
Influence of Growth Rate and Magnetic Field on Microstructure and Properties of Directionally Solidified Ag-Cu Eutectic Alloy


Abstract
:1. Introduction
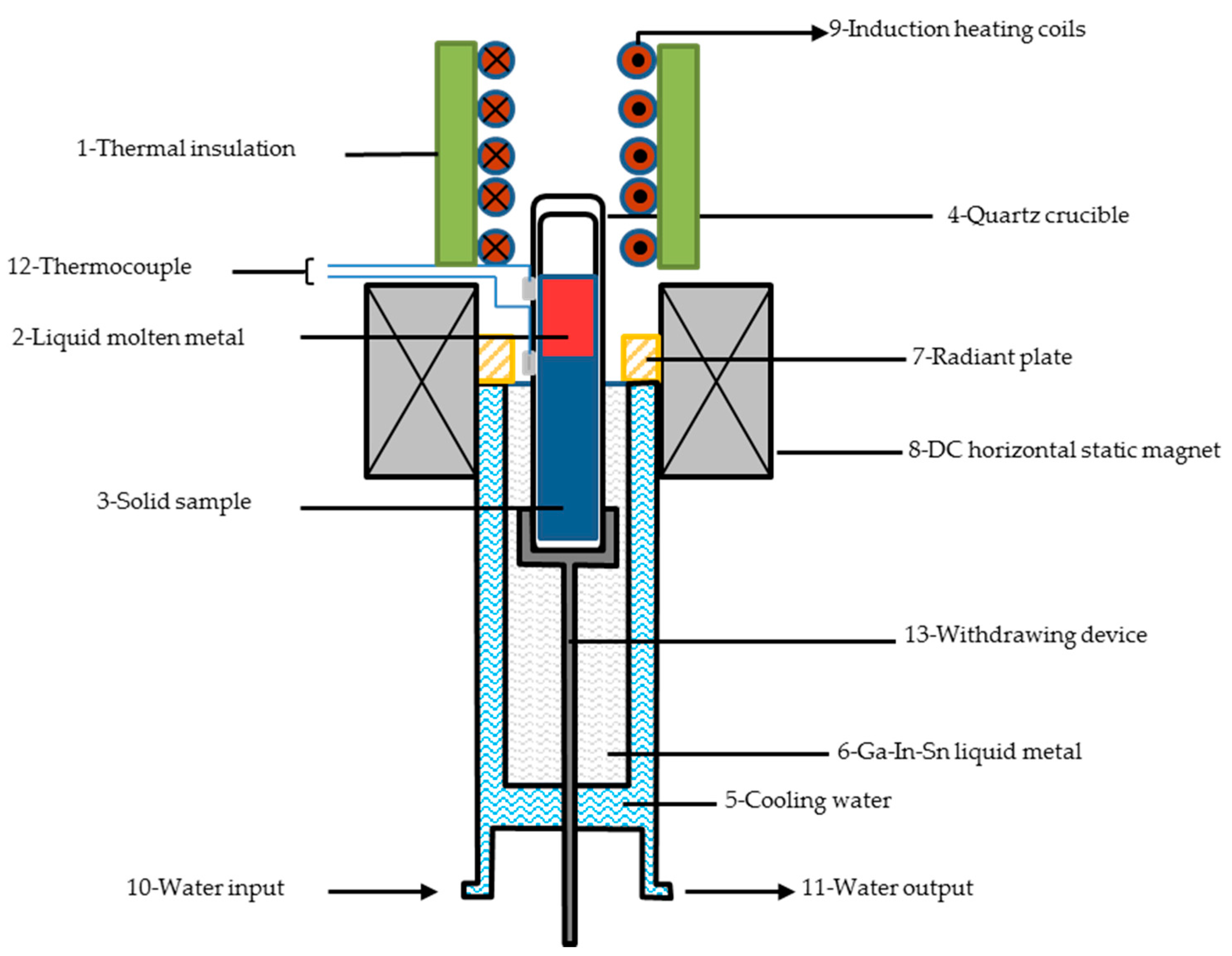
