
The Effect of Bi-Sr and Ca-Sr Interactions on the Microstructure and Tensile Properties of Al-Si-Based Alloys

Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
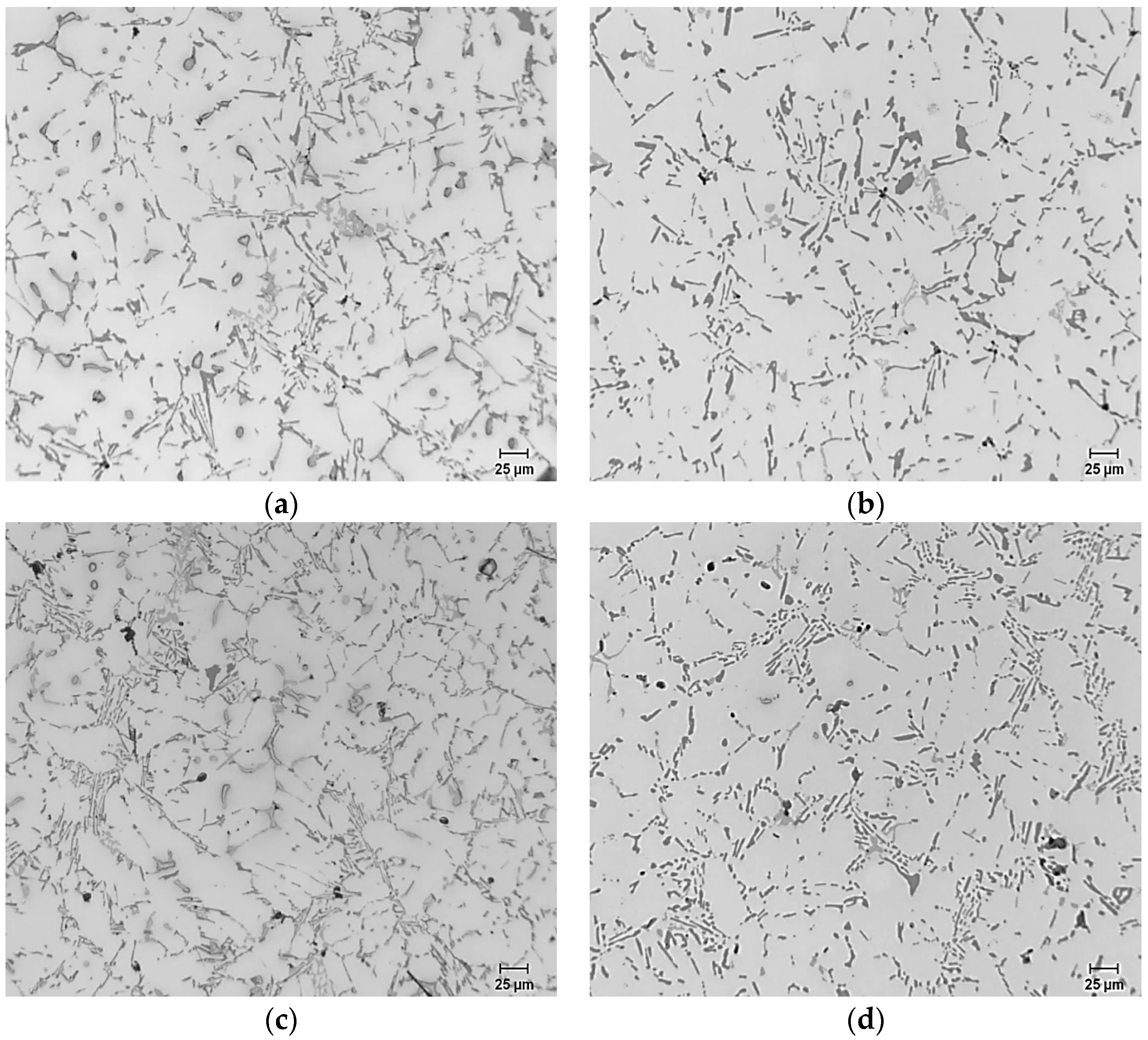
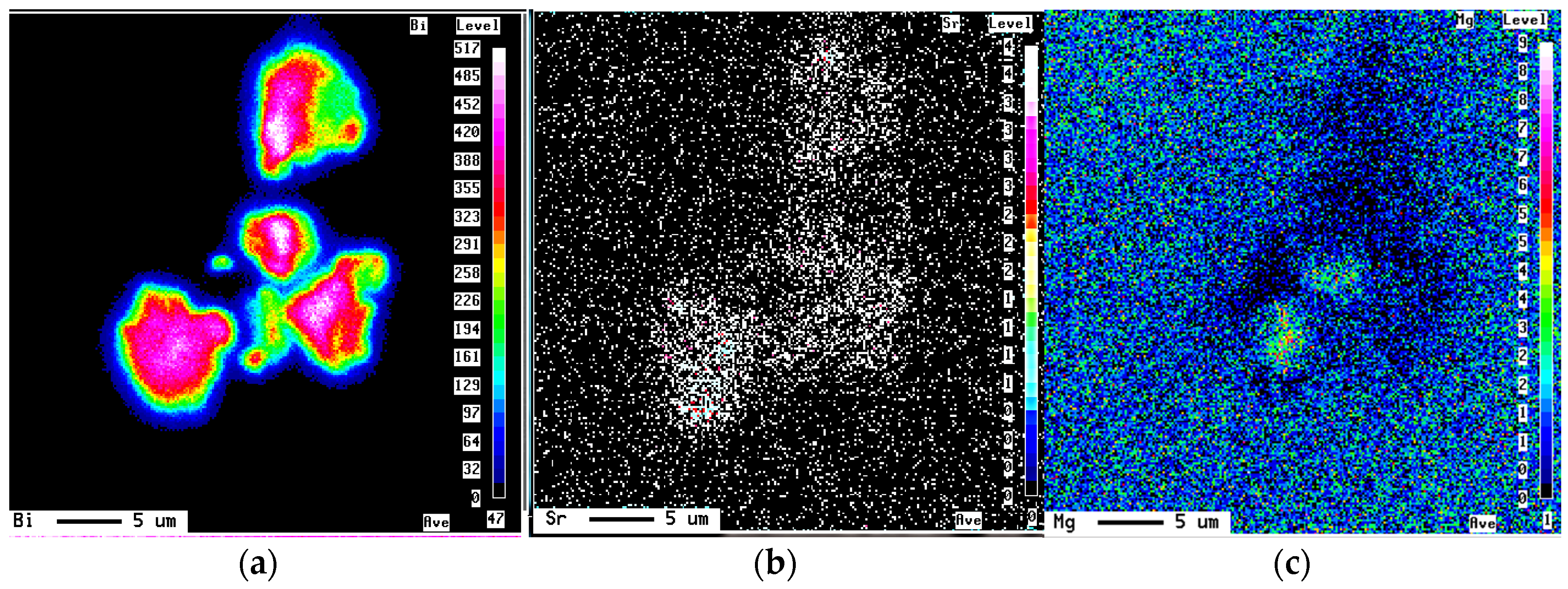
