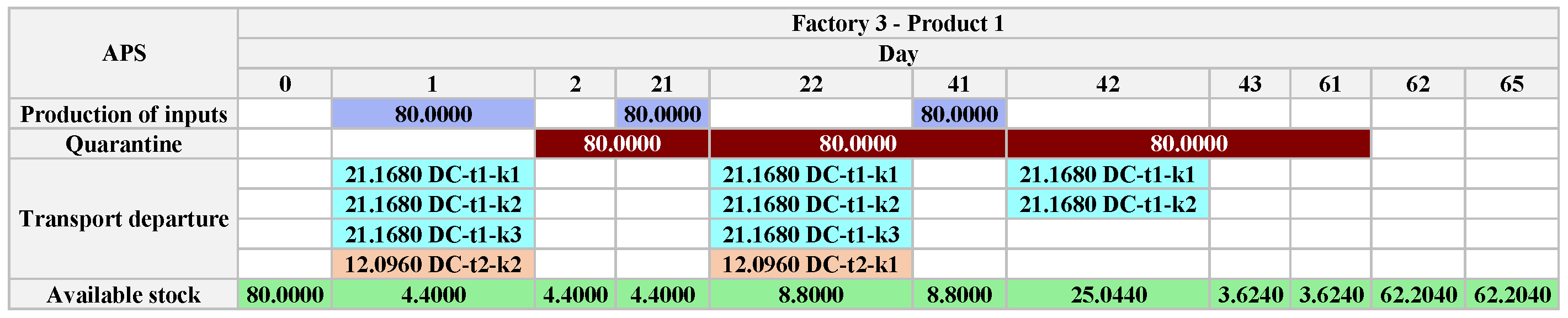
The solution obtained through the methods used to solve the problem is graphically displayed in a unified structure over the time horizon.
Figure 4 shows the legend used in the graph, which depicts the actions that occur during the production process. The activities depicted include production, quarantining, transportation, and demand fulfillment (at the DC). The representation excludes days when there was no relevant activity observed.
The color scheme of
Figure 4 represents different stages of the supply chain as follows: blue indicates input production, dark red represents the quarantine period, purple corresponds to derived production, and green signifies available stock. In transportation, the color varies according to the vehicle type (
t), as follows: light blue for
, light orange for
, light green for
, and yellow for
. The arrival transport at the destination factory (
) follows the same color scheme but is enclosed in [ ] to distinguish it from departure transport.
Figure 5,
Figure 6,
Figure 7,
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13,
Figure 14,
Figure 15,
Figure 16,
Figure 17,
Figure 18 and
Figure 19 show the activities of the solution found by APS for this case study.
We can observe that the solution proposed by APS starts production on the last day of quarantine of a previous production. As a consequence of this decision, there may be a delay in meeting the demand for inputs and/or dependent products.
When a product is released from quarantine stock, the solution process aims to use it immediately for dependent production or transportation. However, as in production, transportation is always carried out with the maximum capacity, leaving in stock the quantity that cannot be transported or used as an input for a dependent product.
We observed that the production of
starts on
in both
and
(see
Figure 5 and
Figure 7). From the initial stock of
in
, 21.4200 tons are sliced on
(producing
), while 54.4320 are sent to the DC on
(see
Figure 5 and
Figure 6).
In
, almost all the initial stock of
is transported to the DC on
, as well the stock available at
, causing
production to start only on
and delaying all production planning (see
Figure 7 and
Figure 8).
Due to
’s dependence on
production and APS’s prioritization of first meeting all demands for
(which happens on
), the satisfaction of the demand for
only occurs on
, quite far from the desired horizon of 30 days (see
Figure 9 and
Figure 10).
For
and
, demand is met within the planning horizon,
and
, respectively, (see
Figure 7,
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13,
Figure 14 and
Figure 15). The APS trend to meet demand remains, but as the quarantine period is shorter, the demand service takes place within the planning horizon. However, for products
and
, the demands were not satisfied within the planning horizon, occurring only on
and
, respectively (see
Figure 16,
Figure 17,
Figure 18 and
Figure 19).
We observed that APS has difficulties efficiently organizing production and using transport vehicles. These difficulties are inherent to a MILP like this, so we will see how the problem is solved using the CPLEX solver (Exact Method) and the GA.
After the execution of the APS model, the system found a production plan but did not find a plan solution that was considered optimal. A critical point identified was the absence of production during the period in which the quarantine action was taking place. Nothing in the modeling restricts actions to co-occur with the quarantine period. This situation resulted in the underutilization of factories on the 30-day planning horizon, compromising the productive flow and efficiency of actions and impacting the non-fulfillment of demand.
The state of the goal (b) requires that
. Due to this, the production was interrupted only when we it fulfilled the demand in
, which resulted in the generation of stocks in the factories already producing.
Table 5 shows the quantity of each product, in tons, that remains stored in the factories. An example of the planner’s wrong decisions is that the demand for
is satisfied on
. However, as
needs
, the production of
continues until it supplies the demand for
, generating unnecessary stock.
Note that the production plan of OPTIC needs 65 days to satisfy all the demands in the
; in the following sections, we will see that this is more than twice the solutions obtained by the other methods. All files related to the modeling and execution of the planner are available on GitHub; see
Section 6.2.
5.4. Genetic Algorithm (GA)
The development of Genetic Algorithm (GA) code uses the DEAP (Distributed Evolutionary Algorithms in Python) library, which provides a robust and flexible framework for implementing evolutionary algorithms for optimization problems.
The GA modeling was adapted to the problem studied, respecting all the conditions and restrictions previously presented.
