1. Introduction
Nanostructured bainite is obtained by isothermal transformation after austenitization of high-carbon, high-silicon steels. The structure after transformation roughly consists of carbon-enriched retained austenite dispersed in a matrix of nanometer-scale plates of bainitic ferrite [
1]. The static properties of these steels reach interesting levels, with ultimate tensile strengths over 2 GPa in combination with 20% total elongation [
2,
3]. The material is commercially available as armors and shafts [
4], and several research groups are carrying out work to assess the in-use properties and further spread the applications [
3,
5,
6,
7,
8,
9].
For fatigue design, a high ultimate tensile strength as well as a high ductility are desirable. Nanobainitic steels show both, but, nevertheless, their fatigue limit is often surprisingly low [
2]. The reason for this is not totally understood yet.
Enhancing the fatigue limit of high strength steels means improving the ability of the microstructure to decelerate a growing fatigue crack. Totally avoiding fatigue cracks and their initiation is not possible and not necessary because there are always fatigue cracks existing in the microstructure as shown by Miller [
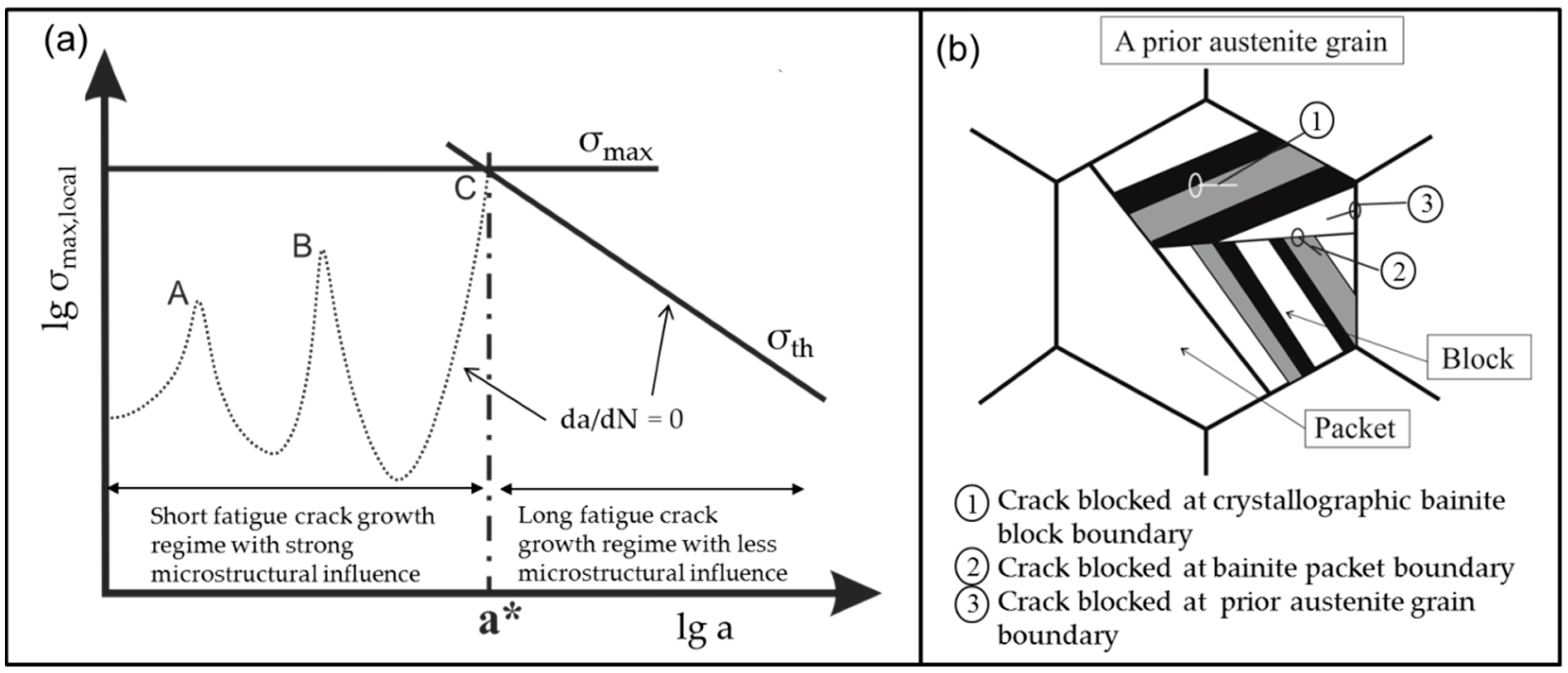
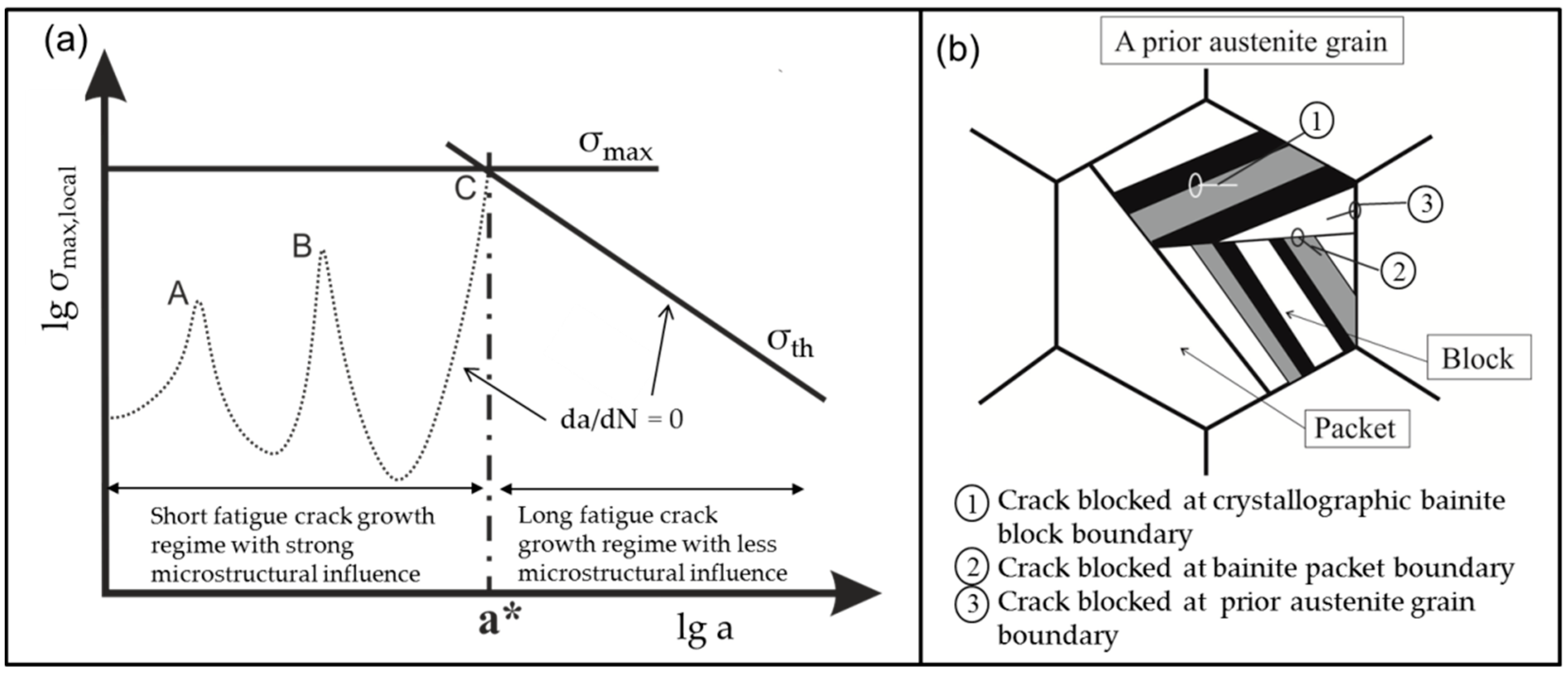
10]. At the same time, Miller discussed that the microstructure has a strong influence on growing fatigue cracks, and, as a consequence, also on the fatigue limit. This correlation is shown in the Kitagawa-diagram [
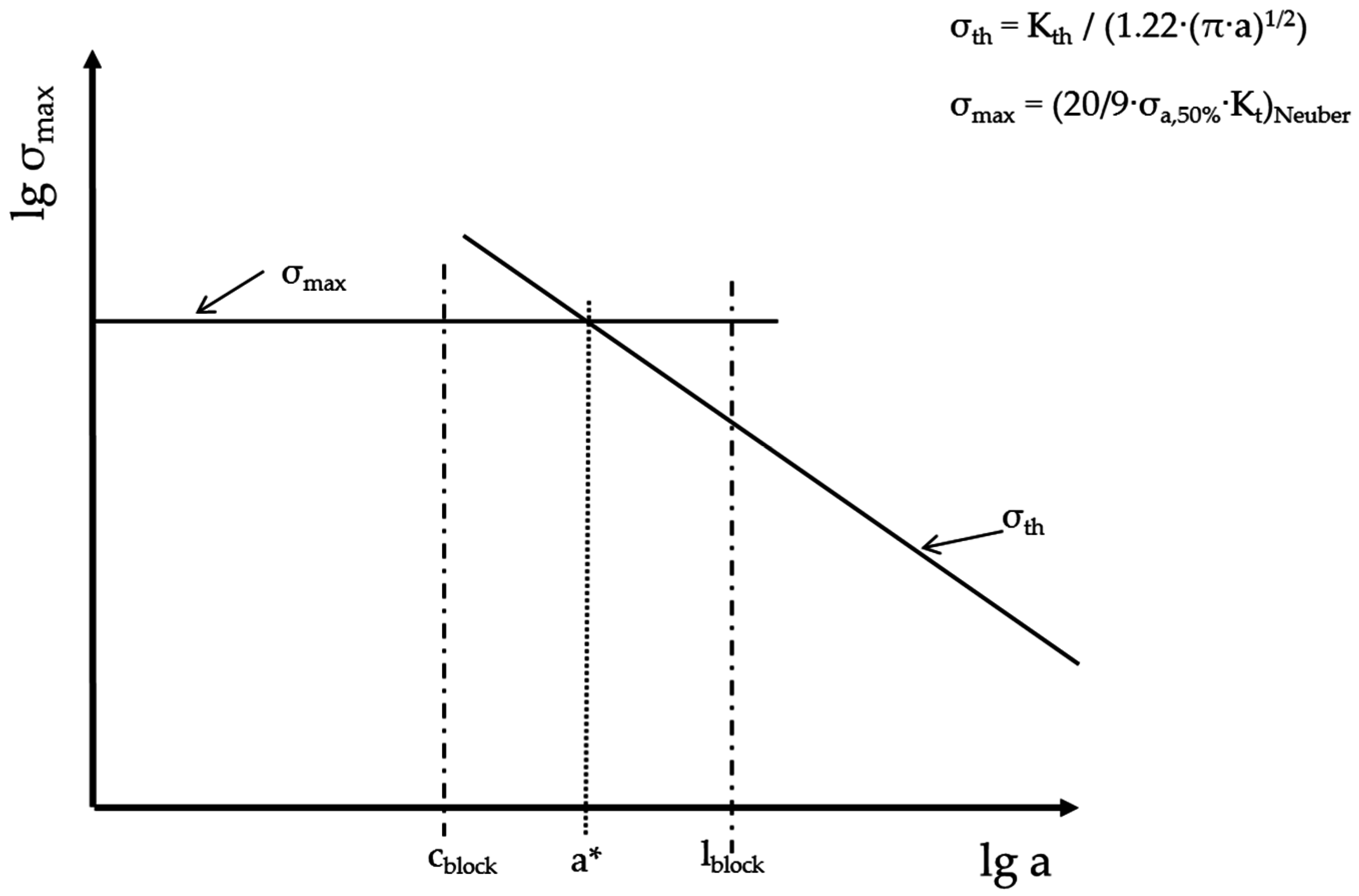
10], in which the borders of crack growth are given by lines (dotted line and straight lines named
σth) representing a crack velocity
da/
dN = 0 (see
Figure 1a). In the first part of the diagram the fatigue crack growth is strongly influenced by microstructural features, such as twin boundaries, grain boundaries, and phase boundaries, -represented in
Figure 1a as peaks A, B, and C, respectively, of the dotted line. These features act as barriers for a growing crack because the crack needs a higher driving force to overcome those barriers. If cracks are not able to cross those barriers, the material will not fail. To predict the highest possible stress range at which the cracks are still not able to grow across those barriers, a crucial understanding of the microstructure is necessary to identify the main barrier in the microstructure. In principle, several barriers can exist in the microstructure until the crack reaches the major barrier, marked as C in
Figure 1a. After overcoming this major barrier, a fatigue crack will continue to grow until final failure. In this point C, the critical crack length a* is reached. If the stress amplitude is high enough to let the crack grow longer than the critical crack length, the crack cannot be stopped anymore by microstructural features and will lead to failure of the specimen.
