
Inhibition of Crystal Growth during Plasma Enhanced Atomic Layer Deposition by Applying BIAS



Abstract
:1. Introduction
2. Results and Discussion

{kind=link}
{kind=link}
{kind=link}
{kind=link}
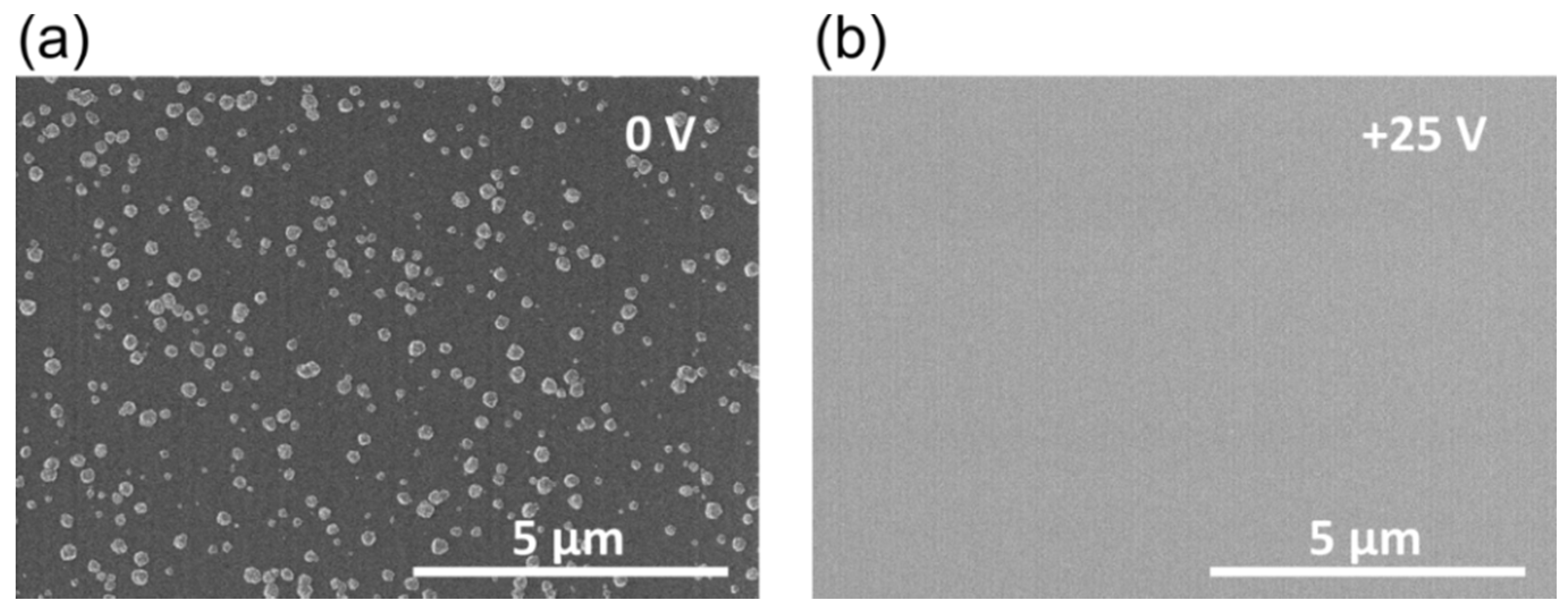
| TiO2 Layer Properties | Reference | 0 V | +25 V |
|---|---|---|---|
| Thickness (nm) | 171 ± 2 | 167 ± 2 | 172 ± 2 |
| Max height (nm) | 120 ± 10 | 80 ± 8 | 15 ± 1 |
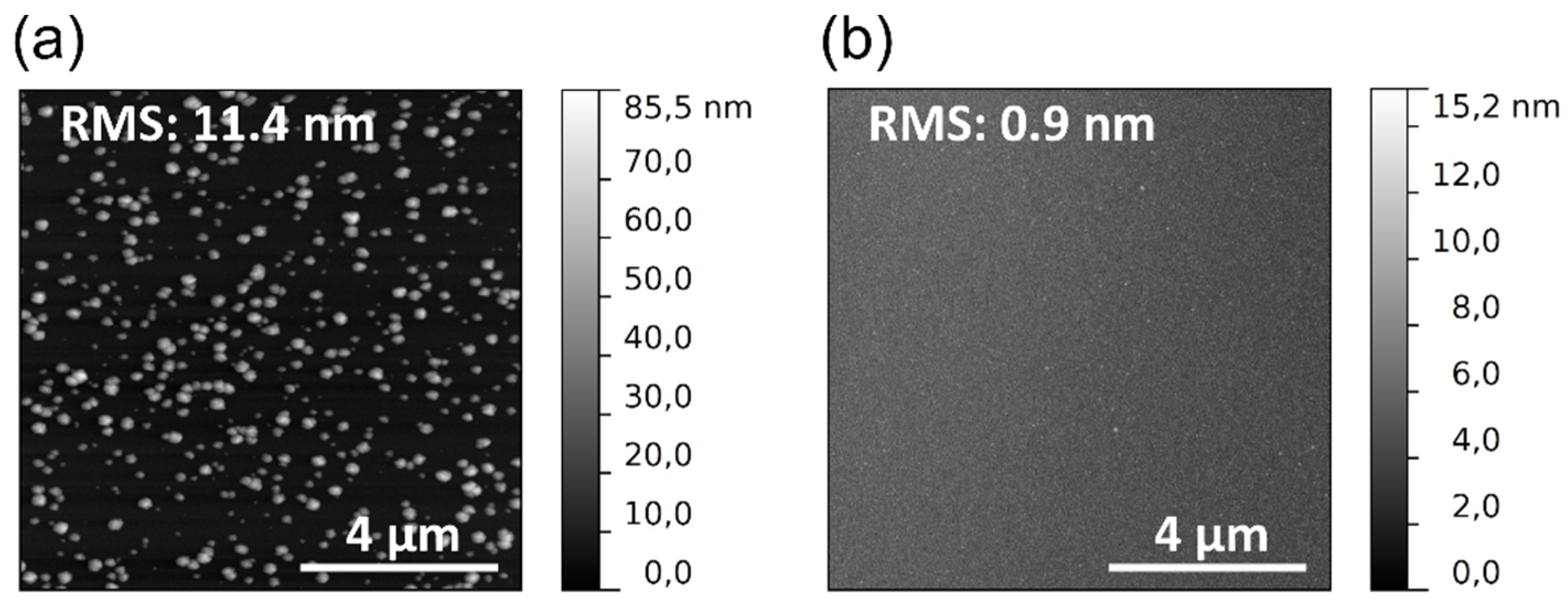
| RMS (nm) | 23.2 | 11.4 | 0.9 |
| Hillock surface coverage (%) | 52.8 ± 5.0 | 14.5 ± 1.5 | – |
| Refractive index (λ = 1030 nm) | 2.37 ± 0.02 | 2.37 ± 0.02 | 2.33 ± 0.02 |
3. Experimental Section
3.1. Deposition of TiO2-Layer
3.2. Characterization of TiO2-Layer
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Szeghalmi, A.; Helgert, M.; Brunner, R.; Heyroth, F.; Gosele, U.; Knez, M. Atomic layer deposition of Al2O3 and TiO2 multilayers for applications as bandpass filters and antireflection coatings. Appl Opt. 2009, 48, 1727–1732. [Google Scholar] [CrossRef] [PubMed]
- Szeghalmi, A.; Helgert, M.; Brunner, R.; Heyroth, F.; Gosele, U.; Knez, M. Tunable guided-mode resonance grating filter. Adv. Funct. Mater. 2010, 20, 2053–2062. [Google Scholar] [CrossRef]
- Lee, C.S.; Kim, J.; Gu, G.H.; Jo, D.H.; Park, C.G.; Choi, W.; Kim, H. Photocatalytic activities of TiO2 thin films prepared on Galvanized Iron substrate by plasma-enhanced atomic layer deposition. Thin Solid Films 2010, 518, 4757–4761. [Google Scholar] [CrossRef]
- Moser, E.M.; Chappuis, S.; Olleros, J. Production of photocatalytically active titania layers: A comparison of plasma processes and coating properties. Surf. Coat. Technol. 2013, 227, 2–9. [Google Scholar] [CrossRef]
- Pillai, S.C.; Periyat, P.; George, R.; McCormack, D.E.; Seery, M.K.; Hayden, H.; Colreavy, J.; Corr, D.; Hinder, S.J. Synthesis of high-temperature stable anatase TiO2 photocatalyst. J. Phys. Chem. C 2007, 111, 1605–1611. [Google Scholar] [CrossRef]
- Battiston, G.A.; Gerbasi, R.; Gregori, A.; Porchia, M.; Cattarin, S.; Rizzi, G.A. PECVD of amorphous TiO2 thin films: Effect of growth temperature and plasma gas composition. Thin Solid Films 2000, 371, 126–131. [Google Scholar] [CrossRef]
- Bersani, D.; Antonioli, G.; Lottici, P.P.; Lopez, T. Raman study of nanosized titania prepared by sol-gel route. J. Non-Cryst. Solids 1998, 232, 175–181. [Google Scholar] [CrossRef]