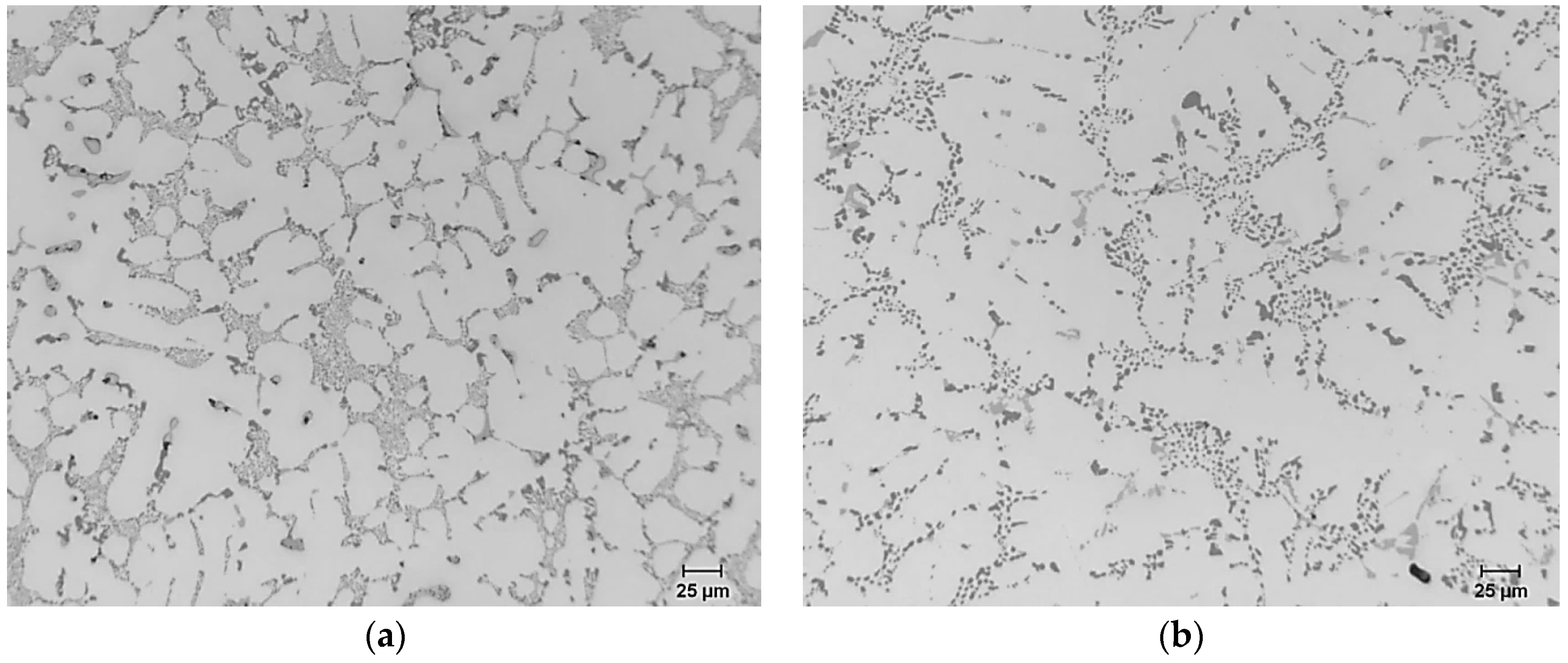
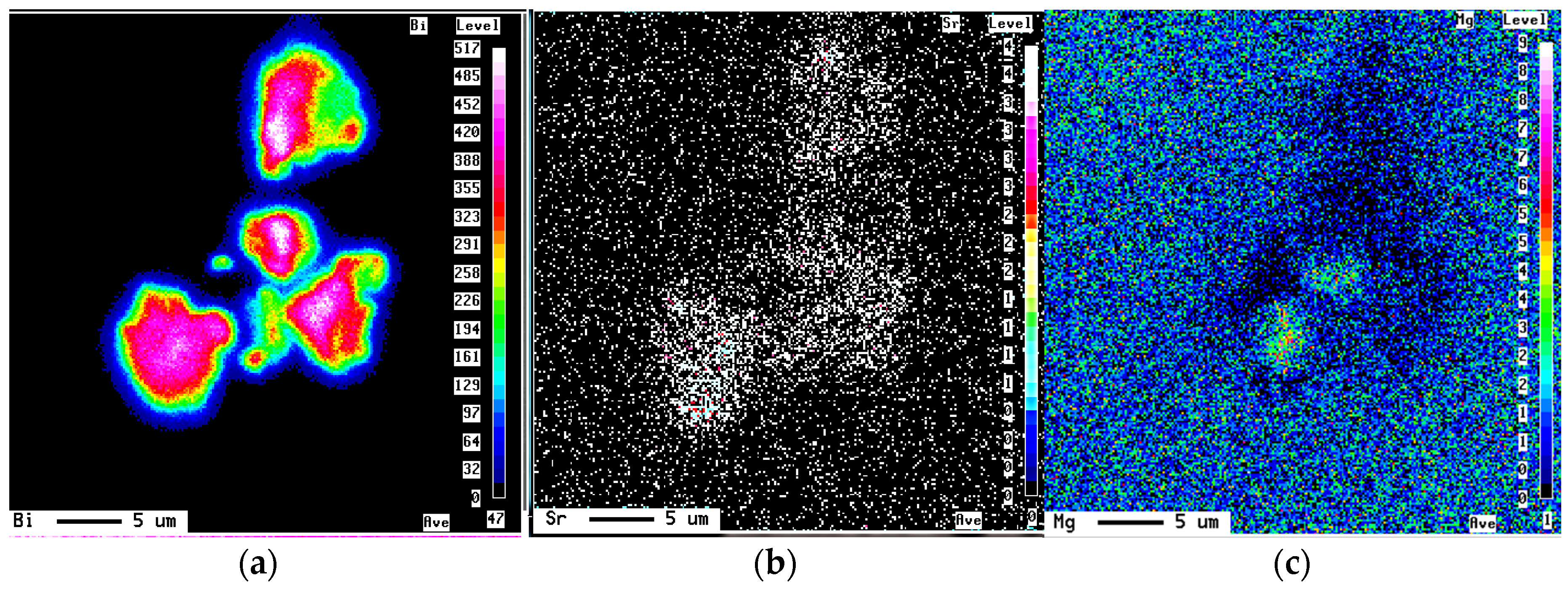
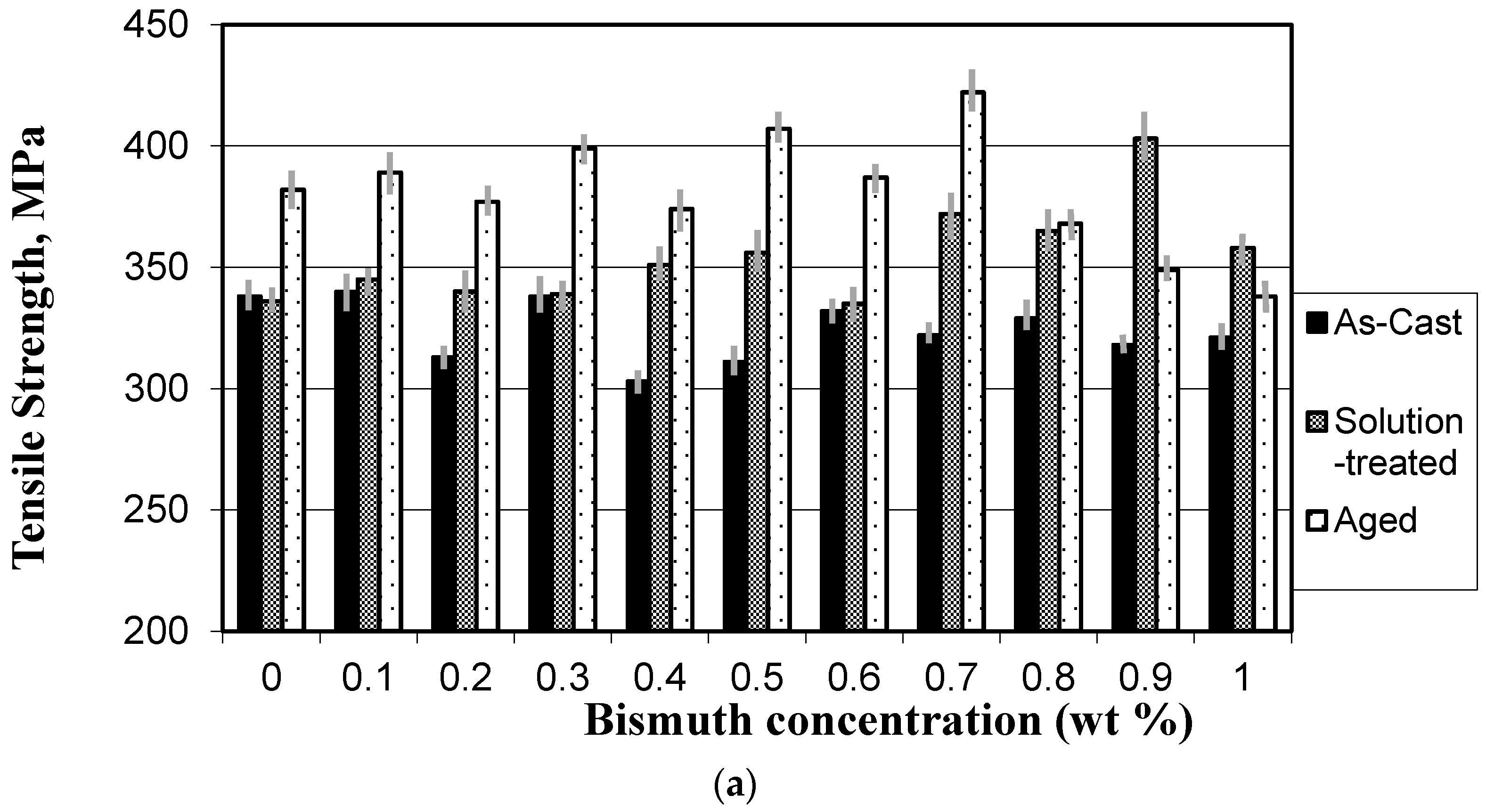
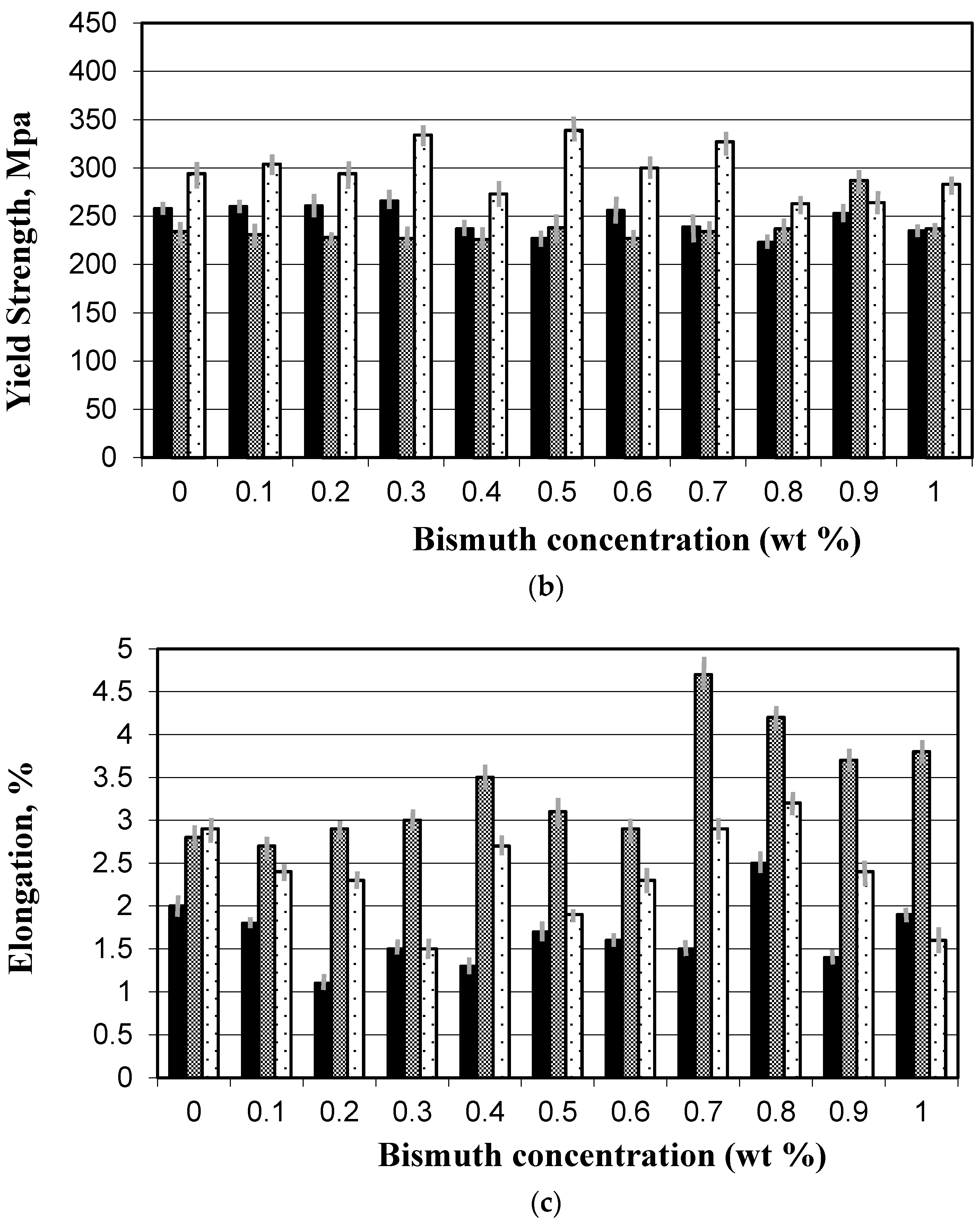
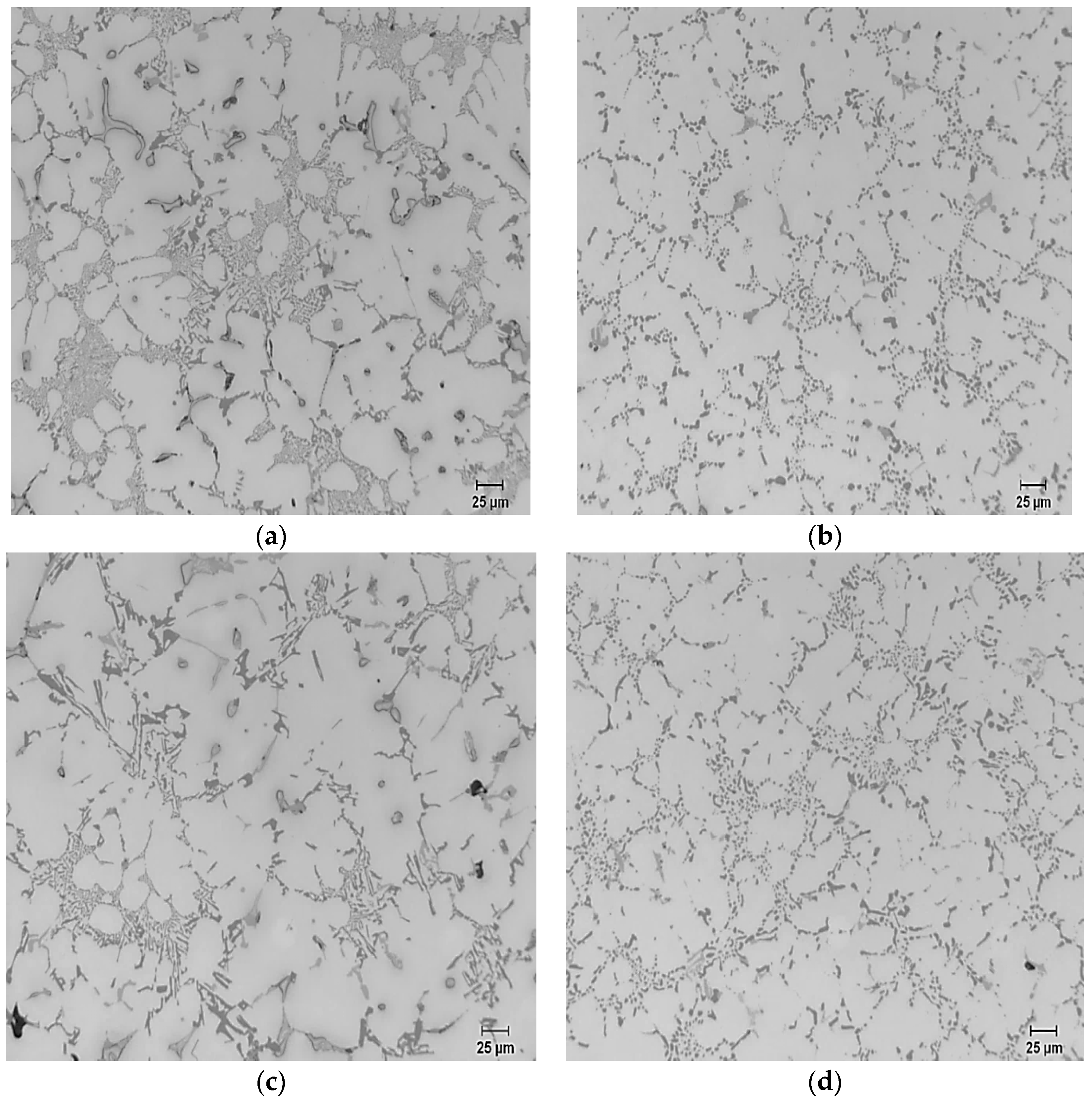
