Graded/Gradient Porous Biomaterials

Abstract
:1. Introduction
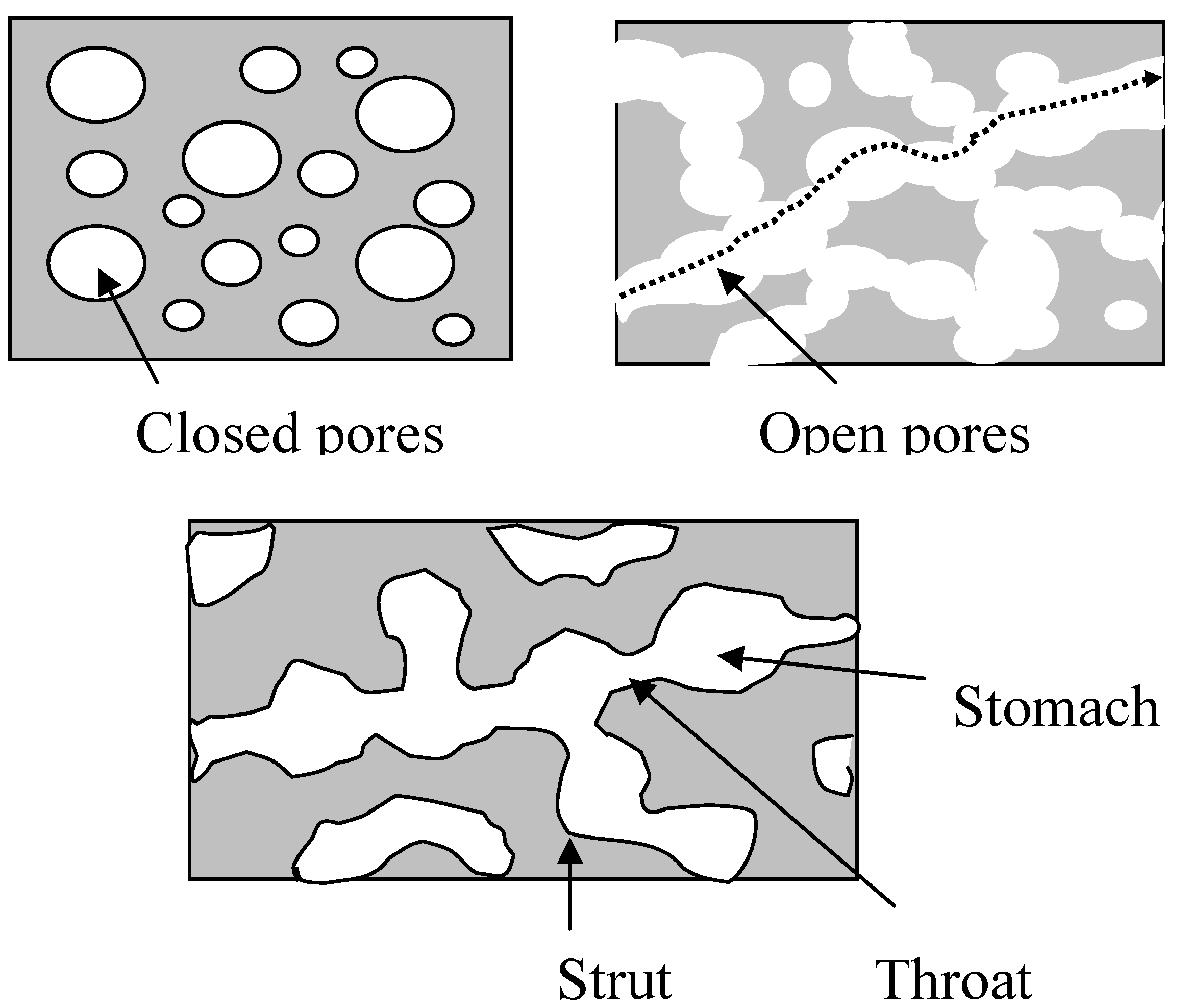
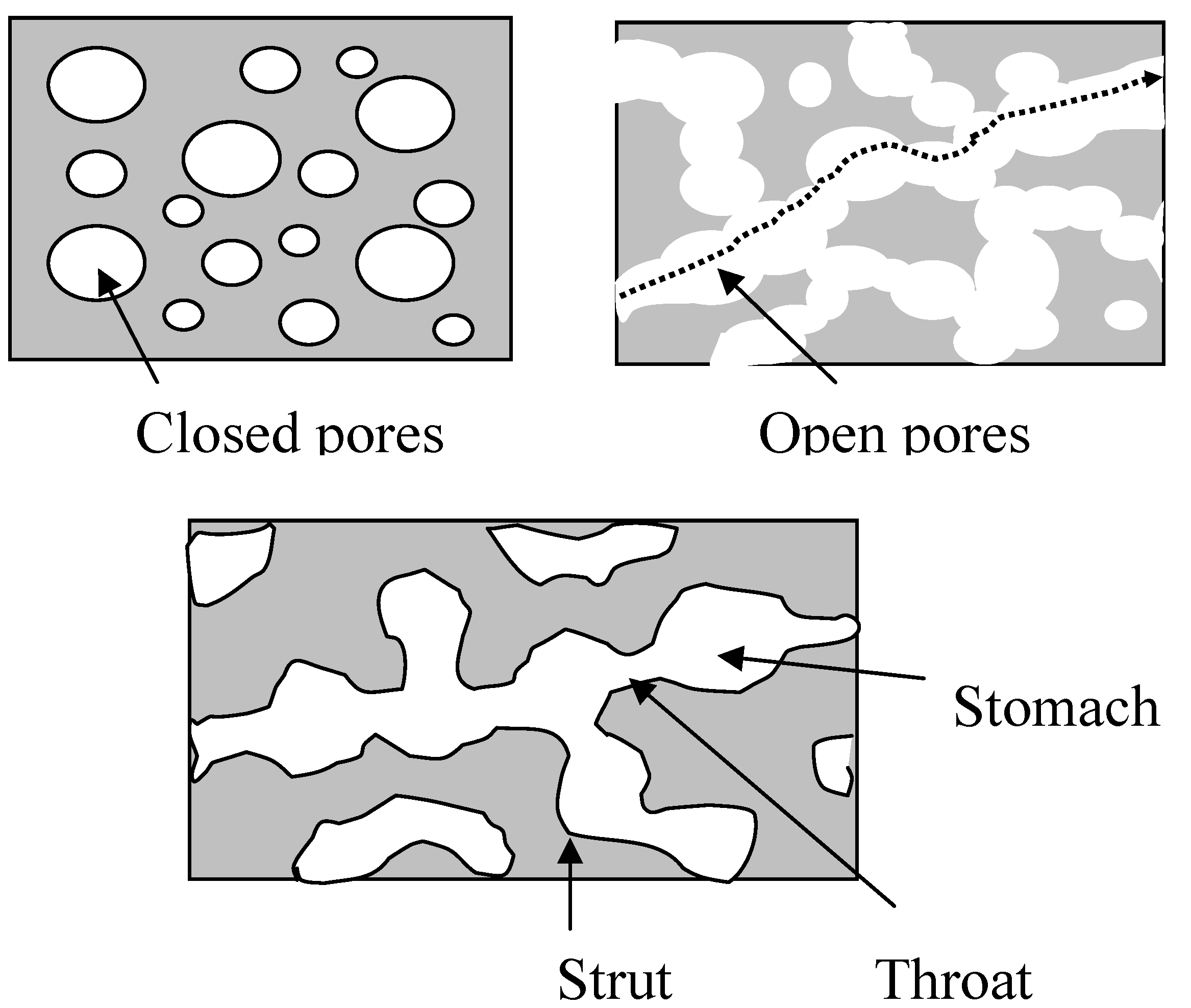
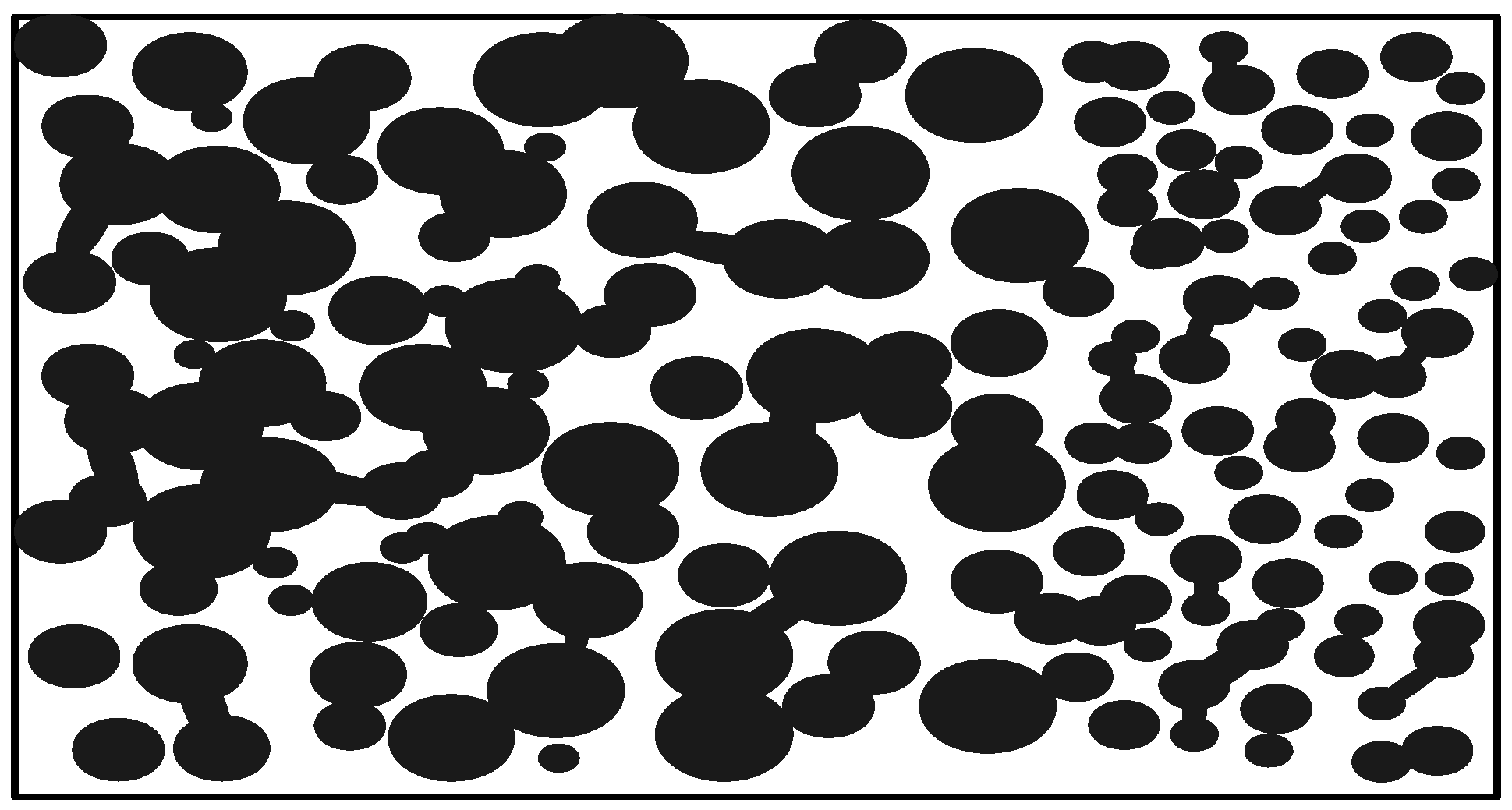
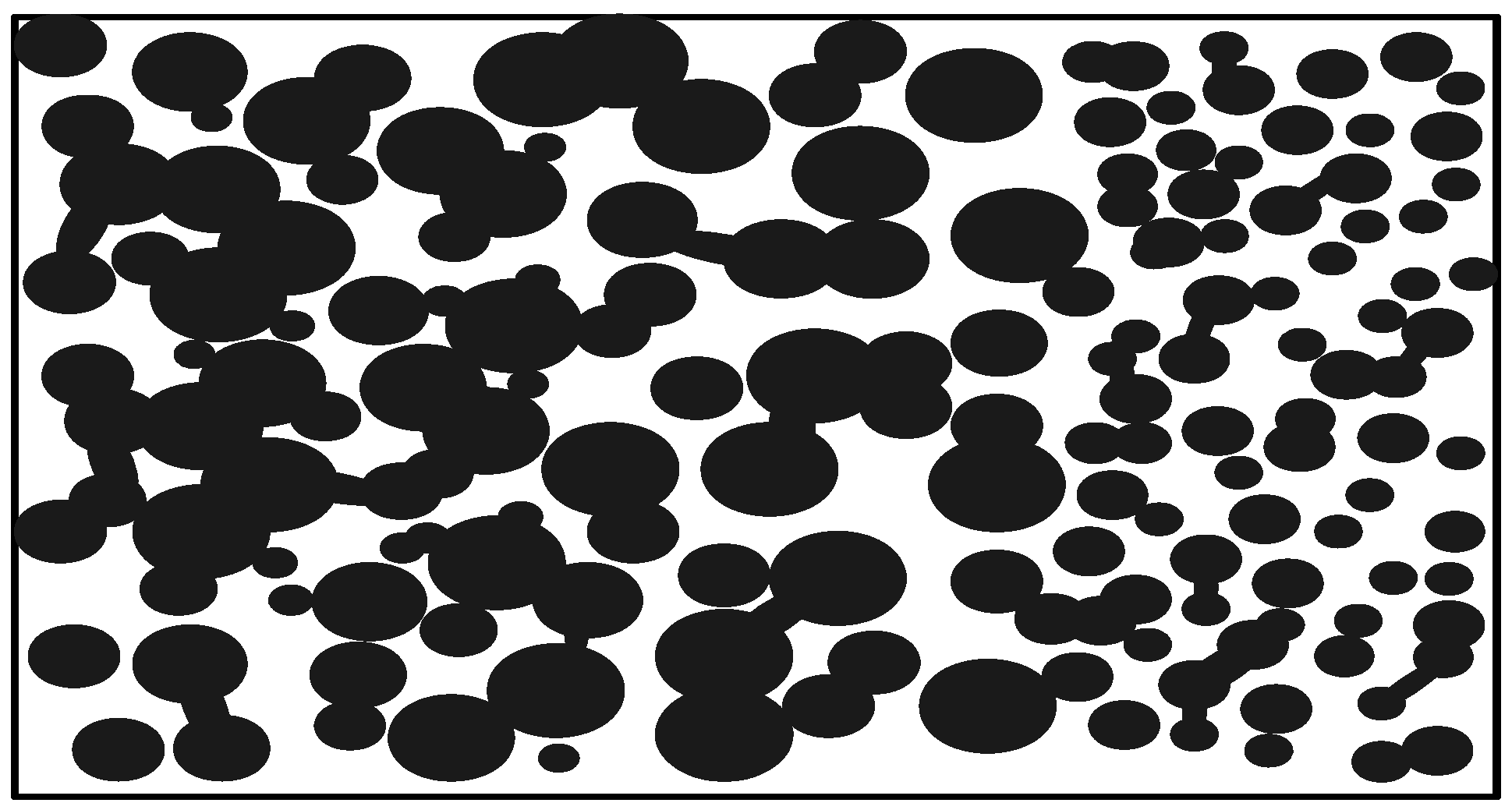
2. Porous Structural Characteristics
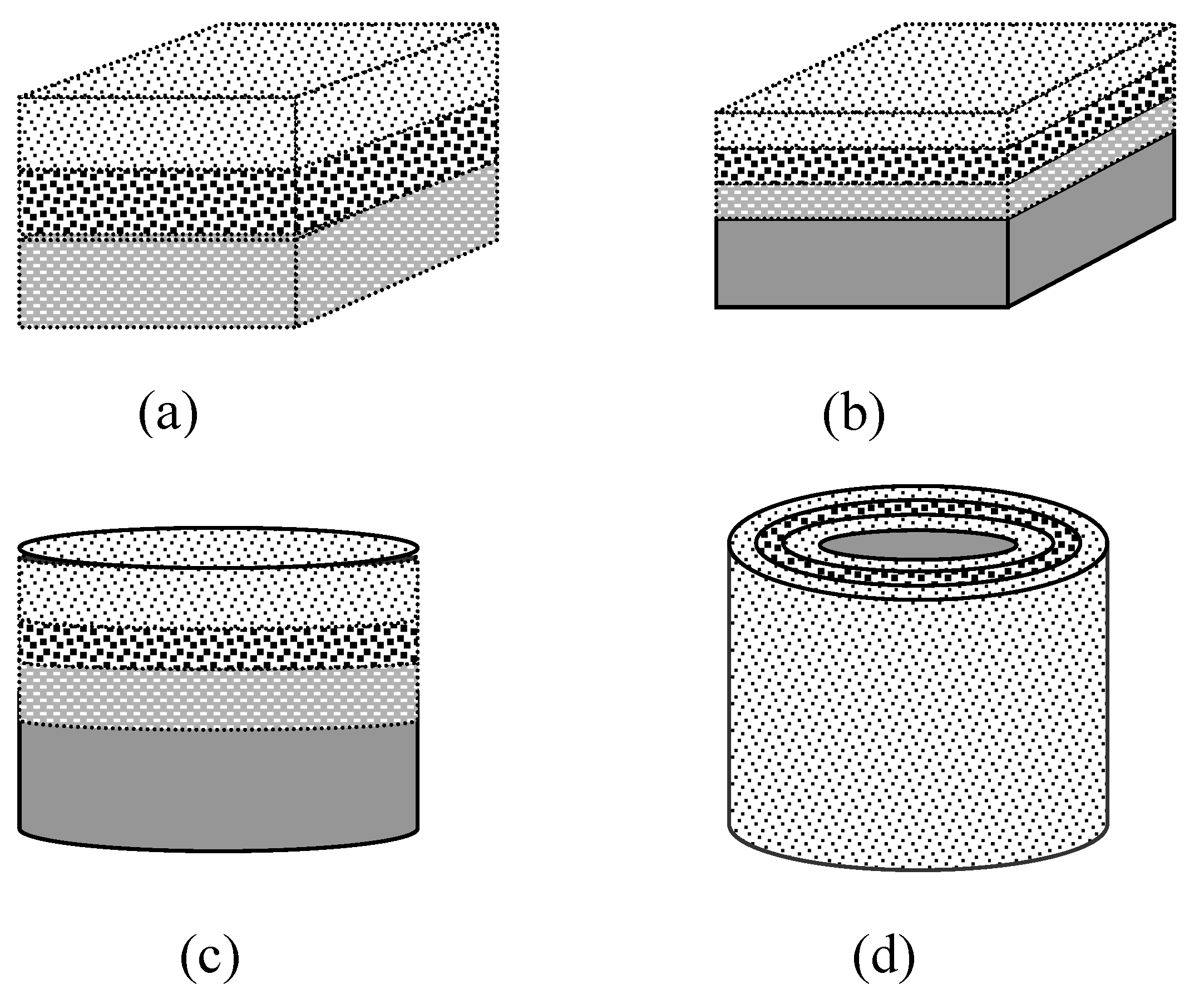