- Borras, A.; Sanchez-Valencia, J.R.; Widmer, R.; Rico, V.J.; Justo, A.; Gonzalez-Elipe, A.R. Growth of crystalline TiO2 by plasma enhanced chemical vapor deposition. Cryst. Growth Des. 2009, 9, 2868–2876. [Google Scholar] [CrossRef]
- Martinu, L.; Poitras, D. Plasma deposition of optical films and coatings: A review. J. Vac. Sci. Technol. A 2000, 18, 2619–2645. [Google Scholar] [CrossRef]
- Stepanov, A.L. Applications of ion implantation for modification of TiO2: A review. Rev. Adv. Mater. Sci. 2012, 30, 150–165. [Google Scholar]
- Aarik, J.; Aidla, A.; Uustare, T.; Ritala, M.; Leskela, M. Titanium isopropoxide as a precursor for atomic layer deposition: Characterization of titanium dioxide growth process. Appl. Surf. Sci. 2000, 161, 385–395. [Google Scholar] [CrossRef]
- Jeon, W.J.; Chung, H.S.; Joo, D.; Kang, S.W. TiO2/Al2O3/TiO2 nanolaminated thin films for DRAM capacitor deposited by plasma-enhanced atomic layer deposition. Electrochem. Solid State Lett. 2008, 11, H19–H21. [Google Scholar] [CrossRef]
- Li, X.L.; Hu, H.L.; Li, D.H.; Shen, Z.X.; Xiong, Q.H.; Li, S.Z.; Fan, H.J. ordered array of gold semishells on TiO2 spheres: An ultrasensitive and recyclable SERS substrate. ACS Appl. Mater. Interfaces 2012, 4, 2180–2185. [Google Scholar] [CrossRef] [PubMed]
- Paul, T.; Matthes, A.; Harzendorf, T.; Ratzsch, S.; Zeitner, U.D. Half-wave phase retarder working in transmission around 630nm realized by atomic layer deposition of sub-wavelength gratings. Opt. Mater. Express 2015, 5, 124–129. [Google Scholar] [CrossRef]
- Ratzsch, S.; Kley, E.B.; Tünnermann, A.; Szeghalmi, A. Encapsulation process for diffraction gratings. Opt. Express 2015, 23, 17955–17965. [Google Scholar] [CrossRef] [PubMed]
- Szeghalmi, A.; Kley, E.B.; Knez, M. Theoretical and experimental analysis of the sensitivity of guided mode resonance sensors. J. Phys. Chem. C 2010, 114, 21150–21157. [Google Scholar] [CrossRef]
- Bourgin, Y.; Siefke, T.; Kasebier, T.; Genevee, P.; Szeghalmi, A.; Kley, E.B.; Zeitner, U.D. Double-sided structured mask for sub-micron resolution proximity i-line mask-aligner lithography. Opt Express 2015, 23, 16628–16637. [Google Scholar] [CrossRef] [PubMed]
- Oliva, M.; Michaelis, D.; Fuchs, F.; Tunnermann, A.; Zeitner, U.D. Highly efficient broadband blazed grating in resonance domain. Appl. Phys. Lett. 2013, 102. [Google Scholar] [CrossRef]