Microstructural barriers in bainitic steels are a result of the displacive transformation of the austenite. In displacive transformations, the close-packed {111} plane of the austenite (face-centered cubic, fcc) is parallel to a {110} plane of the product phase (body-centered cubic, bcc or body-centered tetragonal, bct). In nanobainitic steels, most of the bainitic plates and the parent austenite interfaces are found to have an orientation relationship (OR) close to the Nishiyama–Wassermann (N–W), {111}γ||{110}α with <110>γ||<001>α [
12,
13]. A crystallographic packet is defined as a group of crystallographic variants with a common {111} austenite plane. Each bainitic packet can be divided into bainitic blocks of the three variants of the N–W relationship satisfying the same parallel plane relationship. In consequence, the microstructure obtained is highly misoriented featuring various potential microstructural barriers. In
Figure 1b, a scheme of the nanobainitic microstructure is given according to [
11] with possible barrier for a growing fatigue crack. These could be the boundaries of prior austenite grains, packets or bainitic blocks.
In previous work, a microstructural examination at the Stage I of fatigue crack propagation showed that a growing crack deflects at the interphase boundaries between blocks and packets of the ferritic phase, but not in the interphase boundaries within a single block [
14]. This suggests that the bainite block size is the crystallographic parameter controlling the crack propagation at this stage [
14].
The aim of the present paper is to identify the microstructural features that do influence the fatigue crack growth and ultimately the fatigue properties of nanostructured bainitic steels. With this purpose, we have performed fatigue tests, crack growth experiments, and correlated these results to the size of microstructural features gained from microstructural analysis and EBSD-measurements.
4. Discussion
Improving the fatigue behavior means understanding the role of the microstructure regarding fatigue crack growth. In general, the fatigue crack growth can be classified into two regimes: the regime of short fatigue crack growth and the regime of long fatigue crack growth. In the regime of short fatigue crack growth, the microstructure has a strong influence on the crack velocity and the crack path [
10]. A crack is defined as short until it reaches the critical crack length a* as marked in the Kitagawa diagram in
Figure 1a. Then, the crack enters the long crack regime with only a small microstructural influence that vanishes more and more with increasing crack length. To get a fundamental understanding regarding the fatigue behavior of nanostructured bainitic steels, we need to learn about the microstructural features playing a role in the fatigue crack growth and crack stop.
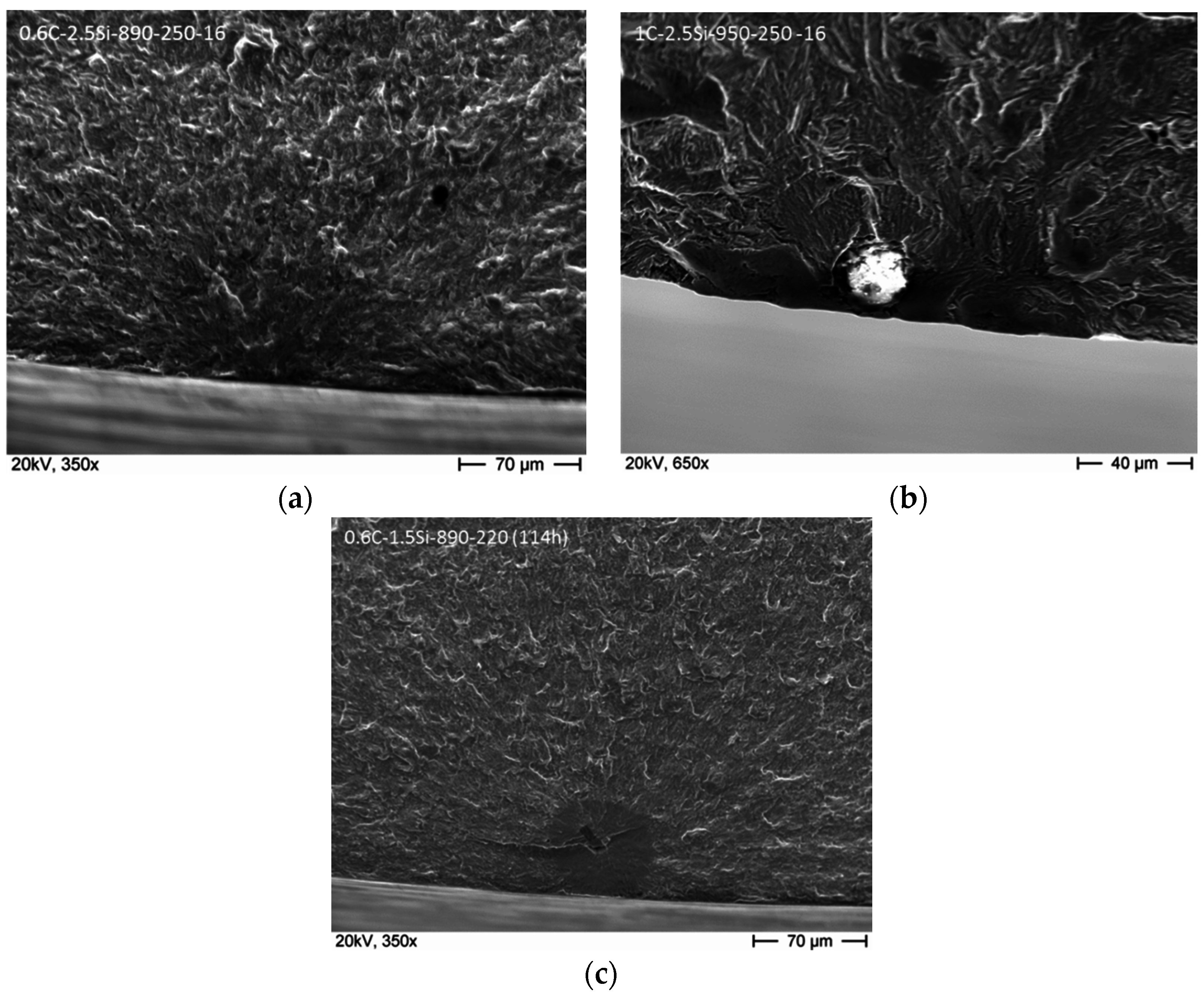
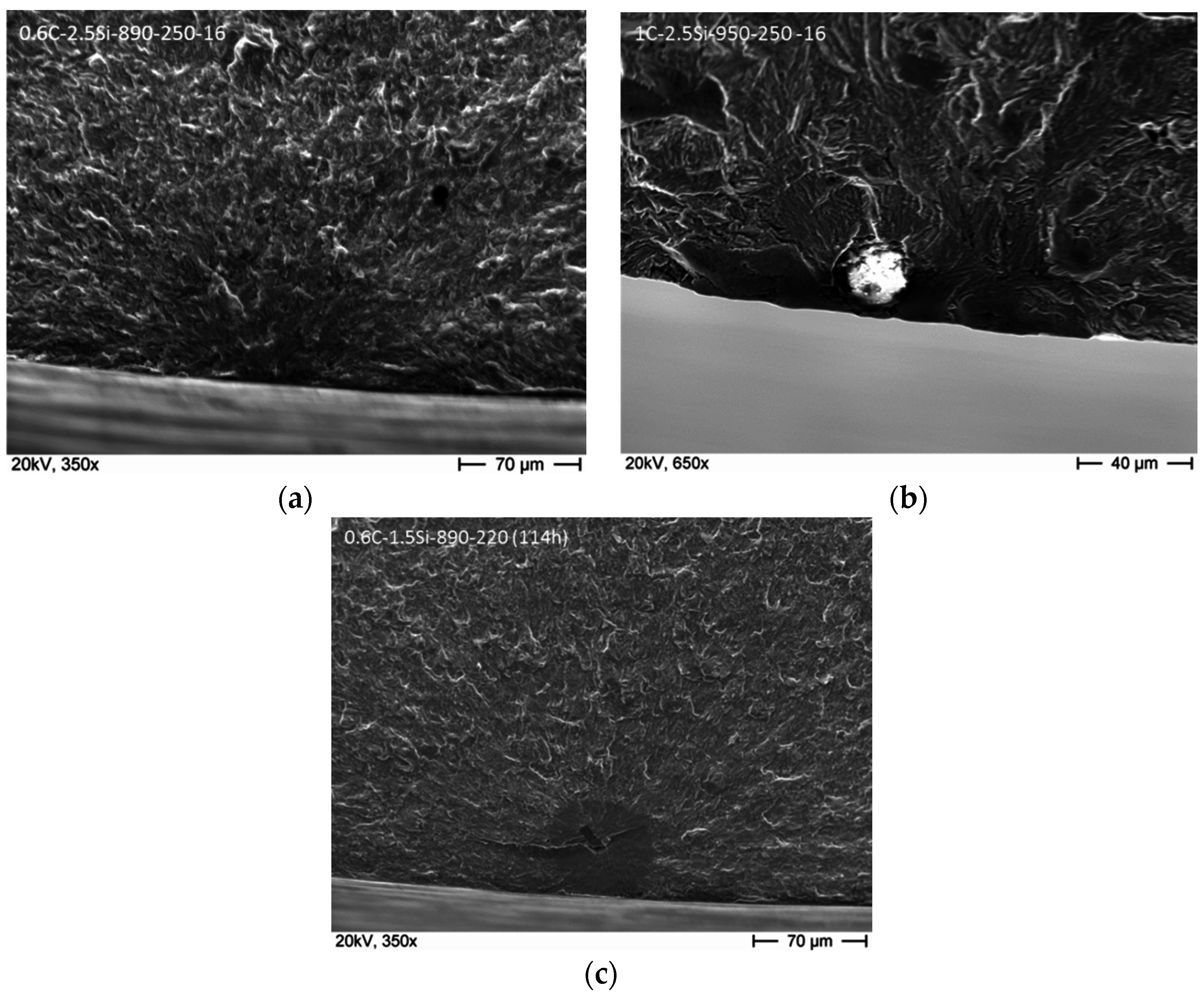
We used broken fatigue specimens to learn about the conditions enabling crack growth, as it is not possible to get microstructural information regarding the crack growth behavior from runouts because it is hard or impossible to find cracks in run-out specimens. The fracture analysis of all broken specimens showed different crack initiation points: the surface of the specimen, nonmetallic inclusions located at the surface, and subsurface inclusions. To compare those to the sizes of the measured crystallographic bainite blocks, stress intensity factors (SIF) for failure at nonmetallic inclusions were calculated according to Murakami [
20,
21]. He distinguishes two cases with
A = 0.65 for an inclusion at the surface and
A = 0.5 for a subsurface inclusion in the following formula:
The maximum local stress of failure at the crack initiation point, which was at a surface or at a subsurface position, was used for calculation taking into account the stress distribution in the notched area. Additionally, this calculated local stress was reduced by its elastic part with the help of Neuber’s rule [
22] because we supposed that only the remaining plastic part of the maximum local stress
σmax,local plays a role for crack initiation and crack growth.