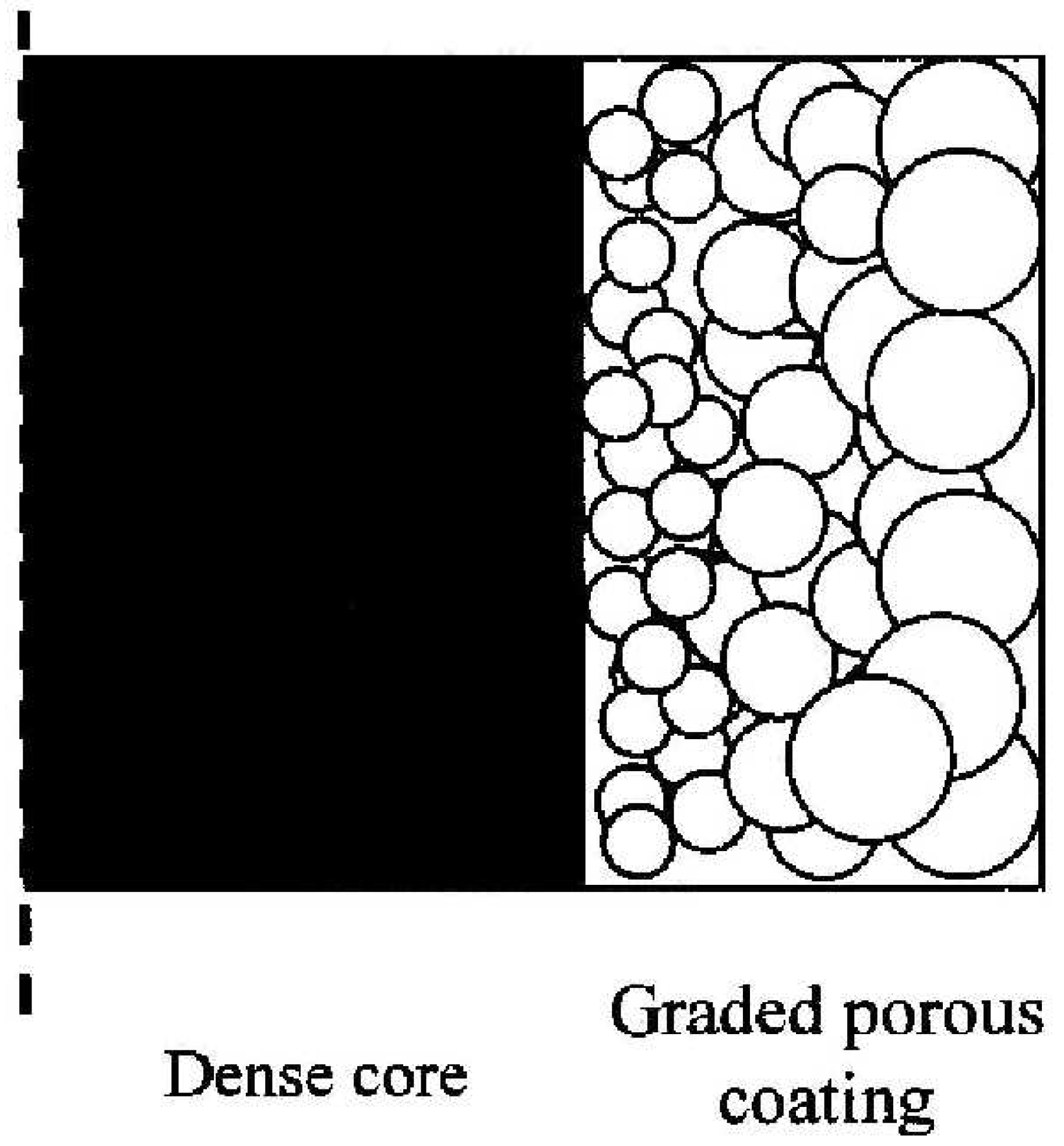
3. Types and Potential Applications of Graded/Gradient Porous Biomaterials

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomaterials | Potential applications | References |
|---|---|---|
| Graded porous Ti | Permanent skeletal replacement implants with minimized stress shielding | [21] |
