1. Introduction
Particleboard is one of the three main products of wood-based panel [
1]. If it can be utilized instead of log material, the shortage of wood resources can be alleviated to some extent, which is of great significance for the protection of ecological environment.
In the process of particleboard production, one of the main steps is glue mixing and dosing, which determines the technical level of particleboard production [
2]. It is the mark of excellent mixing and dosing technology that the material can be accurately and proportionally matched according to the formula requirements. Excessive amount of glue will produce high moisture content particleboard, resulting in the bubble phenomenon, which will affect the yield, increase production capital, and result in an increase in formaldehyde emission. If the quantity of glue is too low, it will reduce the plasticity of the particleboard and make it difficult to compact. Meanwhile, physical properties such as static strength and plane tensile strength of particleboard will also decrease, which will affect the quality of the product. Therefore, the control of glue flow in particleboard glue mixing and dosing system plays a decisive role in the quality of the finished board.
At present, most of the wood-based panel production enterprises are dependent on artificial experience to control production, with proportional-integral-derivative (PID) as the primary control method used. The PID control strategy is widely applied in engineering [
3,
4,
5,
6]. However, this control strategy is not suitable for engineering control with high accuracy due to its poor dynamic performance, low anti-disturbance ability, and low control precision. To effectively solve the problem of tracking and anti-interference, the backstepping control method has been proposed by decomposing the high-order system into a series of low-order systems for the nonlinear system model with uncertainty [
7,
8,
9,
10,
11]. The authors of Reference [
7] designed an output feedback controller by combining backstepping and adaptive methods to deal with the synthesis of speed and flux for an induction motor drive. For the problem of a sensorless speed control for interior permanent magnet synchronous motors, Reference [
8] outlined a nonlinear control based on the backstepping algorithm to improve robustness. Reference [
9] proposed a novel gain-tuning method based on backstepping for variable PID controller. In this method, when system dynamics rapidly changes due to unknown disturbances, the system performance is robust and effective using the controller. For the problem of fault-tolerant control for a class of uncertain nonlinear system with actuator faults, the authors of Reference [
10] used the backstepping approach to remove the classical assumption that the time derivative of output error should be known. Reference [
11] applied backstepping to the Lagrangian form of the dynamics for quadrotor controller design to deal with unmodeled state-dependent disturbances. Though backstepping can solve nonlinear problems effectively, the traditional method requires repeated differentiation of virtual controller, and the control complexity increases rapidly with the increase in system order. The problem can be solved with the dynamic surface control (DSC) method proposed by Swaroop [
12]. This method has been widely applied in the field of flight vehicles [
13,
14], unmanned aerial vehicles (UAV) [
15], and missiles [
16,
17]. However, although DSC has some robustness and adaptability, it is not sufficient to achieve good control effect by its own robustness.
To improve the robust stability and transient performance of control systems, sliding-mode control (SMC) has been studied by many scholars to solve the problem of nonlinear systems [
18,
19,
20,
21,
22]. To enhance robustness against parameter variations and disturbances, two model-free control system structures that include sliding-mode control were proposed and verified by real-time experimental results related to the position control of laboratory equipment represented by the twin rotor aerodynamic system in Reference [
18]. In Reference [
19], adaptive second-order sliding-mode control strategies were presented for a class of uncertain systems with unknown uncertainty bound. The authors adjusted the amplitude of the control law to control the uncertainties, enhanced the realization of second-order sliding mode, and made the state variables of the auxiliary system converge near the origin in finite time. In Reference [
20], time-varying and constant switching frequency-based sliding-mode control methods were proposed for three-phase transformerless dynamic voltage restorers. The authors of Reference [
21] proposed a new adaptive fuzzy sliding-mode control (AFSMC) design strategy for the control of a special class of three-dimensional fractional order chaotic systems with uncertainties and external disturbance and showed the efficiency of the proposed fractional adaptive controllers. Although SMC has strong robustness to parameter perturbation and external disturbance, it is worth noting that the above control methods are all based on measuring the speed and acceleration of signals, and the accuracy of measurement is vital for control results. However, in practical engineering, the measurement process has a certain degree of difficulty and the economic cost of the process is higher; therefore, the control method still has some limitations and challenges in practical situations.