3.1. Bismuth
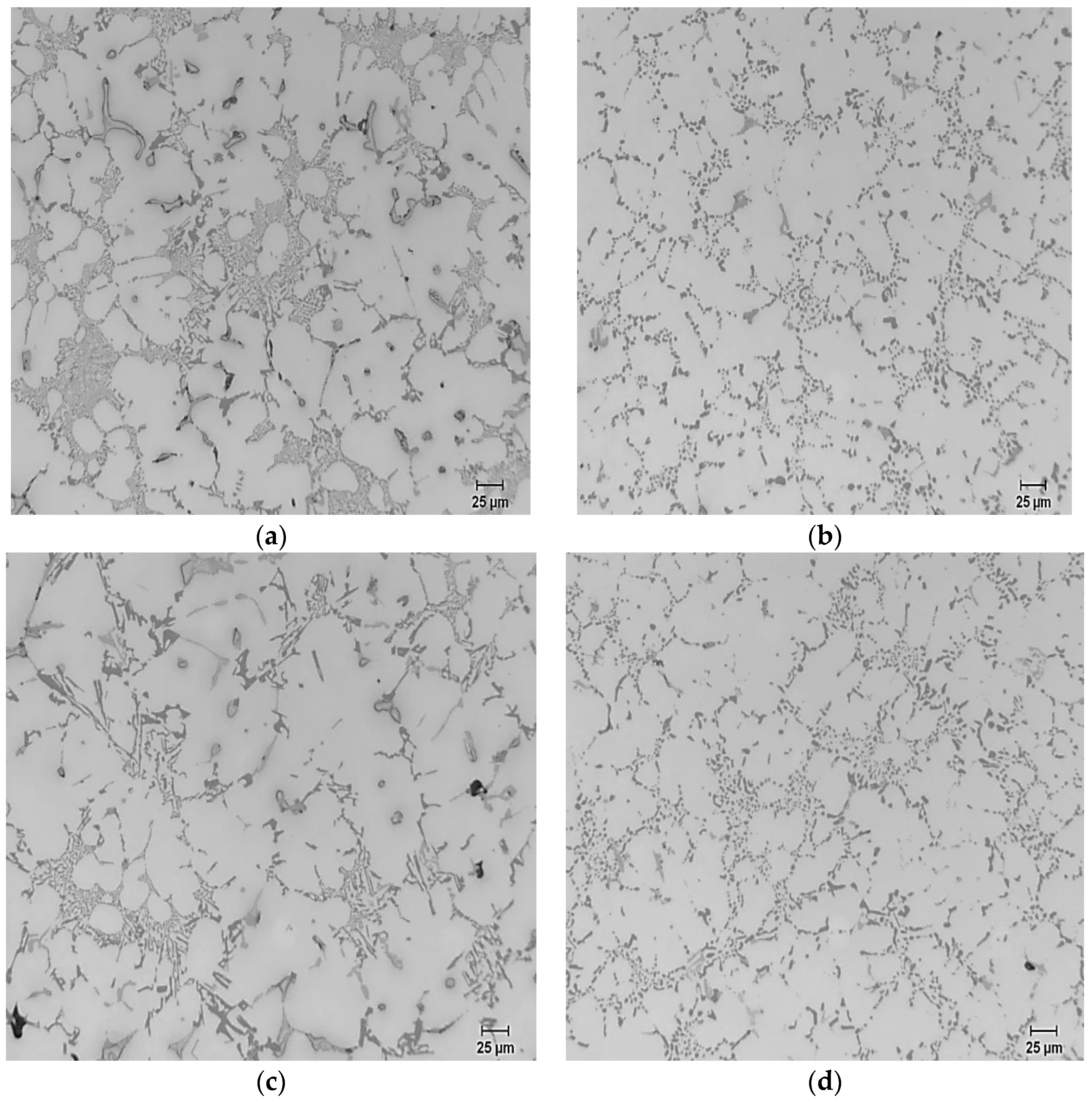
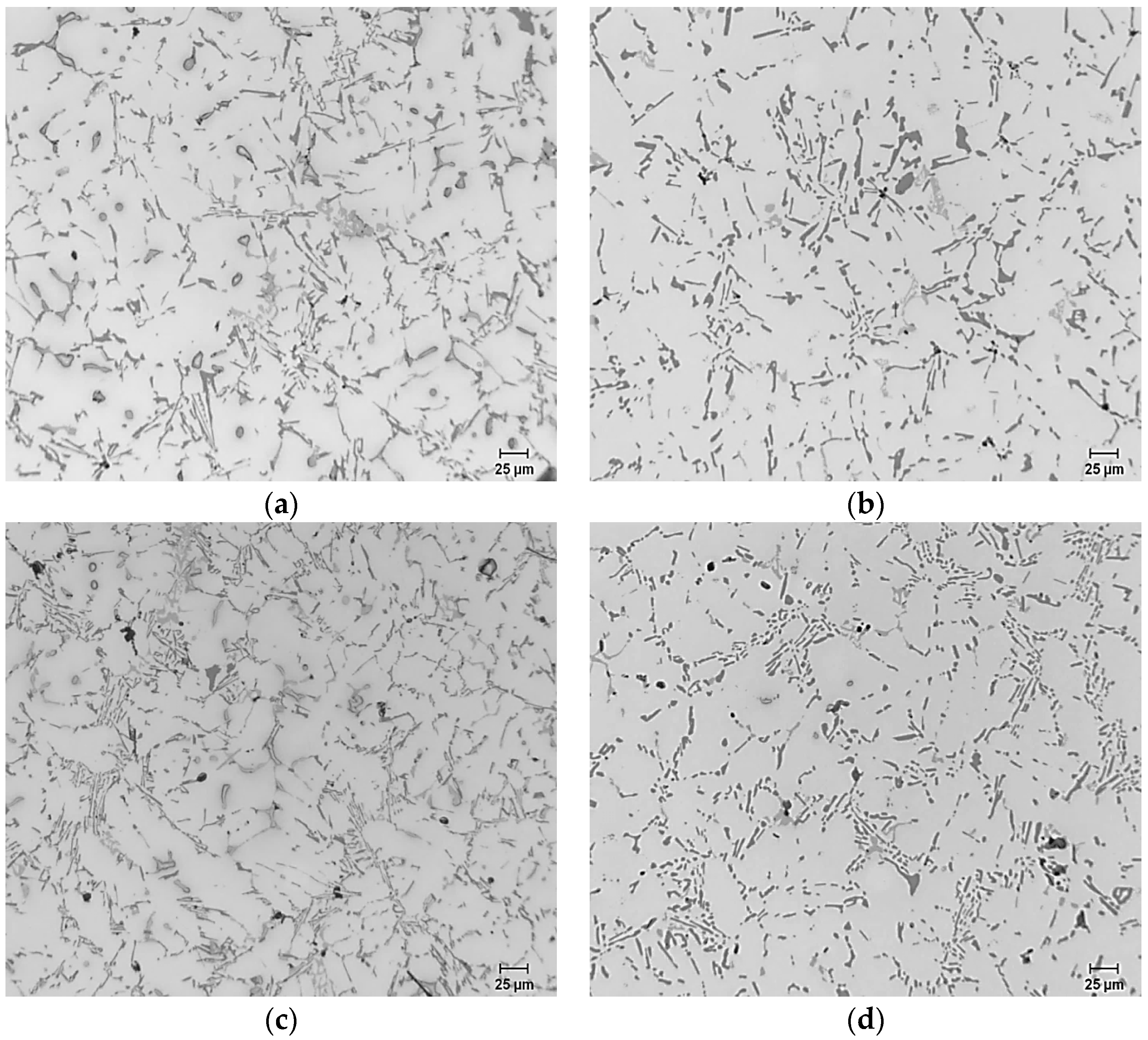
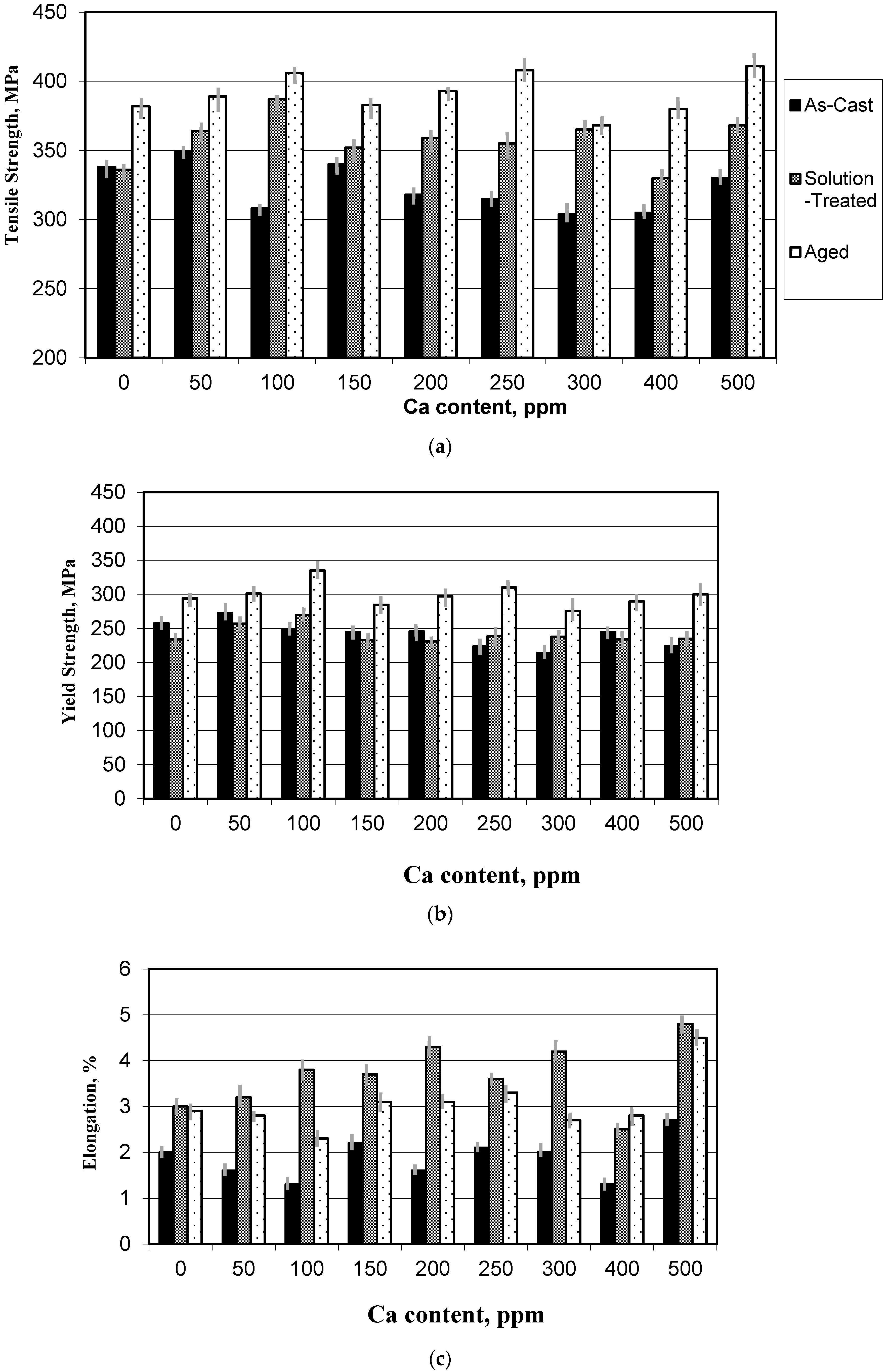
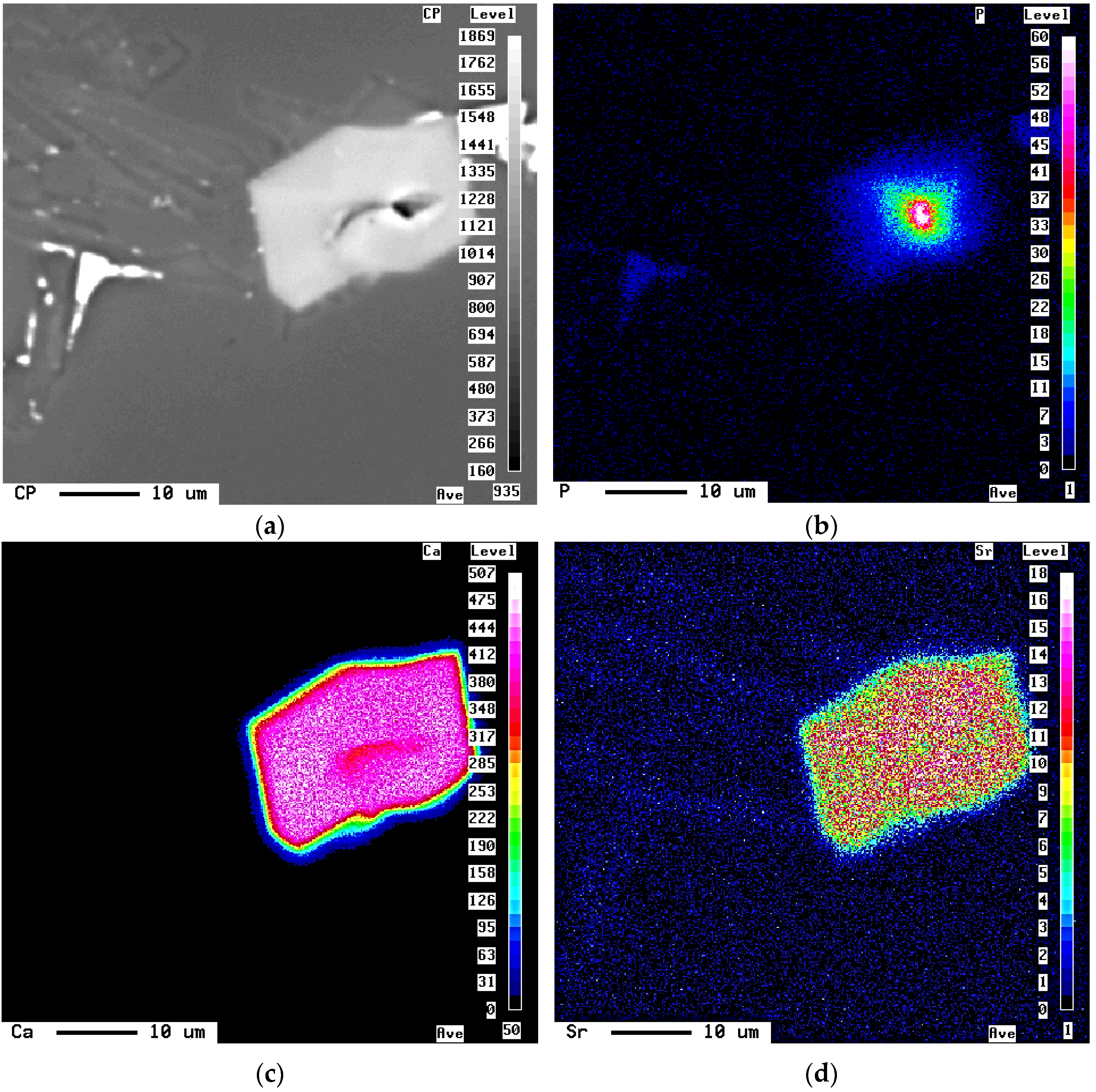
3.2. Calcium
4. Conclusions