| Gradient porous Ti | Dental implants with osteointegration | [22] |
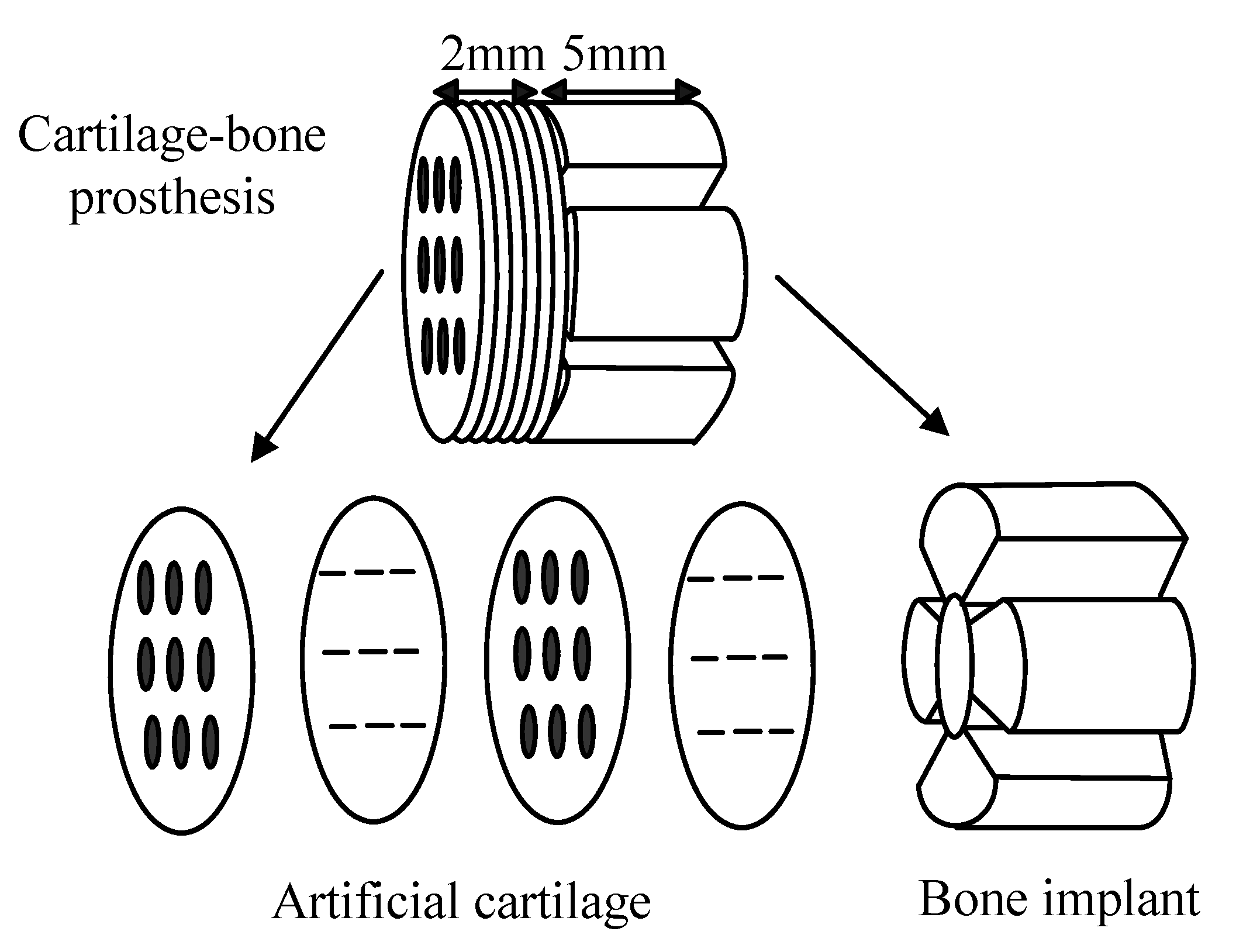
| Graded PEGT/PBT * | Tissue engineered cartilage with zonal organization | [23] |
| Gradient porous PCL * | Fundamental study of the effect of pore size on cell or tissue ingrowth | [24] |
