
Site-Control of InAs/GaAs Quantum Dots with Indium-Assisted Deoxidation

 and
and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Pre-Growth of Buffer Layers
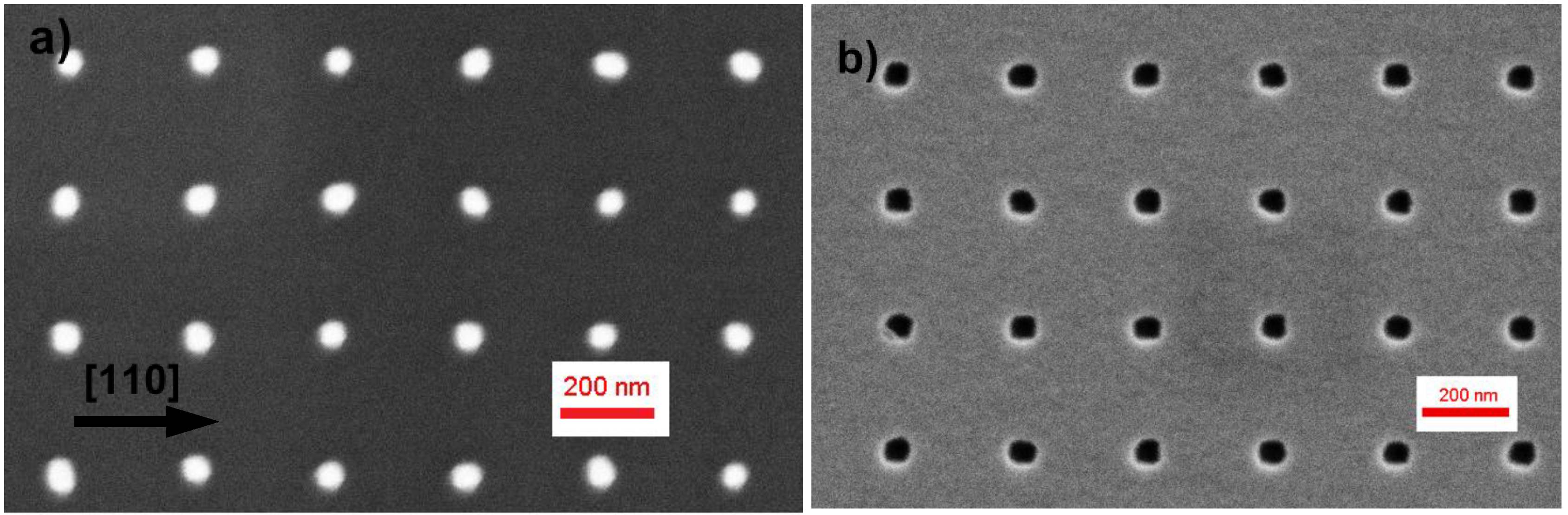
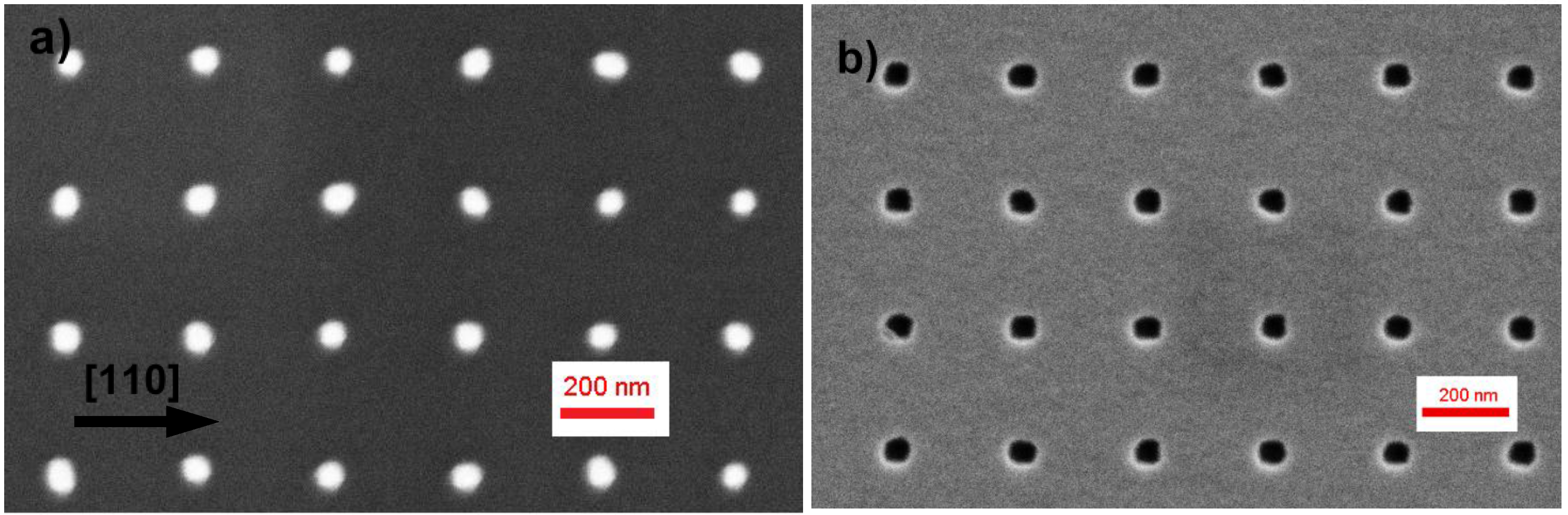
2.2. Nanofabrication of Hole Patterns
2.3. Oxide Removal Procedures and Epitaxial Growth of Nanostructures
2.4. Chemical and Optical Characterization
3. Results and Discussion
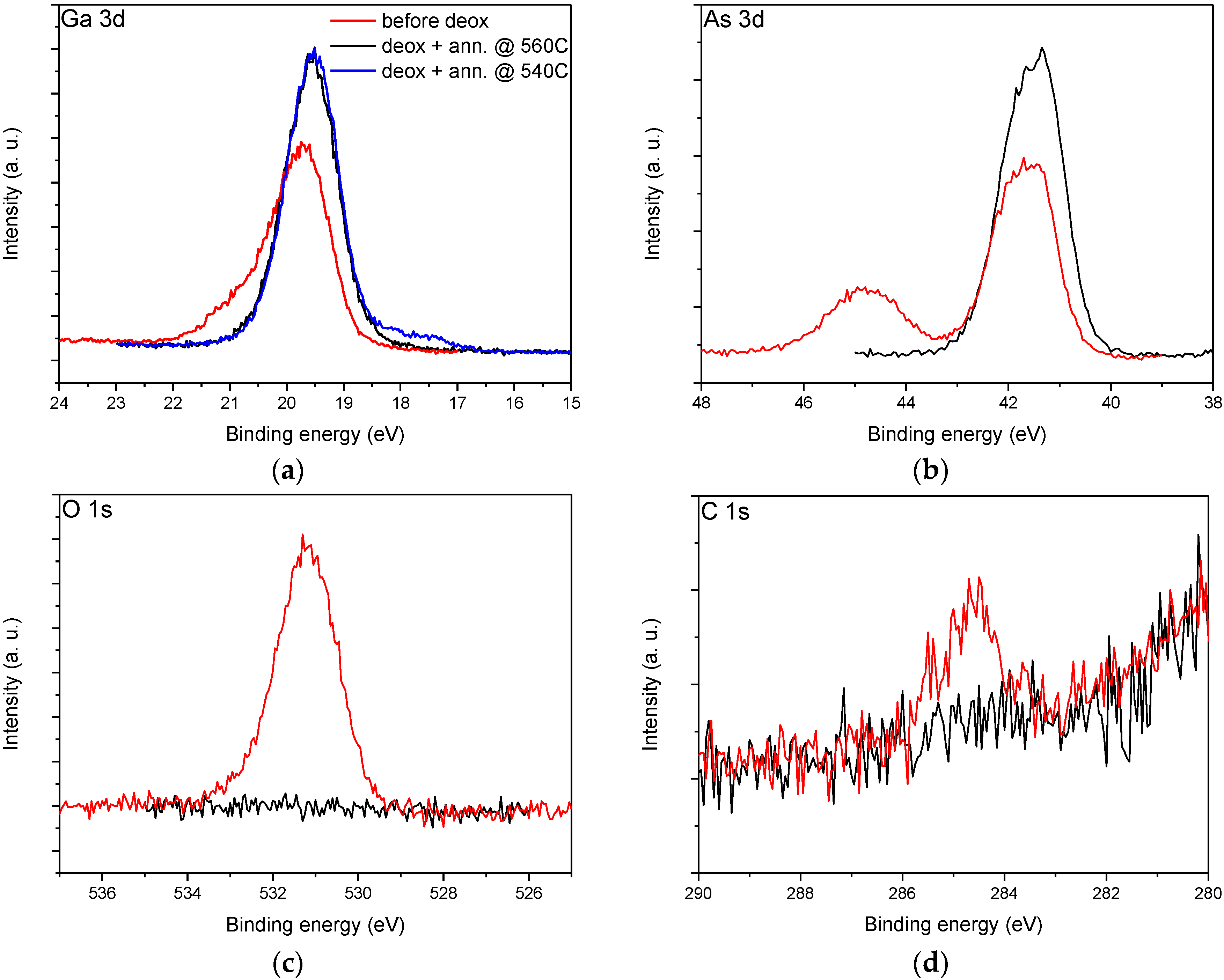
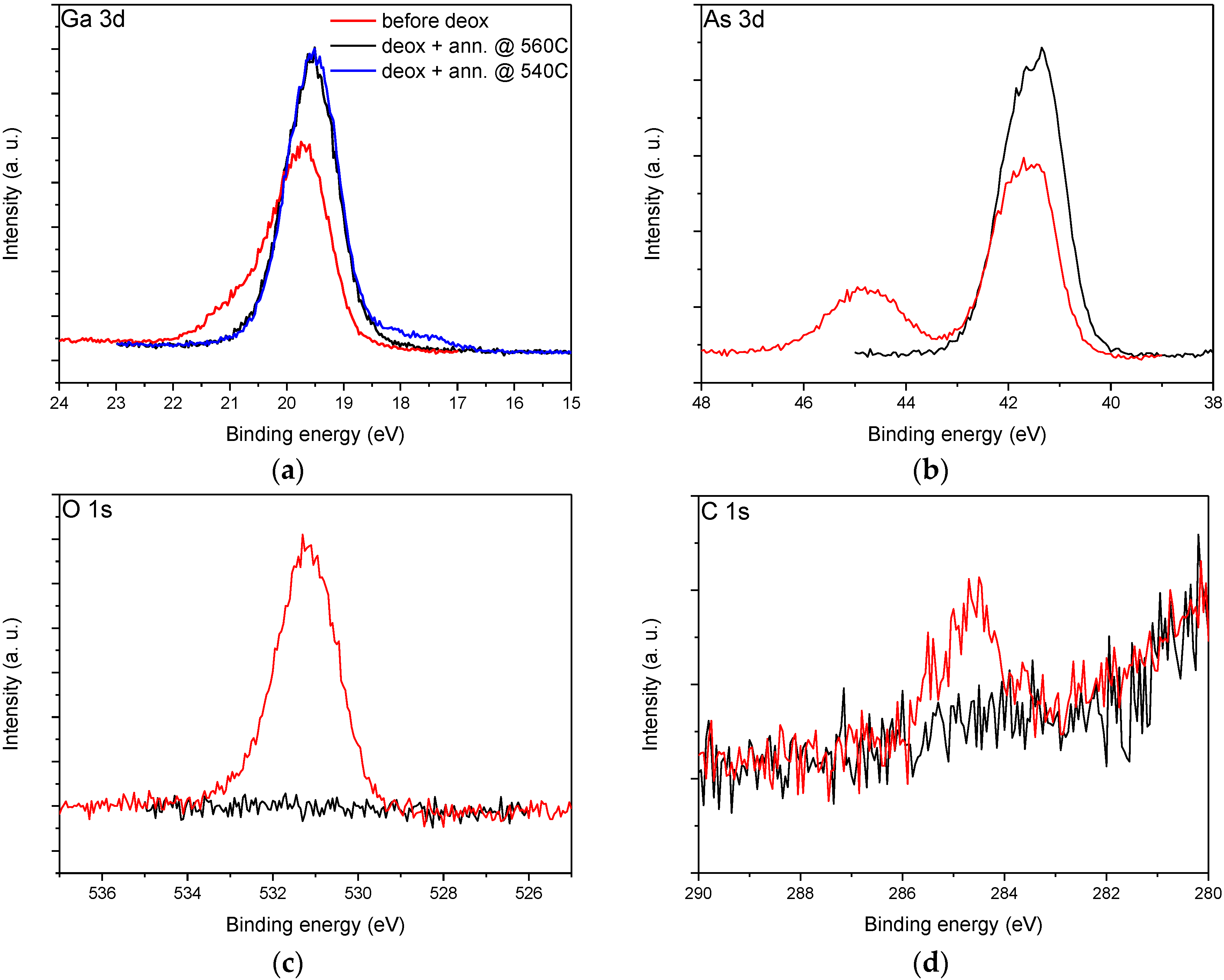
3.1. Chemical Analysis of Oxide Removal
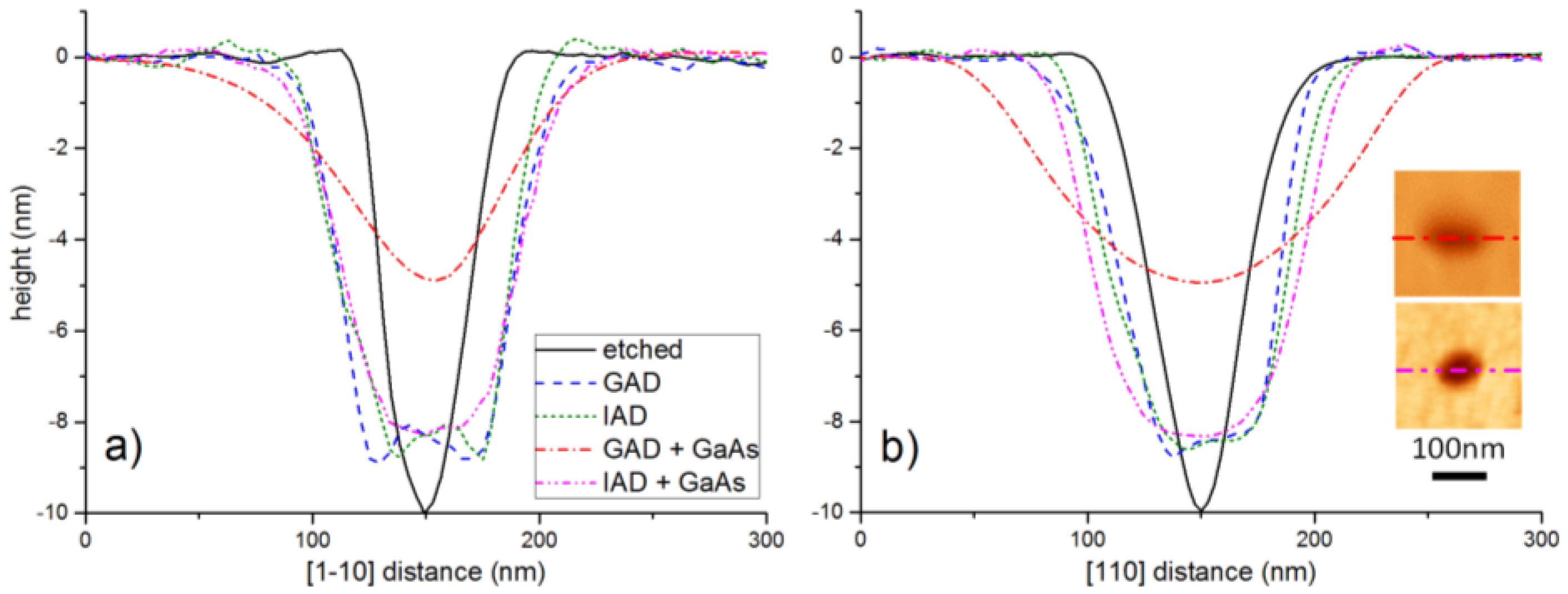
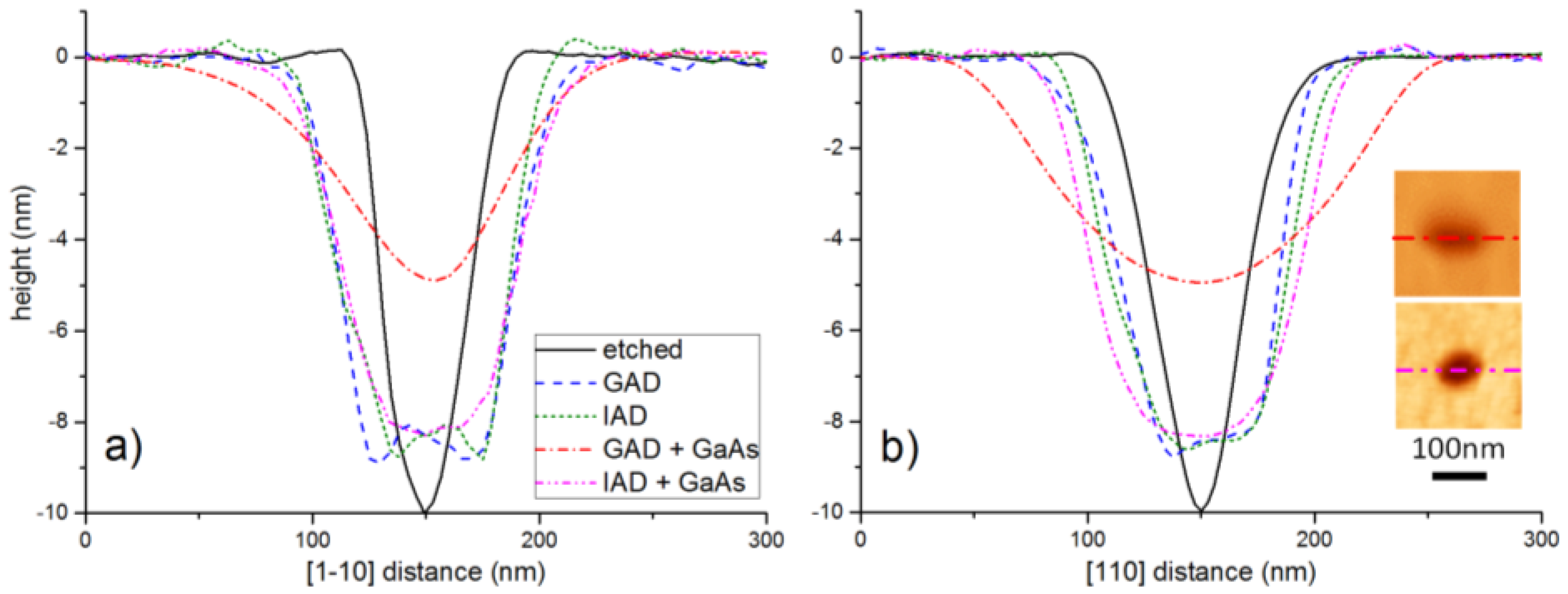
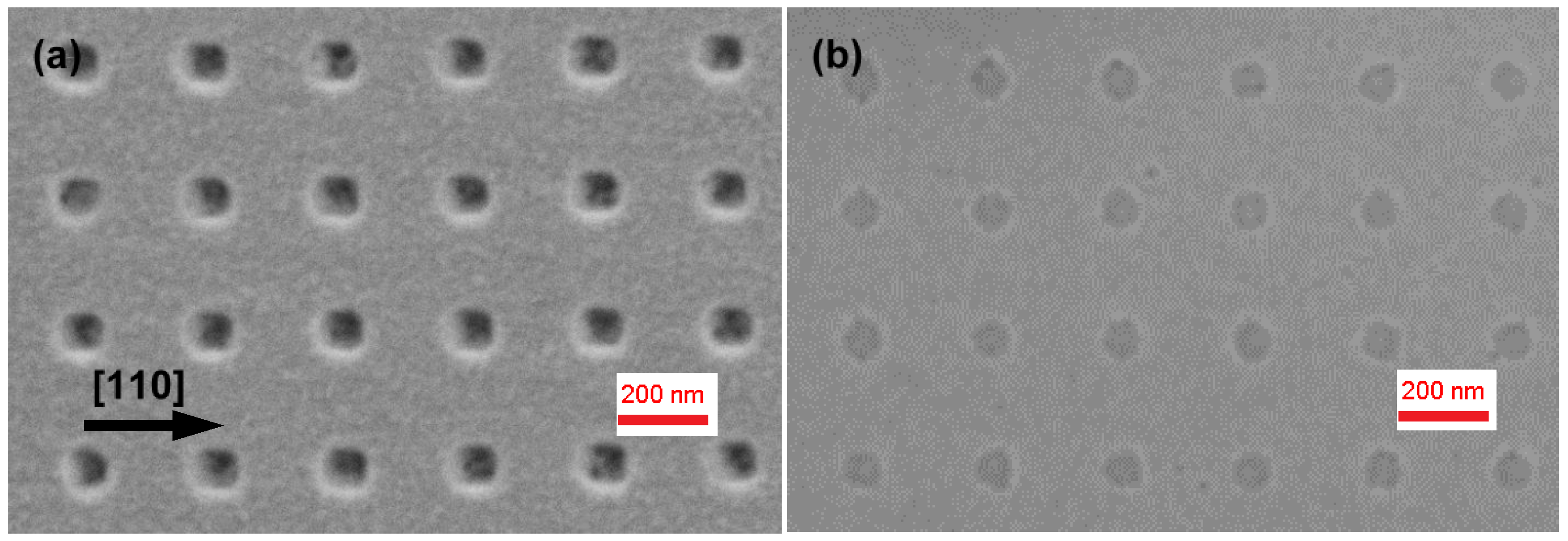
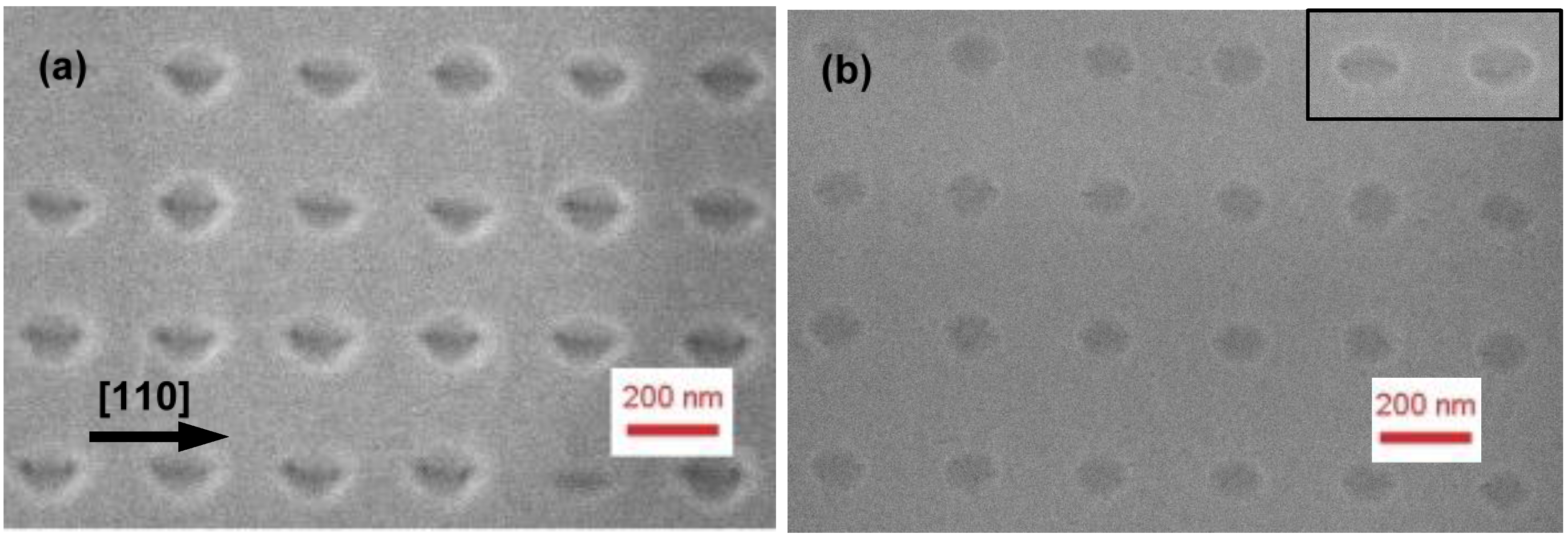
3.2. Deposition of GaAs Buffer Layers
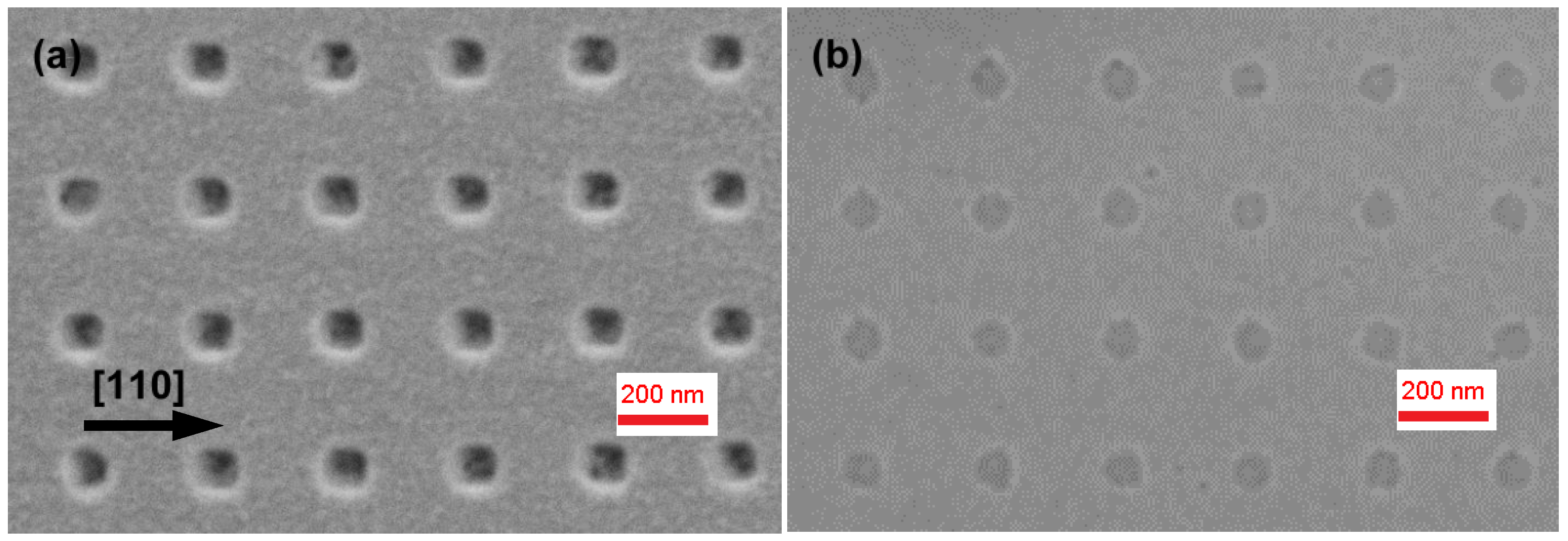
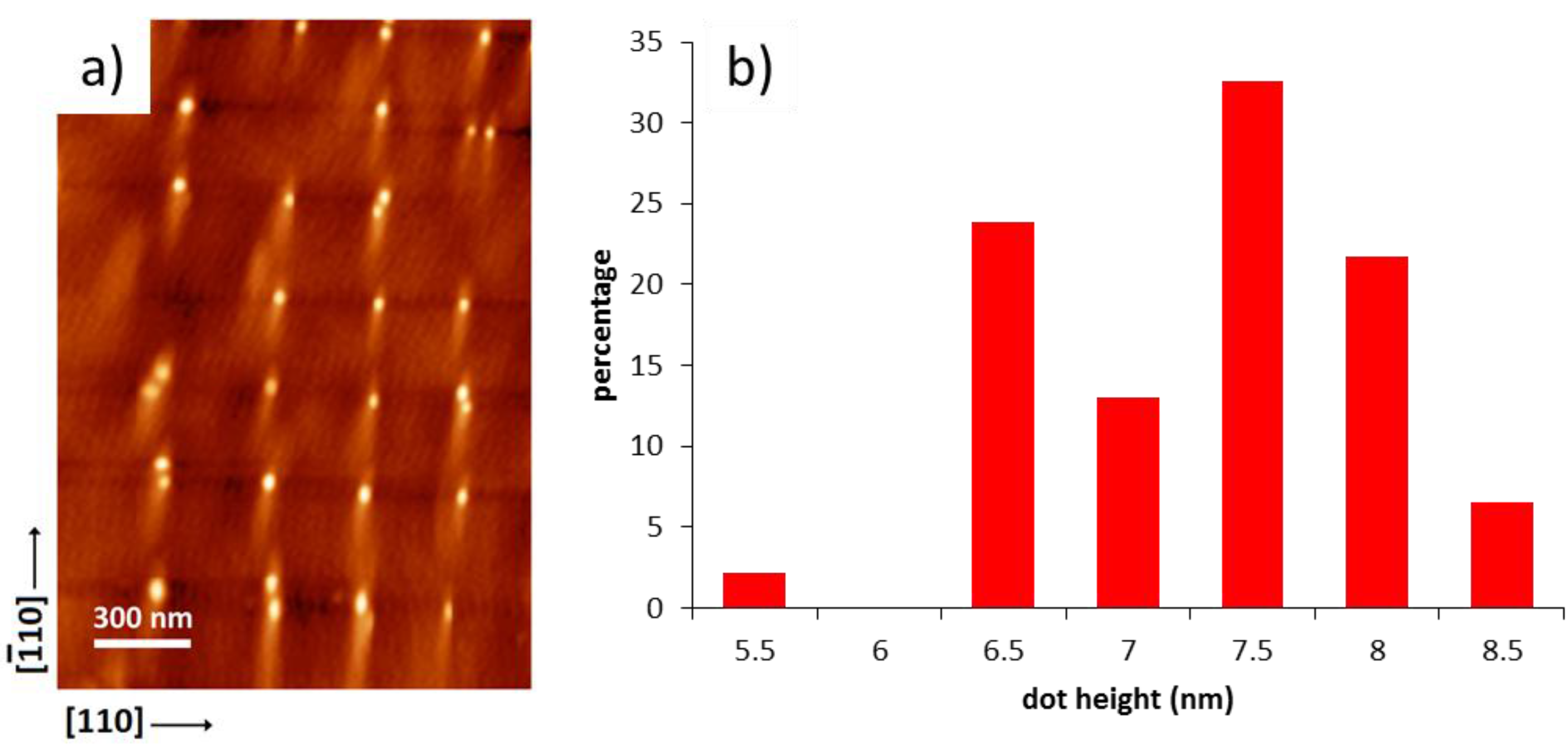
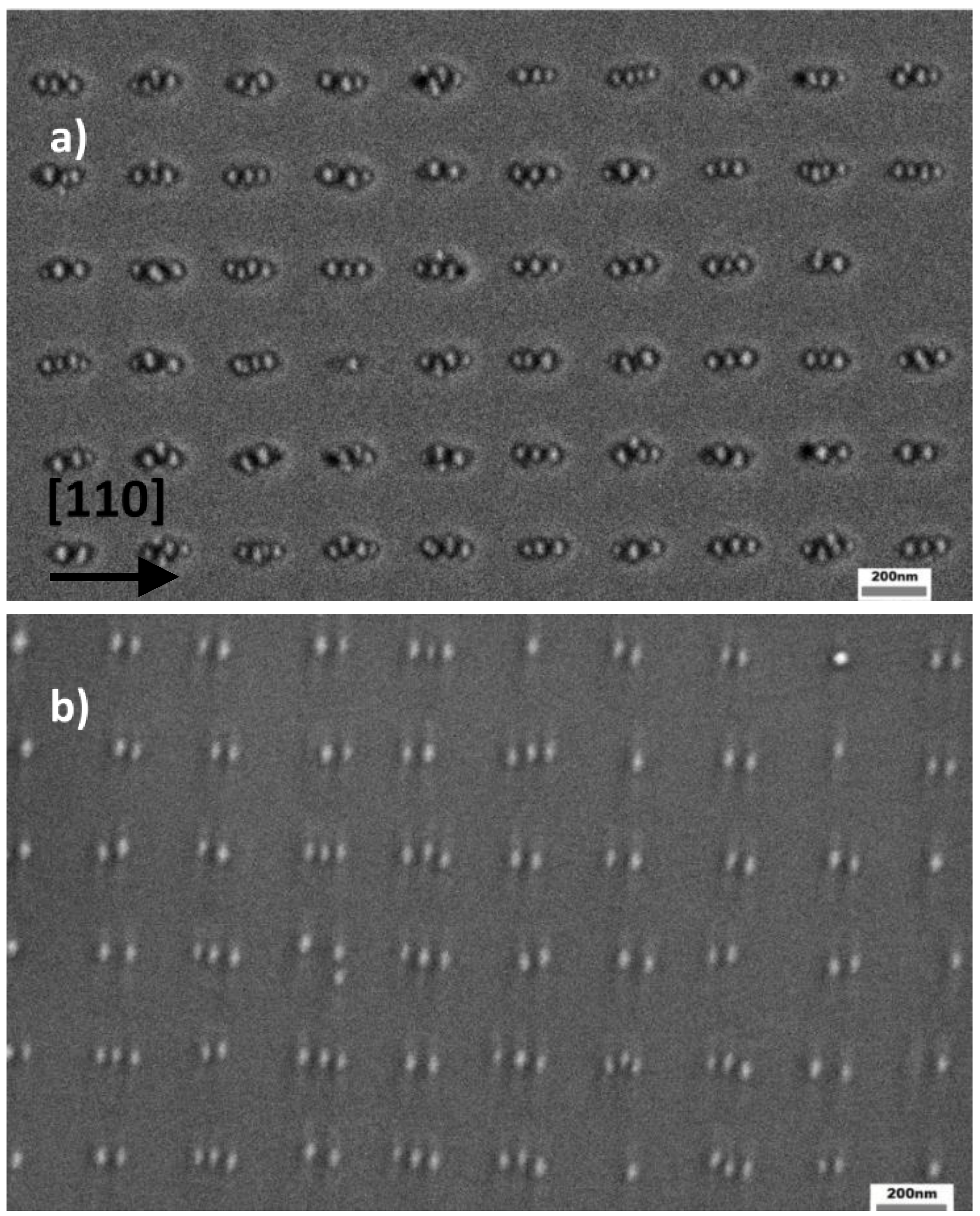