- Bismuth acts as a partial modifier for the Si particles at about 0.96% to >1.0% Bi; below this level, it has a demodifying effect.
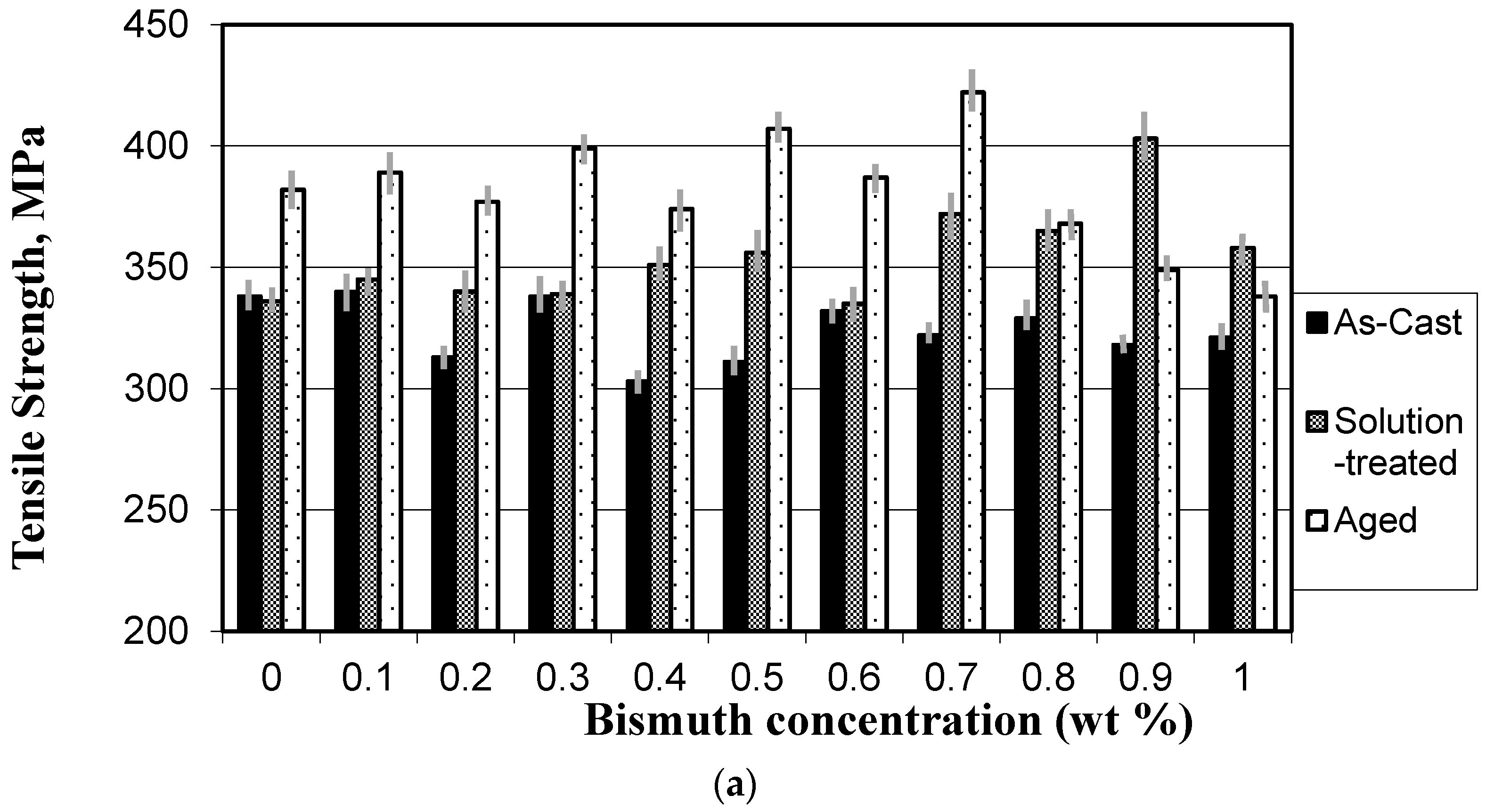
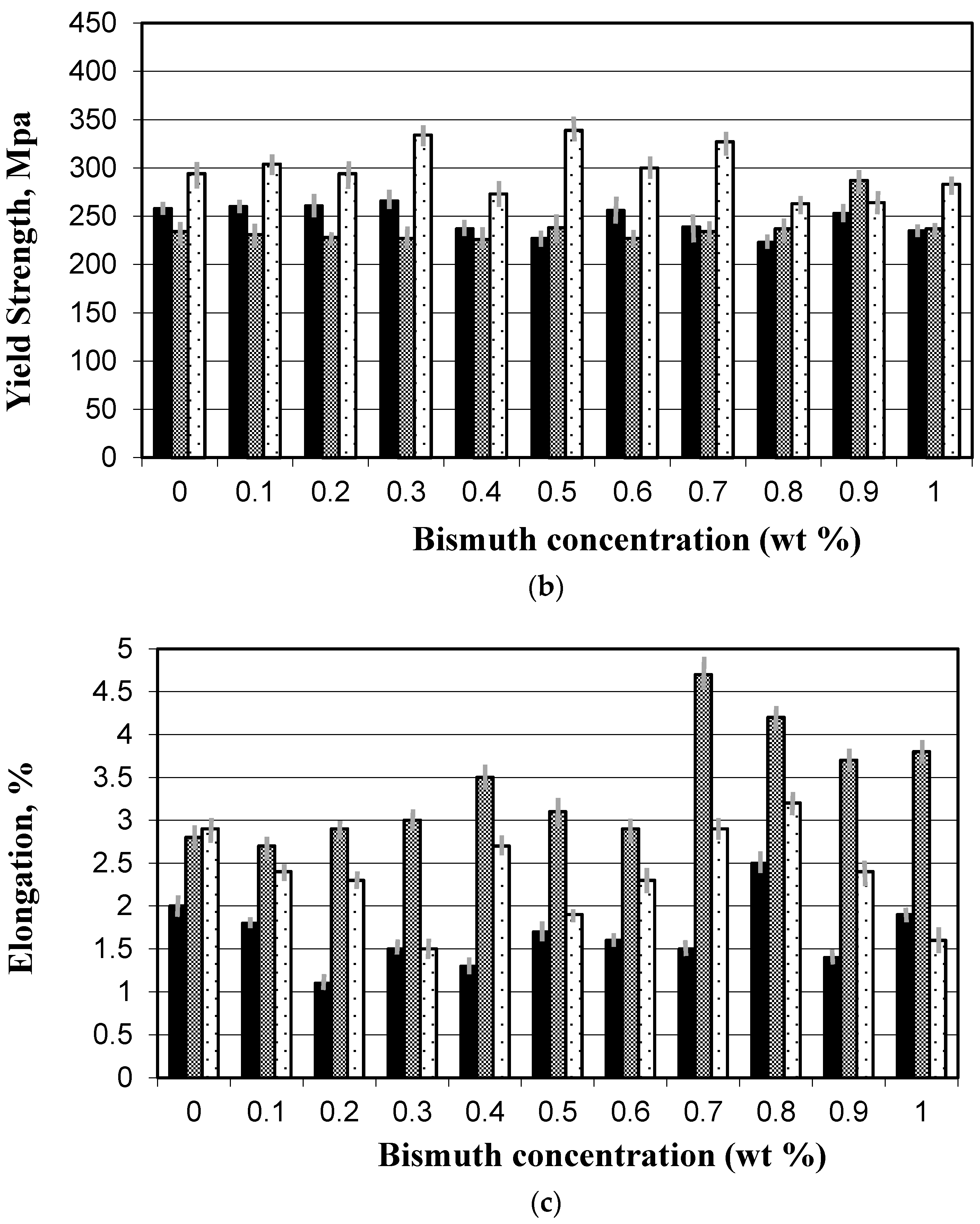
- Bismuth causes a decrease in the yield and tensile strengths for the as-cast and artificially aged conditions, and an increase in yield strength in the solution heat-treated condition. The elongation increases with the Bi only in the solution heat-treated condition.
