
Exploring the Efficiencies of Spectral Isolation for Intelligent Wear Monitoring of Micro Drill Bit Automatic Regrinding In-Line Systems



Abstract
:1. Introduction
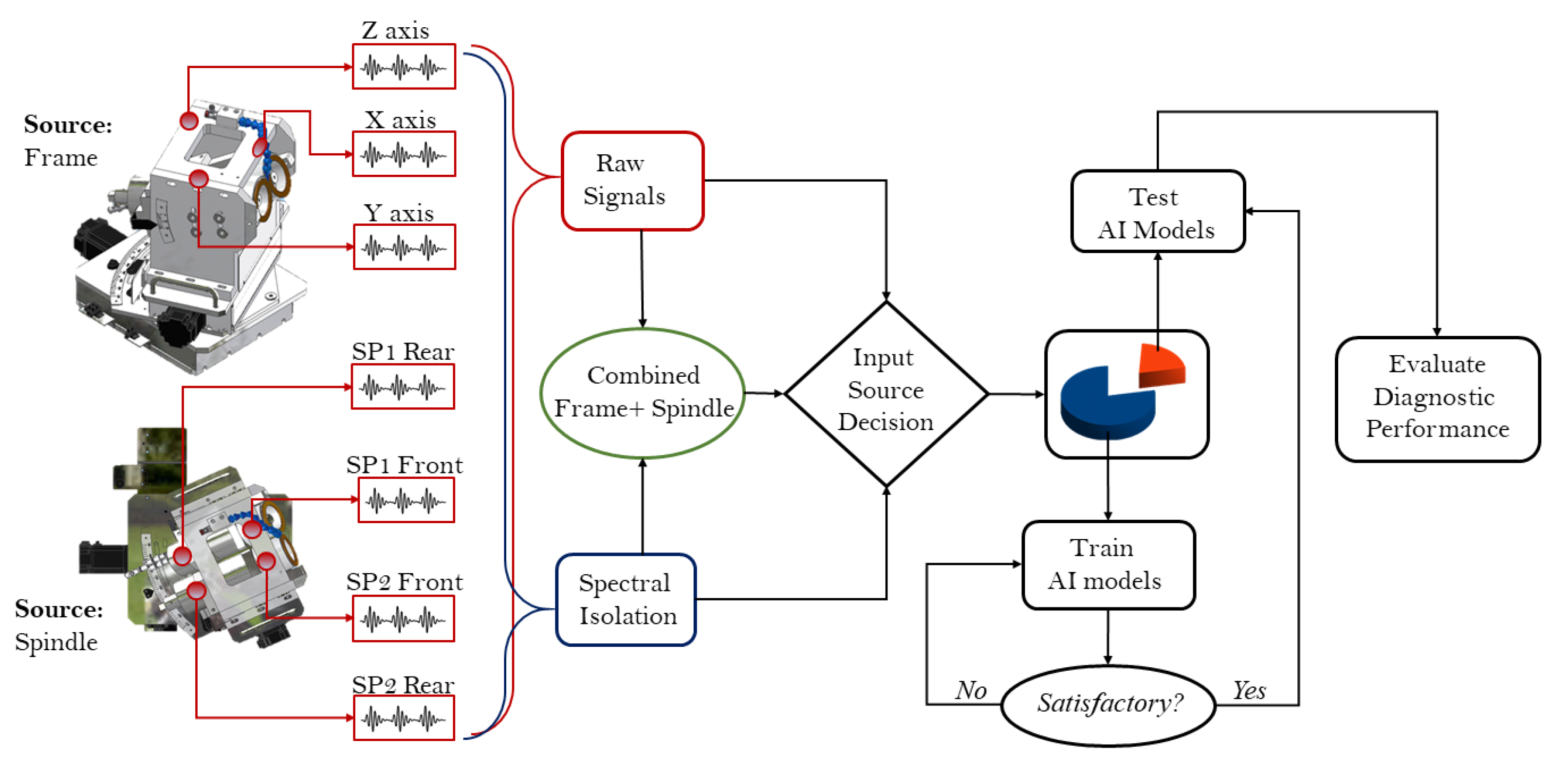
- A multi-sensor vibration monitoring system is proposed for the automatic micro drill bit regrinding of in-line equipment. The proposed framework adopts spectral isolation by integrating the low-frequency vibration responses from the regrinding frame and the high-frequency vibration responses from the gas bearing-powered regrinding spindle in a comprehensive manner. These provide highly discriminate information from the regrinding frame and the regrinding spindle, respectively, for improved condition monitoring.
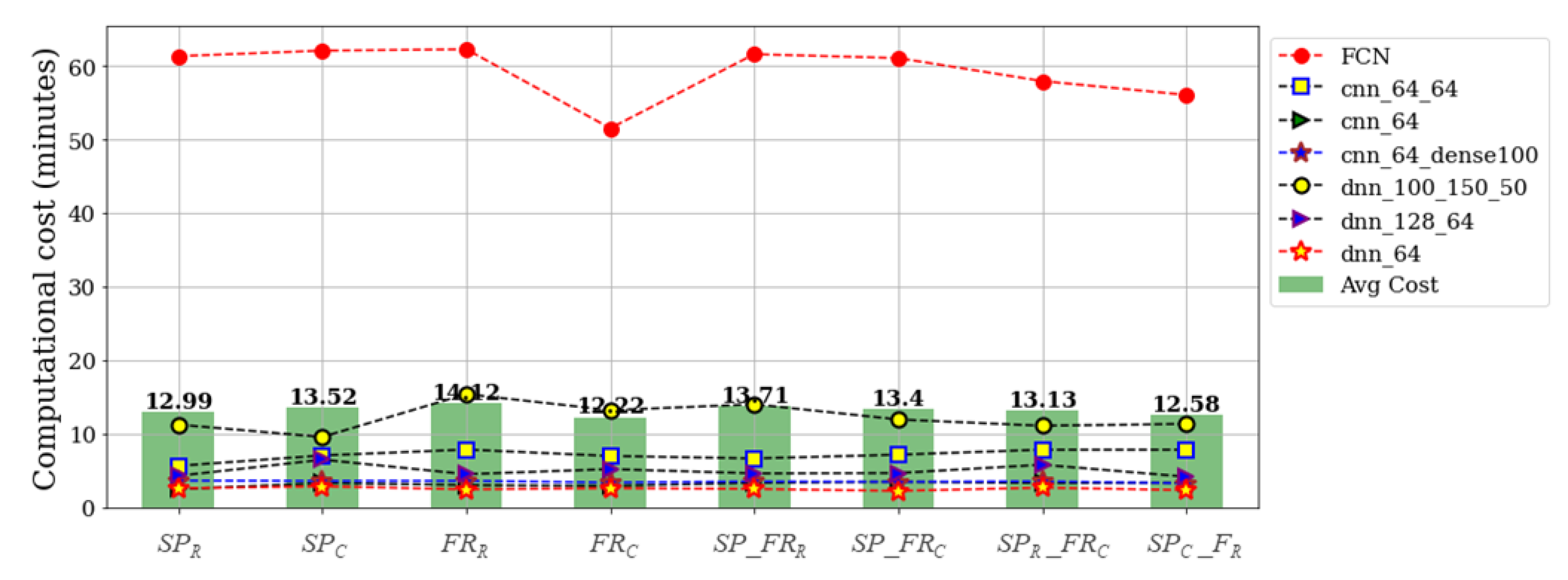
- A multi-option diagnostic framework that exploits the multiple sensor data’s vulnerabilities is proposed. The framework offers the options of choosing different data sources—stand-alone and/or integrated sensor data and exploits different 1D-CNN and MLP model architectures. This presents an avenue for evaluating the efficiencies of spectral isolation for improved tool wear monitoring and for assessing the computational cost implications of employing the proposed intelligent monitoring technology.