5.4.1. GA Pseudocode
To better understand the GA, we present the additional notation in
Table 6 together with the corresponding pseudocode (see Algorithm 1).
| Algorithm 1 GA for the case study in dairy plants |
- 1:
Input: demands , initial stocks , production capacities of each dairy plant , vehicle capacities , quarantine times and stocks in the distribution center . - 2:
Initialize with random individuals representing the delivery days for each product. - 3:
while (number of generations ≤ 20) do - 4:
for (each individual i in ) do - 5:
Calculate production, quarantine and transport phases of i using the function ‘calculate_phases’. - 6:
Assess the feasibility of i using the function ‘is_feasible’, applying penalties if necessary. - 7:
Compute of i considering the time to fulfill the demand at DC. - 8:
end for - 9:
Select the individuals for crossover. - 10:
Apply Two-point crossover in 80% of selected individuals. - 11:
Apply mutation in the individuals of the new population with a probability of 30%. - 12:
for (each individual j of new population) do - 13:
Reevaluate phases of j with function ‘calculate_phases’ - 14:
Check and correct precedence between products with ‘repair_individual’ - 15:
Evaluate j. - 16:
end for - 17:
Update population. - 18:
end while - 19:
Identify the individual with the lowest (best fitness) between generations. - 20:
Output: best individual.
|
5.4.2. Example of GA Individual and Operators
Below is an example of the operations performed on the individuals generated for this problem, as follows:
- (a)
Individual: Each individual is randomly generated, with each gene representing the total delivery time for a product at the Distribution Center (DC), within a time window ranging from 1 to 30 days. For example, individual1 = [5, 2, 15, 20, 13, 7] indicates that the total delivery time for the first product is scheduled for day 5, the second product on day 2, and so on. The size of the vector corresponds to the number of products (six products in this case). Similarly, individual2 = [6, 12, 14, 18, 9, 21] represents another set of delivery days for the same products.
- (b)
Crossover: We use the two-point crossover operator to combine two individuals and generate two new individuals. This operation exchanges segments between the two parents, creating hybrid offspring.
Example:
offspring1 = [5, 2, 14, 18, 13, 17]
offspring2 = [6, 12, 15, 20, 9, 21]
- (c)
Mutation: Mutation uses the mutFlipBit operator, which randomly changes the delivery date of products on the DC with a probability of 30%. This operation introduces variations, exploring different solutions in the search space.
Example:
offspring1_after_mutation = [7, 2 14, 18, 13, 17]
- (d)
Repair: The repairing function ensures that individuals respect all the constraints, rules of precedence, and dependence between products.
Example:
offspring1_after_repair = [7, 8, 14, 18, 13, 17]
- (e)
Selection: We employ the elitism method, where the best individuals from the current population are retained for the next generation without modification. The Hall of Fame (hof) structure is used to store these individuals, ensuring that the best solutions found across generations are preserved.
- (f)
Fitness: The objective function seeks to minimize the maximum time of service of all demand in the DC (). Therefore, the best individual is the one with the lowest value of .
Example:
offspring1 = [5, 2, 14, 18, 13, 7] = 60 (Given that this individual is infeasible and requires correction.)
offspring1_after_repair = [7, 8, 14, 18, 13, 17] = 18
offspring2 = [6, 12, 14, 18, 9, 21] = 21
In the example above, each gene is evaluated based on the total time required to deliver the product, considering production, quarantine, and transportation times. In the case of offspring1, the delivery time of the second product, which is 2, was considered infeasible, resulting in a penalty of 60. On the other hand, offspring1_after_repair, after being corrected, obtained a of 18 and was selected as the best individual for the next generation.
- (g)
Population: The population size is 50 individuals. The initial population is made up of randomly generated individuals, with each individual representing a solution to the production and transportation scheduling problem. The evolution of the population occurs through crossover and mutation operations, creating new solutions and selecting the best ones to form the next generations
- (h)
Stopping Criteria: The GA ran for 20 generations, each composed of a new population of individuals generated by crossover and mutation. The objective was to minimize and ensure that all products were delivered in the DC in the shortest possible time.
5.4.3. Individual Coding and Decoding
The coding of each individual begins with the definition of the value of each gene, where its locus represents the product and its value represents the day on which the product meets the demand in the . The value of each gene is randomly selected in the interval between and , which corresponds to the planning horizon.
From the definition of the value of the genes, we start to calculate the day of production of each product. The productions are triggered according to the demand of each product (), and its production time is taken into account. The initial stocks of each product in the factories () and are also considered, along with the production capacity of the factories (), production time, quarantine time (), and time required for transport. The transport time considers the transport capacity () and transportation cost between the origin factory f and destination factory . With this information, we can find out how many days we should return to meet all products’ demands.
When the products are dependent , the calculation should consider both the demand of the dependent product and its source.
If the production exceeds the transport capacity , the transport time will be adjusted to double the standard value ; otherwise, we use the standard value.
The solution should be repaired if the production start date is less than . Repair is performed by randomly choosing a new date between the current value of the gene and . The coding process establishes the necessary parameters for the execution of the production and transport function in the genetic algorithm model, preparing the individual to be evaluated in the following phases of the algorithm.
Example: If the gene corresponding to
receives the value 26 and considering 2 days of production, 20 days of quarantine, and 4 days of transport, the beginning of production of
is computed as follows:
Thus, the production of will start on . With the determination of the dates of the beginning and end of production, the dates of beginning and end of quarantine, as well as the beginning and end of transport are defined in sequence, observing the criteria of precedence between products, the stocks available in the factories and the total transport capacity. Notice that these phases are the time windows in which each process begins and ends; however, a detailed description of the solution is not presented at this stage.
In the next step, the generated individuals undergo crossing and mutation operations, generating their offspring. Then, for each gene, it is verified if the beginning of the resulting production is negative, which would indicate the unfeasibility of the delivery date. If this occurs, a repair procedure is applied in which a new number is generated randomly in the range from 1 to 30. If, even after the repair, some gene remains unviable, the solution receives a penalty of 60.
Knowing the start of production and transportation dates for each product, the production of each product begins in its respective factories. Then, the product is quarantined, at the end of which the production plan can use it to produce a dependent product or send it to the DC.
The transport respects the constraints on the use of vehicles and their capacities. Then, we adjust the delivery dates of each product in DC. The incumbent solution is updated, and a new cycle begins until the stop criterion is satisfied.