To solve these problems, some scholars have proposed a high-gain observer (HGO) control strategy [
23,
24,
25,
26,
27]. In Reference [
23], an adaptive HGO was established to estimate the unmeasured states for the output-feedback control problem of a class of nonlinear large-scale system. In Reference [
24], a decentralized control algorithm was developed based on HGO theory and fuzzy adaptive control algorithm for second-order uncertain nonlinear multiagent systems. In Reference [
25], Mercorelli presented a sensorless control based on a HGO to reduce the effects of uncertainties on the electromagnetic valve actuator model and unmeasurable external disturbances. To solve the problem of single-rod electro-hydraulic servo having only one measured output state, a nonlinear backstepping control method based on a HGO was proposed to estimate the full state used by backstepping controllers in Reference [
26]. The authors of Reference [
27] proved that the extended HGO can be used to reduce the effect of disturbances while estimating and canceling the disturbance in one link of an underactuated system. Some scholars have combined SMC with HGO to achieve a better control effect. In Reference [
28], a method was proposed for a flexible joint robotic arm, which used a high-gain observer with multiple sliding modes to ensure the observability of fault/unknown input signals, and sliding modes were utilized for their reconstruction. Reference [
29] focused on the design of a high-gain observer that estimated the unmeasured states to get the knowledge of all state variables for sliding-mode controller in order to control tracking position and pressure.
In the particleboard glue mixing and dosing system, the technical requirements differ with the thickness of the particleboard. When the thickness of the particleboard changes, the flow of the particleboard and gluing also changes. Meanwhile, the frequency of the system input can be adjusted to change the speed of the motor, and the speed of the dosing can be controlled to accurately control the dosing of the glue. In the intermediate frequency operation of particleboard mixing and dosing (30 Hz input excitation), there is a large nonlinearity that is influenced by two factors: The first is the influence of pipeline pressure and the second is the actuator and sensor entering the nonlinear region (saturation or dead zone) under this condition.
This paper was motivated by the SMC, DSC, and HGO methods to follow the desired glue flow. The main contributions of this paper can be summarized as follows:
(1) The equation of the state of particleboard mixing and dosing system was established in accordance with the intermediate frequency condition, and the structural parameters were identified using genetic factor recursive least-squares algorithm. A model that can reflect the lag and inertia characteristics of particleboard mixing and dosing process was established.
(2) A controller based on SMC and DSC was used to improve the response speed and the robustness of external noise disturbance. In addition, the HGO applied in combination with compound controller was designed, and the simulation results were compared.
(3) The appropriate Lyapunov functions were constructed to prove that all signals of the closed-loop system were semi-globally uniformly ultimately bounded and that the tracking error converged to zero asymptotically. Moreover, the benefits of the proposed control methods were authenticated and validated via simulation studies.
The paper is organized as follows: In
Section 2, the particleboard glue mixing and dosing system under intermediate frequency operation is described.
Section 3 introduces the sliding-mode dynamic surface control based on HGO schemes, and the closed system is proven to be semi-globally uniformly ultimately bounded. Simulation results of applying the proposed control methods to particleboard glue mixing and dosing system are shown in
Section 4 to verify the effectiveness of the approach.
Section 5 concludes the paper.
3. Design of High-Gain Observer-Based Sliding-Mode Dynamic Surface Controller
In this section, we design a compound control strategy for particleboard glue mixing and dosing system with the intermediate frequency condition. A high-gain observer-based sliding-mode dynamic surface controller will be designed. To estimate the derivative of the system input signal for the feedback to the controller, HGO is used, with
as the input. Then, the output of the observer
,
, and
is put into the compound controller instead of
,
, and
. The controller is used to deal with nonlinear disturbance, and the configuration is shown in
Figure 3.
To design the controller, we need to make the following assumptions:
Assumption 1. The input signal and its derivative exist and are bounded.
Assumption 2. is bounded and the boundary is unknown., i.e., .
3.1. Designs of High-Gain Observer
To estimate the derivative of the system input signal for feedback to the controller, high-gain observer is used. is the input into the high-gain observer, and the output of the observer , , and is put into the controller instead of , , and .
To analyze the convergence of observer, the system model given in Equation (16) is considered:
where
, satisfying Lipschitz condition.
The high-gain observer is designed as follows:
where
is the nominal model of
.
Defining observation error
, considering (17) and (18), we know that
where
is modeling uncertainty.
Equation (17) can be written as follows:
where
,
When is not considered, the eigenvalue is negative if is Hurwitz. Then, the observation is asymptotically convergent. Therefore, we need to choose the suitable , , and to make satisfy Hurwitz.
As for the effect of
on
, from Equation (19), it can be written as follows:
Therefore
and we obtain the following transfer function:
From
,
, and
, we can see the following:
To make , , , must be guaranteed.
We let
where
,
and
are real numbers,
.
Therefore, the observer expression can be written as follows:
If we put Equation (21) into
where
. Obviously, modeling uncertainty can be overcome by high gain.