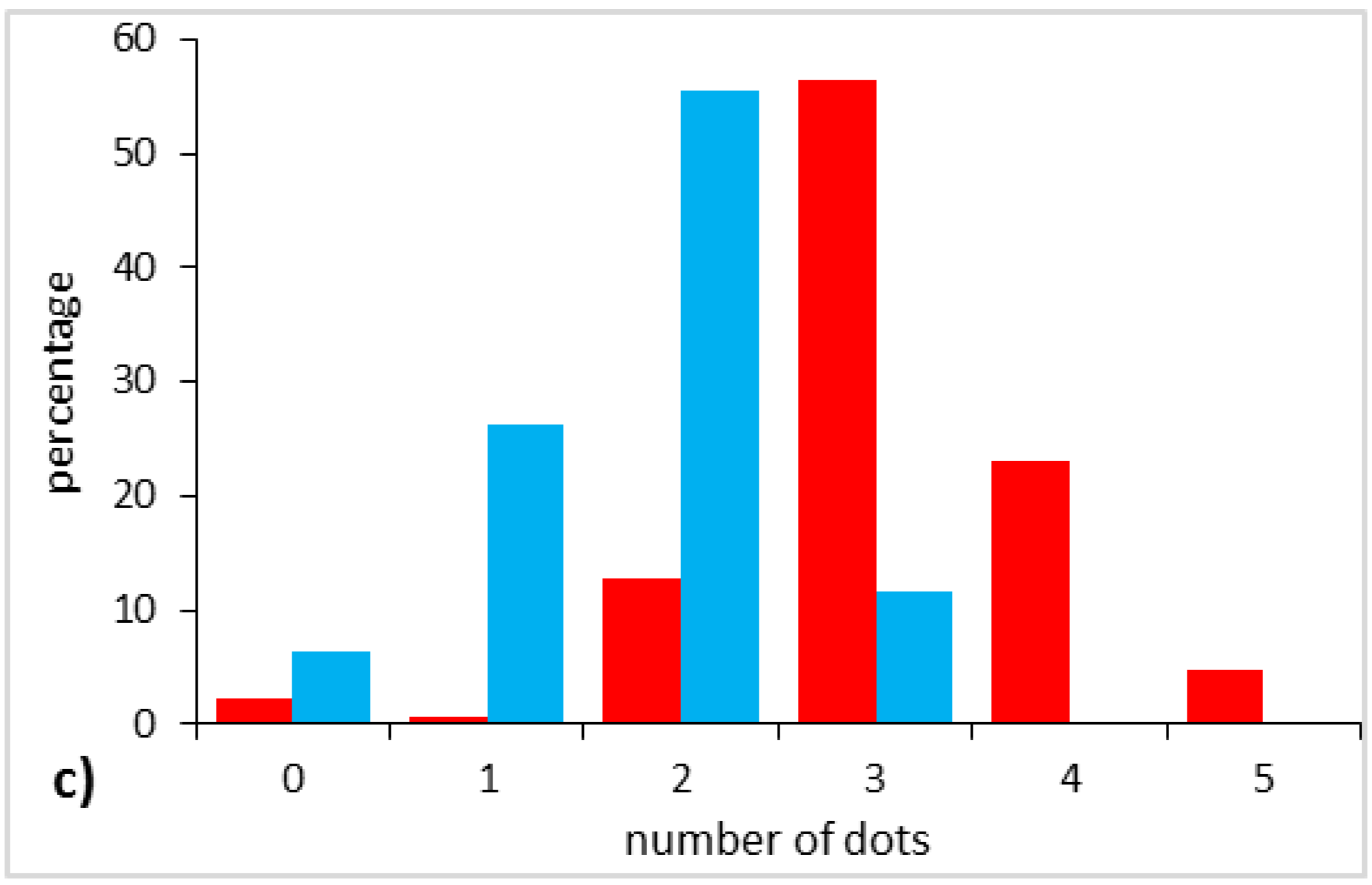
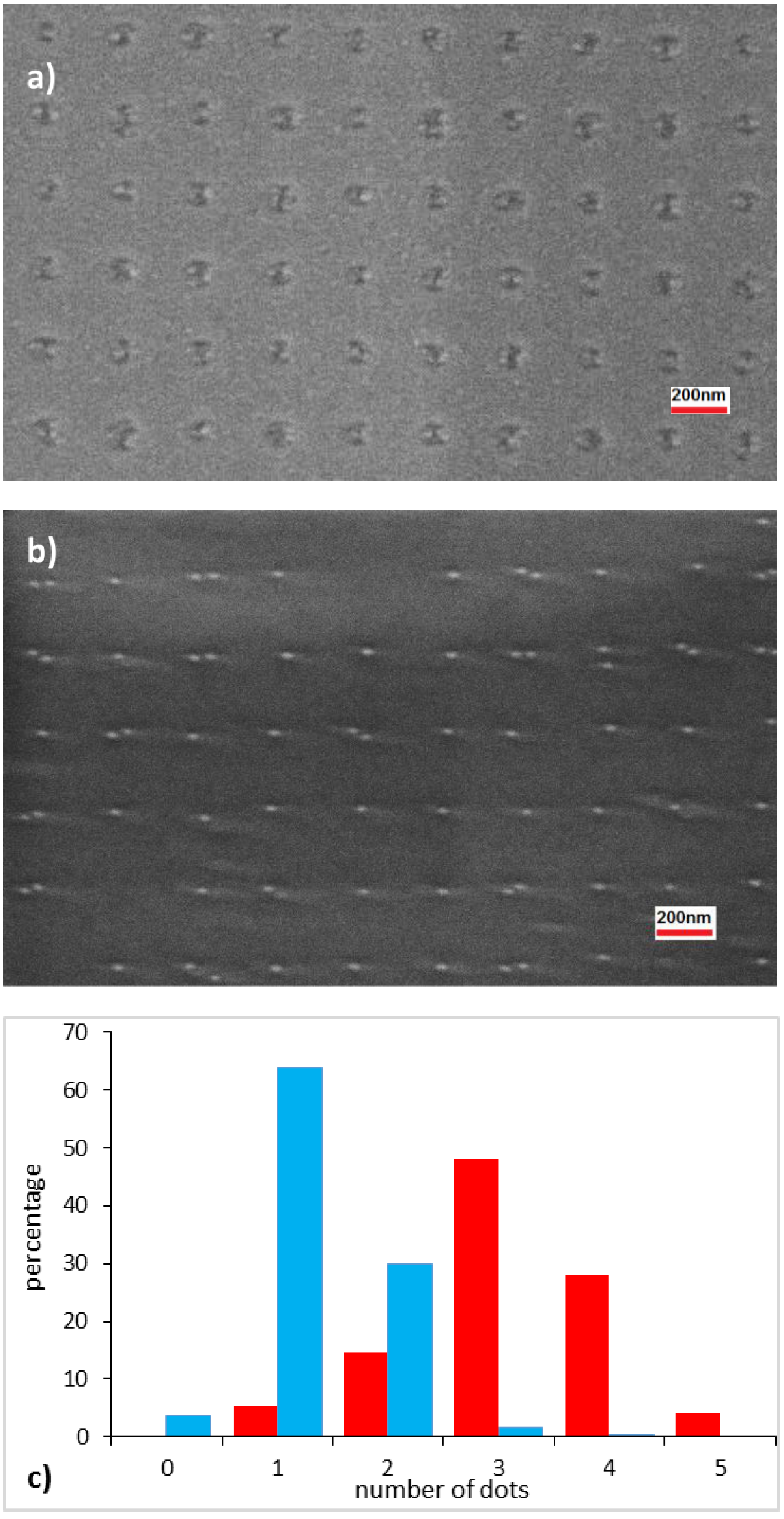
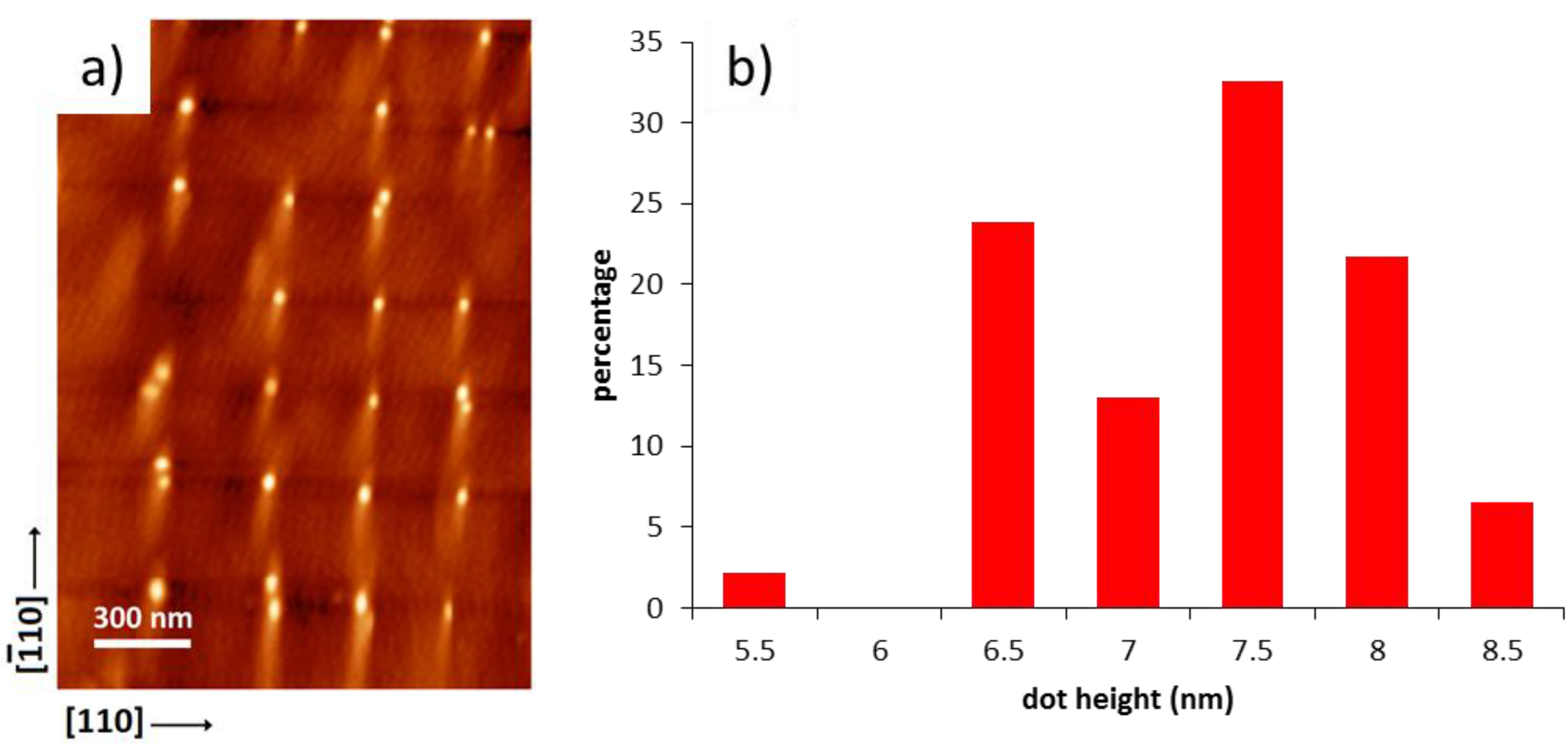
3.3. Growth of InAs Quantum Dots
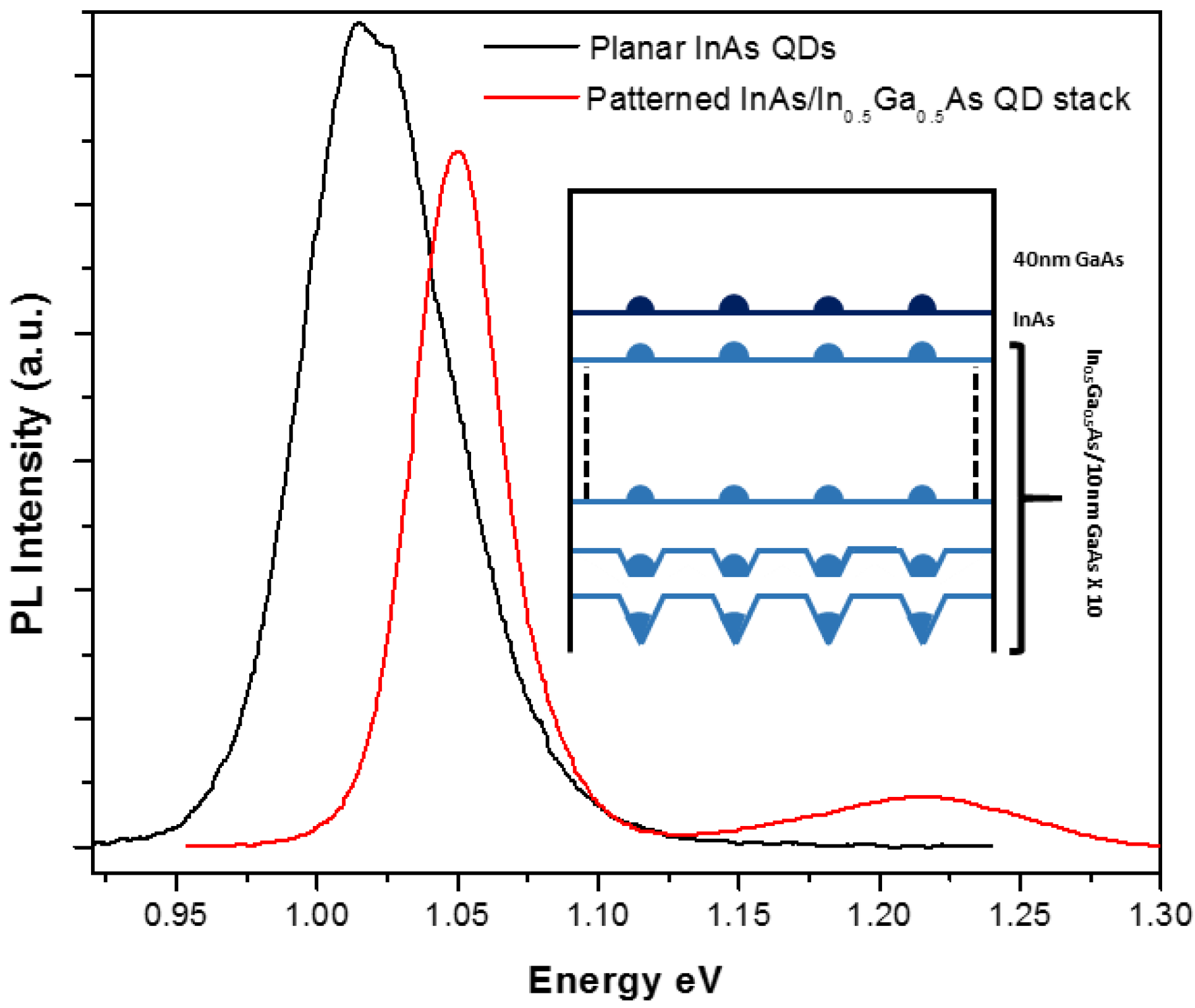
3.4. Optical Characterization
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Shields, A.J. Semiconductor quantum light sources. Nat. Photonics 2007, 1, 215–223. [Google Scholar] [CrossRef]
- Kuhlmann, A.V.; Prechtel, J.H.; Houel, J.; Ludwig, A.; Reuter, D.; Wieck, A.D.; Warburton, R.J. Transform-limited single photons from a single quantum dot. Nat. Commun. 2015, 6. [Google Scholar] [CrossRef] [PubMed]
- Kiravittaya, S.; Rastelli, A.; Schmidt, O.G. Advanced quantum dot configurations. Reports Prog. Phys. 2009, 72. [Google Scholar] [CrossRef]
- Kiravittaya, S.; Rastelli, A.; Schmidt, O.G. Self-assembled InAs quantum dots on patterned GaAs(001) substrates: Formation and shape evolution. Appl. Phys. Lett. 2005, 87. [Google Scholar] [CrossRef]