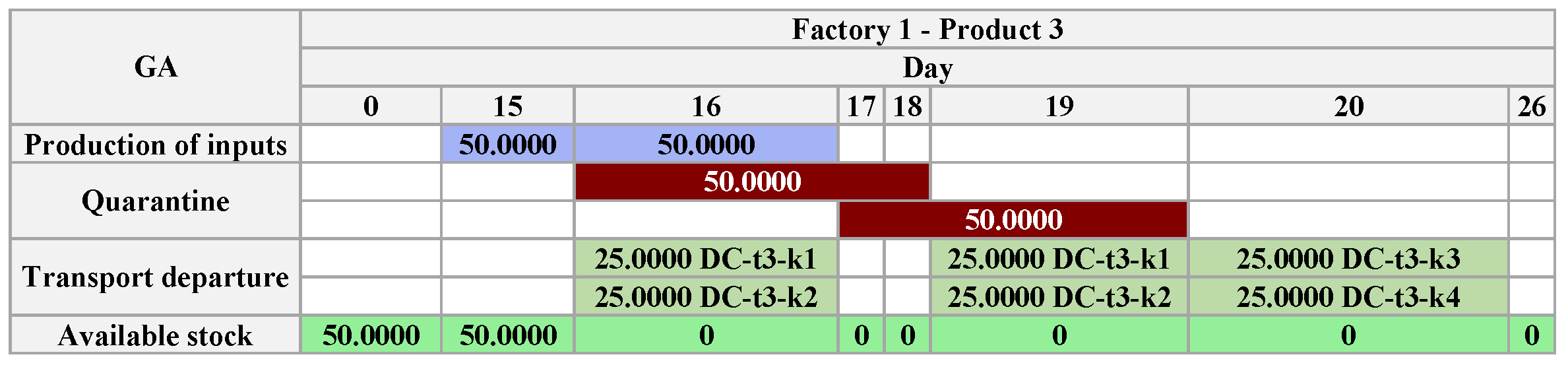
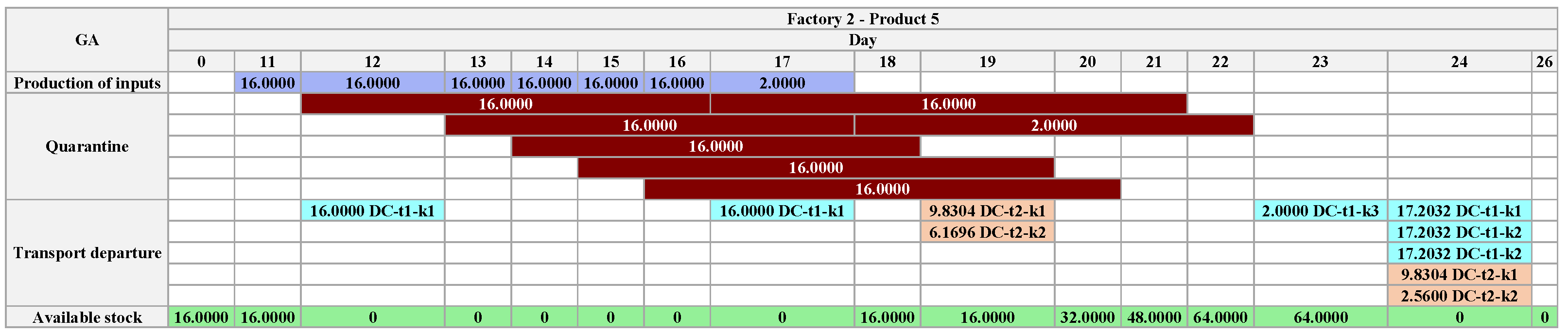
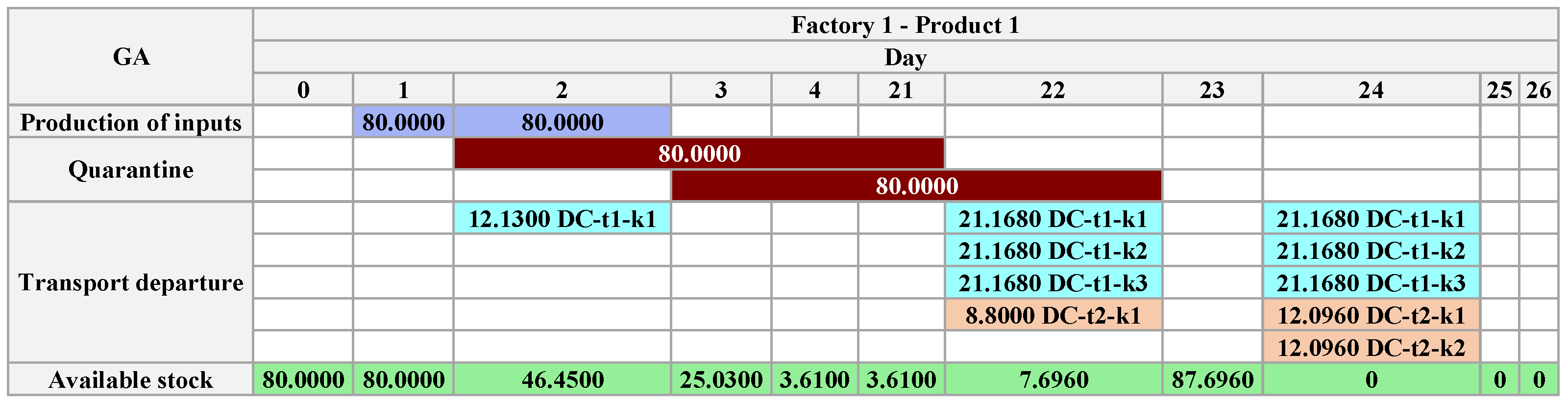
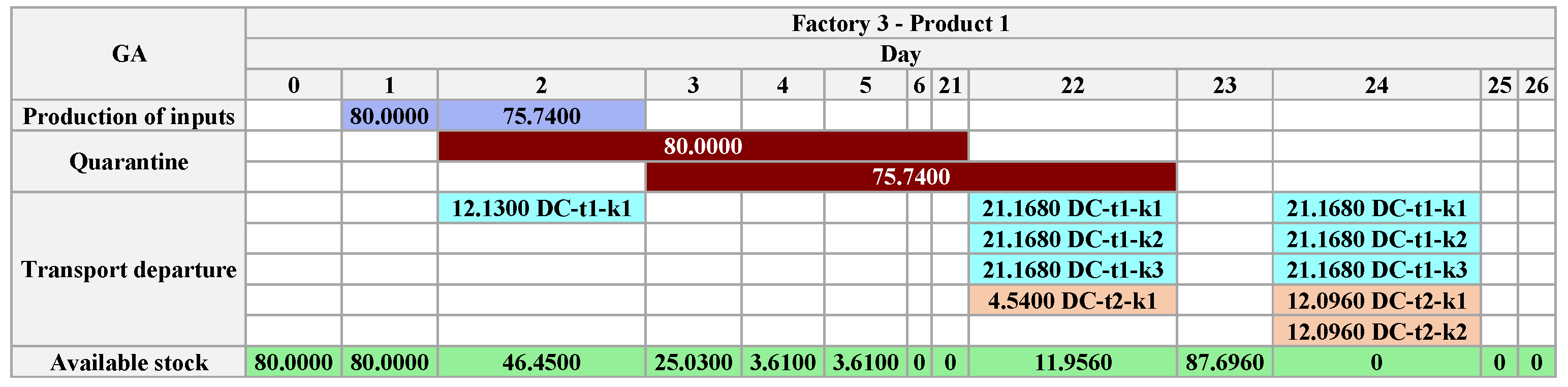
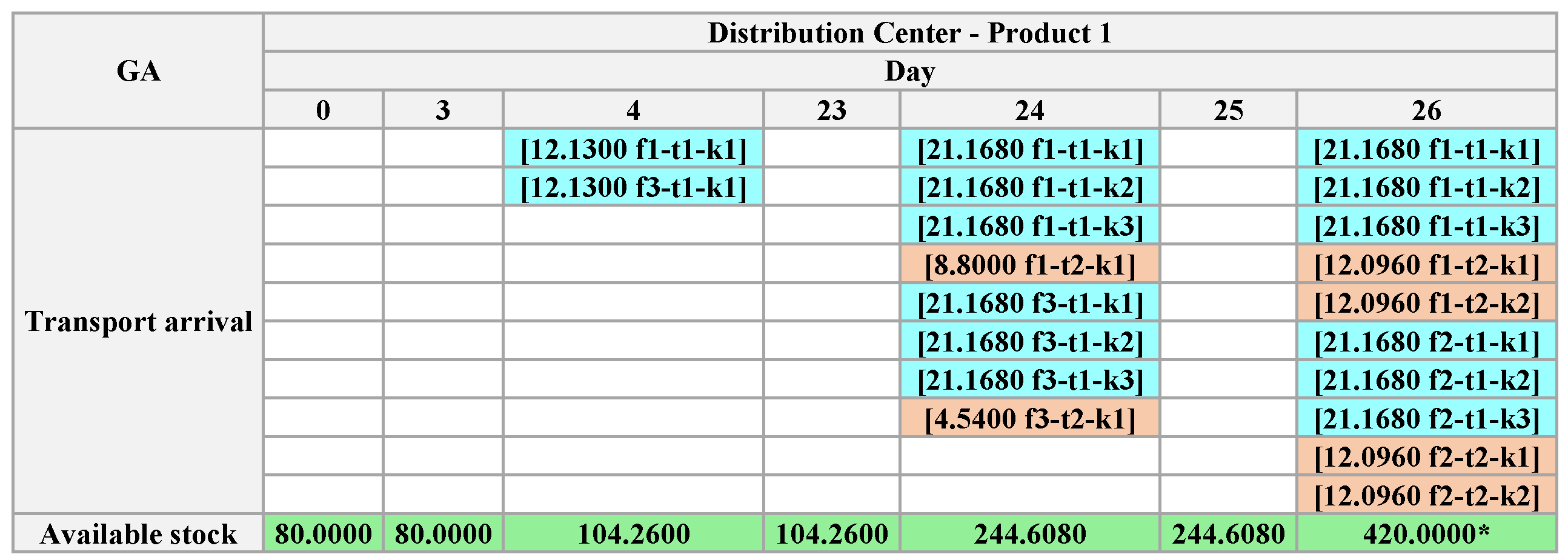
5.4.4. Plan Found by GA
The GA found a solution that meets all demand in the DC in 26 days, a reduction of 60% compared to APS. The figures follow the pattern from APS, using the same legend shown in
Figure 4.
According to the representation of the solution, exposed between
Figure 20,
Figure 21,
Figure 22,
Figure 23,
Figure 24 and
Figure 25 (representing
and
, in factories
and
and the
), the rest of the production plan is in
Appendix A.1. We show
and
and the
are sufficient, as the total production time depends on them. We observed that the GA solution reduces factory inventories, allocating available production to transport processes or dependent output.
Unlike the APS and the Exact Method, in the GA, there is no transport between producing factories; the products are sent directly to the . Thus, the product produced in is sent directly to the DC, produced in is input to