| Graded porous HA * | Mimicking bimodal structure of bone (cortical and cancellous) | [25] |
| Graded porous HA | For mechanical strength and cell/tissue ingrowth | [26] |
| Graded porous HA | Tissue engineering scaffolds and drug delivery systems | [27] |
| Graded porous HA | Cages for spinal fusion requiring mechanical strength and osteointegration | [28] |
| Graded porous Al2O3-ZrO2 composite | For both mechanical strength and osteoconductivity | [29] |
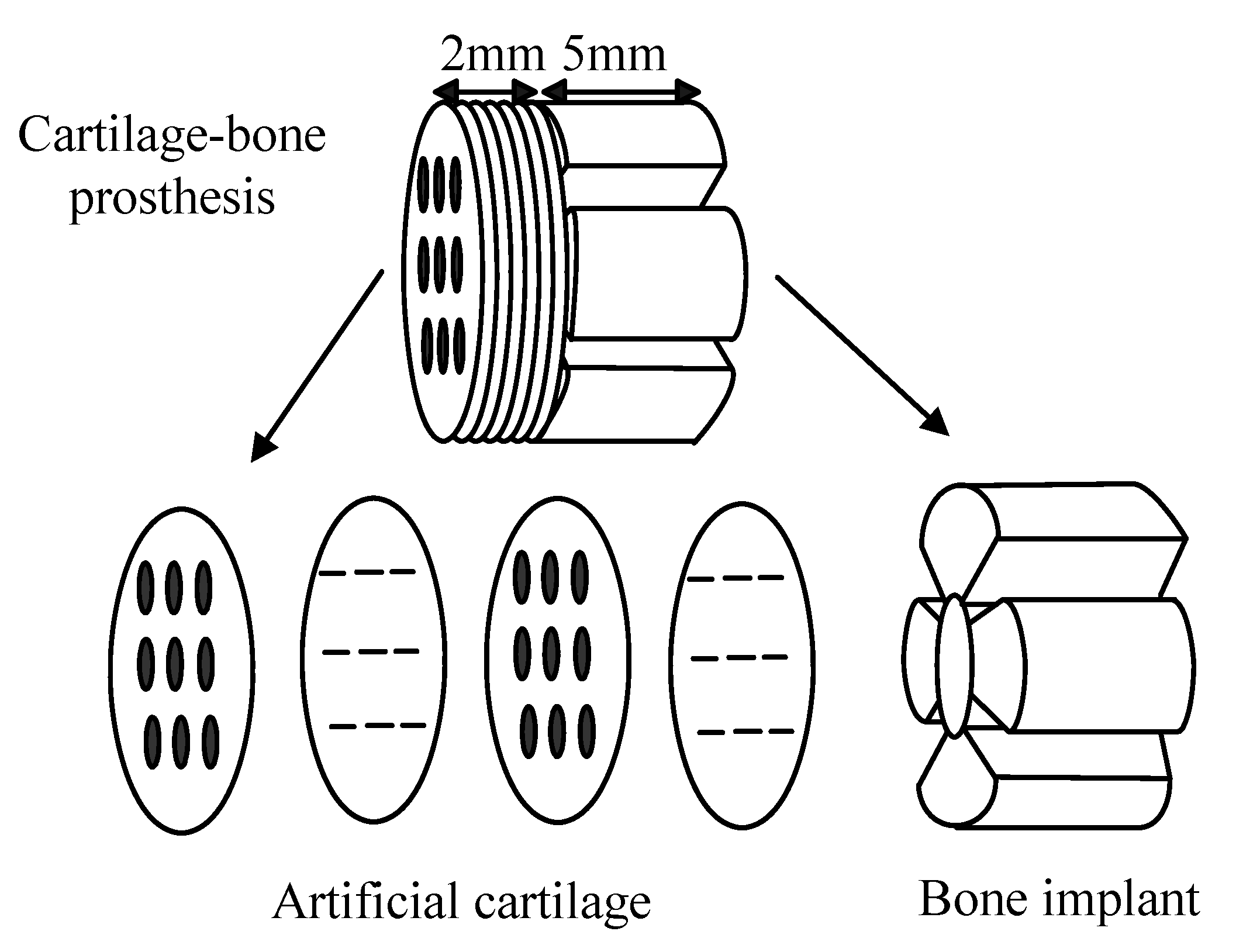
| Compositionally graded porous (d,l-PLGA + l-PLA) on (l-PLGA + TCP) * | Articular cartilage repair and integration with subchondral bone | [30] |