- Kiravittaya, S.; Heidemeyer, H.; Schmidt, O.G. Growth of three-dimensional quantum dot crystals on patterned GaAs (001) substrates. Phys. E Low Dimens. Syst. Nanostruct. 2004, 23, 253–259. [Google Scholar] [CrossRef]
- Wasilewski, Z.R.; Baribeau, J.-M.; Beaulieu, M.; Wu, X.; Sproule, G.I. Studies of oxide desorption from GaAs substrates via Ga2O3 to Ga2O conversion by exposure to Ga flux. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 2004, 22. [Google Scholar] [CrossRef]
- Asaoka, Y. Desorption process of GaAs surface native oxide controlled by direct Ga-beam irradiation. J. Cryst. Growth 2003, 251, 40–45. [Google Scholar] [CrossRef]
- Atkinson, P.; Kiravittaya, S.; Benyoucef, M.; Rastelli, A.; Schmidt, O.G. Site-controlled growth and luminescence of InAs quantum dots using in situ Ga-assisted deoxidation of patterned substrates. Appl. Phys. Lett. 2008, 93. [Google Scholar] [CrossRef]
- Foxon, C.T. MBE growth of GaAs and III-V alloys. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 1983, 1. [Google Scholar] [CrossRef]
- Li, L.H.; Linfield, E.H.; Sharma, R.; Davies, A.G. In-assisted desorption of native GaAs surface oxides. Appl. Phys. Lett. 2011, 99. [Google Scholar] [CrossRef]
- Xia, T.; Cho, Y.; Cotrufo, M.; Agafonov, I.; van Otten, F.; Fiore, A. In-assisted deoxidation of GaAs substrates for the growth of single InAs/GaAs quantum dot emitters. Semicond. Sci. Technol. 2015, 30. [Google Scholar] [CrossRef]
- Chou, S.Y. Sub-10 nm imprint lithography and applications. J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 1997, 15. [Google Scholar] [CrossRef]