produce , and the remaining stock is sent to the . The transport allowed between factories and also does not occur. Finally, the mandatory product in the optimization process of the GA is , which determines the , finishing .
5.5. Exact Method
For the solution of the mathematical model presented in
Section 5.1, we used the solver IBM ILOG CPLEX. CPLEX found the optimal solution to the proposed problem, respecting the capacity and processing time constraints. All factories start with the stock available according to
Table 1.
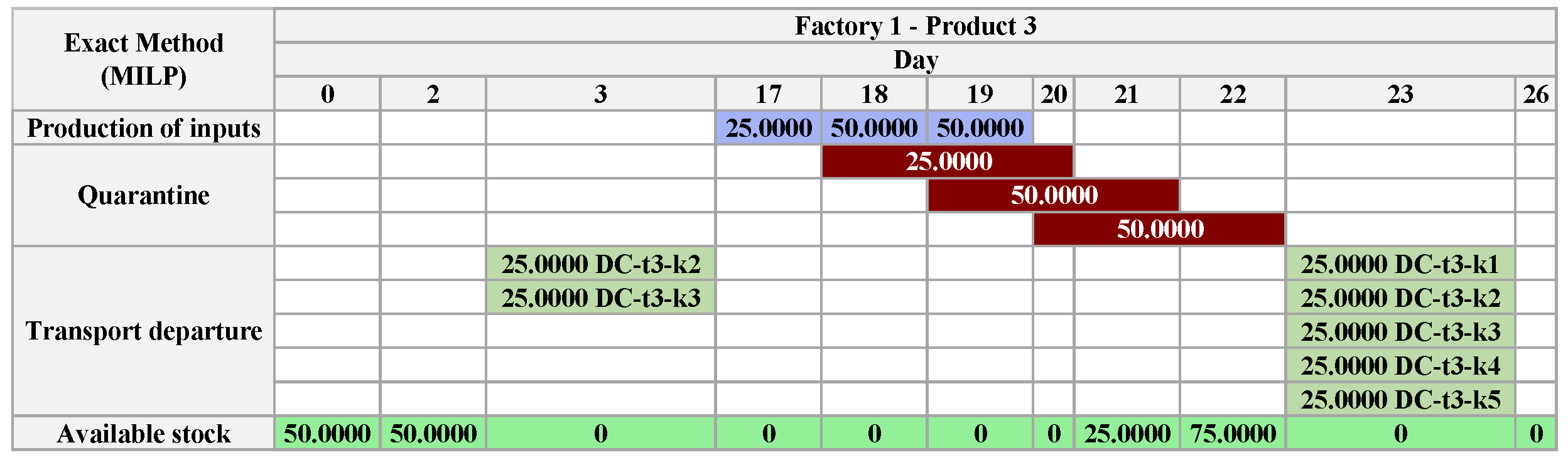
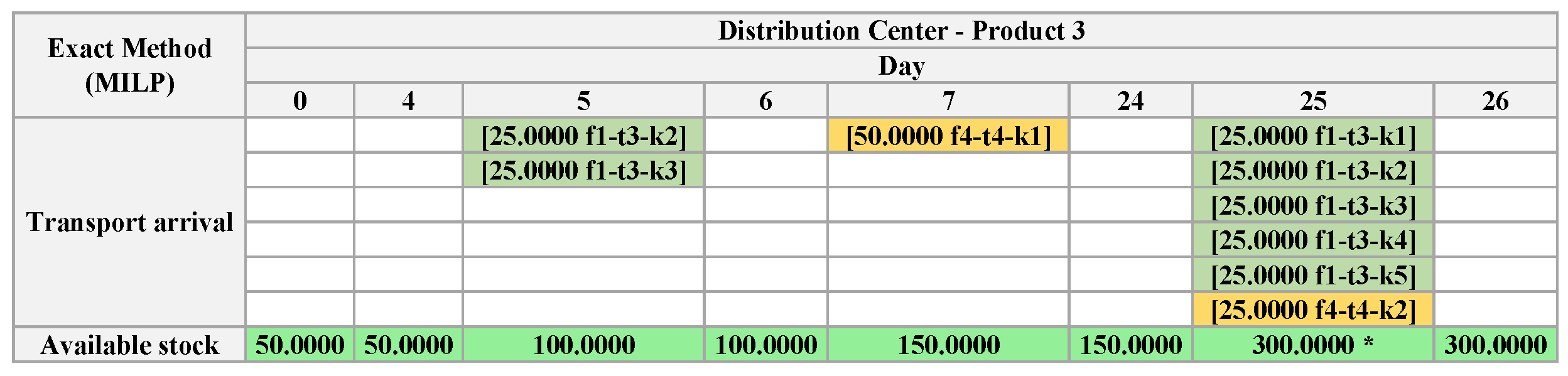
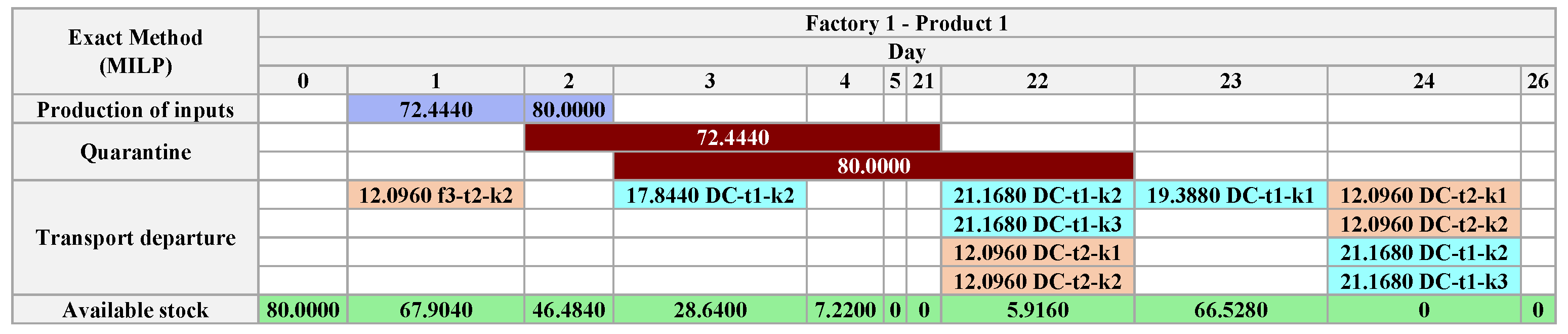
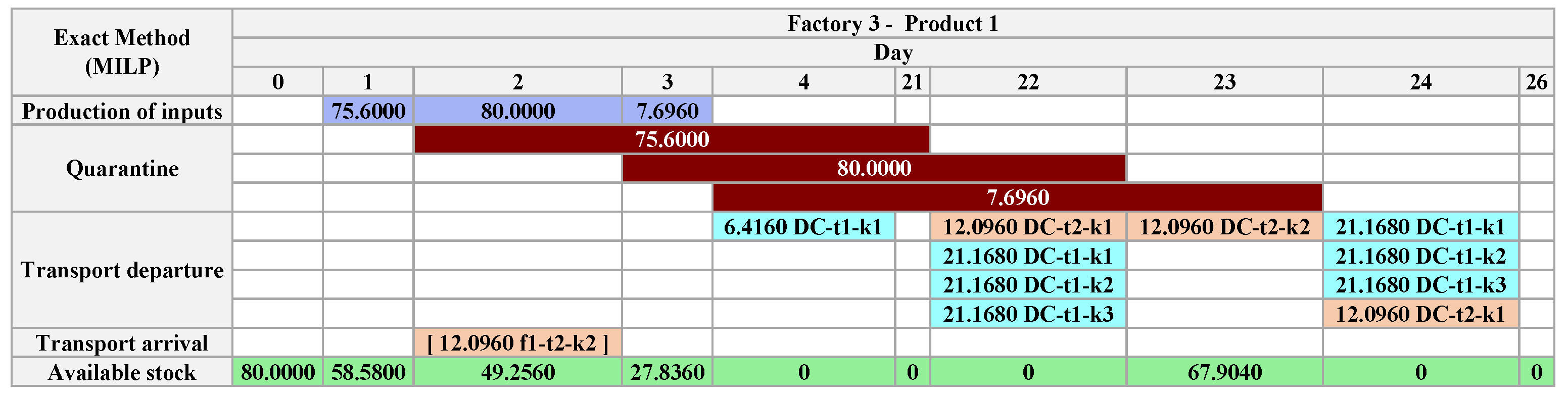
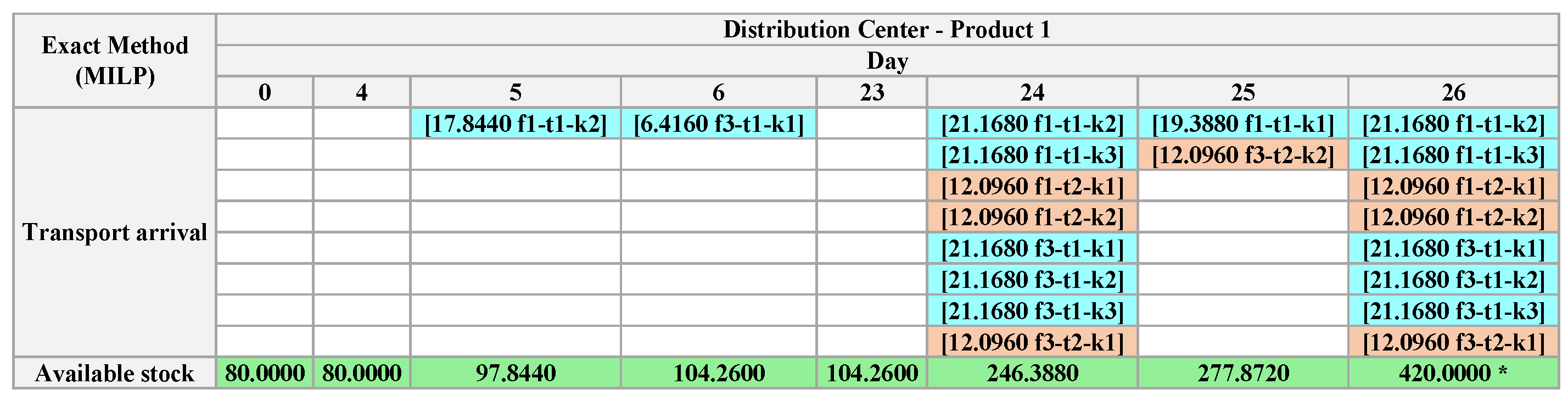
Plan Found by the Exact Method
Note that in some situations, for dependent products, the Exact Method keeps the input products in stock instead of transporting them. This decision guarantees the production of dependent products, improving the production plan.
Through
Figure 26 and
Figure 28, it is observed that there is transportation of products between