3.2. Designs of Sliding-Mode Dynamic Surface Controller
For the system shown in Equation (16), the detailed design steps of the controller are as follows:
Step 1.
Define the error of the first surface:
where
is the given tracking signal and its derivative is known.
The time derivative of
is given as follows:
To make
converge to 0, design virtual control variable:
where
is the parameter to be designed.
Unlike the backstepping control method, put
into a low-pass first-order filter and get the output
:
where
is a time constant of the filter. The initial condition of Equation (26) is as follows:
Step 2.
Define the error of the second surface:
and its derivative is as follows:
To make
Z2 converge to 0, design virtual control variable:
where
is design parameter.
Again, put
into a low-pass first-order filter and get the output
:
where
is a time constant of the filter. The initial condition of Equation (31) is as follows:
Step 3.
Define the error of the third surface:
and its derivative is as follows:
To make
converge to 0, design the control law:
where
is also the parameter to be designed. Due to
, design
.
The flowchart of the proposed control algorithm is shown in
Figure 4.
Define the filtering error
,
:
Considering position tracking, virtual control, and filtering error, define Lyapunov function:
Differentiating Equation (36) with respect to time:
Invoking Equations (26), (28), (30), (33), and (35), we get the following:
where
are all bounded. Define the upper bound of them as
and
, respectively, yielding
.
Owing to
,
. Then
Design the following parameters:
where
is a small positive real number:
Invoking Equation (38), we get the following:
Let
be one of the bound of
and make
, so
We get the solution of the above inequality [
32]:
Through the above analysis, the closed-loop system is uniformly ultimately bounded and all the signals converge to zero by choosing the appropriate sliding-mode dynamic surface controller parameters , , , , and .
4. Simulation Analysis
For particleboard glue mixing and dosing system, considering the stage of glue flow dosing, we carried out a simulation study to validate the effectiveness of the proposed strategy based on Matlab2016a/Simulink. In this simulation, the compound controller was designed according to Equations (22) and (35). Considering the disturbance caused by the pump, channel, and flow sensor, different forms of the disturbance was exerted on the system, and the simulation results were divided into two parts. To make the output signal of the system track the desired signal faster without overshoot, the following parameters of the observers were chosen:
As for the initial values of the HGO and the first-order low-pass filters:
The desire glue flow
,
,
. The simulation results are shown in