In addition, stress intensity factors at crystallographic bainite blocks were calculated for all specimens. Due to their shape, crystallographic bainite blocks are treated as very shallow cracks orientated horizontally to the surface of the specimen according to [
20,
21]. For calculation, the following equations were used, depending on the ratio of
lblock and
cblock:
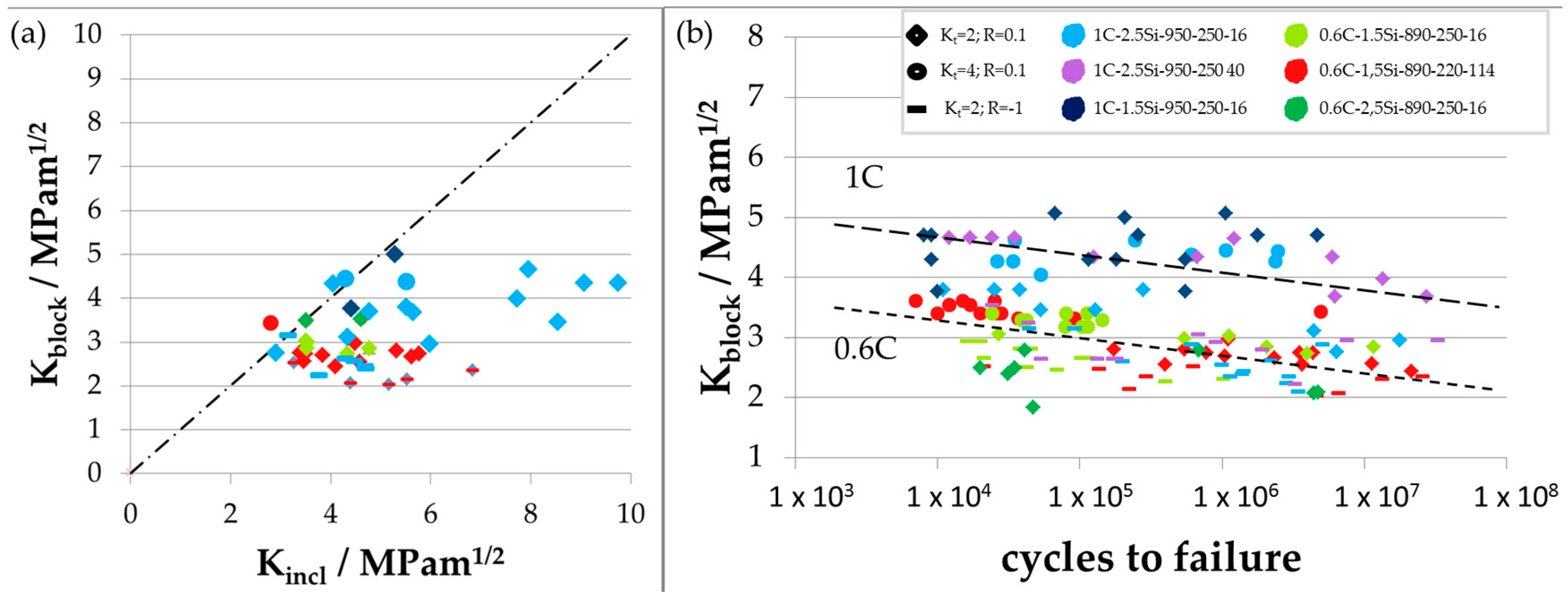
In
Figure 12a, these values are compared to each other. The SIF at nonmetallic inclusions is higher than or equal to the SIF at crystallographic bainite blocks. This means that SIF at nonmetallic inclusions are more critical for fatigue crack initiation than SIF at crystallographic bainite blocks and failure is expected to occur from nonmetallic inclusions as observed. The influence of detrimental flaws like nonmetallic inclusions on the fatigue limit is already well described in literature [
20,
21,
23,
24]. Because of the overlaying influence of detrimental flaws on the fatigue limit, it is hard to analyze only the effect of microstructural features on the fatigue limit. Therefore, we analyzed the correlation between microstructural sizes like bainite block size and the fatigue behavior. In
Figure 12b, SIFs at crystallographic bainite blocks are plotted versus the corresponding cycles to failure showing a decreasing slope for all states. Here, two groups are visible. The upper group corresponds to the two variants 1C-2.5Si-950-250-40, for which fatigue limits were determined with a slightly different notch geometry of
Kt = 1.89, and 1C-1.5Si-950-250-16, which is one of the two laboratory casts in which macro cracks were found, which lead to fatigue failure in some cases. The other variants are forming the lower group, but the 1C-2.5Si-950-250-16 variant is scattering between both.
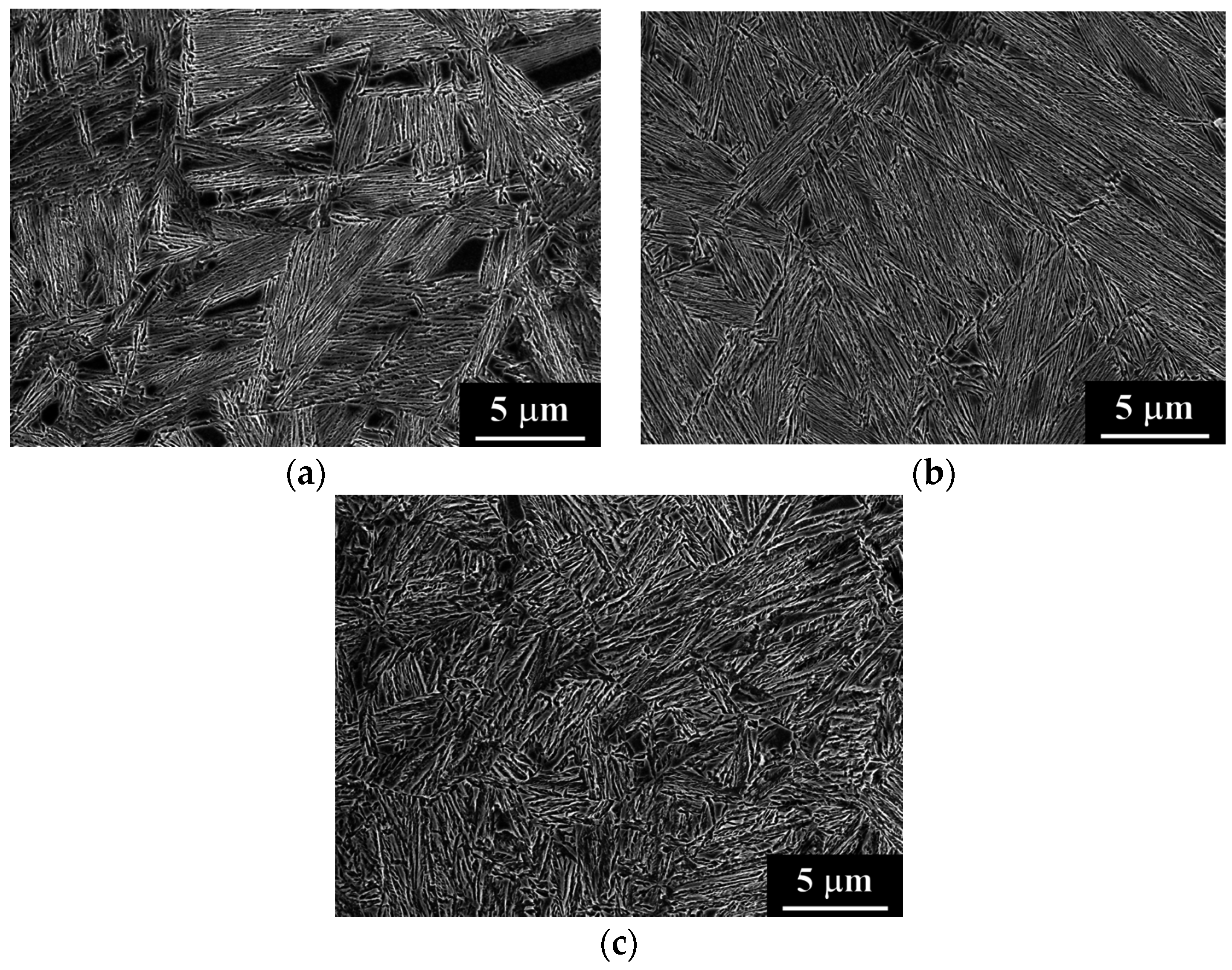
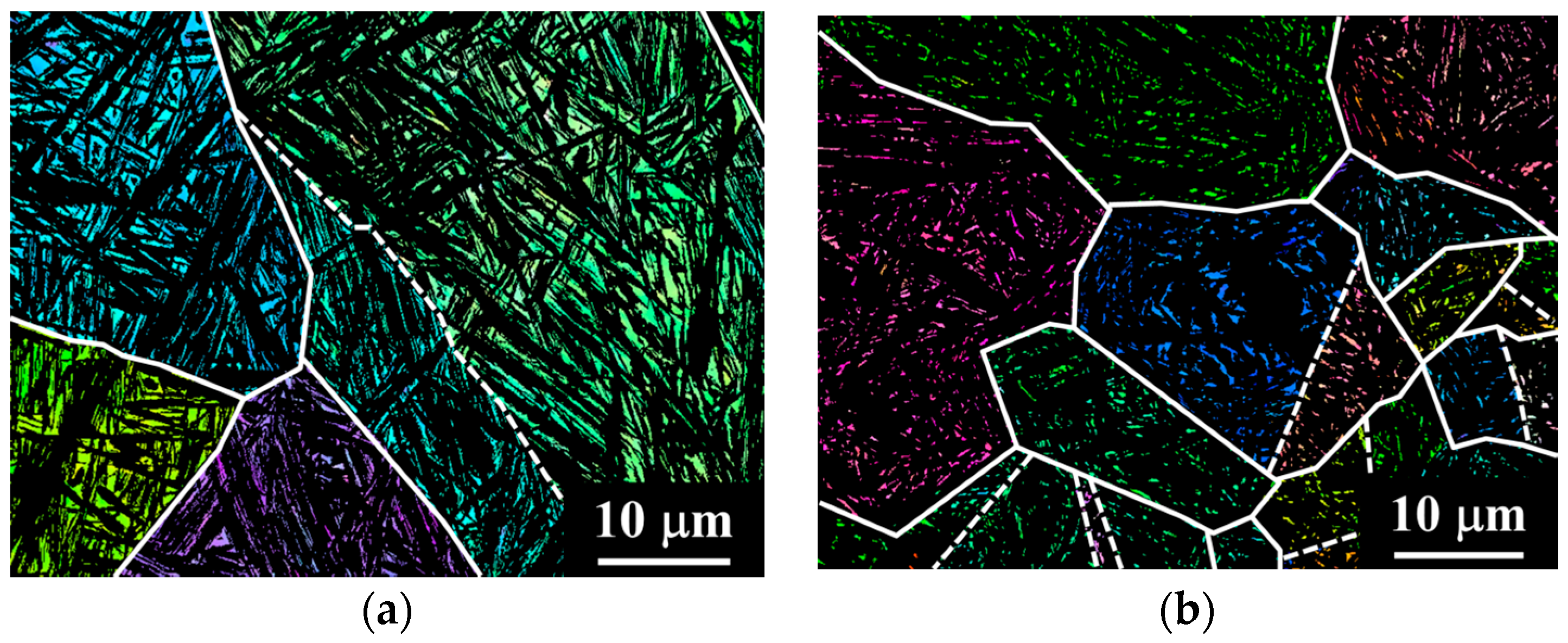
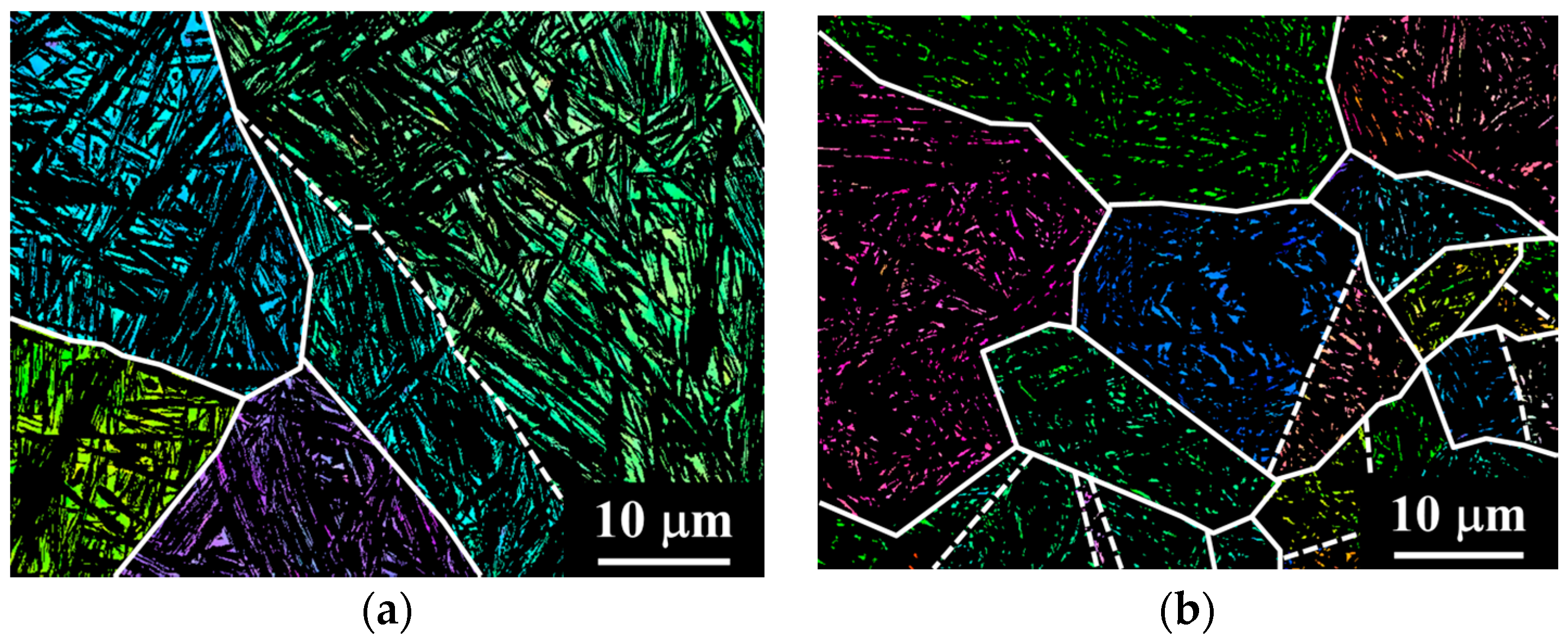
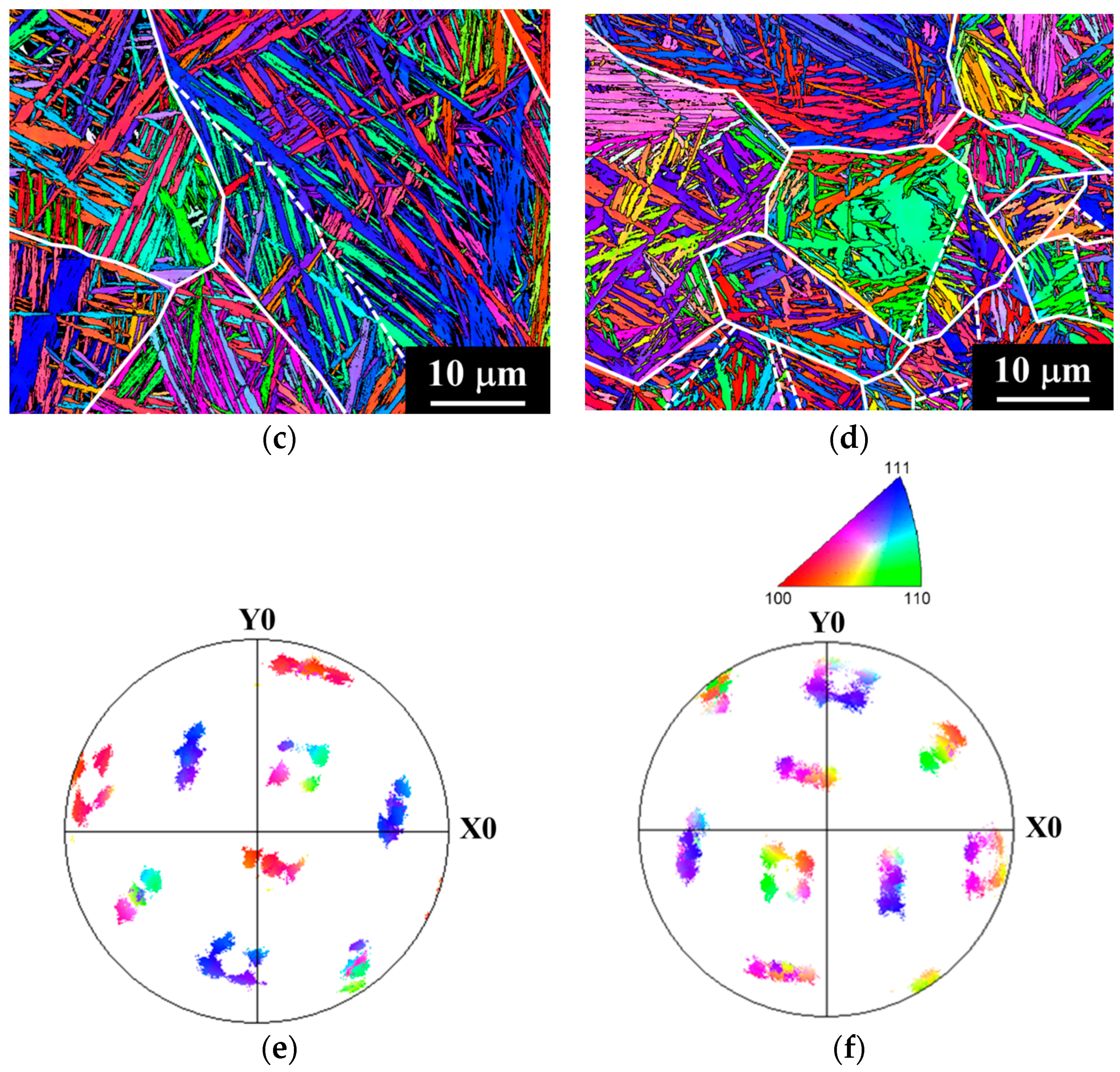
Results for the bainite crystallographic block length in