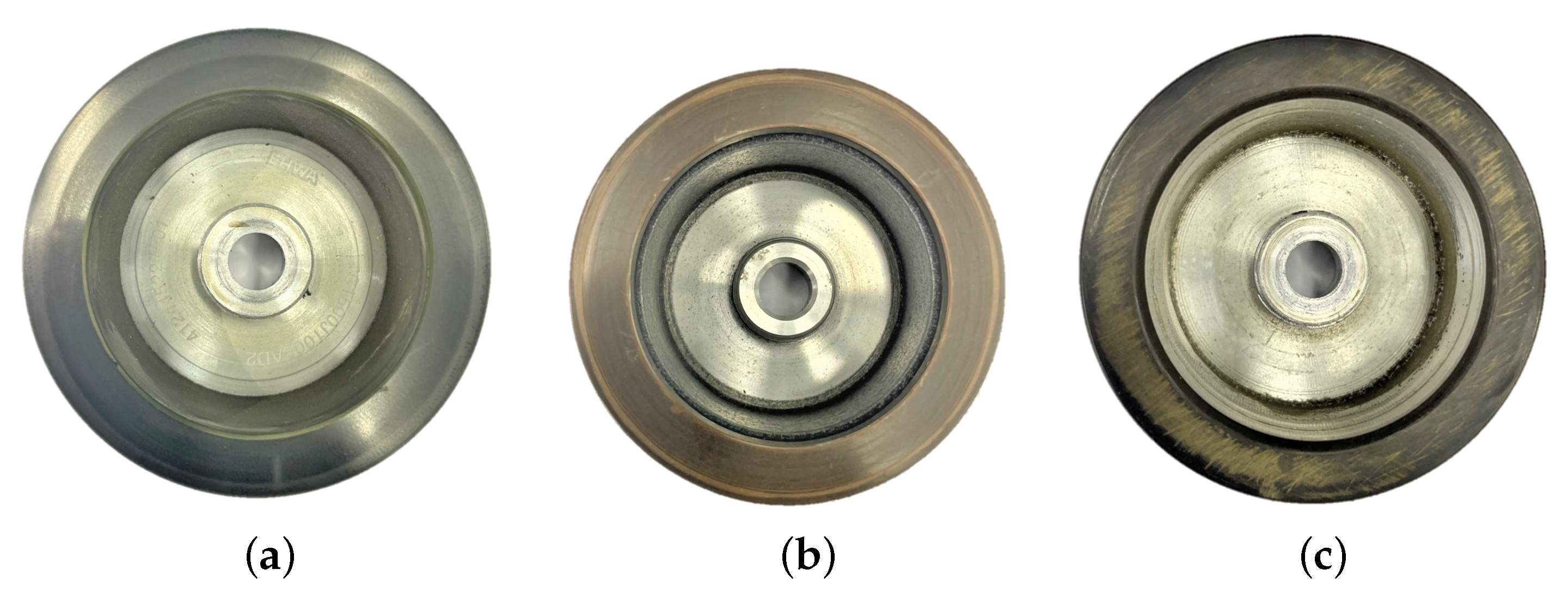
- For the proposed study, we leverage experimental data from an ultra-precision micro drill bit automatic regrinding in-line system (ARIS), which regrinds micro drill bits (– mm) used in the PCB manufacturing process. Empirical and descriptive conclusions are drawn following extensive investigations and evaluations. Our research offers a reliable framework for future research and practice in real-time industrial monitoring/diagnostic applications.
2. Motivation for Proposed Study and Related Works
3. Background of Study
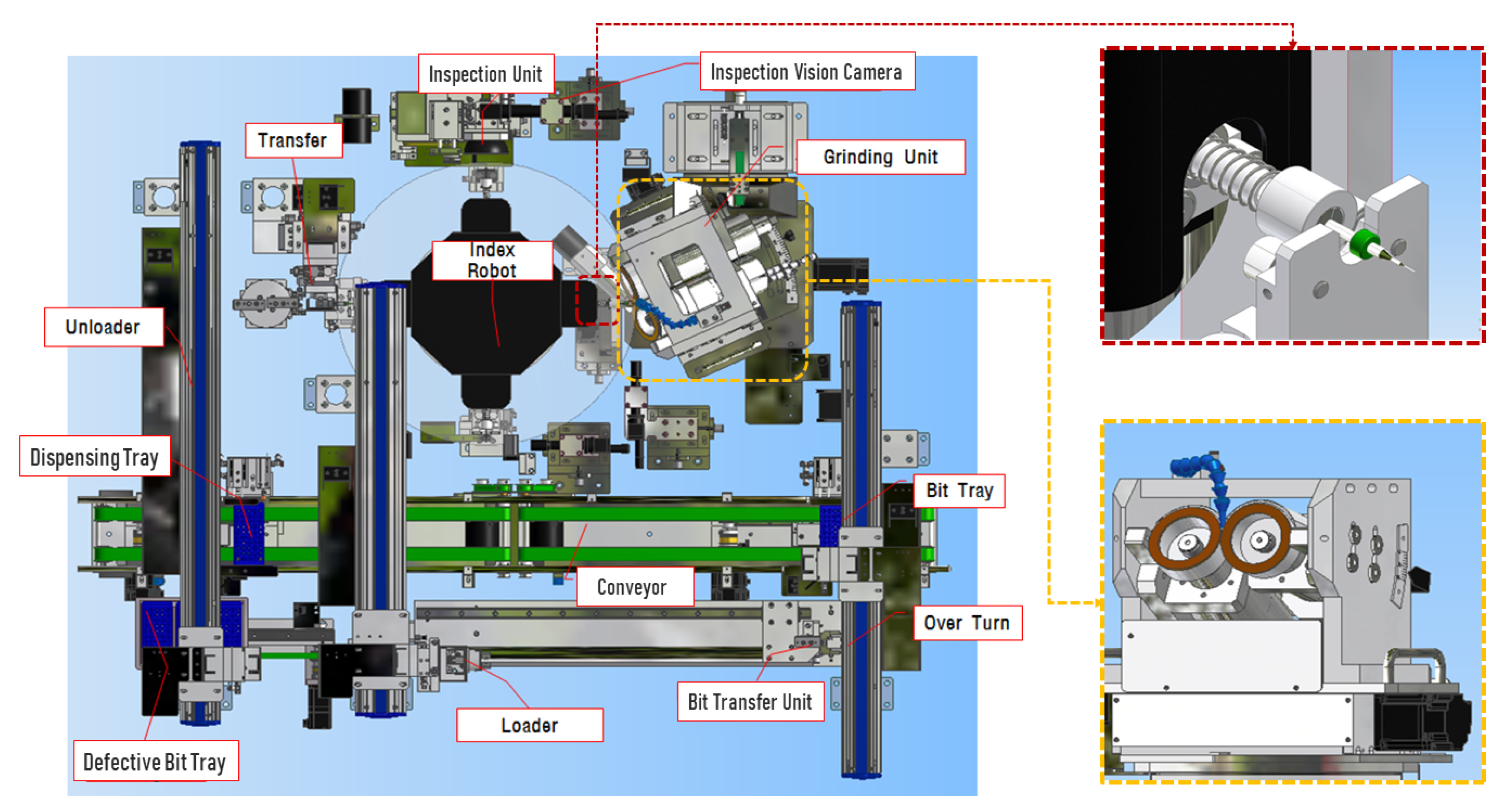
3.1. Working Principle of the G50150 Micro Drill Bit ARIS
3.2. Proposed Intelligent Monitoring Framework
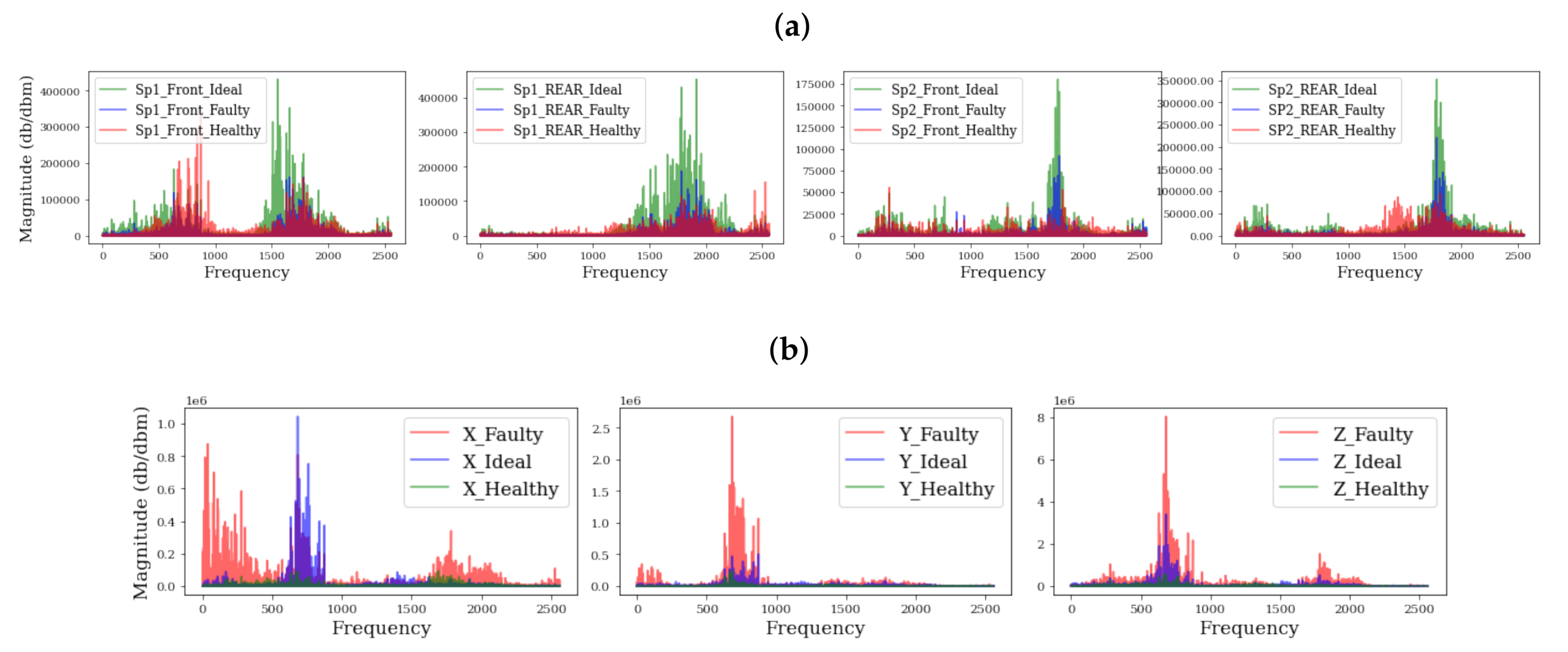
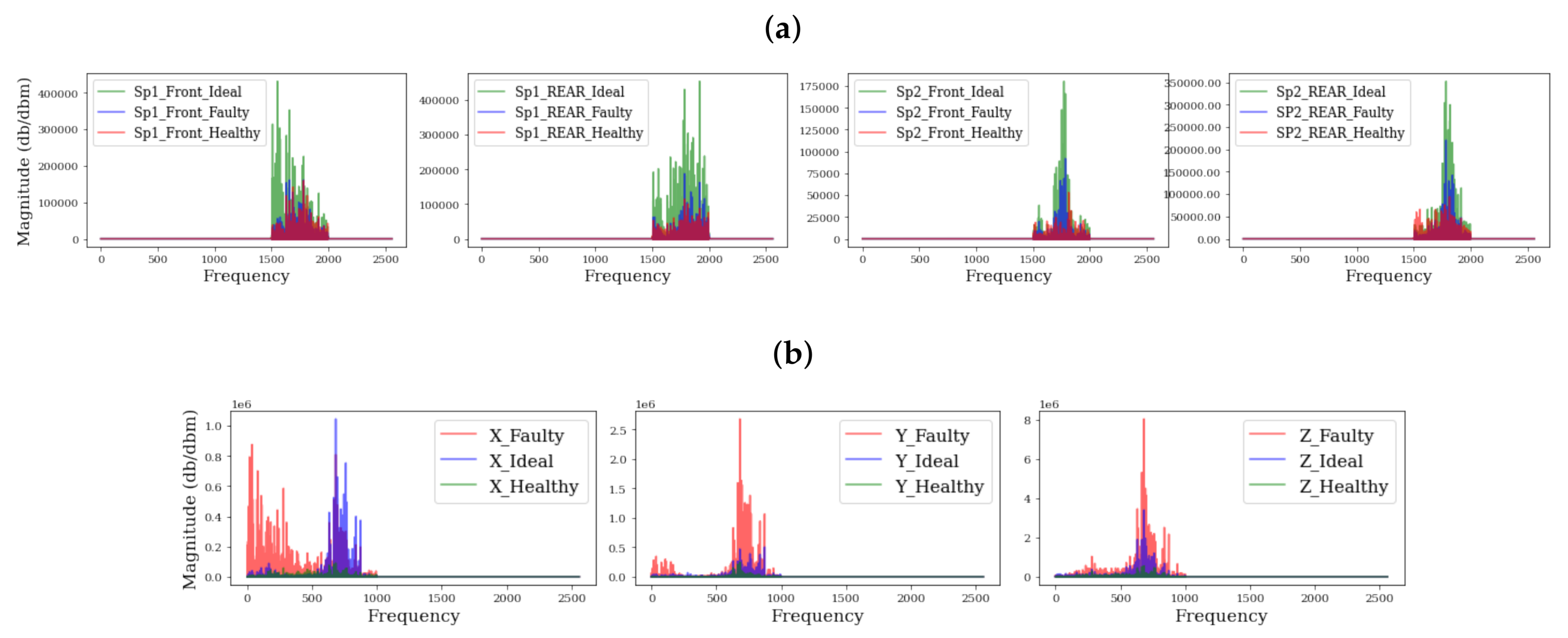
3.2.1. FFT-Based Spectral Isolation
3.2.2. Standard DL-Based Diagnostic/Classification Models
4. Experimental Assessment
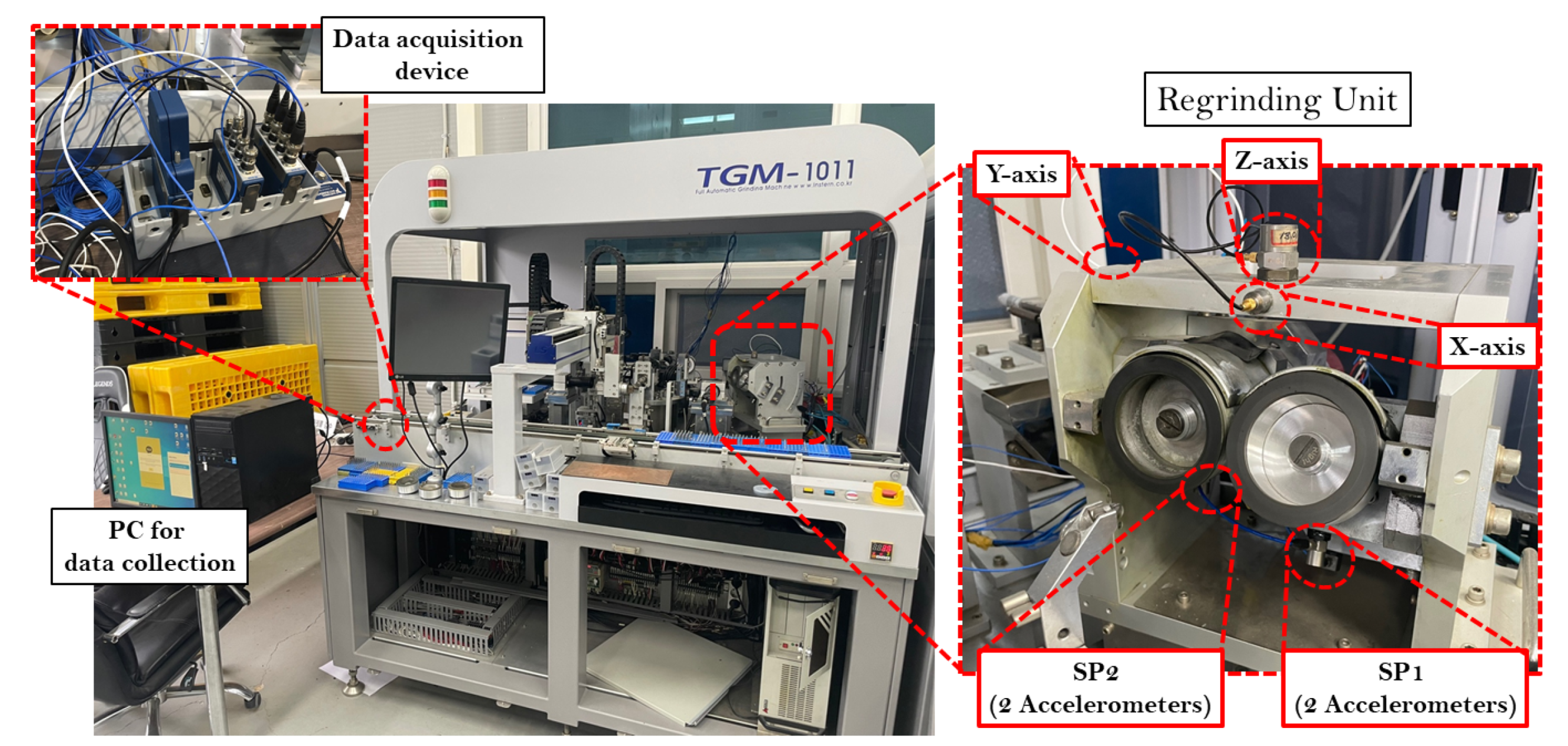
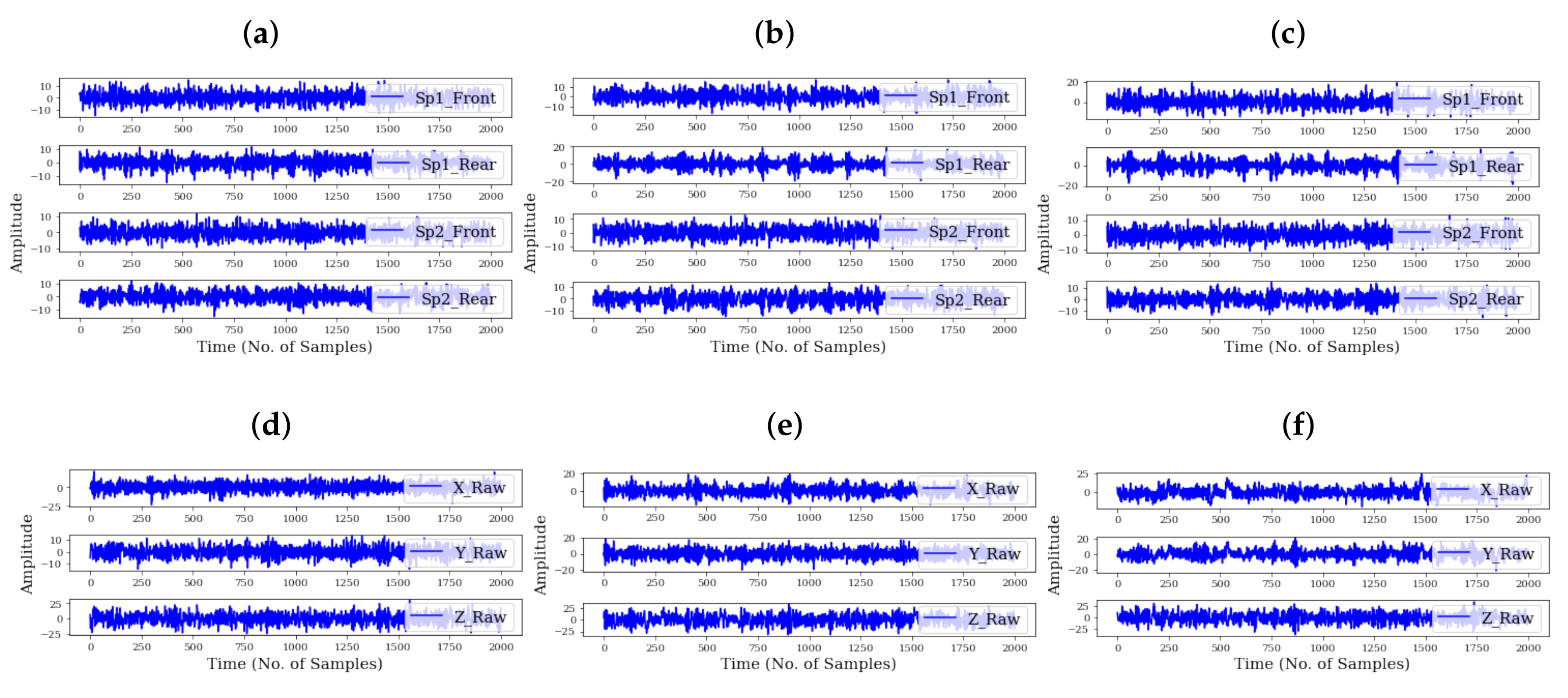
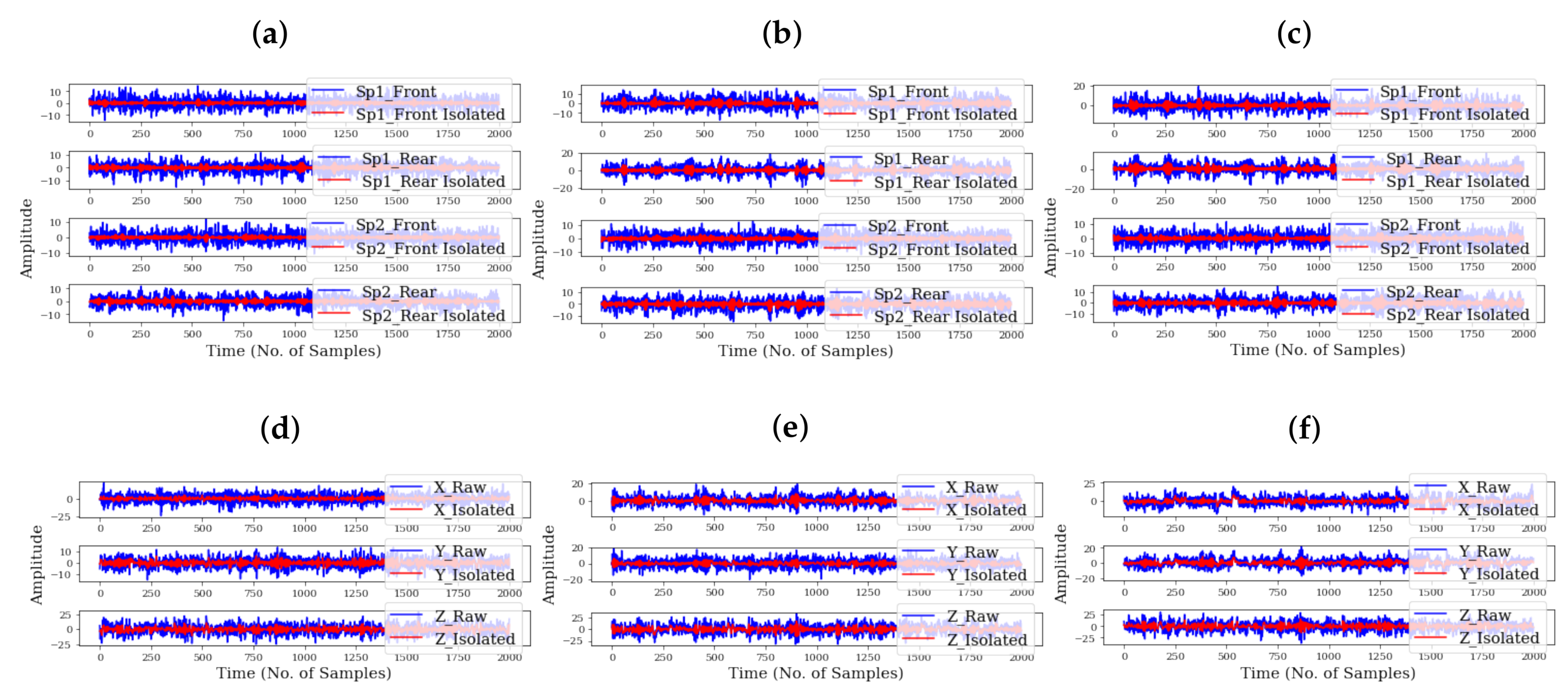
4.1. Data Acquisition and Spectral Isolation
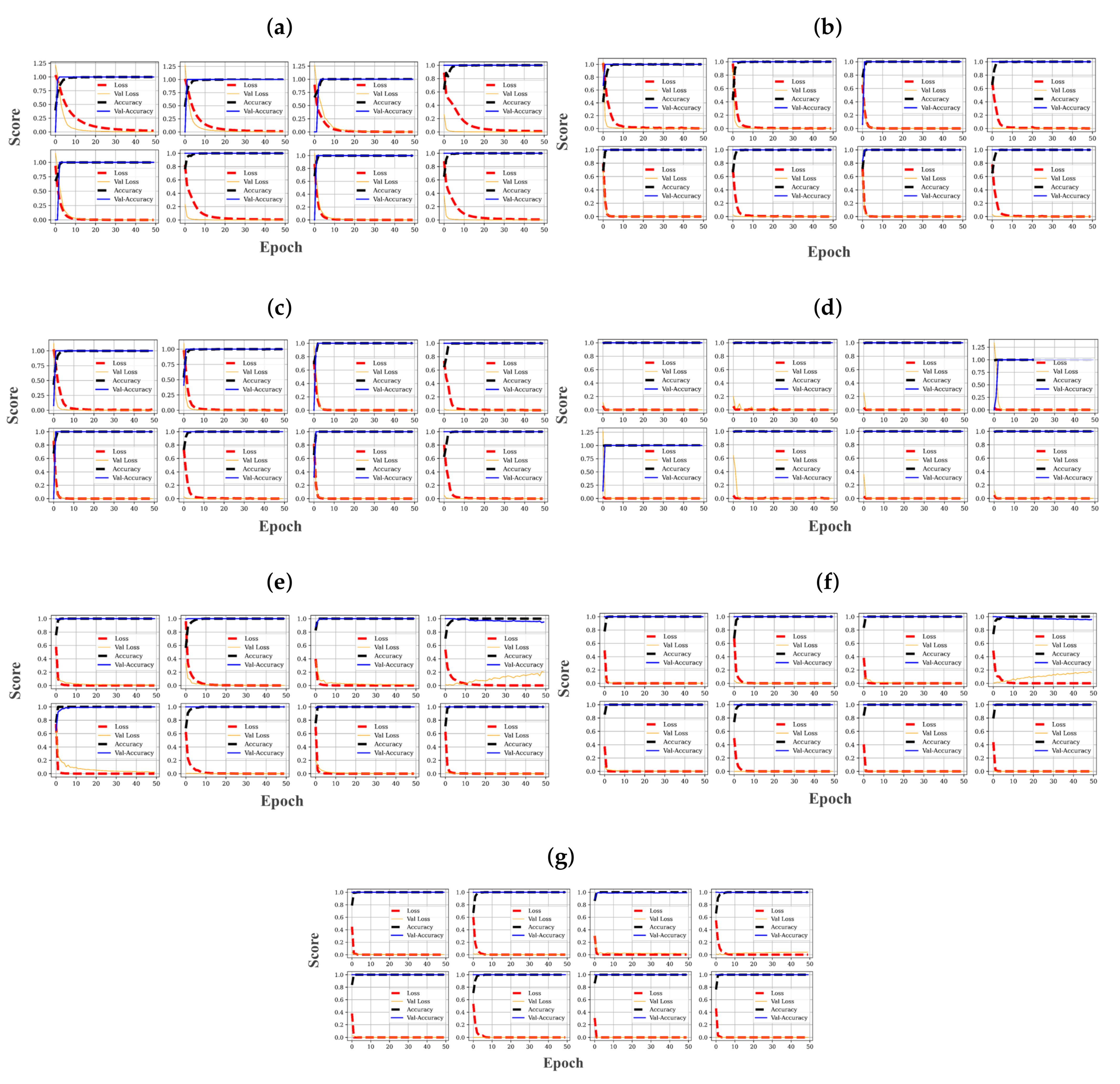
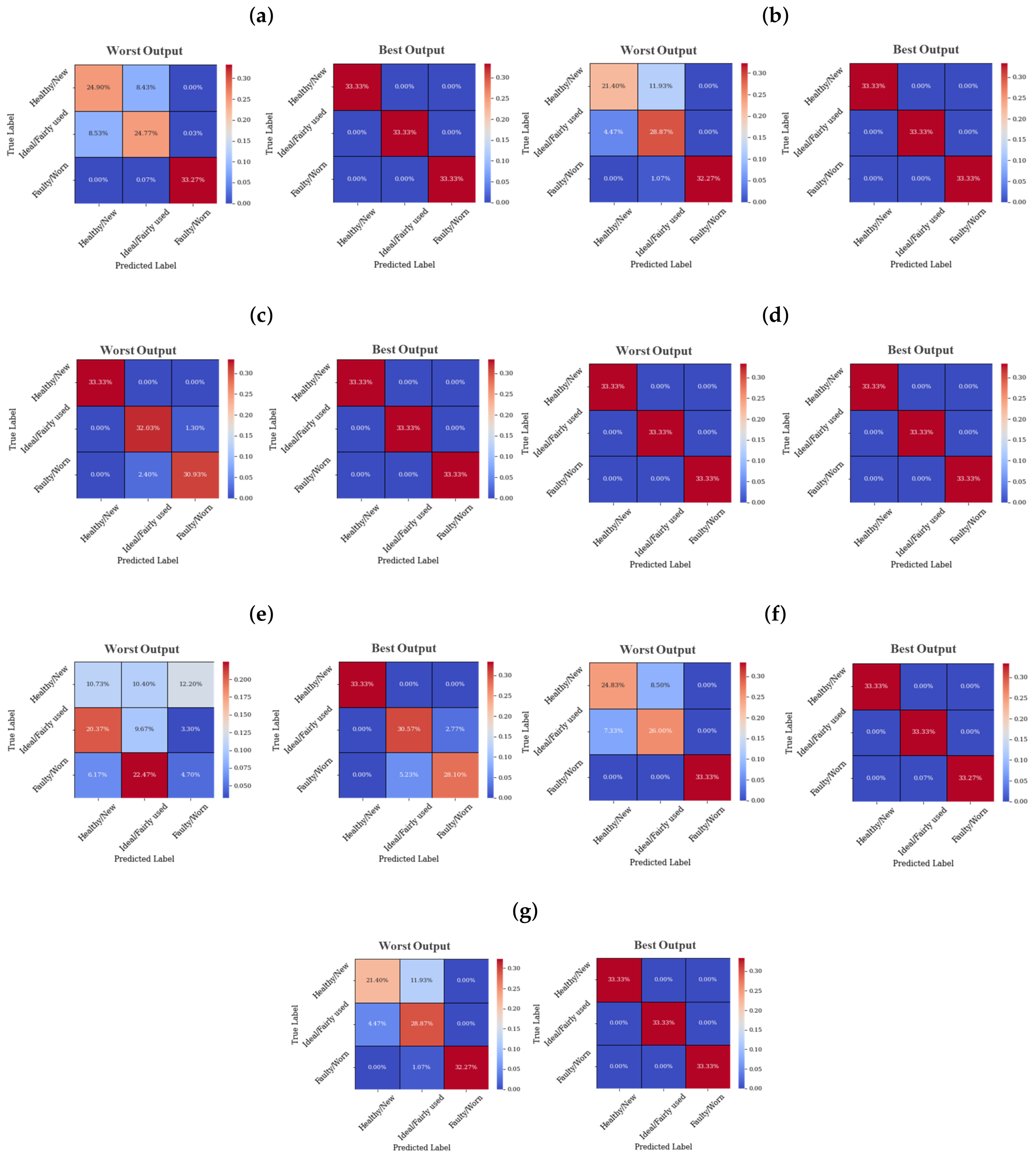
4.2. DL-Based Diagnostic Assessments
5. Conclusions and Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thomas, D. The Costs and Benefits of Advanced Maintenance in Manufacturing; Advanced Manufacturing Series (NIST AMS); National Institute of Standards and Technology: Gaithersburg, MD, USA, 2018. [CrossRef]
- Abidi, M.H.; Mohammed, M.K.; Alkhalefah, H. Predictive Maintenance Planning for Industry 4.0 Using Machine Learning for Sustainable Manufacturing. Sustainability 2022, 14, 3387. [Google Scholar] [CrossRef]