- Xue, Q.K. In-rich 4 × 2 reconstruction in novel planar growth of InAs on GaAs(001). J. Vac. Sci. Technol. B Microelectron. Nanom. Struct. 1997, 15. [Google Scholar] [CrossRef]
- Armstrong, S.R.; Pemble, M.E.; Taylor, A.G.; Fawcette, P.N.; Neave, J.H.; Joyce, B.A.; Zhang, J. Reflectance anisotropy as a surface science probe of the growth of InAs on (001) GaAs by molecular beam epitaxy. Appl. Phys. Lett. 1993, 63. [Google Scholar] [CrossRef]
- Razek, N.; Otte, K.; Chassé, T.; Hirsch, D.; Schindler, A.; Frost, F.; Rauschenbach, B. GaAs surface cleaning by low energy hydrogen ion beam treatment. J. Vac. Sci. Technol. A Vacuum, Surfaces, Film. 2002, 20. [Google Scholar] [CrossRef]
- Atkinson, P.; Bremner, S.P.; Anderson, D.; Jones, G.A.C.; Ritchie, D.A. Molecular beam epitaxial growth of site-controlled InAs quantum dots on pre-patterned GaAs substrates. Microelectronics J. 2006, 37, 1436–1439. [Google Scholar] [CrossRef]