and
, complementing the stock of input products in
, for the production of
. In addition, we note the transport decisions involving the transshipment of
between factories; according to
Figure 27 and
Figure 29, and this situation would not occur if there were other objectives, such as minimizing CO
2.
As in the GA, the product with the longest quarantine time, , establishes the value of also on . However, unlike the solution obtained by APS, the demand for in the DC is satisfied before . Another consequence of the long quarantine period of is that the logistic operations of this product are concentrated in the final periods.
In the first 5 days, the initial stock of
, both in
and
, is fully used as input for
production or transported to the
(see
Figure 26,
Figure 27,
Figure 28 and
Figure 29). As
requires 20 days of quarantine, excluding initial stocks, there are no finished inputs for the production of
until
.
The following comments are anchored in the figures of
Appendix A.2. At
, the stock of
shows a sharp reduction in the first 3 days, with dedicated shipments for
, resuming production again at the end of the time horizon.
It is observed that all originated from is transported directly to the . Therefore, the production of , which depends on , is all carried out in .
The initial stocks of and remain at until and , respectively. The in productions are available from and are used for the production of or transported to the . The demand for and is met in .
Products and are produced and transported according to demand as quickly as possible, which happens on and , respectively.
All initial stock of in goes to the on the first day. From this, is being released, and its transport seeks to optimize the capacity of the vehicles (which are type 1 or 2, used simultaneously).
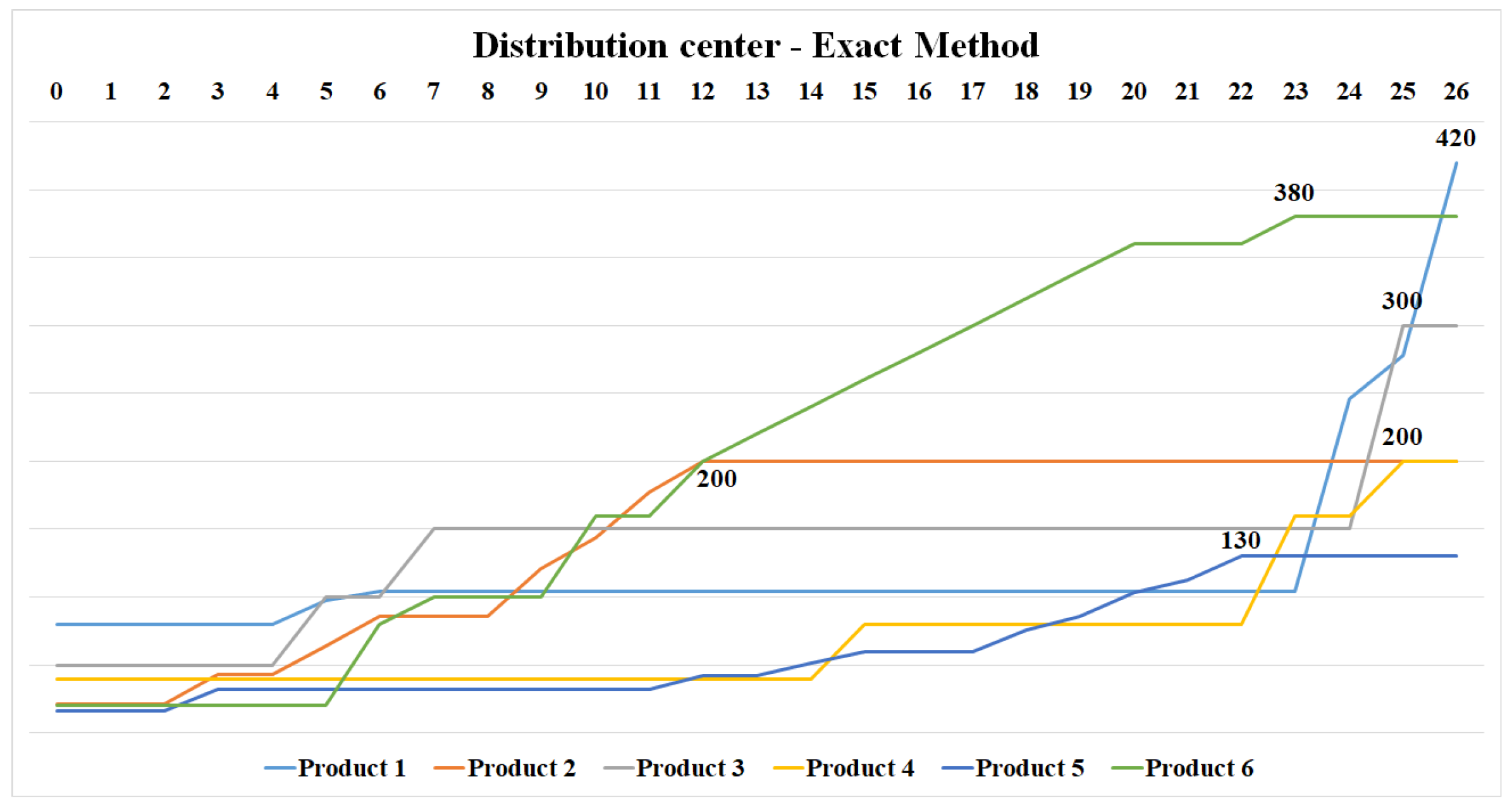
The Exact Method achieved the same result of the GA reaching a maximum completion time of 26 days. Thus, the total horizon of production and distribution of products, including all processes of production, transport, storage, and restrictions was completed in this period and demand was met accurately, with no remaining production.