- Zhao, J.; Gao, C.; Tang, T. A Review of Sustainable Maintenance Strategies for Single Component and Multicomponent Equipment. Sustainability 2022, 14, 2992. [Google Scholar] [CrossRef]
- Yin, S.; Rodríguez-Andina, J.; Jiang, Y. Real-Time Monitoring and Control of Industrial Cyberphysical Systems: With Integrated Plant-Wide Monitoring and Control Framework. IEEE Ind. Electron. Mag. 2019, 13, 38–47. [Google Scholar] [CrossRef]
- Akpudo, U.E.; Hur, J.-W. D-dCNN: A Novel Hybrid Deep Learning-Based Tool for Vibration-Based Diagnostics. Energies 2021, 14, 5286. [Google Scholar] [CrossRef]
- Huang, B.-W.; Tseng, J.-G. Drilling Vibration in a micro drilling Process Using a Gas Bearing Spindle. Adv. Mech. Eng. 2020. [Google Scholar] [CrossRef]
- Lee, C.-H.; Jwo, J.-S.; Hsieh, H.-Y.; Lin, C.-S. An Intelligent System for Grinding Wheel Condition Monitoring Based on Machining Sound and Deep Learning. IEEE Access 2020, 8, 58279–58289. [Google Scholar] [CrossRef]
- Jia, F.; Lei, Y.; Lin, J.; Zhou, X.; Lu, N. Deep neural networks: A promising tool for fault characteristic mining and intelligent diagnosis of rotating machinery with massive data. Mech. Syst. Signal Process. 2016, 72, 303–315. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Vasiliadis, E.; Chryssolouris, G. Tool wear predictability estimation in milling based on multi- sensorial data. Int. J. Adv. Manuf. Technol. 2016, 82, 509–521. [Google Scholar] [CrossRef] [Green Version]
- Akpudo, U.E.; Hur, J.-W. Investigating the Efficiencies of Fusion Algorithms for Accurate Equipment Monitoring and Prognostics. Energies 2022, 15, 2204. [Google Scholar] [CrossRef]