| Compositionally graded porous collagen on PLGA-collagen | Osteochondral (i.e., bone-cartilage) tissue engineering | [31] |

4. Characteristics and Advantages of Graded/Gradient Porous Biomaterials
5. Fabrication of Graded/Gradient Porous Biomaterials
| Fabrication methods | Porous characteristics and other comments | References |
|---|---|---|
| Sintering of graded particles | Good pore interconnectivity, but small pore neck size and low porosity | [21] |
| Pulsed electric current sintering (PECS) | Good pore interconnectivity, but low porosity and expansive | [22] |
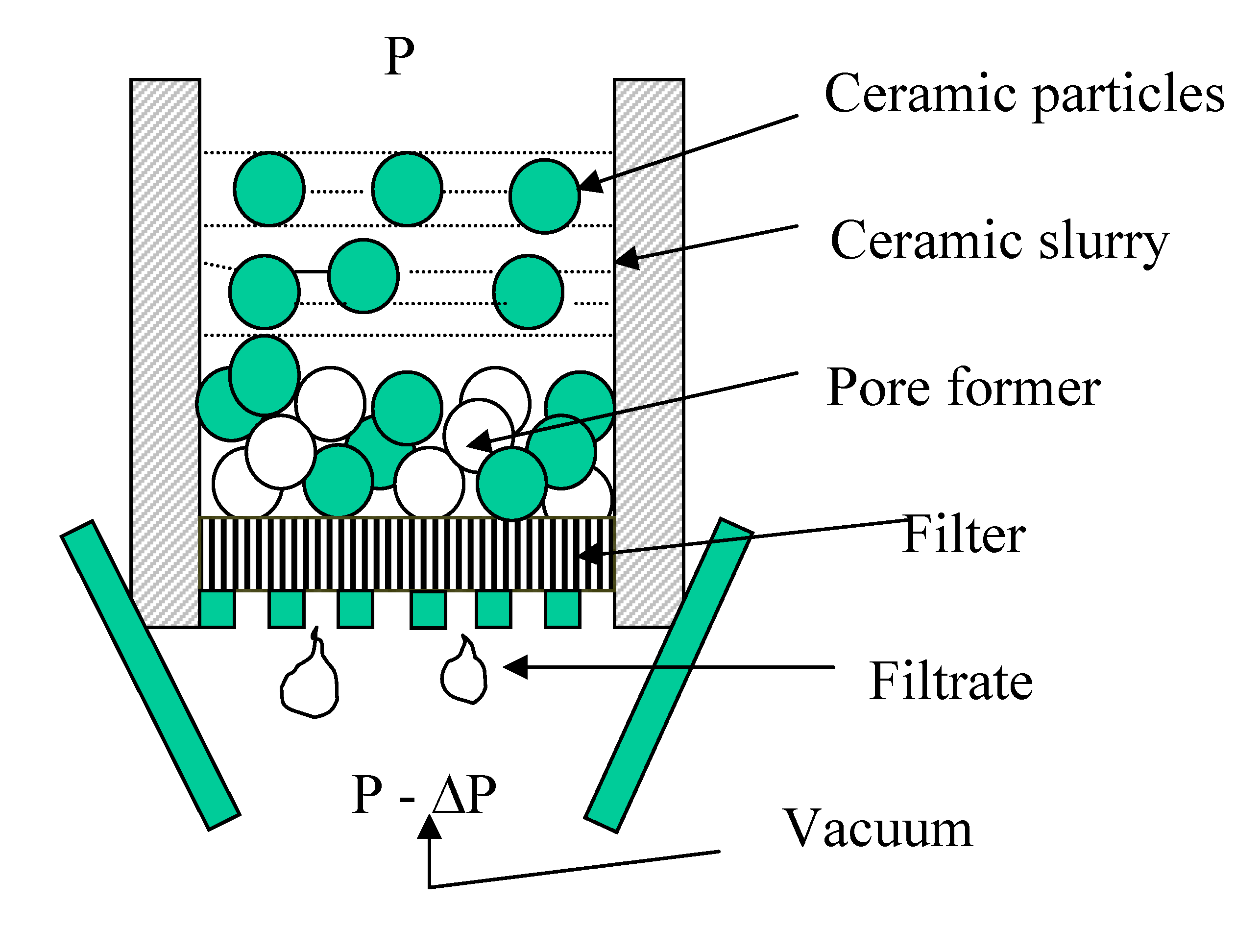