- Weber, T.; Kasebier, T.; Szeghalmi, A.; Knez, M.; Kley, E.B.; Tunnermann, A. Iridium wire grid polarizer fabricated using atomic layer deposition. Nanoscale Res. Lett. 2011, 6, 1–4. [Google Scholar] [CrossRef] [PubMed]
- Mayer, M.; Grevent, C.; Szeghalmi, A.; Knez, M.; Weigand, M.; Rehbein, S.; Schneider, G.; Baretzky, B.; Schütz, G. Multilayer Fresnel zone plate for soft X-ray microscopy resolves sub-39 nm structures. Ultramicroscopy 2011, 111, 1706–1711. [Google Scholar] [CrossRef] [PubMed]
- Aarik, J.; Aidla, A.; Mandar, H.; Sammelselg, V. Anomalous effect of temperature on atomic layer deposition of titanium dioxide. J. Cryst. Growth 2000, 220, 531–537. [Google Scholar] [CrossRef]
- Luka, G.; Witkowski, B.S.; Wachnicki, L.; Andrzejczuk, M.; Lewandowska, M.; Godlewski, M. Kinetics of anatase phase formation in TiO2 films during atomic layer deposition and post-deposition annealing. Cryst. Eng. Comm. 2013, 15, 9949–9954. [Google Scholar] [CrossRef]
- Ratzsch, S.; Kley, E.B.; Tünnermann, A.; Szeghalmi, A. Influence of the oxygen plasma parameters on the atomic layer deposition of titanium dioxide. Nanotechnology 2015, 26. [Google Scholar] [CrossRef] [PubMed]
- Potts, S.E.; Profijt, H.B.; Roelofs, R.; Kessels, W.M.M. Room-temperature ALD of metal oxide thin films by energy-enhanced ALD. Chem. Vapor Depos. 2013, 19, 125–133. [Google Scholar] [CrossRef]
- Kim, H.; Woo, S.; Lee, J.; Kim, Y.; Lee, H.; Choi, I.J.; Kim, Y.D.; Chung, C.W.; Jeon, H. Effect of DC bias on the plasma properties in remote plasma atomic layer deposition and its application to HfO2 thin films. J. Electrochem. Soc. 2011, 158, H21–H24. [Google Scholar] [CrossRef]
- Profijt, H.B.; van de Sanden, M.C.M.; Kessele, W.M.M. Substrate-biasing during plasma-assisted atomic layer deposition to tailor metal-oxide thin film growth. J. Vac. Sci. Technol. A 2013, 31. [Google Scholar] [CrossRef]
- Talkenberg, F.; Illhardt, S.; Radnoczi, G.Z.; Pecz, B.; Schmidl, G.; Schleusener, A.; Dikhanbayev, K.; Mussabek, G.; Gudovskikh, A.; Sivakov, V. Atomic layer deposition precursor step repetition and surface plasma pretreatment influence on semiconductor-insulator-semiconductor heterojunction solar. J. Vac. Sci. Technol. A 2015, 34. [Google Scholar] [CrossRef]
- Profijt, H.B.; van de Sanden, M.C.M.; Kessels, W.M.M. Substrate biasing during plasma-assisted ALD for crystalline phase-control of TiO2 thin films. Electrochem. Solid State Lett. 2012, 15, G1–G3. [Google Scholar] [CrossRef]