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
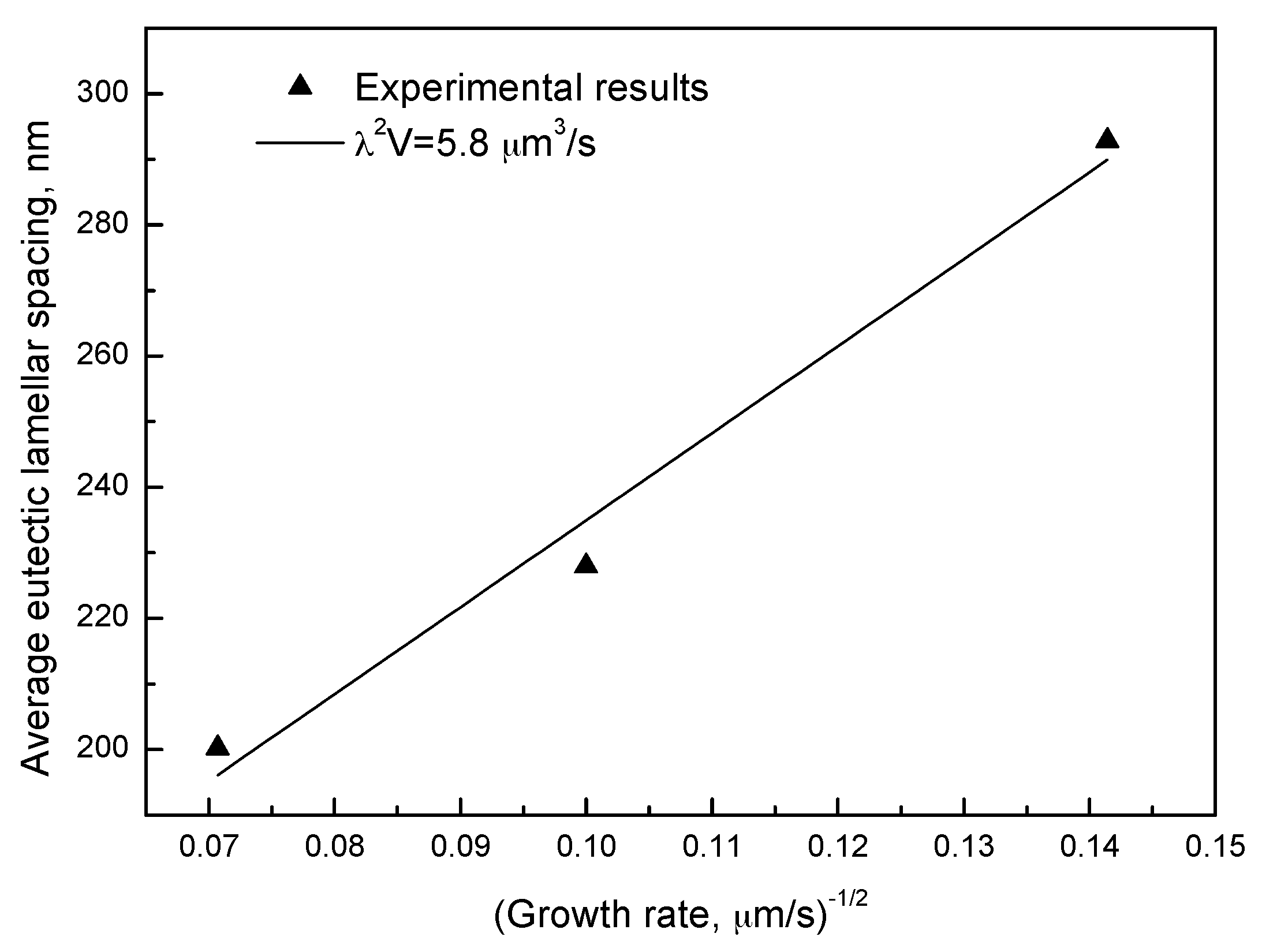
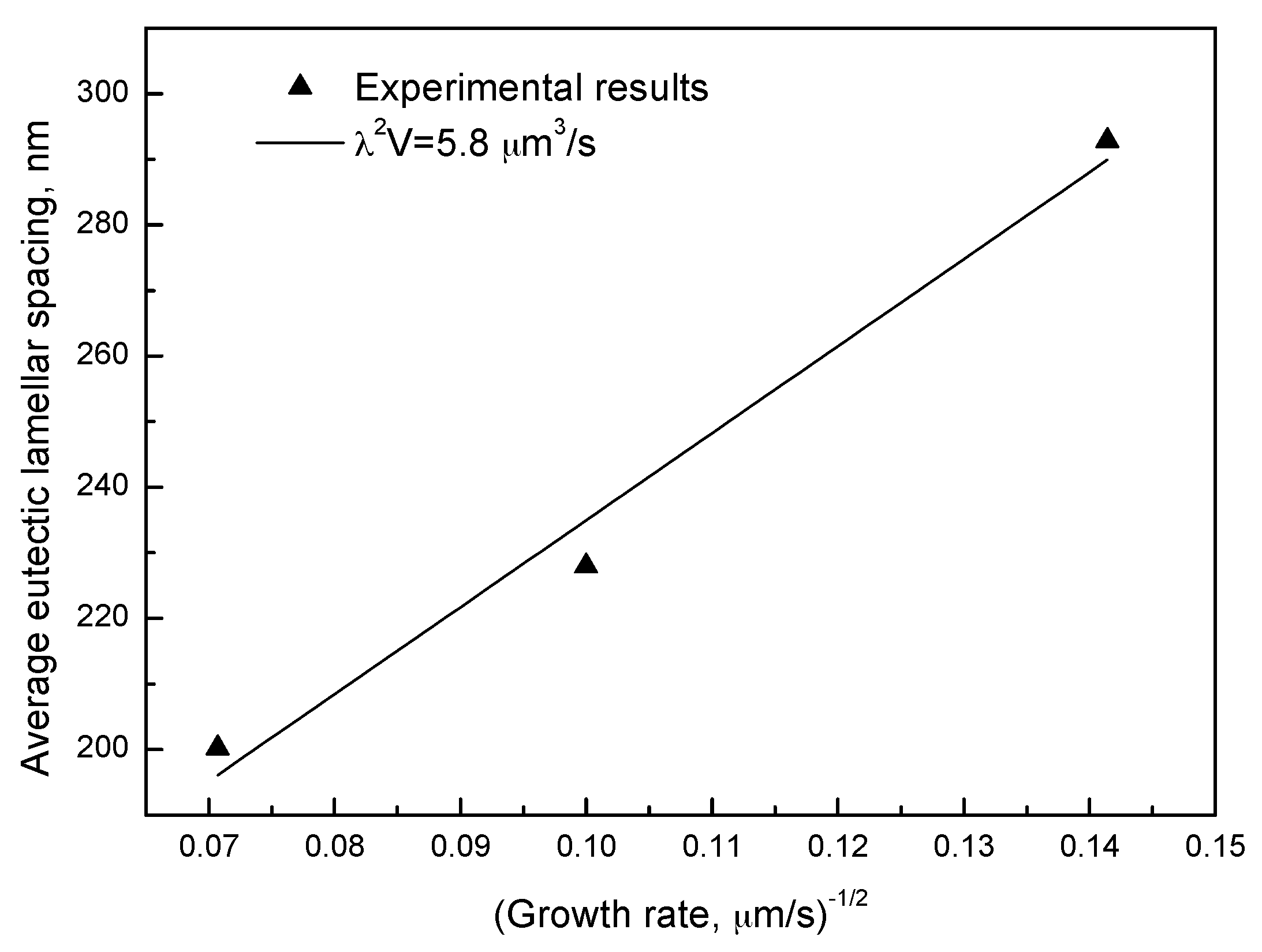
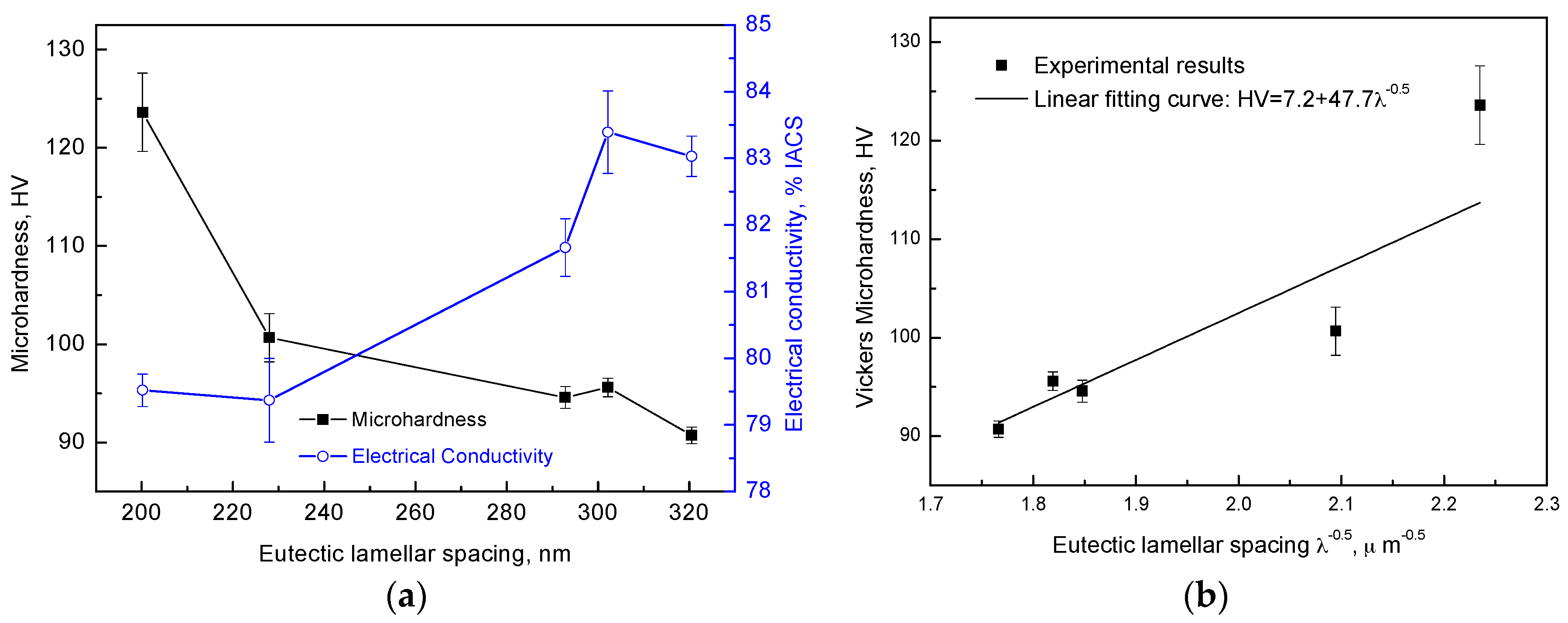