Figure 5,
Figure 6,
Figure 7,
Figure 8,
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13 and
Figure 14. Next, the proposed controller was compared with PID and backstepping mode controllers.
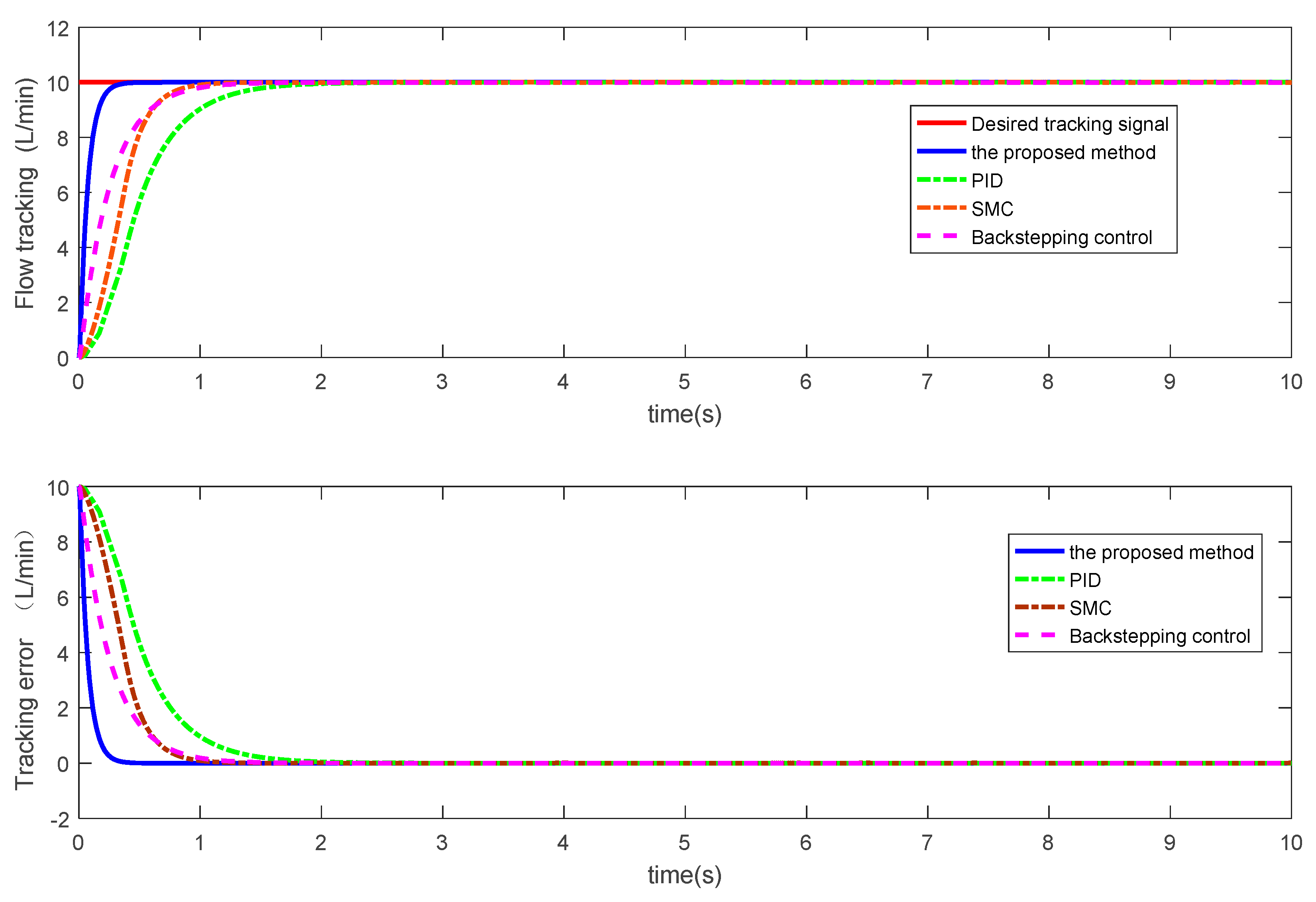
The time response of desired glue flow signal tracking and tracking error is shown in
Figure 5. It can be seen that the proposed control method is much faster than traditional PID control and SMC approaches. It is also clear that the response speed of the proposed method is faster than the backstepping control based on SMC and can realize the quick, accurate, and non-overshoot positioning.
The time response of the first-order low-pass filter is shown in
Figure 6. It can be seen that the virtual control variables almost coincide with the output variables of the filter, and it is clear that the accuracy of the derivative of virtual control is good with the output of the filter.
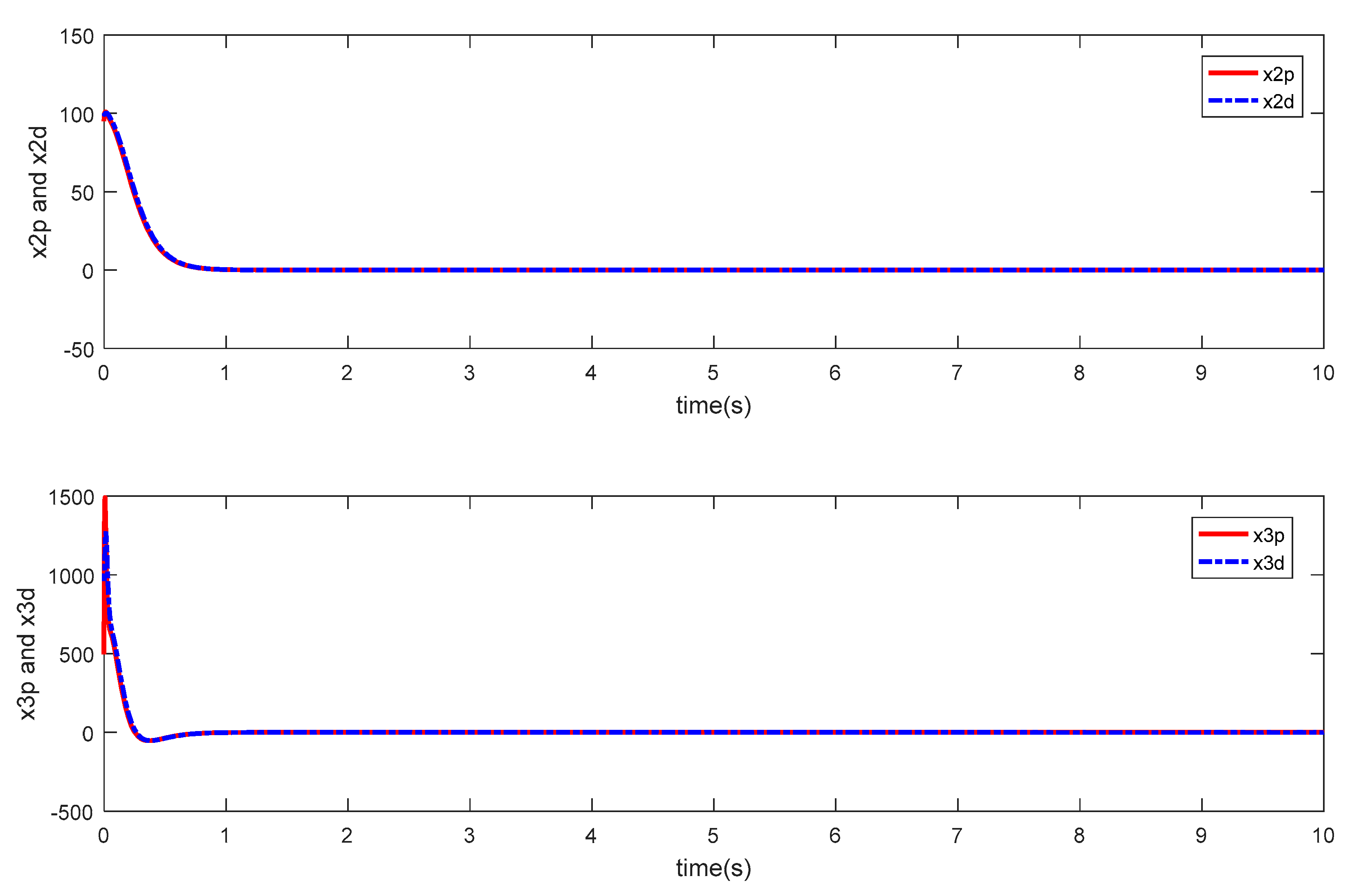
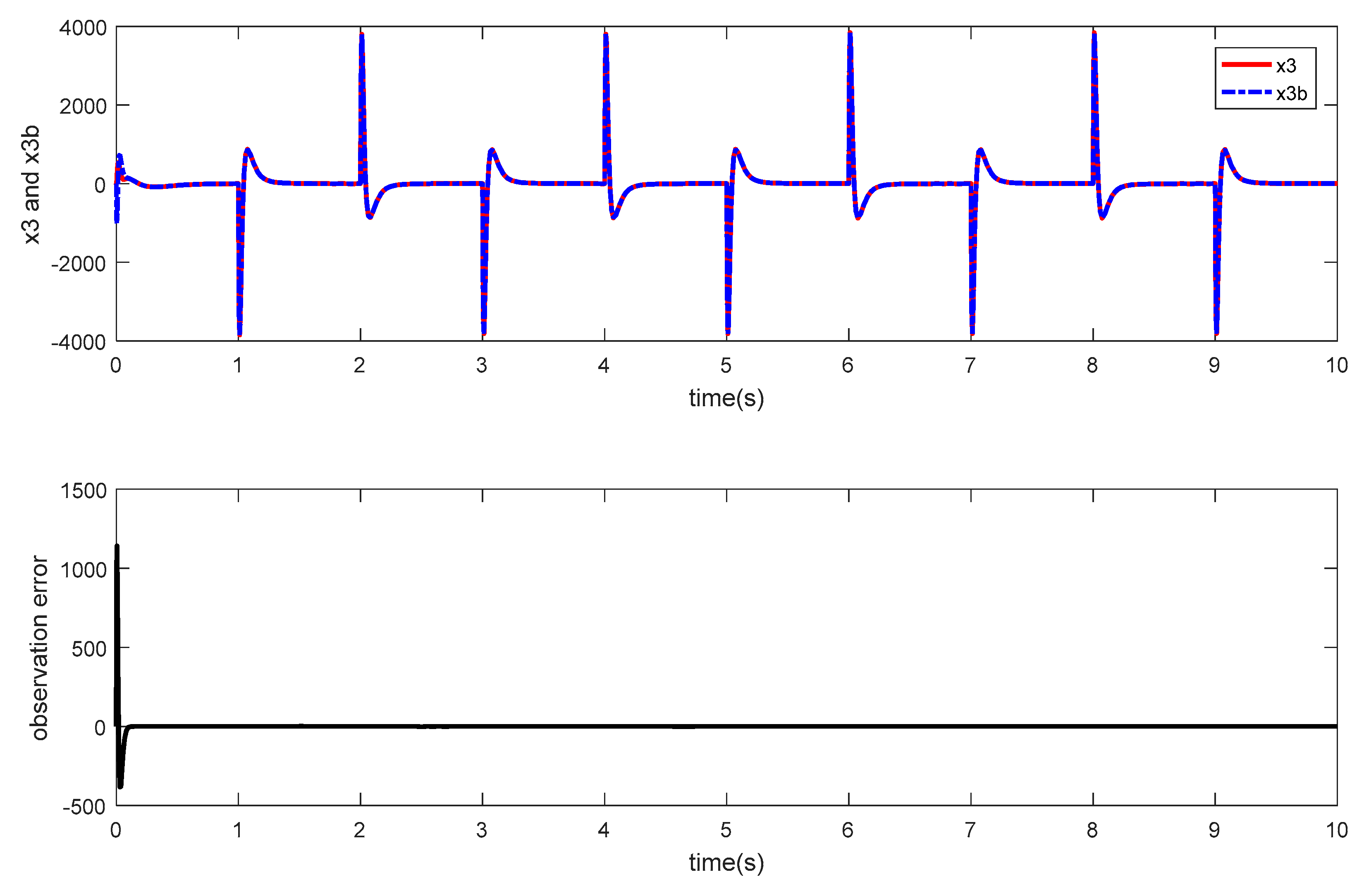
Comparisons of the actual and estimated values of the system input via HGO are shown in
Figure 7 and
Figure 8. ×2 and ×3 represent the actual system input, which cannot be measured in actual working conditions. ×2b and ×3b represent
and
, respectively, namely the estimation of ×2 and ×3. It can be seen that the estimated values of HGO output can be a good substitute for system input.