- Kim, S.; Akpudo, U.E.; Hur, J.-W. A Cost-Aware DNN-Based FDI Technology for Solenoid Pumps. Electronics 2021, 10, 2323. [Google Scholar] [CrossRef]
- Lee, N.; Azarian, M.H.; Pecht, M.G. An Explainable Deep Learning-based Prognostic Model for Rotating Machinery. arXiv 2020, arXiv:2004.13608. [Google Scholar]
- Jianyu, L.; Yibin, C.; Zhe, Y.; Yunwei, H.; Chuan, L. A novel self-training semi-supervised deep learning approach for machinery fault diagnosis. Int. J. Prod. Res. 2022. [Google Scholar] [CrossRef]
- Yu, X.; Zhao, Y.; Gao, Y.; Xiong, S. MaskCOV: A random mask covariance network for ultra-fine-grained visual categorization. Pattern Recognit. 2021, 119, 108067. [Google Scholar] [CrossRef]
- Watson, M.; Sheldon, J.; Amin, S.; Lee, H.; Byington, C.; Begin, M. A Comprehensive High Frequency Vibration Monitoring System for Incipient Fault Detection and Isolation of Gears, Bearings and Shafts/Couplings in Turbine Engines and Accessories. In Proceedings of the ASME Turbo Expo 2007: Power for Land, Sea, and Air, Montral, QC, Canada, 14–17 March 2007; pp. 885–894. [Google Scholar] [CrossRef]
- Marple, L. Computing the discrete-time ‘analytic’ signal via FFT. IEEE Trans. Signal Process 1999, 47, 2600–2603. [Google Scholar] [CrossRef]
- Ulsoy, A.G.; Tekinalp, O.; Lenz, E. Dynamic modeling of transverse drill bit vibrations. CIRP Ann. 1984, 33, 253–258. [Google Scholar] [CrossRef]
- Fuji, H.; Marui, E.; Ema, S. Whirling vibration in drilling part 3: Vibration analysis in drilling workpiece with a pilot hole. J. Eng. Ind. 1988, 110, 315–321. [Google Scholar] [CrossRef]
- Kuk, Y.H.; Park, S.R.; Park, K.J.; Choi, H.J. A Study on Process Simulation Analysis of the Water Jet Cleaning Robot System for Micro Drill-bits. Soc. Comput. Des. Eng. 2015, 20, 291–297. [Google Scholar]