- Kiravittaya, S.; Heidemeyer, H.; Schmidt, O.G. In(Ga)As Quantum Dot Crystals on Patterned GaAs(001) Substrates. In Lateral Alignment of Epitaxial Quantum Dots; Schmidt, O.G., Ed.; Springer-Verlag: Berlin, Germany, 2007; p. 489. [Google Scholar]
- Srolovitz, D.J. On the stability of surfaces of stressed solids. Acta Met. 1989, 37, 621–625. [Google Scholar] [CrossRef]
- Xie, Q.; Madhukar, A.; Chen, P.; Kobayashi, N.P. Vertically Self-Organized InAs Quantim Box Islands on GaAs(100). Phys. Rev. Lett. 1995, 75, 2542–2545. [Google Scholar] [CrossRef] [PubMed]
- Kiravittaya, S.; Rastelli, A.; Schmidt, O.G. Photoluminescence from seeded three-dimensional InAs/GaAs quantum-dot crystals. Appl. Phys. Lett. 2006, 88. [Google Scholar] [CrossRef]
- Wong, P.S.; Balakrishnan, G.; Nuntawong, N.; Tatebayashi, J.; Huffaker, D.L. Controlled InAs quantum dot nucleation on faceted nanopatterned pyramids. Appl. Phys. Lett. 2007, 90. [Google Scholar] [CrossRef]