- The relationship between the measured lamellar spacing of as-DS Ag-Cu eutectic alloys and growth rate followed the J-H model and the constant was found to be 5.8 µm3/s.
- (2)
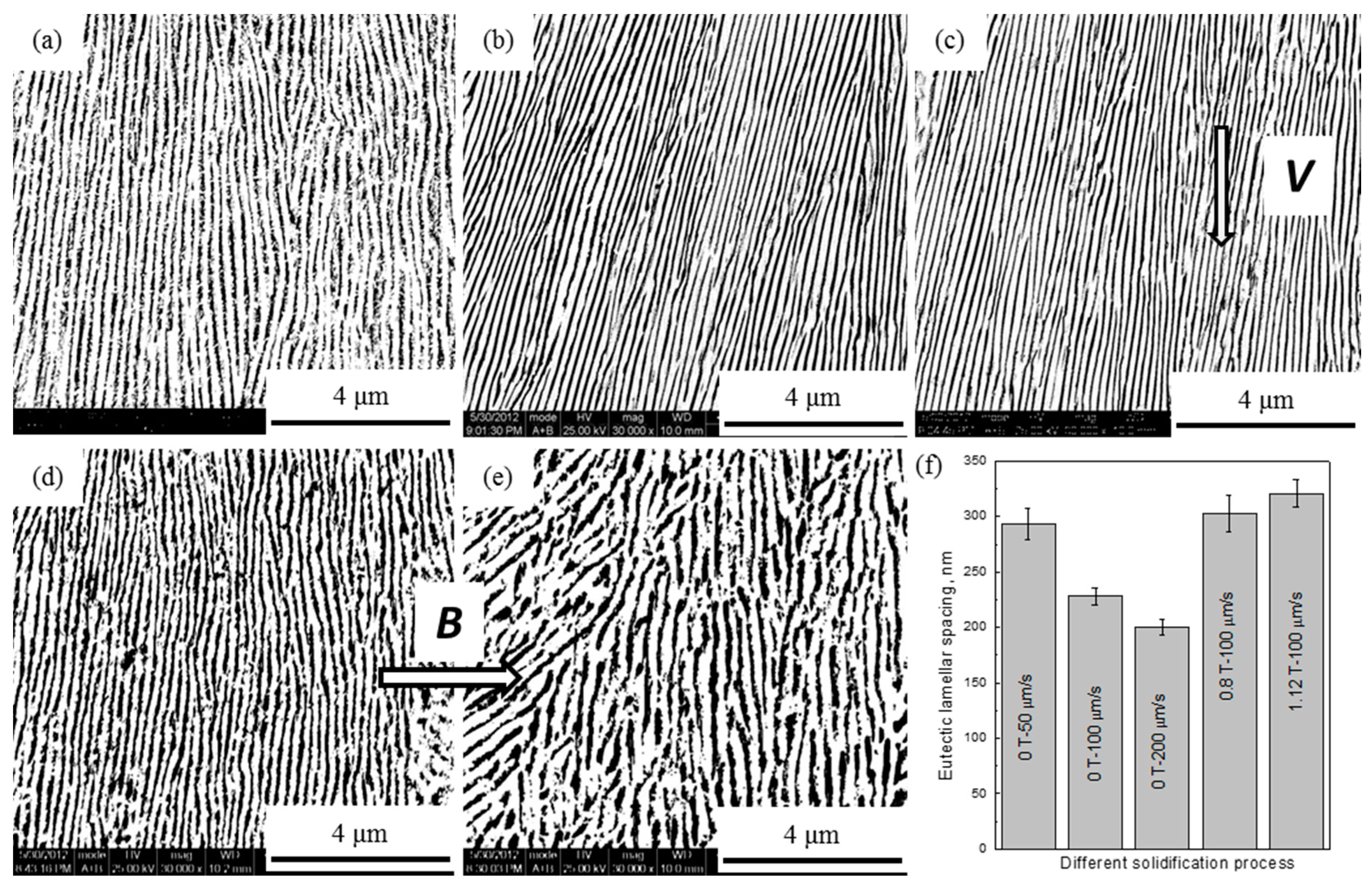
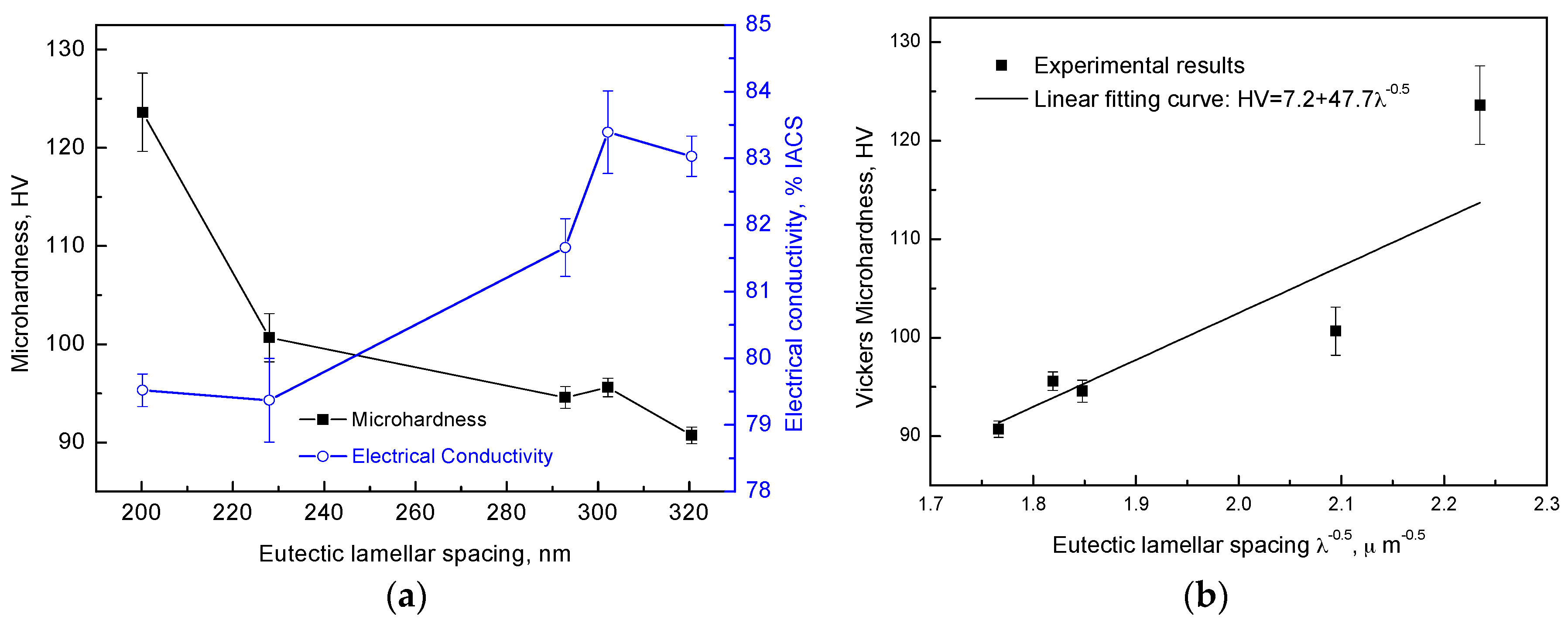
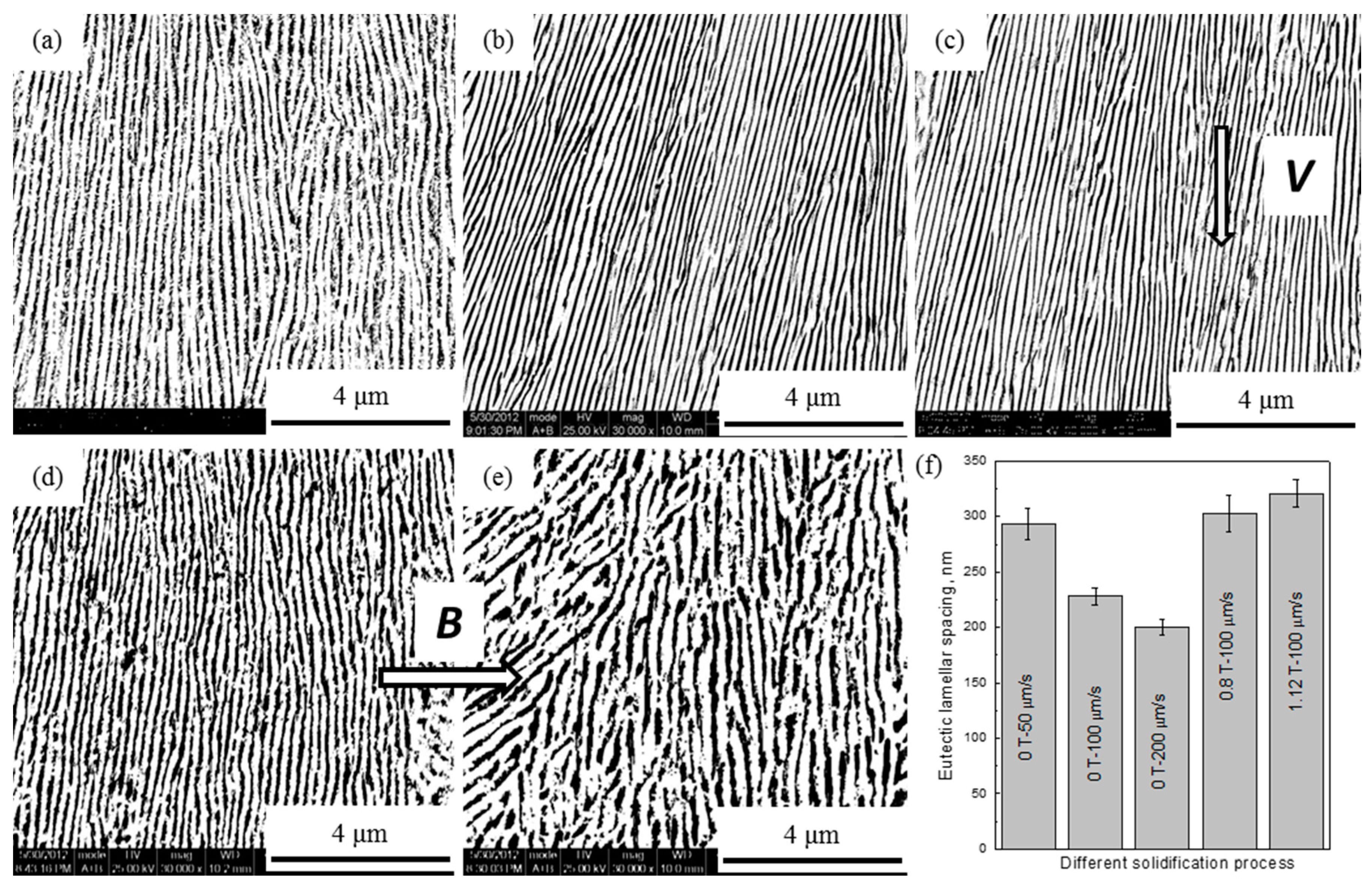
- The external MF changed the growth direction of the Ag-Cu lamellar eutectic and