- Akpudo, U.; Jang-Wook, H. A Multi-Domain Diagnostics Approach for Solenoid Pumps Based on Discriminative Features. IEEE Access 2020, 8, 175020–175034. [Google Scholar] [CrossRef]
- Medrano, R.; Aznarte, J.L. A spatio-temporal attention-based spot-forecasting framework for urban traffic prediction. Appl. Soft Comput. 2020, 96, 106615. [Google Scholar] [CrossRef]
- Kim, H.; Lee, W.; Kim, M.; Moon, Y.; Lee, T.; Cho, M.; Mun, D. Deep-learning-based recognition of symbols and texts at an industrially applicable level from images of high-density piping and instrumentation diagrams. Expert Syst. Appl. 2021, 183, 115337. [Google Scholar] [CrossRef]
- Cabaneros, S.M.; Calautit, J.K.; Hughes, R. A review of artificial neural network models for ambient air pollution prediction. Environ. Model. Softw. 2019, 119, 285–304. [Google Scholar] [CrossRef]
- Ahishakiye, E.; Bastiaan, M.B.; Tumwiine, J.; Wario, R.; Obungoloch, J. A survey on deep learning in medical image reconstruction. Intell. Med. 2021, 1, 118–127. [Google Scholar] [CrossRef]
- Weigold, M.; Ranzau, H.; Schaumann, S.; Kohne, T.; Panten, N.; Abele, E. Method for the application of deep reinforcement learning for optimised control of industrial energy supply systems by the example of a central cooling system. CIRP Ann. 2021, 70, 17–20. [Google Scholar] [CrossRef]
- Sharma, O. Deep Challenges Associated with Deep Learning. In Proceedings of the 2019 International Conference on Machine Learning, Big Data, Cloud and Parallel Computing (COMITCon), Faridabad, India, 14–16 February 2019; pp. 72–75. [Google Scholar] [CrossRef]