- The solution heat treatment rather than artificial aging may be recommended for alloys containing about 1.0% Bi.
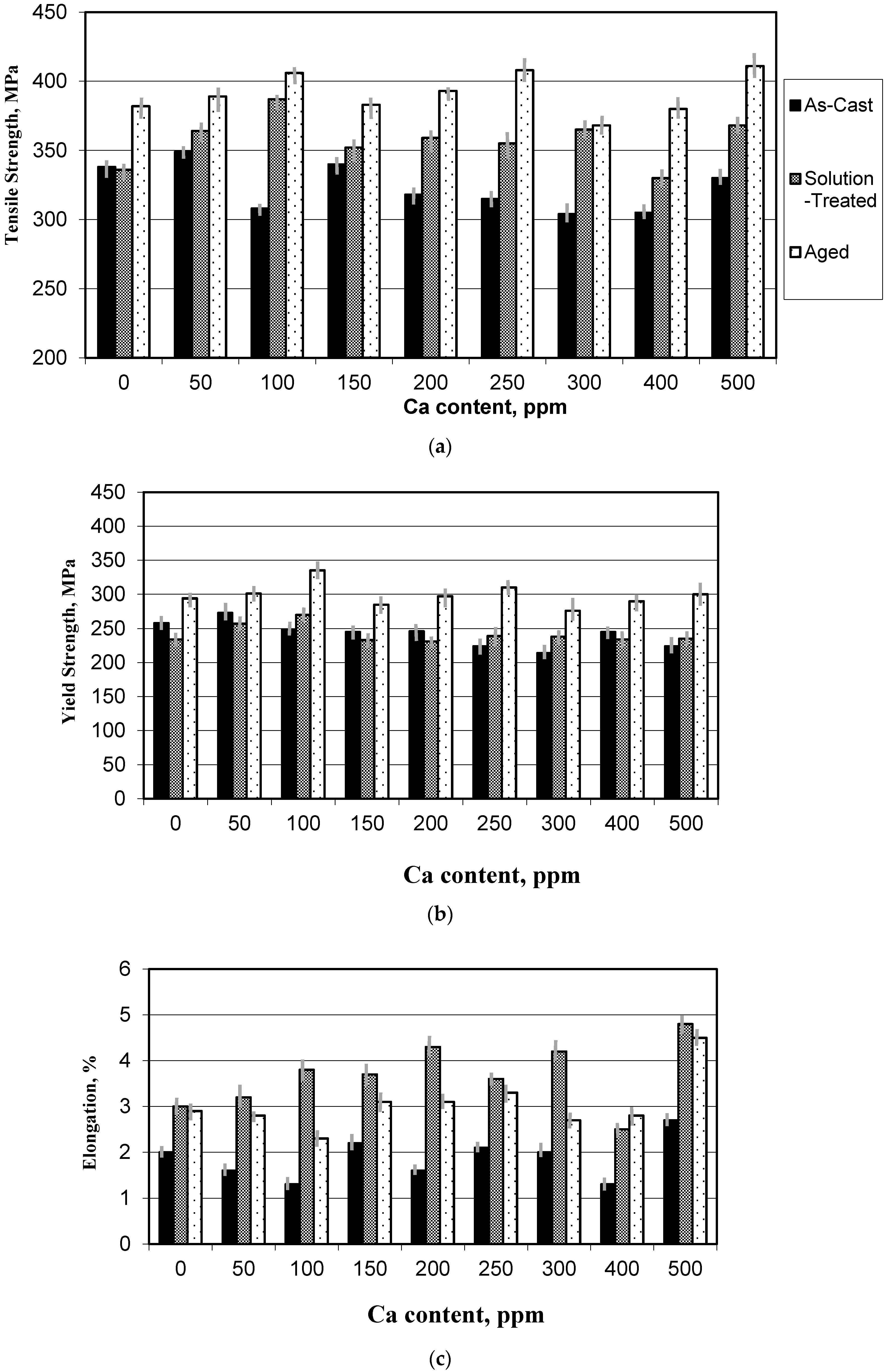
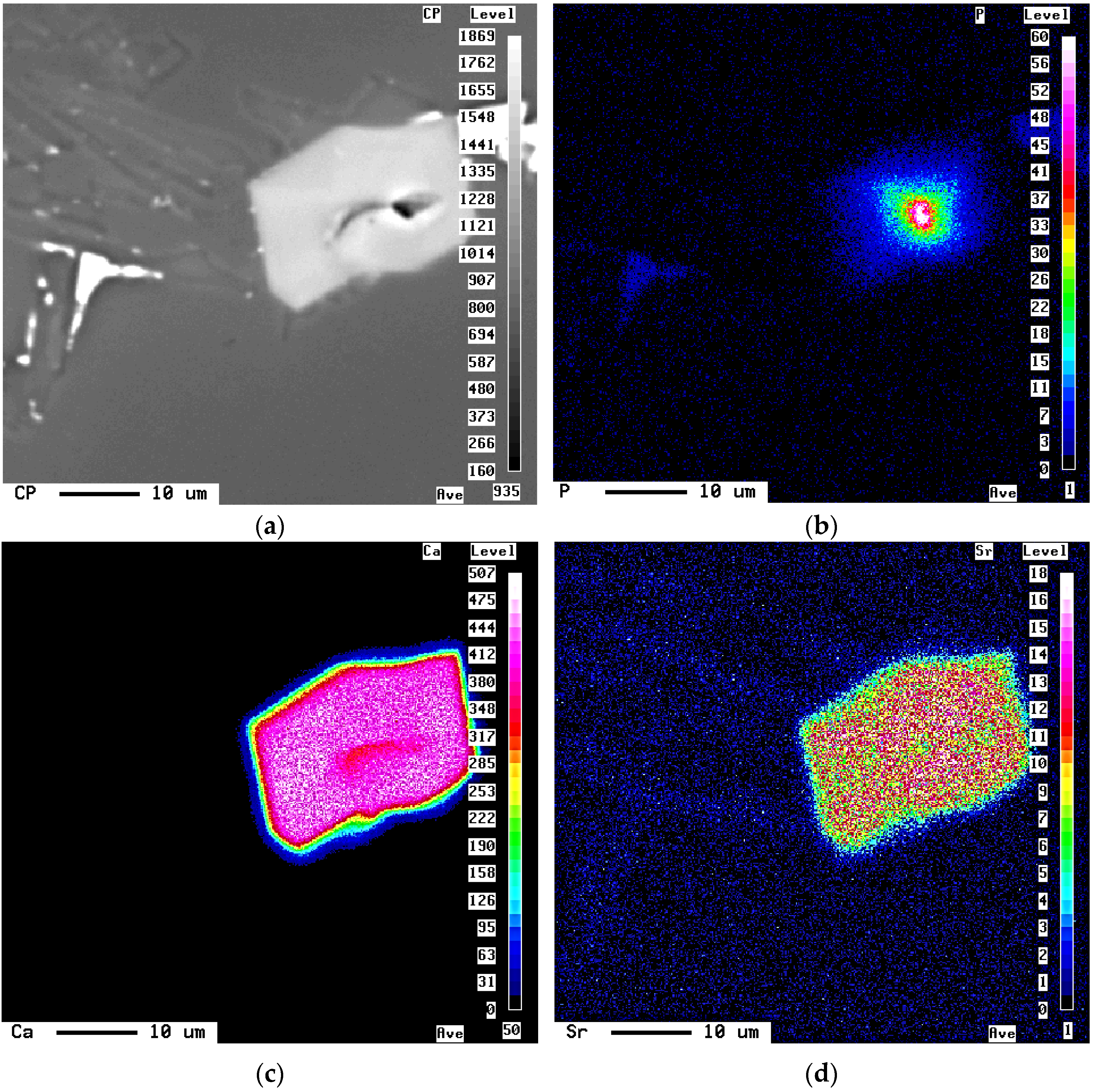
- Calcium has a significant demodifying effect on the Si particles in the Sr-modified alloy at concentrations higher than 500 ppm Ca, causing a decrease in the alloy strength.