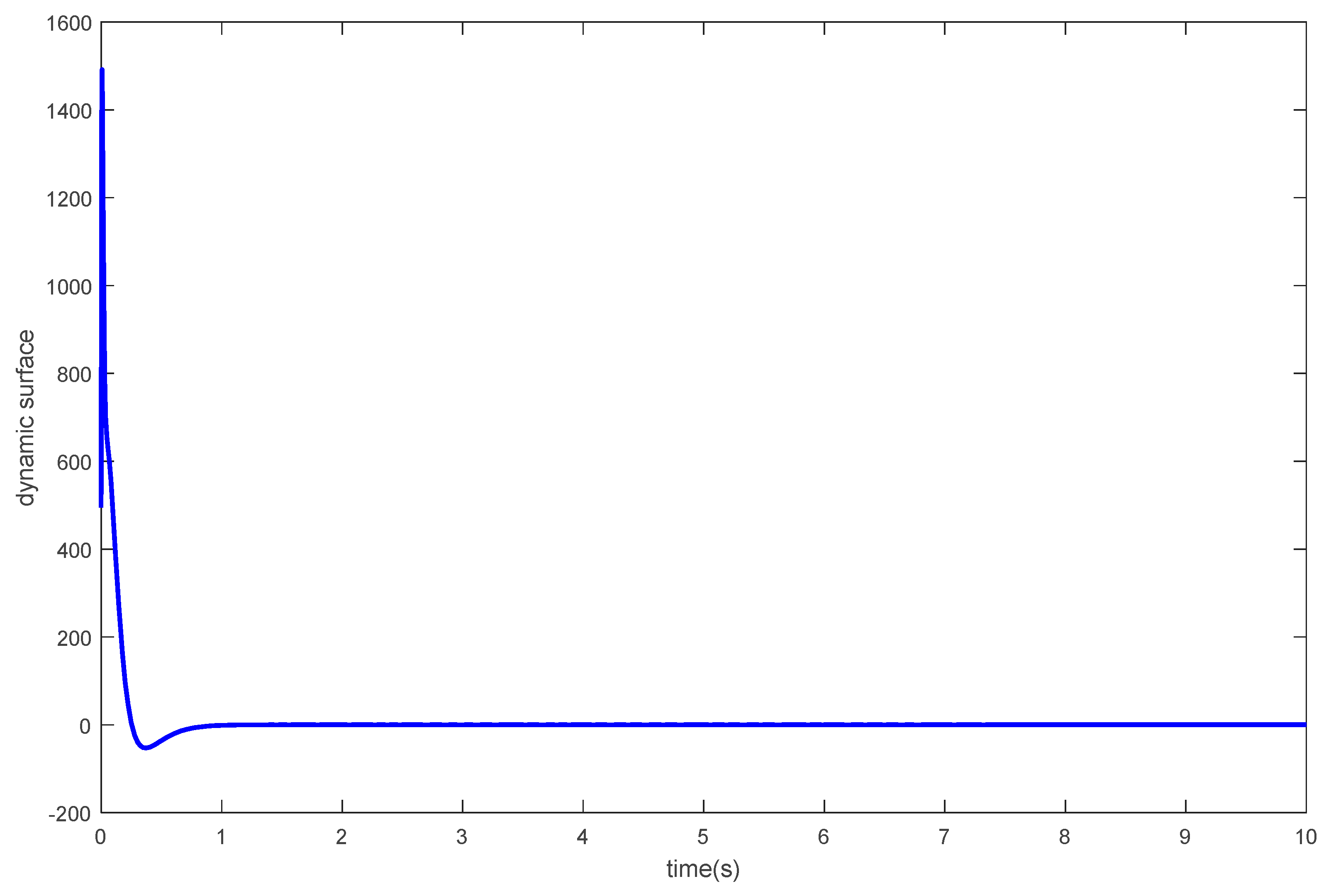
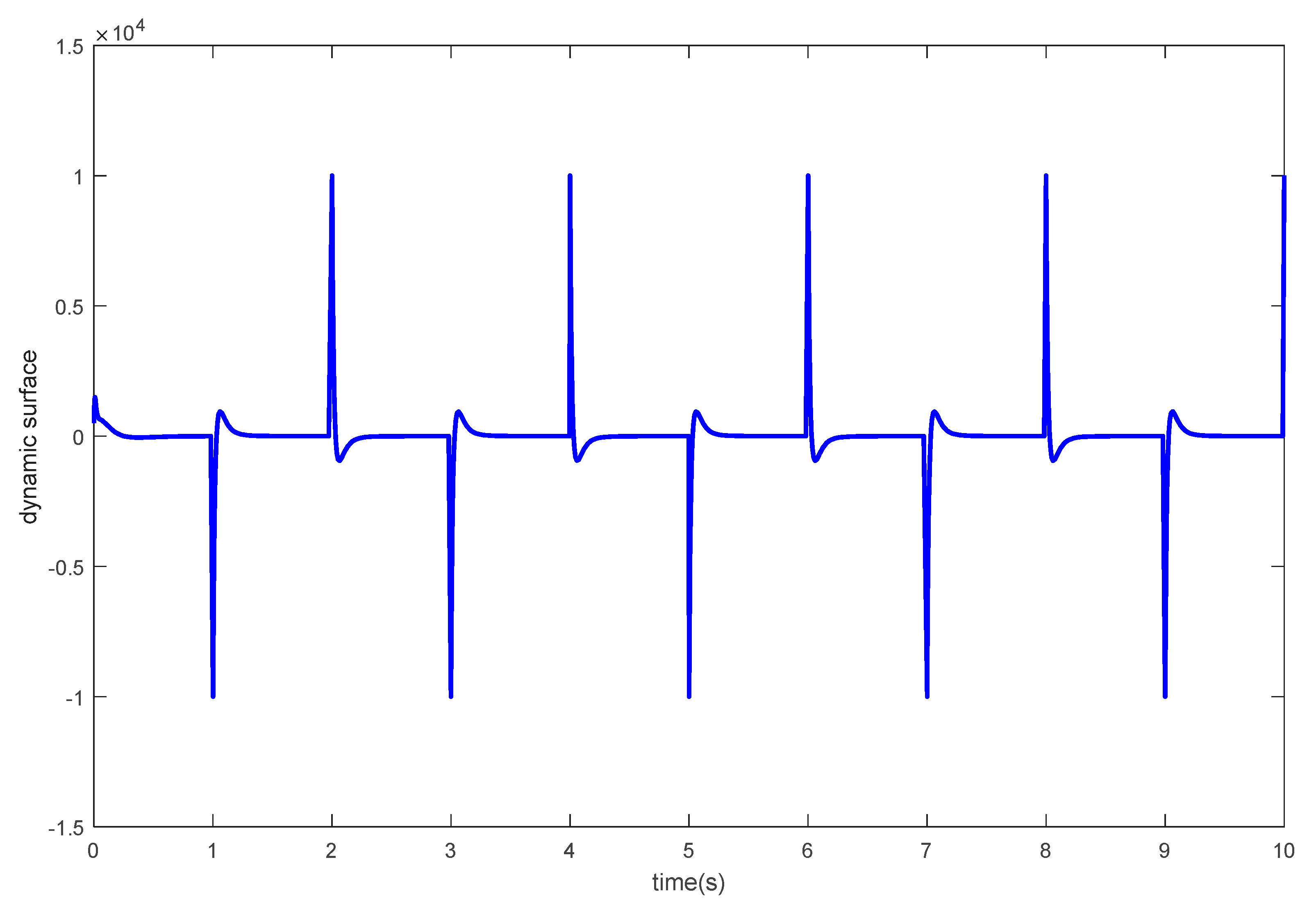
The time response of dynamic surface is shown in
Figure 9. It can be seen that the response curve is smooth without chattering.