- Kim, S.; Han, G. 1D CNN Based Human Respiration Pattern Recognition using Ultra Wideband Radar. In Proceedings of the 2019 International Conference on Artificial Intelligence in Information and Communication (ICAIIC), Okinawa, Japan, 11–13 February 2019; pp. 411–414. [Google Scholar] [CrossRef]
- Bircanoğlu, C.; Arıca, N. A comparison of activation functions in artificial neural networks. In Proceedings of the 2018 26th Signal Processing and Communications Applications Conference (SIU), Izmir, Turkey, 2–5 May 2018; pp. 1–4. [Google Scholar] [CrossRef]
- Kingma, D.P.; Ba, J. Adam: A Method for Stochastic Optimization. arxiv 2015, arXiv:1412.6980v9. [Google Scholar]
- Lai, K.K.; Mishra, S.K.; Ram, B. On q-Quasi-Newton’s Method for Unconstrained Multiobjective Optimization Problems. Mathematics 2020, 8, 616. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Shen, C.; Kong, L.; Wang, D.; Xia, M.; Zhu, Z. A New Adversarial Domain Generalization Network Based on Class Boundary Feature Detection for Bearing Fault Diagnosis. IEEE Trans. Instrum. Meas. 2022, 71, 1–9. [Google Scholar] [CrossRef]
- Jirak, D.; Wermter, S. Potentials and Limitations of Deep Neural Networks for Cognitive Robots. arXiv 2018, arXiv:1805.00777. [Google Scholar]
- Wang, Z.; Yan, W.; Oates, T. Time series classification from scratch with deep neural networks: A strong baseline. arXiv 2016, arXiv:1611.06455. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Architecture | Hyperparameters/Description |
|---|---|---|
| CNN64 | Conv1D, GlobalAveragePooling1D, Dense_output | Filter1 = 64, kernel1_size = 3, activation_Conv1D = ReLU, activation_Dense_output = Softmax, optimizer = adam, Loss = categorical_crossentropy |