Table 2 indicate that there is a correlation between the maximum block length and the austenitization temperature, i.e., between the maximum block length and the prior austenite grain size. Higher austenitization temperatures lead to larger prior austenite grain sizes and these lead to longer crystallographic blocks, as
Figure 6 confirms. On the other hand, prior austenite grains show thermal twinning prior to bainitic deformation, as revealed in
Figure 6a,b. The presence of twins limits the maximum length of bainite blocks within a single prior austenite grain to the length of the
effective austenite grains, i.e., to the regions where the austenite has approximately a unique orientation with an inner misorientation below 10° [
25]. The IPF maps shown in
Figure 6c,d reveal that the maximum length of a bainite block is limited by the size of the effective austenite grain size. In these structures, there is usually one bainite block crossing the effective austenite grain from one side to another, which would further limit the length of the rest of the blocks by impingement. As a consequence, crystallographic blocks in structures produced from 0.6C steels austenitized at 890 °C are shorter than those produced from 1C steels austenitized at 950 °C.
The correlation between austenitizing temperature and the maximum block length cannot be the reason for the partitioning into two groups in
Figure 12b. As the two austenitizing temperatures are mixed up in the lower group, this separation is not an effect of the austenitizing temperature and the resultant difference in prior austenite grain size. However, the two groups form a threshold value, which gives a first hint that the crystallographic bainite blocks govern the fatigue behavior.
The decreasing lines of the SIFs at crystallographic bainite blocks show that these blocks have an influence on the fatigue behavior. Because of that and because of results of further investigations [
14], we assume that a fatigue crack running across a crystallographic bainite block can be stopped at the strongest barrier within the nanobainitic structure if the local stress is lower than the fatigue limit, which means also that the local stress intensity factor is lower than