- Heidemeyer, H.; Müller, C.; Schmidt, O.G. Highly ordered arrays of In(Ga)As quantum dots on patterned GaAs(001) substrates. J. Cryst. Growth 2004, 261, 444–449. [Google Scholar] [CrossRef]
- Nakamura, Y.; Schmidt, O.; Jin-Phillipp, N.; Kiravittaya, S.; Müller, C.; Eberl, K.; Gräbeldinger, H.; Schweizer, H. Vertical alignment of laterally ordered InAs and InGaAs quantum dot arrays on patterned (001) GaAs substrates. J. Cryst. Growth 2002, 242, 339–344. [Google Scholar] [CrossRef]
- Tommila, J.; Tukiainen, A.; Viheriälä, J.; Schramm, A.; Hakkarainen, T.; Aho, A.; Stenberg, P.; Dumitrescu, M.; Guina, M. Nanoimprint lithography patterned GaAs templates for site-controlled InAs quantum dots. J. Cryst. Growth 2011, 323, 183–186. [Google Scholar] [CrossRef]
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hussain, S.; Pozzato, A.; Tormen, M.; Zannier, V.; Biasiol, G. Site-Control of InAs/GaAs Quantum Dots with Indium-Assisted Deoxidation. Materials 2016, 9, 208. https://doi.org/10.3390/ma9030208
Hussain S, Pozzato A, Tormen M, Zannier V, Biasiol G. Site-Control of InAs/GaAs Quantum Dots with Indium-Assisted Deoxidation. Materials. 2016; 9(3):208. https://doi.org/10.3390/ma9030208
Chicago/Turabian StyleHussain, Sajid, Alessandro Pozzato, Massimo Tormen, Valentina Zannier, and Giorgio Biasiol. 2016. "Site-Control of InAs/GaAs Quantum Dots with Indium-Assisted Deoxidation" Materials 9, no. 3: 208. https://doi.org/10.3390/ma9030208
APA StyleHussain, S., Pozzato, A., Tormen, M., Zannier, V., & Biasiol, G. (2016). Site-Control of InAs/GaAs Quantum Dots with Indium-Assisted Deoxidation. Materials, 9(3), 208. https://doi.org/10.3390/ma9030208