| CNN64_64 | Conv1D—Conv1D, GlobalAveragePooling1D, Dense_output | Filter1 = Filter2 = 64, kernel1_size = 8, kernel2_size = 5, activation_Conv1D = ReLU, activation_Dense_output = Softmax, optimizer = adam, Loss = categorical_crossentropy |
| CNN64_Dense100 | Conv1D, GlobalAveragePooling1D, Dense_100, Dense_output | Filter1 = 64, activation_Conv1D = ReLU, kernel1_size = 3, activation_Dense_100 = ReLU, activation_Dense_output = Softmax, optimizer = adam, Loss = categorical_crossentropy |
| FCN [33] | Conv1D+Batch_Norm, Conv1D+Batch_Norm, Conv1D+Batch_Norm, GlobalAveragePooling1D, Dense_output | Filter1 = 128, Filter2 = 256, Filter3 = 128, activation_Conv1D = ReLU, kernel1_size = 8, kernel2_size = 5, kernel3_size = 3, activation_Dense_output = Softmax, optimizer = adam, Loss = categorical_crossentropy |
| DNN64 | Dense_64—Dense_output | MLP: nodes in Dense_64 = 64, activation_Dense_64 = ReLU, activation_Dense_output = Softmax, optimizer = adam, Loss = categorical_crossentropy |
| DNN128_64 | Dense_128—Dense_64—Dense_output | MLP: nodes in Dense_128 = 128, nodes in Dense_64 = 64, activation_Dense_128 = activation_Dense_64 = ReLU, activation_Dense_output = Softmax, optimizer = adam, Loss = categorical_crossentropy |
| DNN100_150_50 | Dense_100—Dense_150—Dense_50—Dense_output | MLP: nodes in Dense_100 = 100, nodes in Dense_150 = 150, nodes in Dense_50 = 50, activation_Dense_100 = activation_Dense_150 = activation_Dense_50 = ReLU, activation_Dense_output = Softmax, optimizer = adam, Loss = categorical_crossentropy |
| Spindle Only | Frame Only | Spindle + Frame | ||||||
|---|---|---|---|---|---|---|---|---|