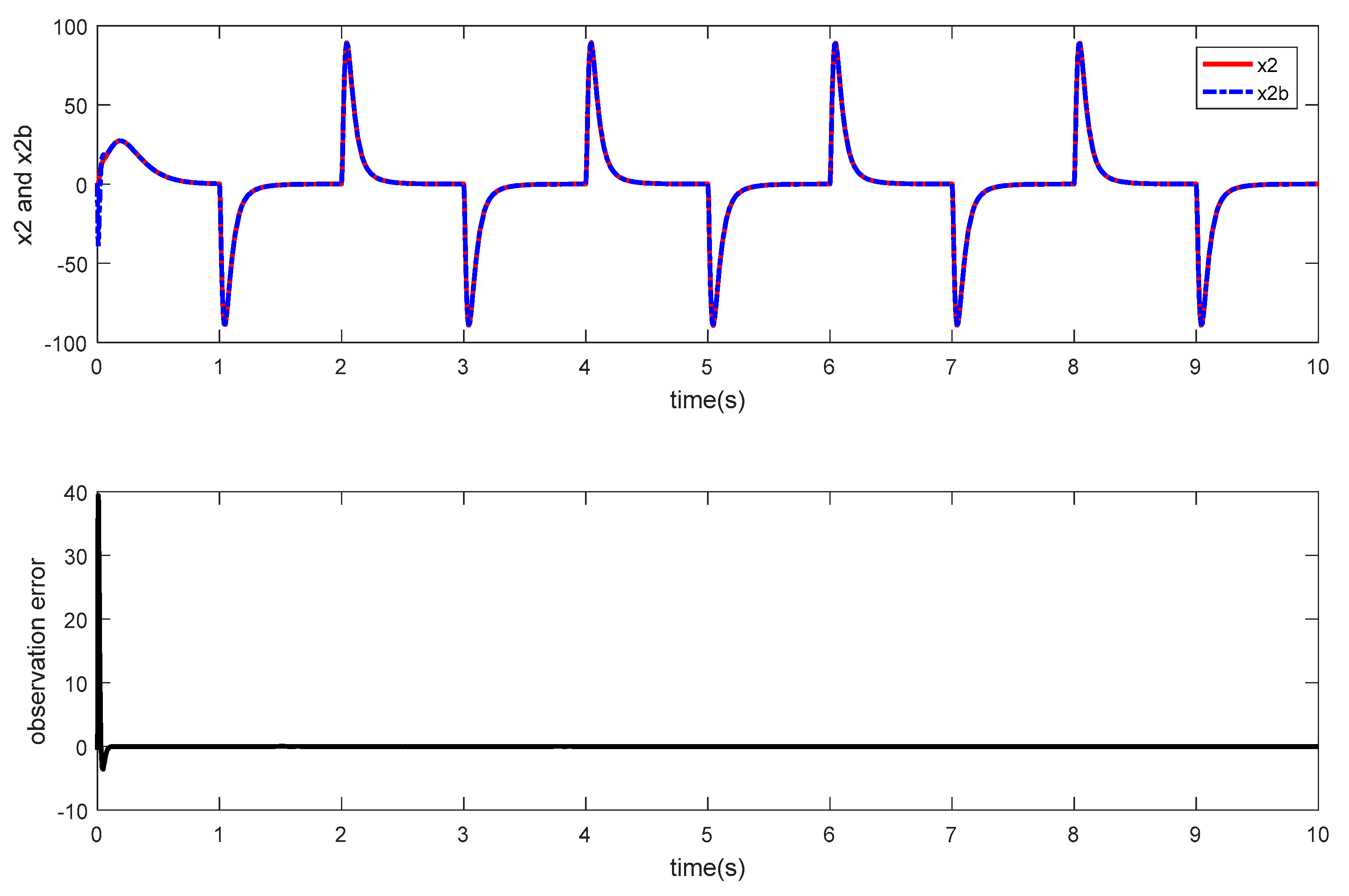
In order to further verify the control effect of the proposed method, we changed the desire glue flow to a square signal with an amplitude of 10 and the disturbance to noisy random signals; the initial values of the HGO and the first-order low-pass filters remained unchanged. The simulation results are shown in
Figure 10,
Figure 11,
Figure 12,
Figure 13 and
Figure 14.
The simulation results showed that the proposed control method could still maintain good performance in spite of noise disturbance. When the glue flow input signal was constantly changing, the output of the system could still track the desire value quickly and accurately. For the immeasurable signals of the system, the HGO could estimate its value quickly and the track error was near 0, which meant the estimation could be controlled by replacing the actual value.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}