Kth.
With the gathered results from the different tests carried out, it is possible to draw Kitagawa diagrams for all material states and testing conditions in the way shown in
Figure 13. Due to the lack of exact information regarding the microstructural influence in the short crack regime so far, we assume an upper limit
σmax for fatigue crack growth calculated from the determined fatigue limits
σa,50% taking into account the geometry of the notch and reducing the elastic stress in the notch ground according to Neuber [
22]. For the limit
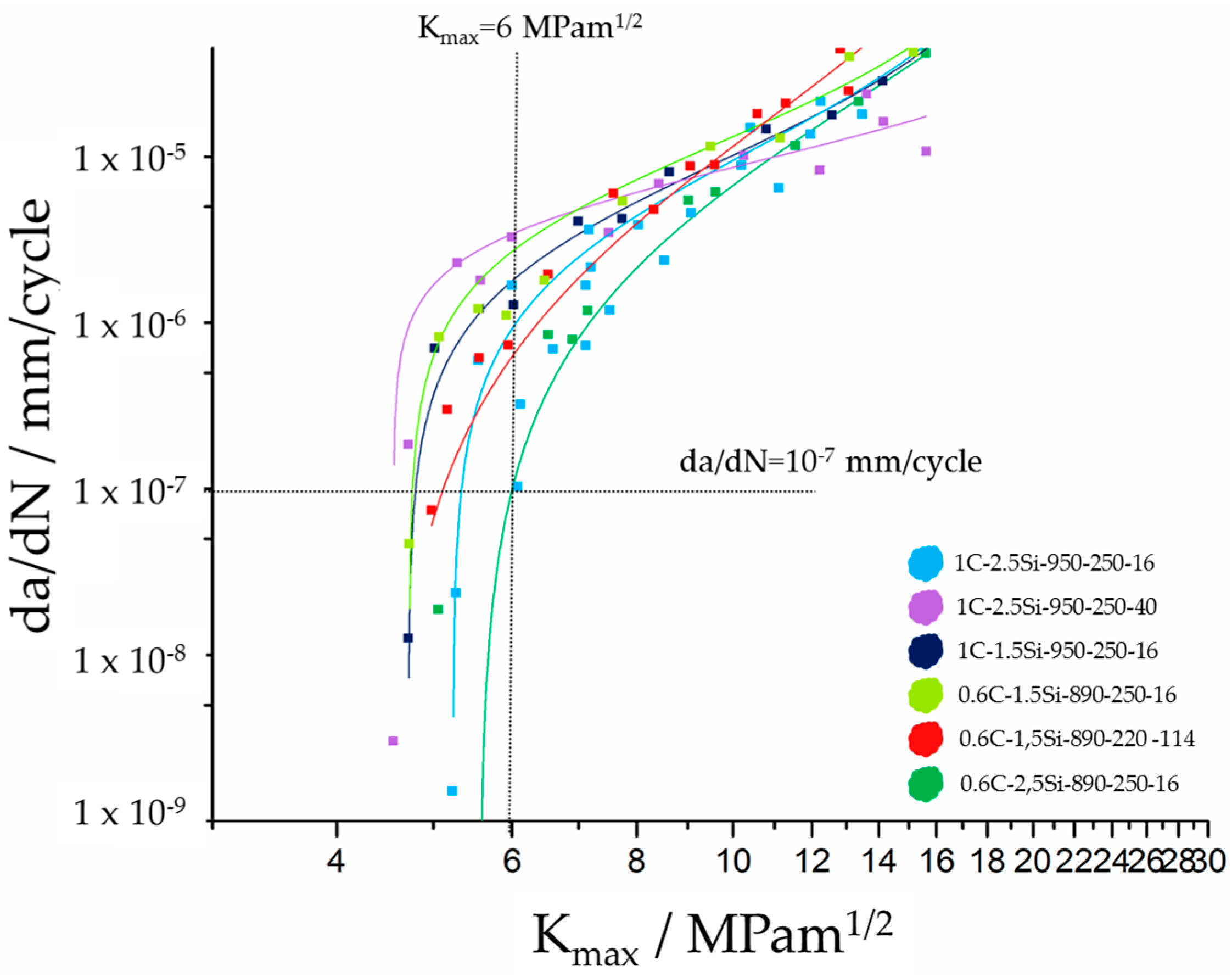
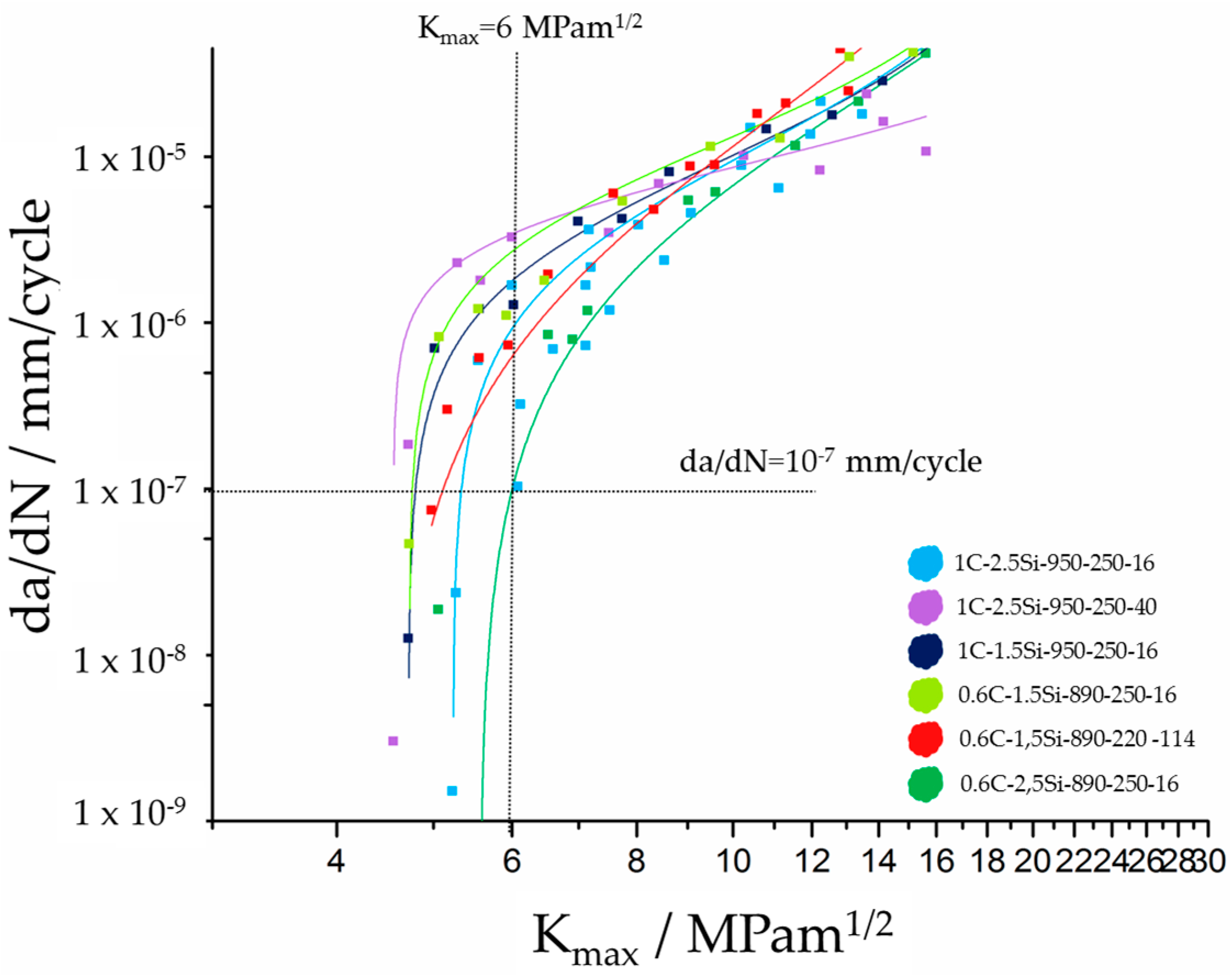
σth in the right decreasing part of the diagram, we use the threshold value for long crack growth
Kth, which was determined with crack growth experiments. This leads to the decreasing small dashed line
σth.
From these diagrams, we receive different information. In the first place, we can determine the critical crack length a*, which is the intersection point between
σmax and
σth. After reaching this barrier, a growing fatigue crack changes from short to long crack growth regime. In the latter case, the microstructure loses its influence on the fatigue crack growth and a fatigue crack is unstoppable under constant amplitude loading. Results of the critical crack length a* are given in
Table 2 for the different notch geometries and load ratios during testing. Compared to already determined microstructural sizes, the critical crack length a* is in the order of magnitude of the size of the bainite block width
cblock. More precisely, the size of the critical crack length a* lies between the size of the crystallographic bainite block width
cblock and the block length
lblock. Two cases are conceivable: a crystallographic bainite block width
cblock that is smaller than the critical crack length a* and one larger than the critical crack length a*. The first case leads to bainite block boundaries that can act as barriers for a growing short fatigue crack because a fatigue crack reaches a block boundary before its length is equal to the critical crack length a*. This applies to the three 0.6C conditions and 1C-2.5Si-950-250-16, which are the materials and heat treatments forming the lower decreasing group in