| Parameter | ||||||||
| Dimension | () × 4 | () × 4 | () × 3 | () × 3 | () × 7 | () × 7 | () × 7 | () × 7 |
| CNN64 | 90.2% | 97.8% | 85.4% | 88.9% | 92.1% | 98.0% | 84.2% | 88.3% |
| CNN64_64 | 92.1% | 97.6% | 88.1% | 90.0% | 92.5% | 98.7% | 88.9% | 94.7% |
| CNN64_Dense100 | 93.6% | 98.2% | 88.6% | 91.2% | 92.2% | 97.8% | 90.1% | 95.1% |
| FCN | 96.0% | 99.3% | 91.1% | 95.5% | 95.7% | 98.8% | 92.3% | 97.6% |
| DNN64 | 73.8% | 85.6% | 56.2% | 75.8% | 65.8% | 87.2% | 74.7% | 83.7% |
| DNN128_64 | 88.7% | 91.6% | 82.6% | 88.7% | 90.3% | 93.1% | 90.6% | 94.2% |
| DNN100_150_50 | 89.1% | 92.1% | 84.0% | 90.1% | 91.2% | 94.0% | 92.4% | 93.0% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akpudo, U.E.; Hur, J.-W. Exploring the Efficiencies of Spectral Isolation for Intelligent Wear Monitoring of Micro Drill Bit Automatic Regrinding In-Line Systems. Algorithms 2022, 15, 194. https://doi.org/10.3390/a15060194
Akpudo UE, Hur J-W. Exploring the Efficiencies of Spectral Isolation for Intelligent Wear Monitoring of Micro Drill Bit Automatic Regrinding In-Line Systems. Algorithms. 2022; 15(6):194. https://doi.org/10.3390/a15060194
Chicago/Turabian StyleAkpudo, Ugochukwu Ejike, and Jang-Wook Hur. 2022. "Exploring the Efficiencies of Spectral Isolation for Intelligent Wear Monitoring of Micro Drill Bit Automatic Regrinding In-Line Systems" Algorithms 15, no. 6: 194. https://doi.org/10.3390/a15060194
APA StyleAkpudo, U. E., & Hur, J.-W. (2022). Exploring the Efficiencies of Spectral Isolation for Intelligent Wear Monitoring of Micro Drill Bit Automatic Regrinding In-Line Systems. Algorithms, 15(6), 194. https://doi.org/10.3390/a15060194