coarsened the spacing. It decreased the microhardness and UTS, but increased the electrical conductivity.
- (3)
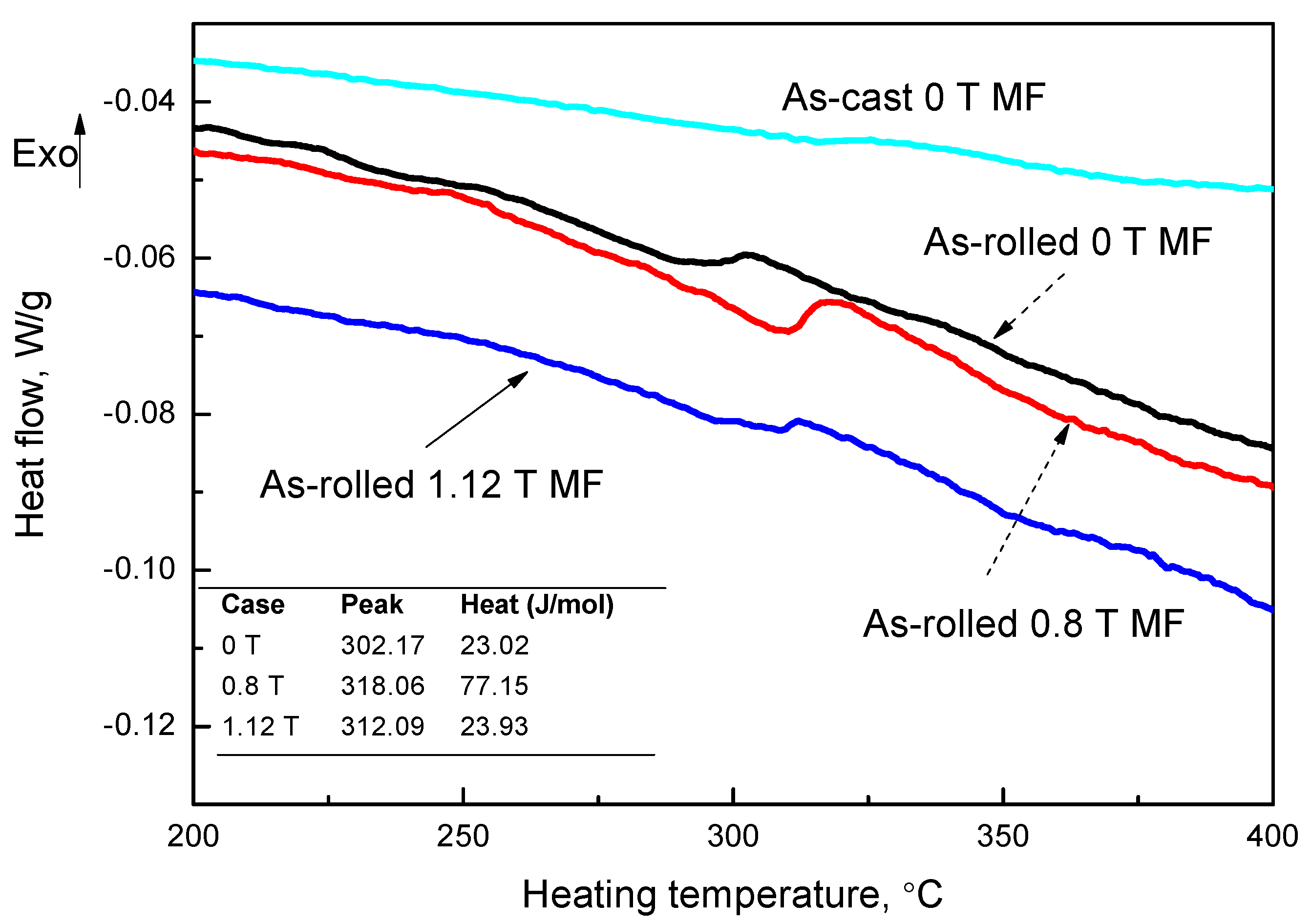
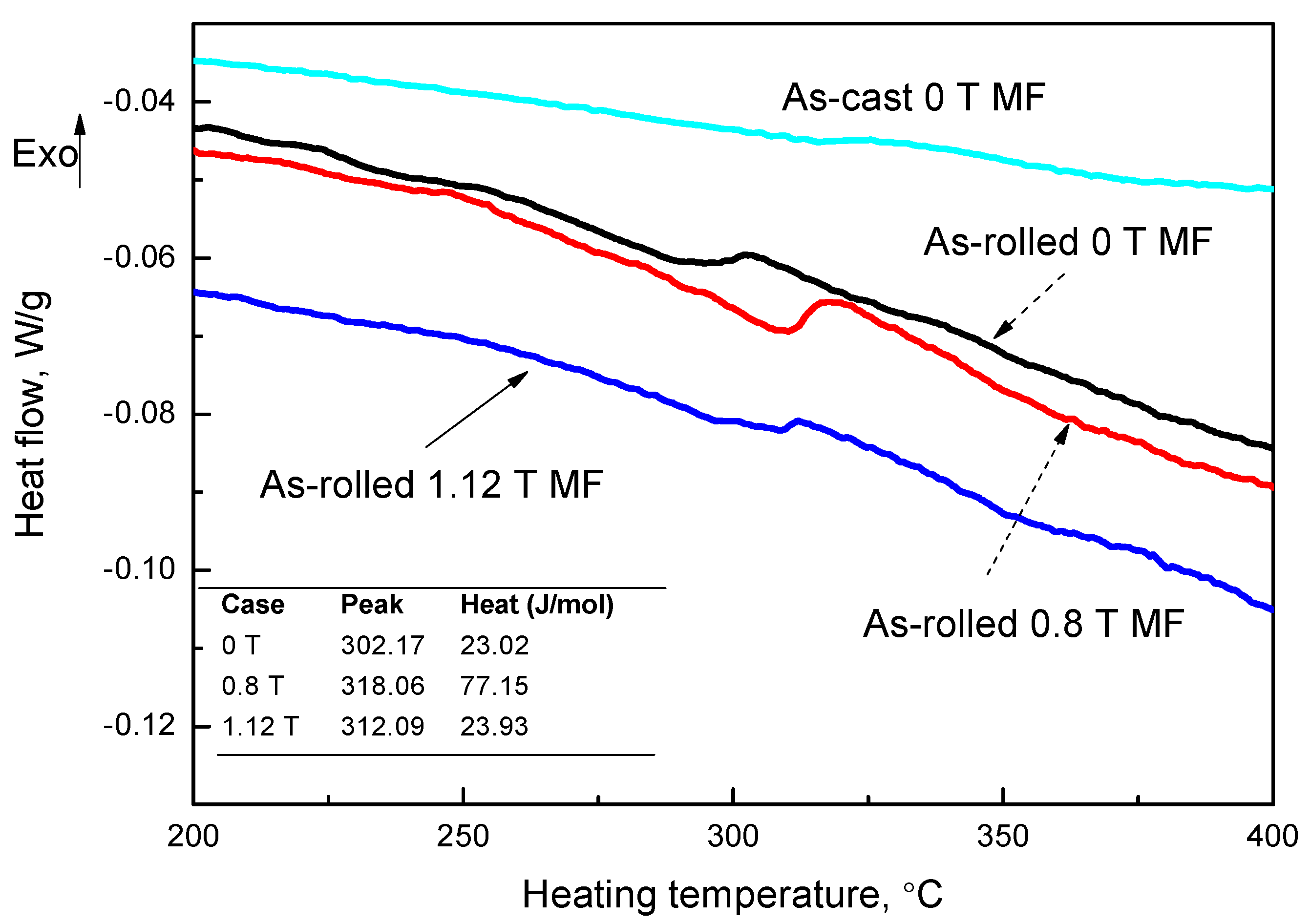
- The UTS of the as-rolled Ag-Cu sample with 0.8 T increased by 8% than that without MF. DSC results showed that higher deformation energy was released in the as-rolled sample with 0.8 T MF.