Figure 12b. In the second case, a fatigue crack reaches its critical crack length before reaching a crystallographic bainite block boundary and the bainite block boundary cannot act as barrier for a growing crack. This applies for the two material states 1C-1.5Si-950-250-16 and 1C-2.5Si-950-250-40, which are laying in the upper decreasing group in
Figure 12b. However, in the last two cases, we need to question the interpretation because the first variant (1C-1.5Si-950-250-16) is one of the laboratory casts with macro cracks and the second variant (1C-2.5Si-950-250-40) was tested under slightly different conditions with a slightly lower notch factor, as already mentioned. Both can influence the results and thereby also the interpretation.
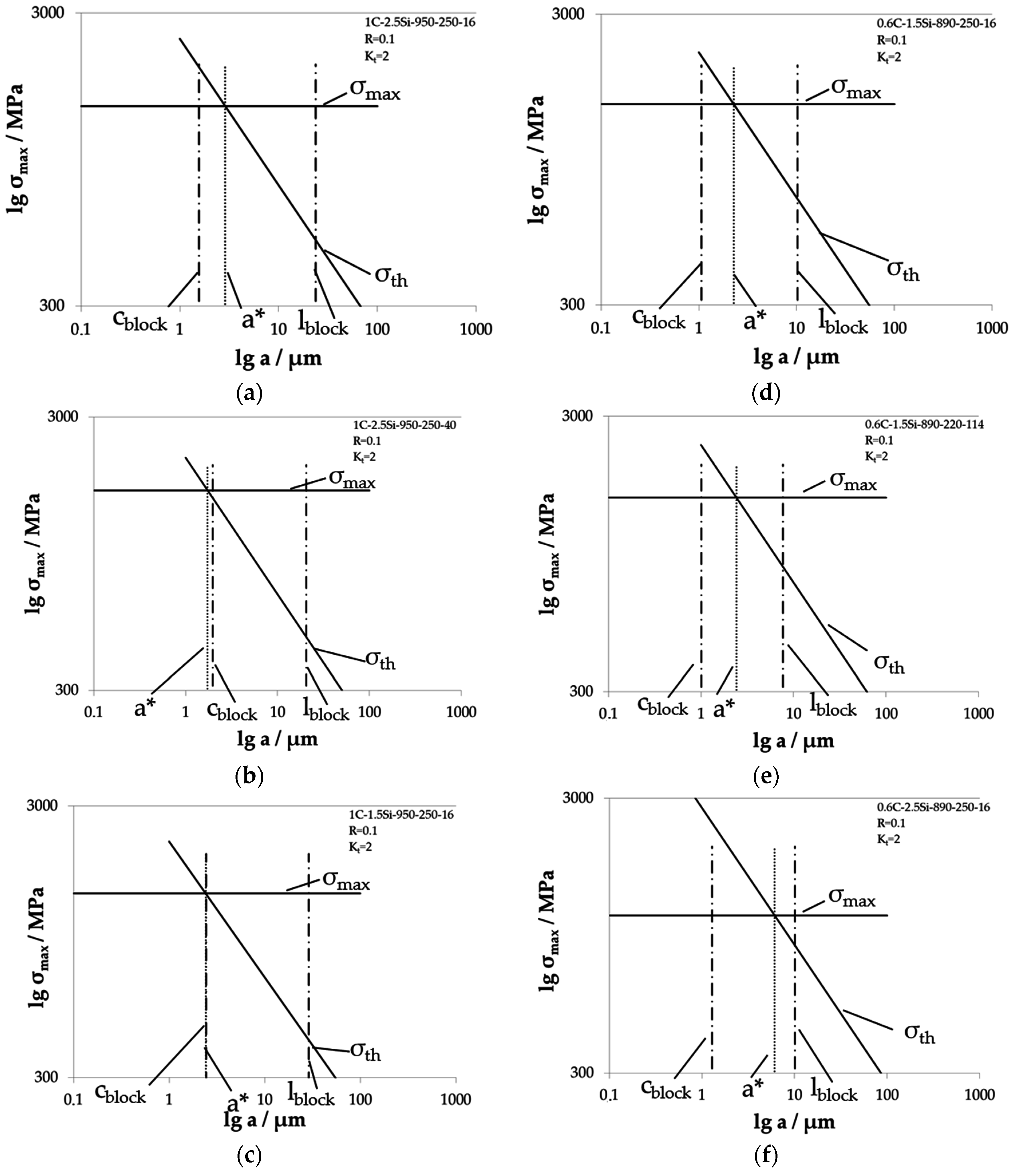
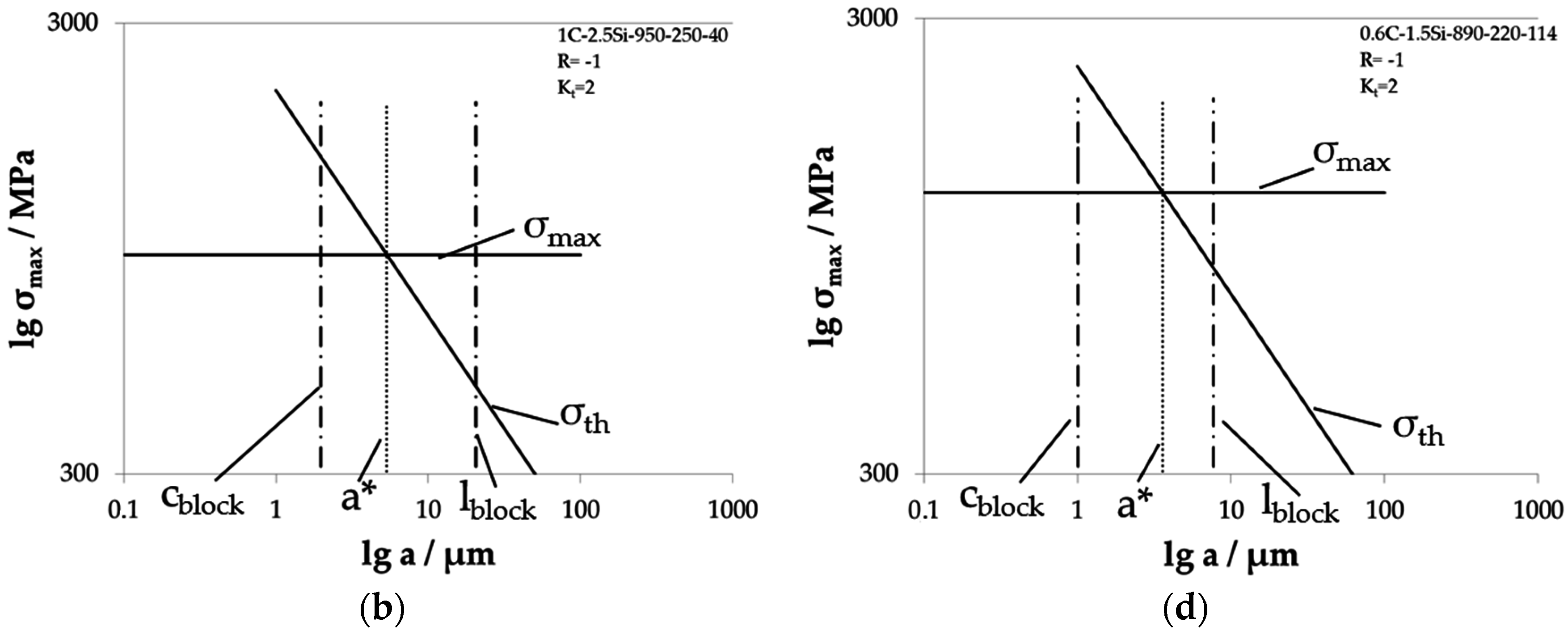
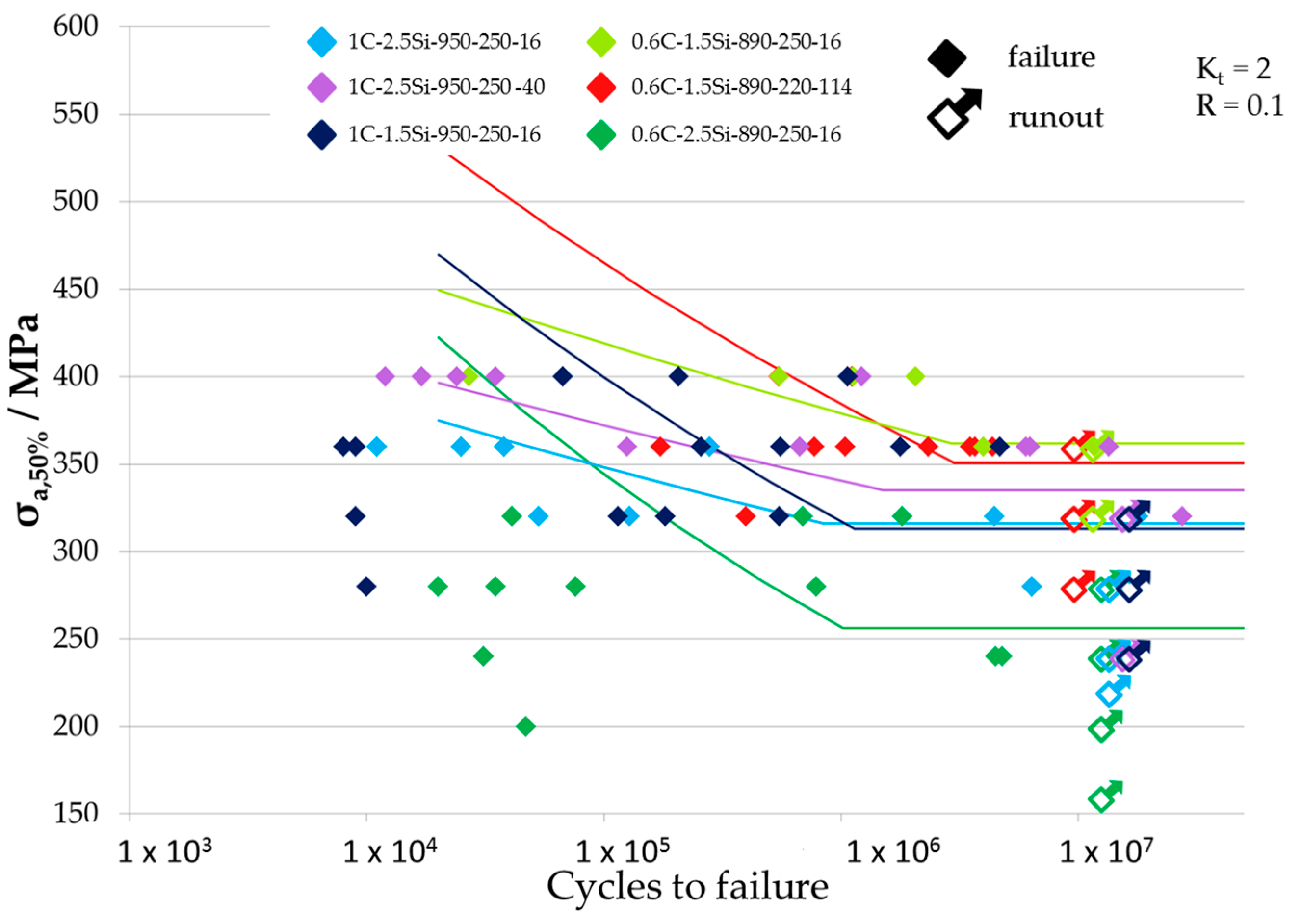
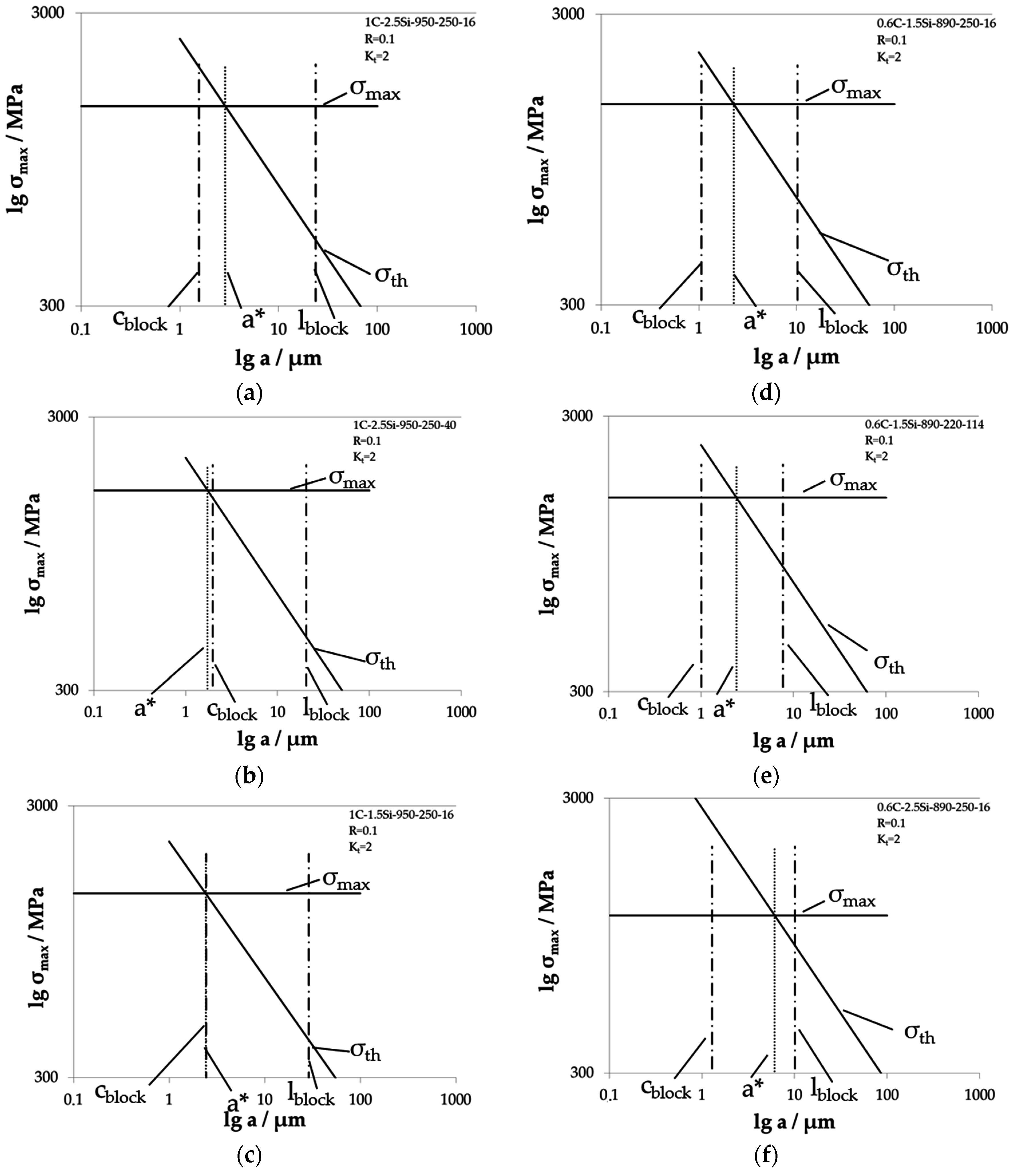
In
Figure 14, individual Kitagawa diagrams built as described before for all materials tested with
R = 0.1 at notched specimen with
Kt = 2 are shown. The two possible relations of critical crack length a* to bainite block width
cblock can be distinguished in
Figure 14. In the case of a larger critical crack length a* than the bainite block width
cblock, the pointed line which marks a* is on the right-hand side from the chain lain representing the bainite block width
cblock (see
Figure 14b,c). Additionally, the crystallographic bainite block length
lblock is marked in the Kitagawa diagrams in
Figure 14. For all variants, it is larger than the critical crack length a*. Obviously, the critical crack length a* lies in between the crystallographic bainite block width
cblock and the block length
lblock. From this, it can be deduced that the bainite block boundaries act as barriers for a growing short fatigue crack because it grows inside the bainitic blocks until it reaches the critical crack length to change to long fatigue crack growth regime.