The significant difference between the Exact Method and the solutions obtained by APS and the GA is that their submitted production plan ensures that finished products are made available in the distribution center with sufficient time for marketing within the shelf life.
6. Discussion of Results
Table 7 shows the dates when each product reaches its demand in the DC and
and the computational effort spent by each method.
When analyzing
Table 7, it is observed that the Exact Method met the demand of most products before the other approaches in the shortest computational time. This demonstrates that for a MILP, good mathematical modeling, together with a good solver may have superior performance to other methods, especially in smaller dimensions, such as this case study.
APS required more time to meet the products’ demand requirements. New production cycles for a given product start only after the quarantine period has expired. This behavior resulted in a production plan that extrapolated the predicted time horizon.
The product , which has the longest quarantine time and is also used as input for the production of , determines the . In the Exact Method and in the GA, it was sought to meet the demand of while the production of remains in quarantine. However, in the APS, the decision was to prioritize meeting the demand of before supplying the demand of , leaving its solution unfavorable.
Among the APS limitations, the computational cost due to solving complex temporal constraints and sequential decisions is worth mentioning, which significantly increases the time required to find a solution compared to the Exact Method and the GA. Since APS models problems using constraint programming, its multiple temporal and conditional dependencies contribute to expanding the search space. These factors impact both the solution time and the quality of the results, making classical approaches more competitive for this type of problem (see
Table 7).
In addition, APS has accumulated a large stock of products in the factories. The GA algorithm and the Exact Method do not present residual stocks.
Figure 32 shows that the decision of the APS to supply the demand of
before
results in a gap of 21 days where no arrival of products occurs in the DC.
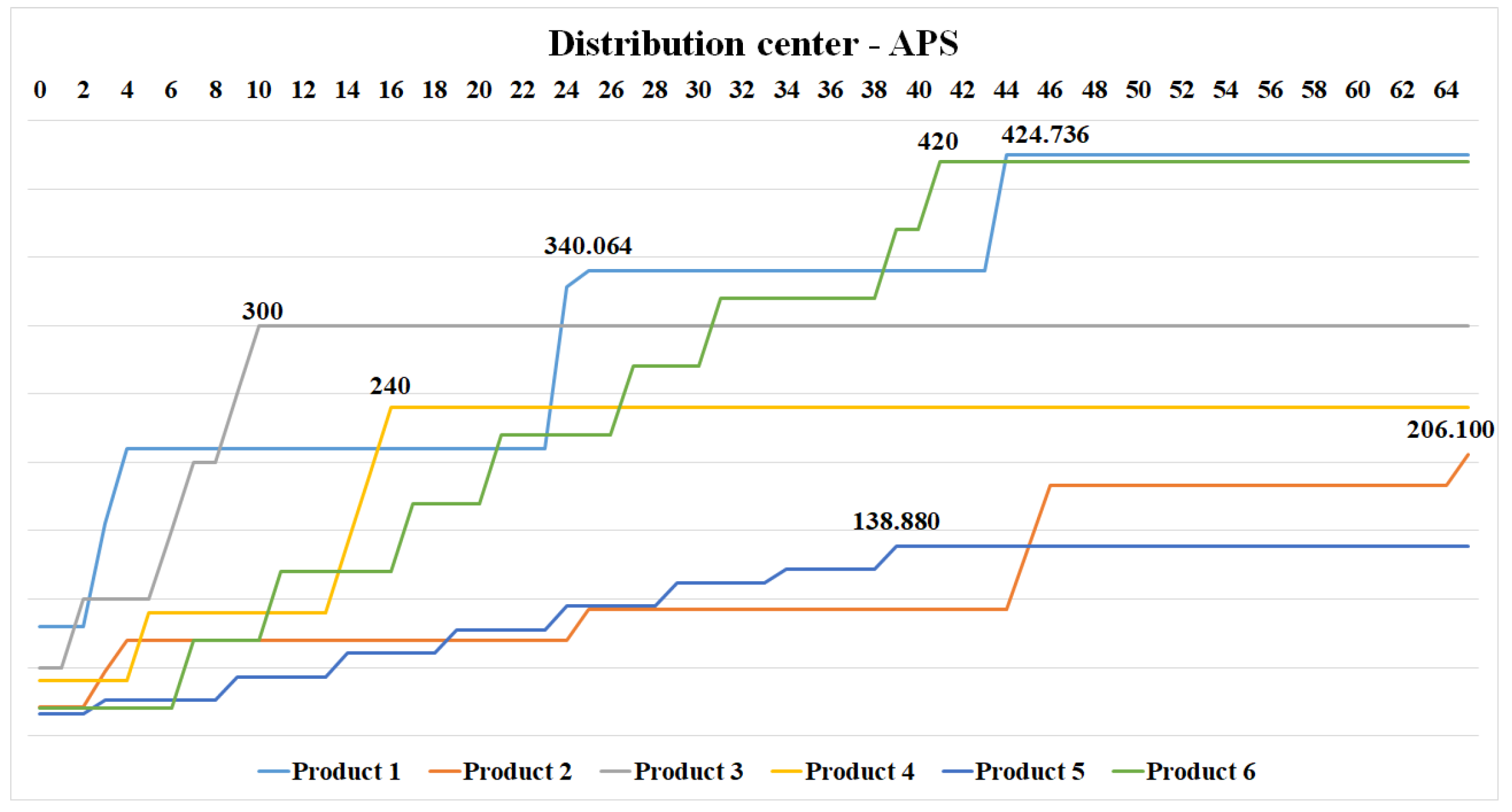
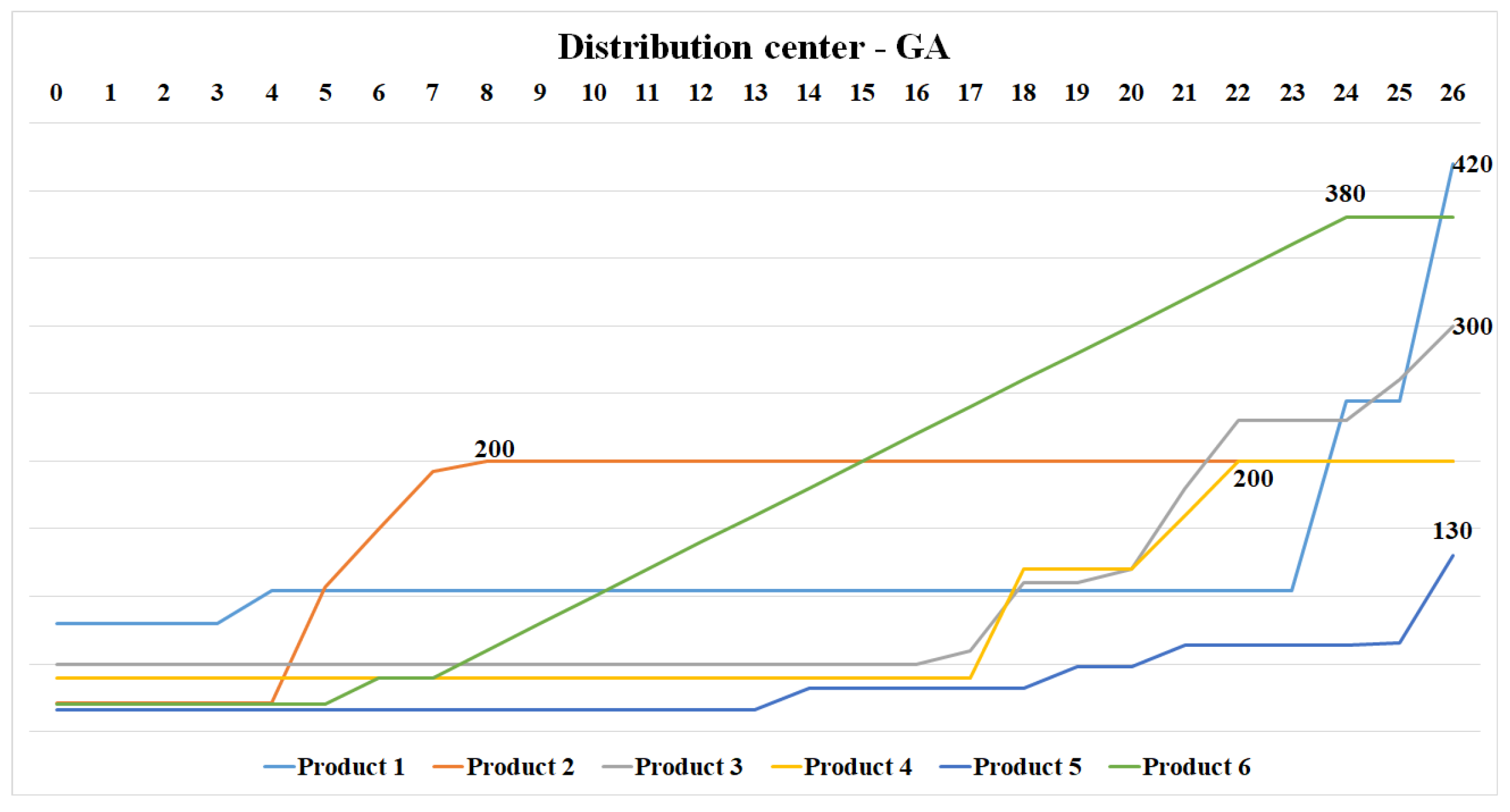
Figure 33 and
Figure 34 show the increase of products in the
stock for both the GA and the Exact Method, so one can see that the demands are met within the time horizon at
.