- Liu, J.; Huppert, G.L.; Sawin, H.H. Ion-bombardment in rf-plasmas. J. Appl. Phys. 1990, 68, 3916–3934. [Google Scholar] [CrossRef]
- Martin, P.J. Ion-based methods for optical thin-film deposition. J. Mater. Sci. 1986, 21, 1–25. [Google Scholar] [CrossRef]
- Martinu, L.; Klembergsapieha, J.E.; Kuttel, O.M.; Raveh, A.; Wertheimer, M.R. Critical ion energy and ion flux in the growth of films by plasma-enhanced chemical-vapor-deposition. J. Vac. Sci. Technol. 1994, 12, 1360–1364. [Google Scholar] [CrossRef]
- Gudmundsson, J.T.; Kouznetsov, I.G.; Patel, K.K.; Lieberman, M.A. Electronegativity of low-pressure high-density oxygen discharges. J. Phys. D Appl. Phys. 2001, 34, 1100–1109. [Google Scholar] [CrossRef]
- Profijt, H.B.; Kudlacek, P.; van de Sanden, M.C.M.; Kessels, W.M.M. Ion and photon surface interaction during remote plasma ALD of metal oxides. J. Electrochem. Soc. 2011, 158, G88–G91. [Google Scholar] [CrossRef]
- Rai, V.R.; Agarwal, S. Surface reaction mechanisms during plasma-assisted atomic layer deposition of titanium dioxide. J. Phys. Chem. C 2009, 113, 12962–12965. [Google Scholar] [CrossRef]
- Martin, P.J.; Macleod, H.A.; Netterfield, R.P.; Pacey, C.G.; Sainty, W.G. Ion-beam-assisted deposition of thin-films. Appl. Opt. 1983, 22, 178–184. [Google Scholar] [CrossRef] [PubMed]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ratzsch, S.; Kley, E.-B.; Tünnermann, A.; Szeghalmi, A. Inhibition of Crystal Growth during Plasma Enhanced Atomic Layer Deposition by Applying BIAS. Materials 2015, 8, 7805-7812. https://doi.org/10.3390/ma8115425
Ratzsch S, Kley E-B, Tünnermann A, Szeghalmi A. Inhibition of Crystal Growth during Plasma Enhanced Atomic Layer Deposition by Applying BIAS. Materials. 2015; 8(11):7805-7812. https://doi.org/10.3390/ma8115425
Chicago/Turabian StyleRatzsch, Stephan, Ernst-Bernhard Kley, Andreas Tünnermann, and Adriana Szeghalmi. 2015. "Inhibition of Crystal Growth during Plasma Enhanced Atomic Layer Deposition by Applying BIAS" Materials 8, no. 11: 7805-7812. https://doi.org/10.3390/ma8115425
APA StyleRatzsch, S., Kley, E.-B., Tünnermann, A., & Szeghalmi, A. (2015). Inhibition of Crystal Growth during Plasma Enhanced Atomic Layer Deposition by Applying BIAS. Materials, 8(11), 7805-7812. https://doi.org/10.3390/ma8115425