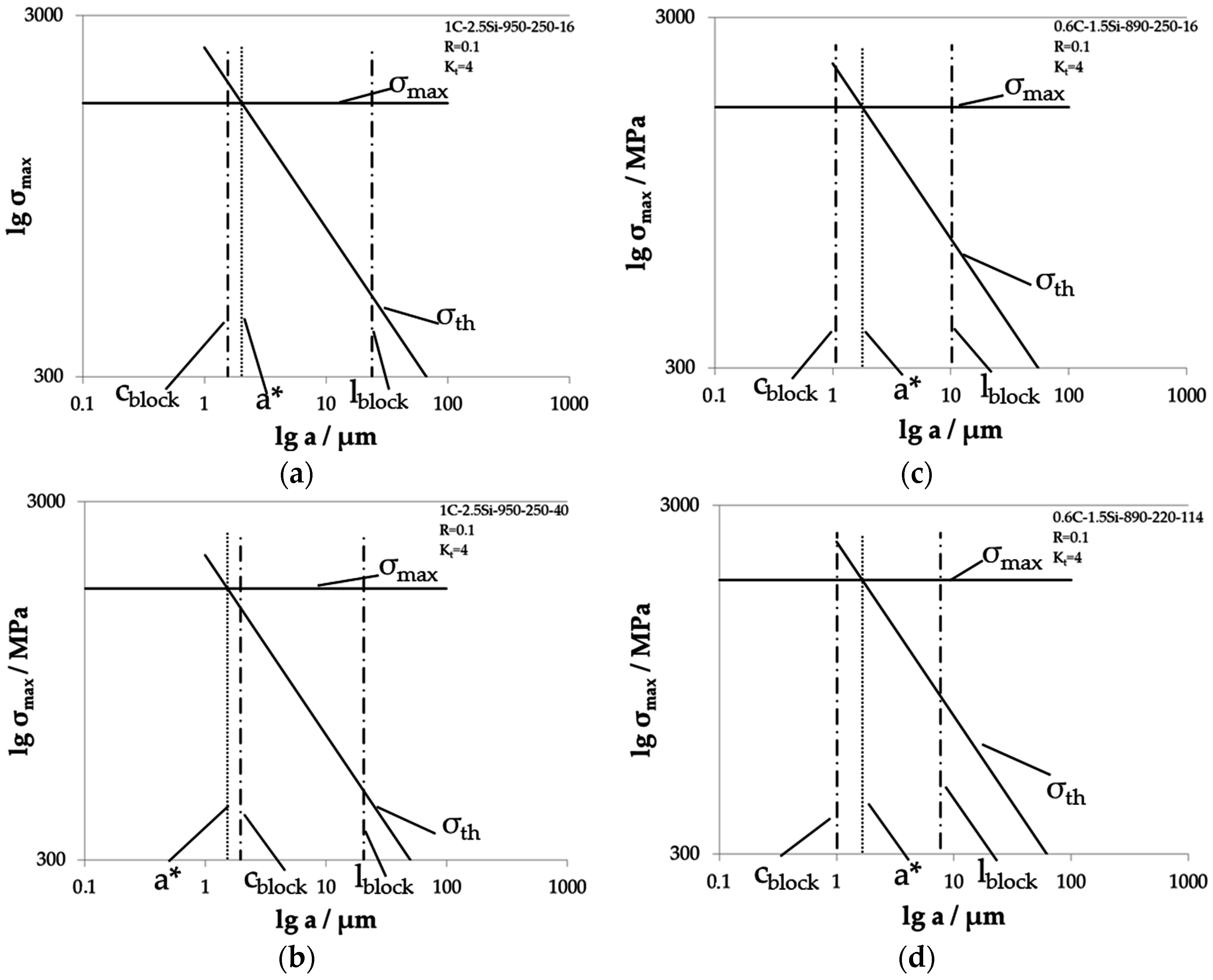
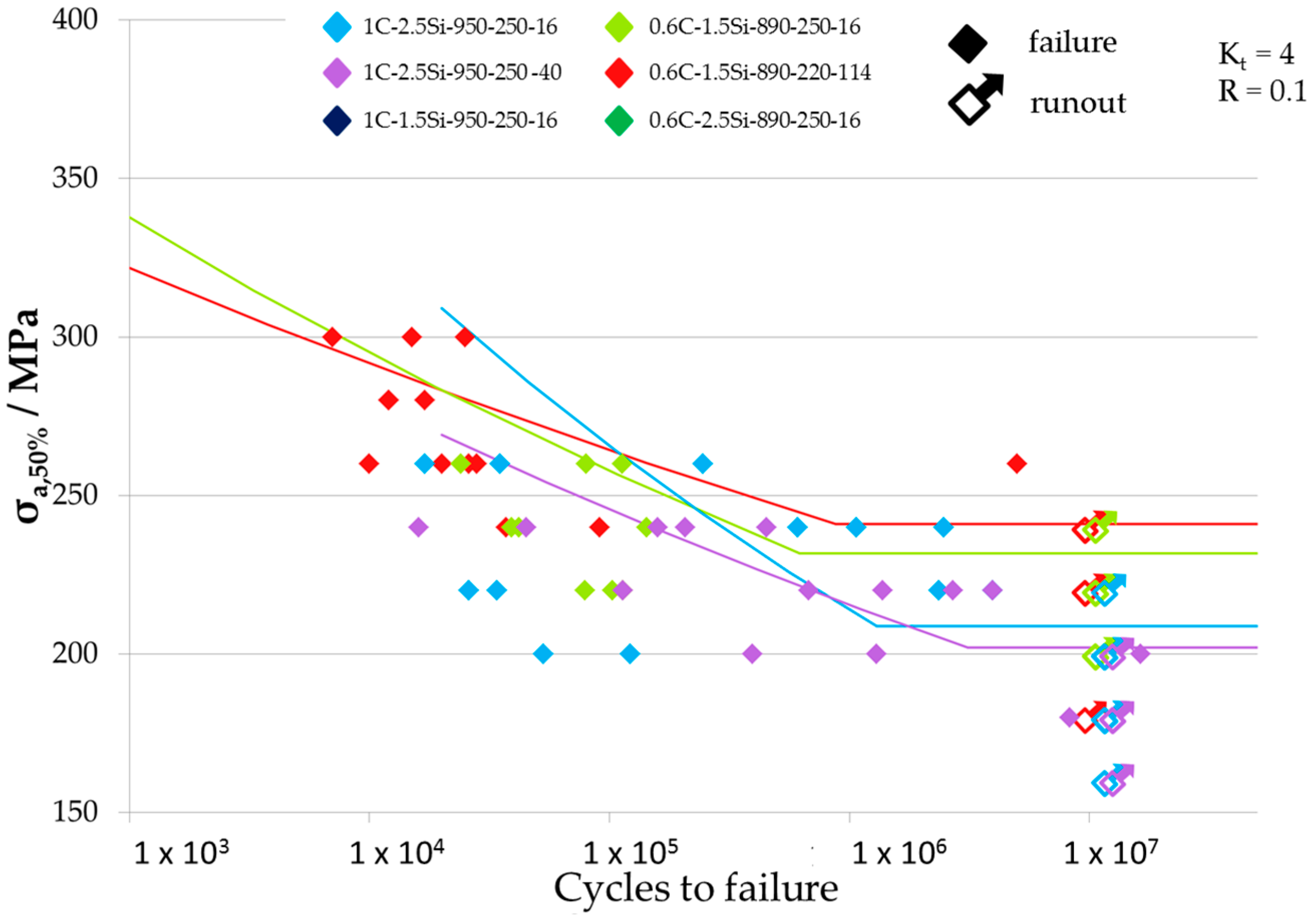
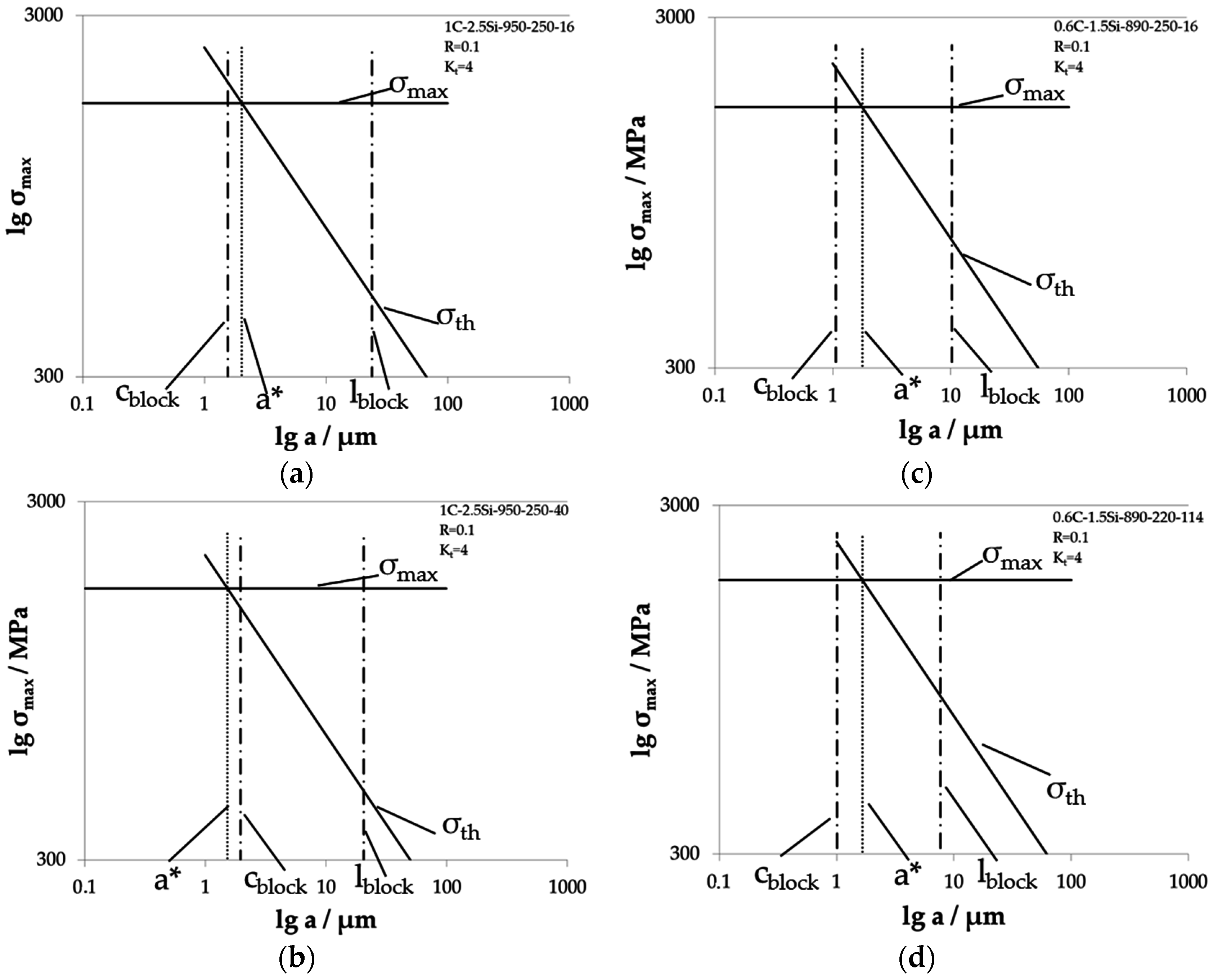
In
Figure 15, the individual Kitagawa diagrams for microstructures tested at notched specimen with
Kt = 4 are shown. The determined critical crack length a* of these diagrams are also listed in
Table 2. These values are smaller compared to the critical crack lengths determined at specimens with
Kt = 2 for the same microstructures. The sharper notch causes a higher local stress in the notch ground. With this higher local stress, the material is more critical for fatigue crack growth and a smaller critical crack length a* leads to the beginning of the long fatigue crack growth regime compared to a smoother notch. As for notched specimens with
Kt = 2, the size relationship of the critical crack length a* and the crystallographic bainite block width
cblock is the same here. In the case of 1C-2.5Si-950-250-40, the crystallographic bainite block width
cblock is larger than the critical crack length a*. In the other cases, the crystallographic bainite block width is smaller, i.e., the bainite blocks can be a barrier for a growing fatigue crack. The comparison of the critical crack length a* and the bainite block length
lblock shows here as well that the bainite blocks are longer than the critical crack length a*. Again, the critical crack length a* lies in between the two dimensions of the bainite blocks, which obviously act as barriers for growing short cracks that are growing inside these blocks.