The GA is more flexible in terms of modeling than the APS, although it still depends on adjustments to fit changes. The Exact Method stands out for its flexibility when adaptations are necessary. It demonstrates a more direct and efficient modeling process independent of the size of the problem. We can easily add new products and factories.
APS showed the worst performance among the three methods and did not obtain a solution nor come close to the optimal, evidencing limitations in computational efficiency and the quality of solutions found. These difficulties in obtaining the solution by APS demonstrate its ineffectiveness in treating this combinatorial optimization problem.
Although the GA is an evolutionary algorithm, it achieved the optimal result, demonstrating its capacity to explore the solutions space. The Exact Method performs best, achieving the optimal result in the shortest execution time of the compared approaches. Of course, when the problem dimension grows, achieving the optimal solution in a reasonable time will become more difficult.
It is noteworthy that APS presents a detailed report of the production plan, in addition to being open source, which facilitates its use and adaptation in different contexts. GA stands out for the availability of frameworks that facilitate and streamline the process of modeling the problem-solving algorithm. In the Exact Method, the advantage highlighted is the possibility of finding the optimal solution to the problem, ensuring a more efficient level of decision.
APS, a rigid modeling allied to the selected planner, presents severe limitations that hinder its performance and applicability in complex combinatorial problems like this MILP. The GA requires the precise coding and decoding of individuals, which are challenging and demand extensive experimentation to ensure good results. The presentation of the results obtained by the GA and the Exact Method required additional steps to decode the solutions and make them more understandable.
Finally, the importance of building a mathematical model for the problem studied is highlighted since this allows the situations and needs of the present case study to be better discussed and adequately formalized.
6.1. Computing Resources
The computational experiments were performed on a computer equipped with an Intel(R) Core(TM) i5-7200U processor, which can operate at up to 2.71 GHz, and 8 GB of RAM memory.


 ,
, 




































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}