- (4)
- The competitive strengthening between the coarsening ELS and the change in growth direction affected the strength. In our case, the change in growth direction might play a more important role in the strength of DS Ag-Cu alloys.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Kurz, W.; Fisher, D.J. Fundamentals of Solidification, 4th ed.; Trans Tech Publications Ltd.: Acdermannsdorf, Switzerland, 1998; p. 305. [Google Scholar]
- Jackson, K.A.; Hunt, J.D. Lamellar and rod eutectic growth. Trans. Metall. Soc. 1966, 236, 1129–1142. [Google Scholar]
- Seetharaman, V.; Trivedi, R. Eutectic growth: Selection of interlamellar spacings. MTA 1988, 19, 2955–2964. [Google Scholar] [CrossRef]
- Li, X.; Ren, Z.M.; Fautrelle, Y. Effect of a high axial magnetic field on the microstructure in a directionally solidified Al-Al2Cu eutectic alloy. Acta Mater. 2006, 54, 5349–5360. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.; Zhang, H.W.; Lou, C.S.; Nakajima, K.; He, J.C. Effects of high magnetic fields on solidification microstructure of Al-Si alloys. J. Mater. Sci. 2011, 46, 1628–1634. [Google Scholar] [CrossRef]
- Li, G.M.; Liu, Y.; Su, Y.; Wang, E.G.; Han, K. Influence of high magnetic field on as-cast structure of Cu-25 wt %Ag alloys. China Foundry 2013, 10, 162–166. [Google Scholar]
- Li, G.M.; Wang, E.G.; Zhang, L.; Zuo, X.W.; He, J.C. Effect of high magnetic field on solidified structure, drawn structure and electrical conductivity of Cu-25Ag alloys. Rare Metal Mater. Eng. 2012, 41, 701–706. [Google Scholar]
- Li, L.; Zhang, Y.D.; Esling, C.; Zhao, Z.H.; Zuo, Y.B.; Zhang, H.T.; Cui, J.Z. Formation of twinned lamellas with the application of static magnetic fields during semi-continuous casting of Al-0.24 wt %Fe alloy. J. Cryst. Growth 2009, 311, 3211–3215. [Google Scholar] [CrossRef]
- Davy, C.A.; Ke, H.; Kalu, P.N.; Bole, S.T. Examinations of Cu-Ag composite conductors in sheet forms. IEEE Trans. Appl. Supercond. 2008, 18, 560–563. [Google Scholar] [CrossRef]
- Han, K.; Toplosky, V.; Goddard, R.; Lu, J.; Niu, R.M.; Chen, J. Impacts of heat treatment on properties and microstructure of Cu16at%Ag conductors. IEEE Trans. Appl. Supercond. 2011, 22, 6900204. [Google Scholar] [CrossRef]
- Zhao, C.C.; Zuo, X.W.; Wang, E.G.; Niu, R.M.; Han, K. Simultaneously increasing strength and electrical conductivity in nanostructured Cu–Ag composite. Mater. Sci. Eng. A 2016, 652, 296–304. [Google Scholar] [CrossRef]
- Zuo, X.W.; Zhao, C.C.; Niu, R.M.; Wang, E.G.; Han, K. Microstructural dependence of magnetoresistance in CuAg alloy solidified with high magnetic field. J. Mater. Process. Technol. 2015, 224, 208–212. [Google Scholar] [CrossRef]
- Han, K.; Vasquez, A.A.; Xin, Y.; Kalu, P.N. Microstructure and tensile properties of nanostructured Cu-25 wt %Ag. Acta Mater. 2003, 51, 767–780. [Google Scholar] [CrossRef]
- Zuo, X.W.; Guo, R.; An, B.L.; Zhang, L.; Wang, E.G. Microstructure, hardness and electrical resistivity of directionally solidified Cu-6%Ag alloy under a transverse magnetic field. Acta Metall. Sin. 2016, 52, 143–150. [Google Scholar]
- Zuo, X.W.; Guo, R.; Zhao, C.C.; Zhang, L.; Wang, E.G.; Han, K. Microstructure and properties of Cu-6 wt %Ag composite thermomechanical-processed after directionally solidifying with magnetic field. J. Alloys Compd. 2016, 676, 46–53. [Google Scholar] [CrossRef]
- Zuo, X.W.; Han, K.; Zhao, C.C.; Niu, R.M.; Wang, E.G. Microstructure and properties of nanostructured Cu28 wt %Ag microcomposite deformed after solidifying under a high magnetic field. Mater. Sci. Eng. A 2014, 619, 319–327. [Google Scholar] [CrossRef]
- Zuo, X.W.; Zhao, C.C.; Wang, E.G.; Zhang, L.; Han, K.; He, J.C. Microstructure evolution of the proeutectic Cu dendrites in diamagnetic Cu-Ag alloys by electromagnetic suppressing convection. J. Low Temp. Phys. 2013, 170, 409–417. [Google Scholar] [CrossRef]
- Niu, R.M.; Han, K.; Su, Y.F.; Salters, V.J. Atomic-scale studies on the effect of boundary coherency on stability in twinned Cu. Appl. Phys. Lett. 2014, 104, 4. [Google Scholar] [CrossRef]
- Fan, J.L.; Li, X.Z.; Su, Y.Q.; Guo, J.J.; Fu, H.Z. Effect of growth rate on microstructure parameters and microhardness in directionally solidified Ti-49Al alloy. Mater. Des. 2012, 34, 552–558. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Zhang, Z.F. Bulk eutectic Cu-Ag alloys with abundant twin boundaries. Scr. Mater. 2012, 66, 65–68. [Google Scholar] [CrossRef]