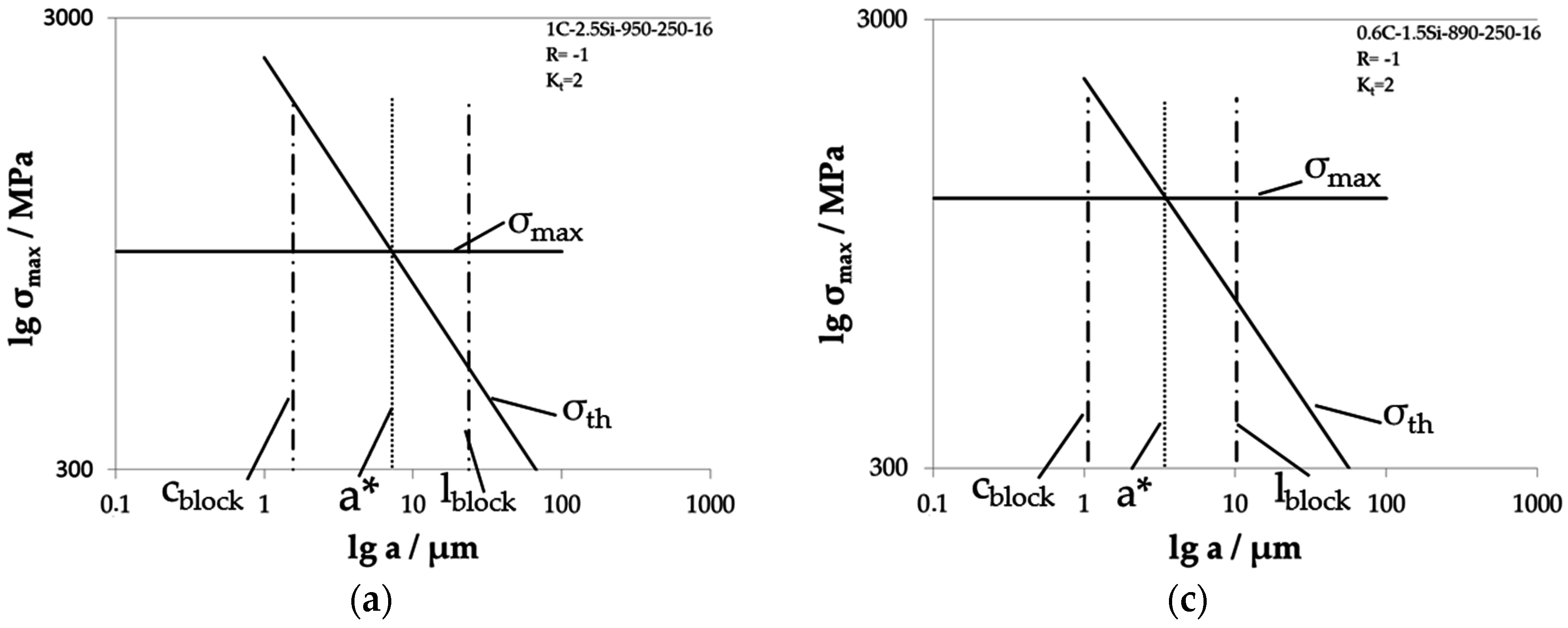
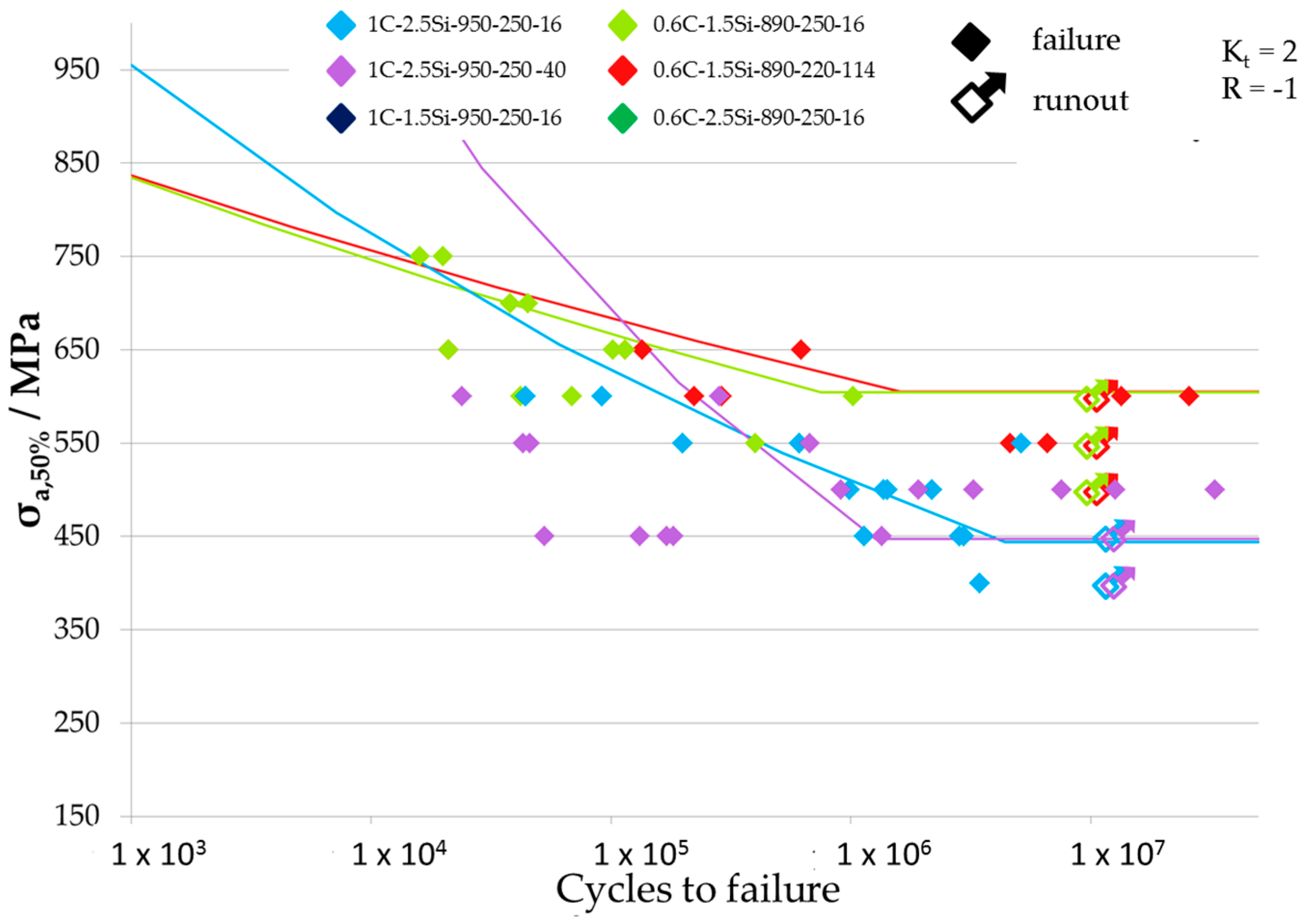
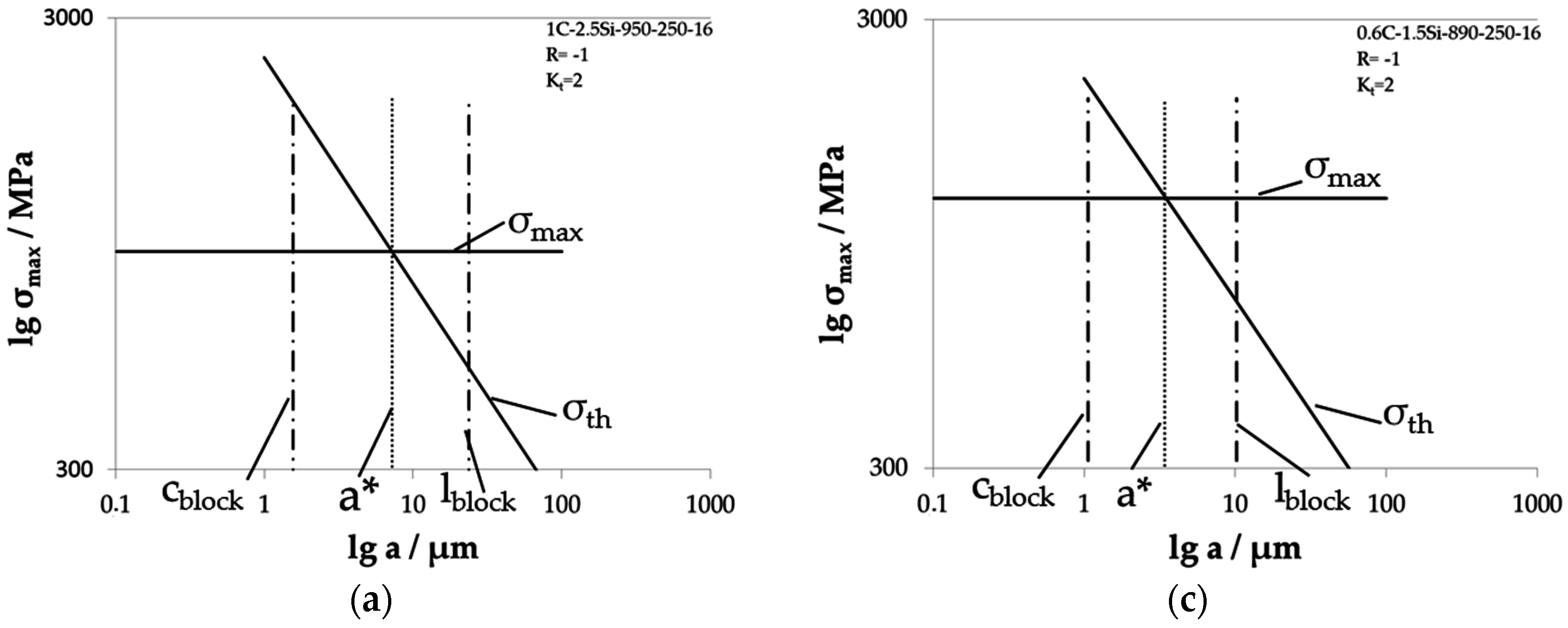
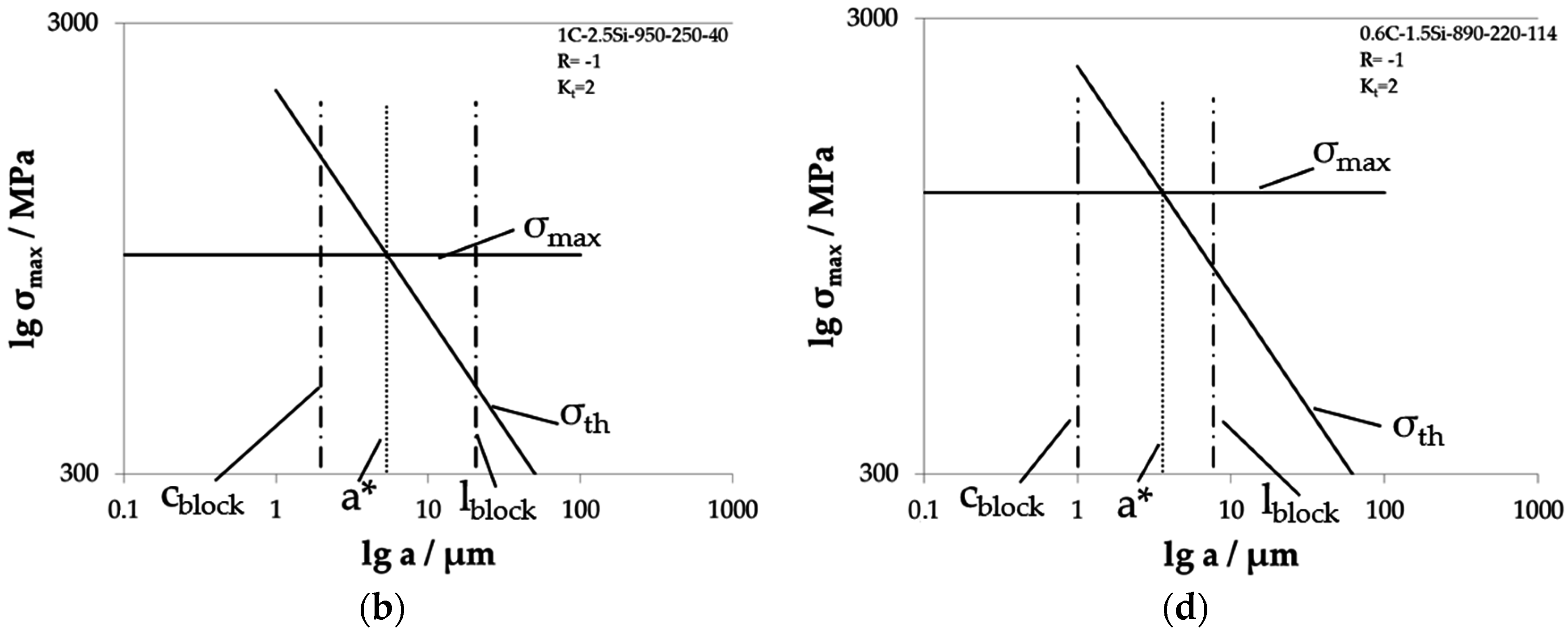
In
Figure 16, the individual Kitagawa diagrams for notched specimen with
Kt = 2 tested with load ratio
R = −1 are shown. Here, it must be taken into account that the threshold value for long fatigue crack growth
Kth was determined for a load ratio of
R = 0.1. This could lead to small failure in the calculation. The determined values of the critical crack length a* are listed in
Table 2. These sizes are all larger than the corresponding crystallographic bainite block width
cblock due to the lower maximum stress in the notch ground. In addition, the critical crack length is smaller than the crystallographic bainite block length, i.e., in all of these cases, the bainite blocks plays a role for short fatigue crack growth, and cracks that are growing inside the bainite blocks can be decelerated until they reach the critical crack length a*.
Short fatigue cracks are highly influenced by barriers in the microstructure at which these cracks can be stopped, decelerated or deflected. Results from Kitagawa diagrams show that reaching the critical crack length and entering the long crack regime can be delayed by controlling the size relation between crystallographic bainite block width cblock, bainite block length lblock and critical crack length a* in nanostructured bainitic steels. These diagrams show as well that a short fatigue crack grows inside the bainite blocks until it reaches the critical crack length a*. To have an influence on a growing fatigue crack, we need small bainite blocks compared to the critical crack length a* at which long fatigue crack growth starts. Then, a barrier for short fatigue crack growth exists at the boundaries of the crystallographic bainite blocks, and a short fatigue crack can be stopped or decelerated.




 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}