- The elongation increases with the Ca level for all alloy conditions (as-cast, solution heat-treated and artificially aged). A slight increase in the tensile strength in the heat-treated conditions was also observed.
- Calcium, however, is not detrimental to the alloy tensile properties as is the case with Bi.
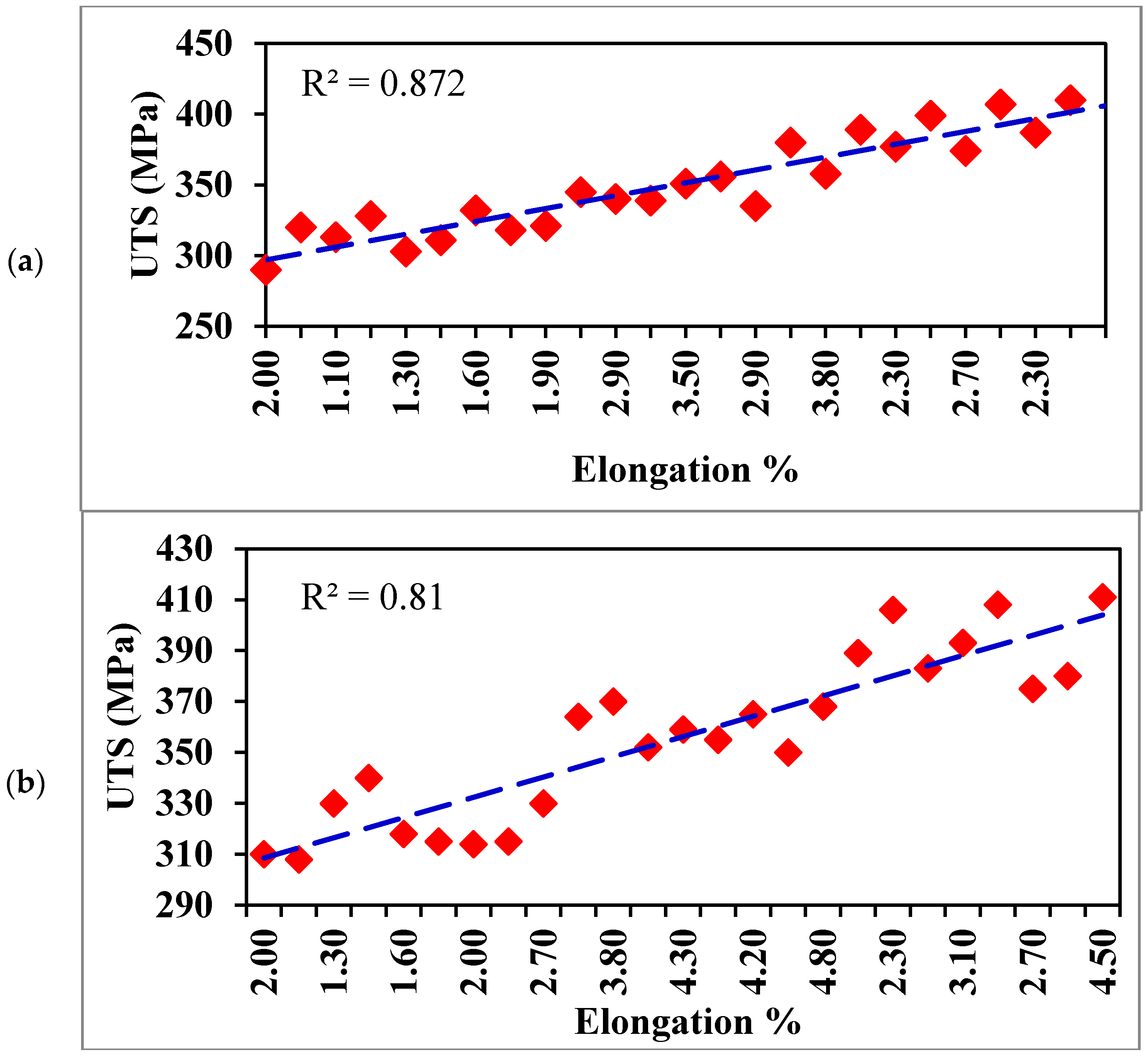
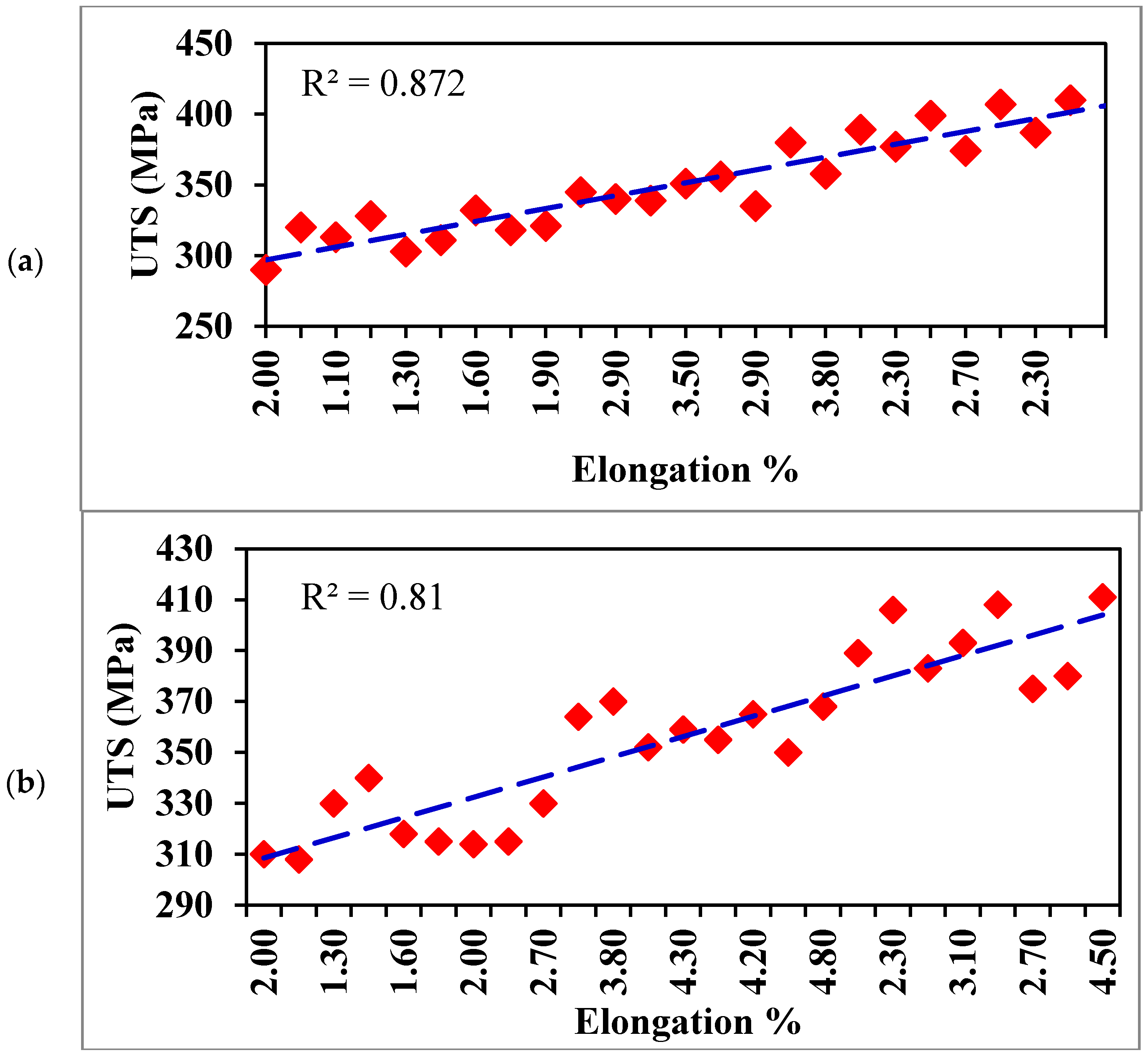
- UTS-%El relationships for both Bi- and Ca-containing alloys are linear with a high-fitting coefficient (R2 > 0.8).