- Tian, Y.Z.; Li, J.J.; Zhang, P.; Wu, S.D.; Zhang, Z.F.; Kawasaki, M.; Langdon, T.G. Microstructures, strengthening mechanisms and fracture behavior of Cu-Ag alloys processed by high-pressure torsion. Acta Mater. 2012, 60, 269–281. [Google Scholar] [CrossRef]
- Cline, H.E.; Lee, D. Strengthening of lamellar vs. Equiaxed Ag-Cu eutectic. Acta Metall. 1970, 18, 315–323. [Google Scholar] [CrossRef]
- Griffiths, W.D.; McCartney, D.G. The effect of electromagnetic stirring during solidification on the structure of Al-Si alloys. Mater. Sci. Eng. A 1996, 216, 47–60. [Google Scholar] [CrossRef]
- Li, X.; Fautrelle, Y.; Ren, Z.M. Morphological instability of cell and dendrite during directional solidification under a high magnetic field. Acta Mater. 2008, 56, 3146–3161. [Google Scholar] [CrossRef]
- Pocheau, A.; Deschamps, J.; Georgelin, M. Dendrite growth directions and morphology in the directional solidification of anisotropic materials. JOM 2007, 59, 71–76. [Google Scholar] [CrossRef]
- Lehmann, P.; Moreau, R.; Camel, D.; Bolcato, R. A simple analysis of the effect of convection on the structure of the mushy zone in the case of horizontal Bridgman solidification-comparison with experimental results. J. Cryst. Growth 1998, 183, 690–704. [Google Scholar] [CrossRef]
- Li, X.; Fautrelle, Y.; Ren, Z.M. Influence of an axial high magnetic field on the liquid-solid transformation in Al-Cu hypoeutectic alloys and on the microstructure of the solid. Acta Mater. 2007, 55, 1377–1386. [Google Scholar] [CrossRef]
- Li, X.; Fautrelle, Y.; Gagnoud, A.; Du, D.F.; Wang, J.; Ren, Z.; Nguyen-Thi, H.; Mangelinck-Noel, N. Effect of a weak transverse magnetic field on solidification structure during directional solidification. Acta Mater. 2014, 64, 367–381. [Google Scholar] [CrossRef]
- Zhang, T.; Ren, W.; Dong, J.; Li, X.; Ren, Z.; Cao, G.; Zhong, Y.; Deng, K.; Lei, Z.; Guo, J. Effect of high magnetic field on the primary dendrite arm spacing and segregation of directionally solidified superalloy DZ417G. J. Alloys Compd. 2009, 487, 612–617. [Google Scholar] [CrossRef]
- Li, X.; Ren, Z.; Wang, J.; Han, Y.; Sun, B. Influence of a weak static magnetic field on the primary dendrite arm spacing of a directionally solidified Ni-based superalloy. Mater. Lett. 2011, 67, 205–209. [Google Scholar] [CrossRef]
- Ma, D.; Jie, W.Q.; Li, Y.; Ng, S.C. Effect of weak convection on lamellar spacing of eutectics. Acta Mater. 1998, 46, 3203–3210. [Google Scholar] [CrossRef]
- Freudenberger, J.; Lyubimova, J.; Gaganov, A.; Witte, H.; Hickman, A.L.; Jones, H.; Nganbe, M. Non-destructive pulsed field CuAg-solenoids. Mater. Sci. Eng. A 2010, 527, 2004–2013. [Google Scholar] [CrossRef]
- Verhoeven, J.D.; Downing, H.L.; Chumbley, L.S.; Gibson, E.D. The resistivity and microstructure of heavily drawn Cu-Nb alloys. J. Appl. Phys. 1989, 65, 1293–1301. [Google Scholar] [CrossRef]
- Heringhaus, F. Quantitative Analysis of the Influence of the Microstructure of Strength, Resistivity, and Magnetoresistance of Eutectic Ag-Cu; Verlag Shaker: Aachen, Germany, 1998; p. 168. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Elongation | UTS | Yield Strength | Conductivity |
|---|---|---|---|---|
| % | (M·Pa) | (M·Pa) | %IACS | |
| 0 T-As-DS | 10.4% | 349.1 | 310.9 | 79.4% |
| 0.8 T-As-DS | 14.0% | 338.8 | 319.2 | 83.4% |
| 1.12 T-As-DS | 12.2% | 263.9 | 261.0 | 83.0% |
| 0 T-As-rolled | 2.7% | 854.8 | 818.3 | 62.88% |
| 0.8 T-As-rolled | 3.0% | 949.5 | 884.8 | 53.36% |
| 1.12 T-As-rolled | 2.3% | 874.5 | 840.4 | 56.68% |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuo, X.; Zhao, C.; Zhang, L.; Wang, E. Influence of Growth Rate and Magnetic Field on Microstructure and Properties of Directionally Solidified Ag-Cu Eutectic Alloy. Materials 2016, 9, 569. https://doi.org/10.3390/ma9070569
Zuo X, Zhao C, Zhang L, Wang E. Influence of Growth Rate and Magnetic Field on Microstructure and Properties of Directionally Solidified Ag-Cu Eutectic Alloy. Materials. 2016; 9(7):569. https://doi.org/10.3390/ma9070569
Chicago/Turabian StyleZuo, Xiaowei, Congcong Zhao, Lin Zhang, and Engang Wang. 2016. "Influence of Growth Rate and Magnetic Field on Microstructure and Properties of Directionally Solidified Ag-Cu Eutectic Alloy" Materials 9, no. 7: 569. https://doi.org/10.3390/ma9070569