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Sigworth, G.K. Theoretical and Practical Aspects of Modification of Al-Si Alloys. AFS Trans. 1983, 91, 7–15. [Google Scholar]
- El-Hadad, S.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. Influence of Bi-Sr and Ca-Sr Interactions on the Si Particle Characteristics in 319 Alloy. In Light Metals 2002; Lewis, T., Ed.; Canadian Institute of Mining, Metallurgy, and Petroleum: Montreal, QC, Canada, 2002; pp. 265–283. [Google Scholar]
- El-Hadad, S.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. Effects of Bi and Ca Addition on the Characteristics of Eutectic Si Particles in Sr-modified 319 Alloys. Int. J. Cast Metals Res. 2003, 15, 551–564. [Google Scholar]
- El-Hadad, S.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. Effect of Bi and Ca Additions on the Microstructure of Sr-Modified 319 Type Alloys Under Variable Cooling Conditions. Trans. AFS 2004, 112, 141–154. [Google Scholar]
- Sal’nikov, V.P.; Zaigraikin, A.G. Effect of Additions of Bismuth on the Properties of Aluminum Alloys. Liteinoe Proivodstvo Metalloved. 1972, 6, 17–22. [Google Scholar]
- Inoyama, N.; Kkanehera, K.; Yamamoto, S. Influence of Te, Be, Ce and Bi on the formation of Modified Structure and Mechanical Properties in Eutectic Al-Si Cast Alloys. J. Jpn. Foundrym. Soc. 1992, 64, 619–625. [Google Scholar]
- Kurdyumov, A.V.; Inkin, S.V.; Bekher, R.; Bekher, I. Influence of Certain Elements on Structure and Surface Tension of Grade Al14 Alloys After Sodium and Strontium Treatments. Sov. Cast. Technol. 1988, 7, 17–19. [Google Scholar]
- Pillai, N.P.; Anatharaman, T.R. Elements of V Group as Modifiers of Aluminum-Silicon Alloys. Trans. Metall. Soc. AIME 1968, 242, 2025–2027. [Google Scholar]
- Cho, J.I.; Loper, C.R. Limitation of Bismuth Residual in A356.2 Al. Trans. AFS 2000, 108, 359–367. [Google Scholar]
- Kube, D.; Josef, F.; Siegered, S.; Achen, A. Effect of Antimony and Bismuth on the Grain Refinement and Porosity of the Alloy AlSi9Cu, Part2: Influence of Additional Elements on the Refining and Porosity of the Step Bars, Summary and Conclusiuons. Giesserei 1998, 85, 38–42. [Google Scholar]
- Machovec, C.J.; Byczynski, G.E.; Zindel, J.W.; Godlewski, L.A. Effect of Bi-Sr Interactions on Si Morphology in a 319-Type Aluminum Alloy. Trans. AFS 2000, 108, 439–444. [Google Scholar]
- El-Hadad, S.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. Role of Bi and Ca additions in controlling the microstructure of Sr-modified 319 alloys. In Proceedings of the 10th International Conference on Aluminum Alloys, Vancouver, BC, Canada, 11–14 July 2007.
- Rosales, I.; Gonzalez-Rodriguez, G.; Gama, J.L.; Guardian, R. Bismuth Effect on the Mechanical Properties of Antifriction Al-Sn Alloys. Mater. Sci. Appl. 2014, 5, 330–337. [Google Scholar] [CrossRef]
- American Society for Testing Materials. Standard Specification for Aluminum-Alloy Permanent Mold Castings; ASTM B108-95; ASTM International: West Conshohocken, PA, USA, 1995. [Google Scholar]
- El Hadad, S.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. Role of Bi and Ca Additions in Controlling the Microstructure of Sr-Modified 319 Alloys. Mater. Sci. Forum 2006, 519–521, 1257–1264. [Google Scholar] [CrossRef]
- Drouzy, M.; Jacob, S.; Richard, M. Interpretation of tensile results by means of quality index and probable yield strength. Int. J. Cast Metals Res. 1980, 5, 43–50. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Si | Cu | Fe | Mg | Ti |
|---|---|---|---|---|---|
| B319 | 6.16 | 3.67 | 0.1 | 0.386 | 0.13 |
| Alloy | Zn | Sr | Ti | Bi | Ca |
| B319 | 0.0017 | 0.018 | 0.2 | 0.0083 | 0.005 |
| Code | Addition | Bi (wt %) | Ca (ppm) |
|---|---|---|---|
| Base | B319 | 0.0083 | 50 |
| 1 | targeted | 0.10 | - |
| achieved | 0.15 | 48 | |
| 2 | targeted | 0.20 | - |
| achieved | 0.26 | 41 | |
| 3 | targeted | 0.30 | - |
| achieved | 0.31 | 10 | |
| 4 | targeted | 0.40 | - |
| achieved | 0.48 | 11 | |
| 5 | targeted | 0.50 | - |
| achieved | 0.61 | 10 | |
| 6 | targeted | 0.60 | - |
| achieved | 0.63 | 12 | |
| 7 | targeted | 0.70 | - |
| achieved | 0.70 | 14 | |
| 8 | targeted | 0.80 | - |
| achieved | 0.96 | 17 | |
| 9 | targeted | 0.90 | - |
| achieved | 0.95 | 14 | |
| 10 | targeted | 1.0 | - |
| achieved | >1.0 | 39 | |
| 11 | targeted | - | 50 |
| achieved | 0.01 | 51 | |
| 12 | targeted | - | 100 |
| achieved | 0.02 | 97 | |
| 13 | targeted | - | 150 |
| achieved | 0.02 | 121 | |
| 14 | targeted | - | 200 |
| achieved | 0.00 | 200 | |
| 15 | targeted | - | 250 |
| achieved | 0.00 | 250 | |
| 16 | targeted | - | 300 |
| achieved | 0.00 | 295 | |
| 17 | targeted | - | 400 |
| achieved | 0.00 | 408 | |
| 18 | targeted | - | 500 |
| achieved | 0.00 | 593 |
| Condition | As-Cast | Solution Heat-Treated | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A, μm2 | L, μm | R | AR | D, mm−2 | A, μm2 | L, μm | R | AR | D, mm−2 | |
| Base alloy | 3.66 | 2.71 | 0.51 | 1.82 | 19,000 | 6.76 | 3.63 | 0.56 | 1.69 | 17,500 |
| 0.15% Bi | 16.60 | 8.14 | 0.35 | 2.7 | 5200 | 19.7 | 8.30 | 0.40 | 2.68 | 3800 |
| 0.26% Bi | 18.10 | 8.35 | 0.36 | 2.70 | 4500 | 17.0 | 7.49 | 0.41 | 2.57 | 4800 |
| 0.31% Bi | 17.1 | 8.07 | 0.37 | 2.70 | 4900 | 21.7 | 8.34 | 0.41 | 2.58 | 3800 |
| 0.48% Bi | 14.4 | 8.02 | 0.34 | 2.85 | 5500 | 10.6 | 5.66 | 0.44 | 2.36 | 8000 |
| 0.61% Bi | 17.7 | 8.15 | 0.37 | 2.77 | 4750 | 17.5 | 7.56 | 0.41 | 2.64 | 6200 |
| 0.70% Bi | 10.20 | 6.65 | 0.35 | 2.77 | 8500 | 9.88 | 5.17 | 0.48 | 2.21 | 8300 |
| 0.96% Bi | 7.60 | 5.65 | 0.36 | 2.60 | 11,500 | 9.07 | 4.88 | 0.48 | 2.12 | 8900 |
| >1.0% Bi | 8.56 | 5.75 | 0.37 | 2.62 | 10,000 | 10.7 | 5.71 | 0.44 | 2.37 | 8300 |
| 051 ppm Ca | 3.2 | 2.61 | 0.59 | 1.86 | 28,000 | 7.91 | 3.94 | 0.56 | 1.70 | 11,000 |
| 097 ppm Ca | 4.99 | 3.33 | 0.48 | 1.98 | 18,000 | 7.52 | 3.90 | 0.56 | 1.73 | 11,000 |
| 121 ppm Ca | 3.70 | 3.02 | 0.48 | 1.96 | 23,000 | 7.80 | 4.12 | 0.53 | 1.84 | 10,000 |
| 200 ppm Ca | 7.20 | 4.43 | 0.43 | 2.16 | 11,000 | 8.55 | 4.28 | 0.54 | 1.82 | 9100 |
| 250 ppm Ca | 5.66 | 3.99 | 0.44 | 2.09 | 15,000 | 7.38 | 4.00 | 0.54 | 1.80 | 10,000 |
| 295 ppm Ca | 4.48 | 3.45 | 0.45 | 2.02 | 17,000 | 7.62 | 4.12 | 0.53 | 1.85 | 10,000 |
| 408 ppm Ca | 13.4 | 6.39 | 0.40 | 2.34 | 6550 | 13.3 | 5.91 | 0.47 | 2.17 | 7100 |
| 593 ppm Ca | 6.51 | 4.33 | 0.42 | 2.13 | 15,000 | 7.08 | 4.00 | 0.53 | 1.85 | 11,000 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samuel, A.M.; Doty, H.W.; Gallardo, S.V.; Samuel, F.H. The Effect of Bi-Sr and Ca-Sr Interactions on the Microstructure and Tensile Properties of Al-Si-Based Alloys. Materials 2016, 9, 126. https://doi.org/10.3390/ma9030126
Samuel AM, Doty HW, Gallardo SV, Samuel FH. The Effect of Bi-Sr and Ca-Sr Interactions on the Microstructure and Tensile Properties of Al-Si-Based Alloys. Materials. 2016; 9(3):126. https://doi.org/10.3390/ma9030126
Chicago/Turabian StyleSamuel, Agnes M., Herbert W. Doty, Salvador Valtierra Gallardo, and Fawzy H. Samuel. 2016. "The Effect of Bi-Sr and Ca-Sr Interactions on the Microstructure and Tensile Properties of Al-Si-Based Alloys" Materials 9, no. 3: 126. https://doi.org/10.3390/ma9030126
APA StyleSamuel, A. M., Doty, H. W., Gallardo, S. V., & Samuel, F. H. (2016). The Effect of Bi-Sr and Ca-Sr Interactions on the Microstructure and Tensile Properties of Al-Si-Based Alloys. Materials, 9(3), 126. https://doi.org/10.3390/ma9030126