| Vacuum infiltration | Good pore interconnectivity and good pore size control, but has dimensional limitation | [35] |
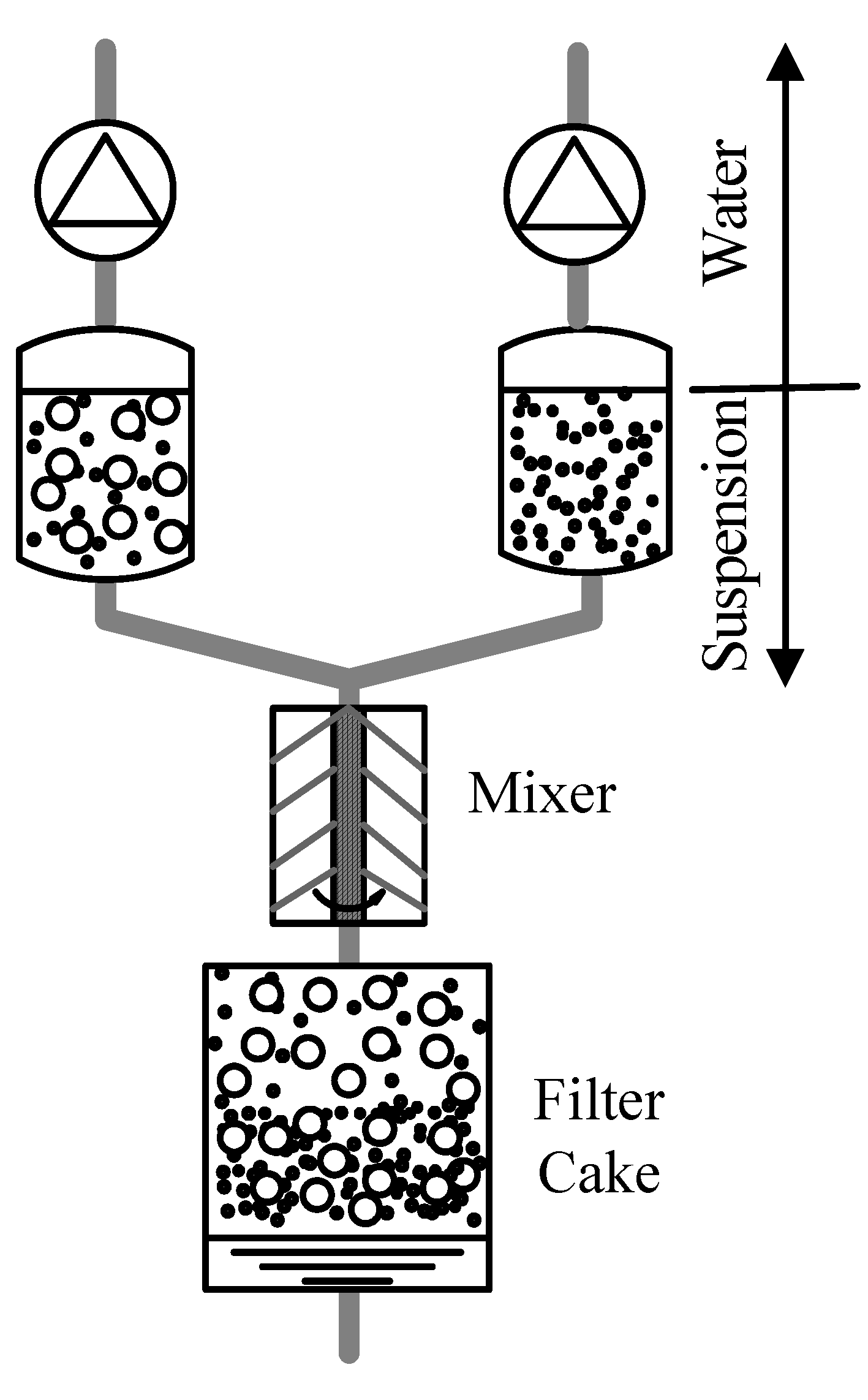
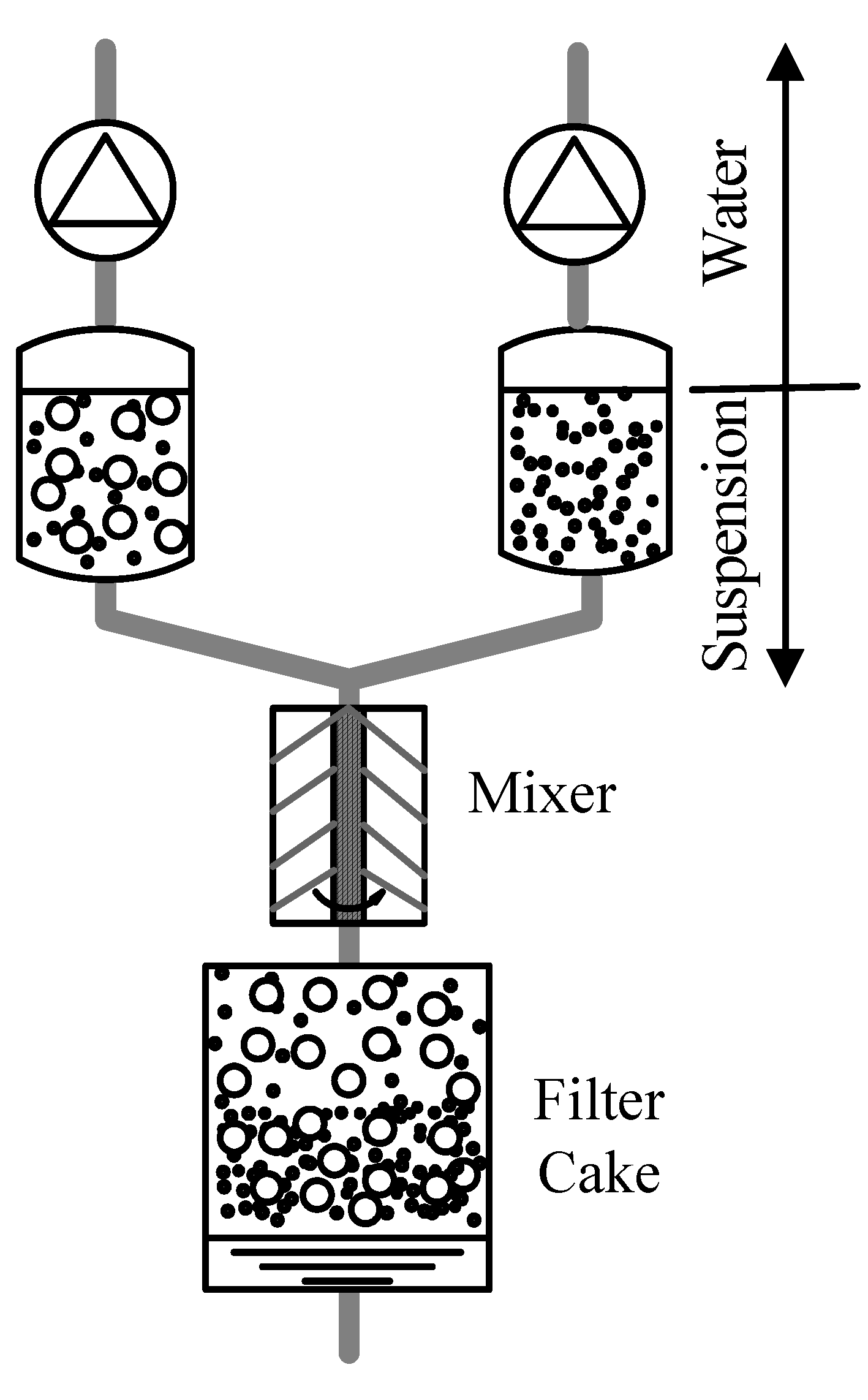
| Pressure filtration of mixed particles | Controllable porosity, but poor pore interconnectivity and complicated process | [36,37] |
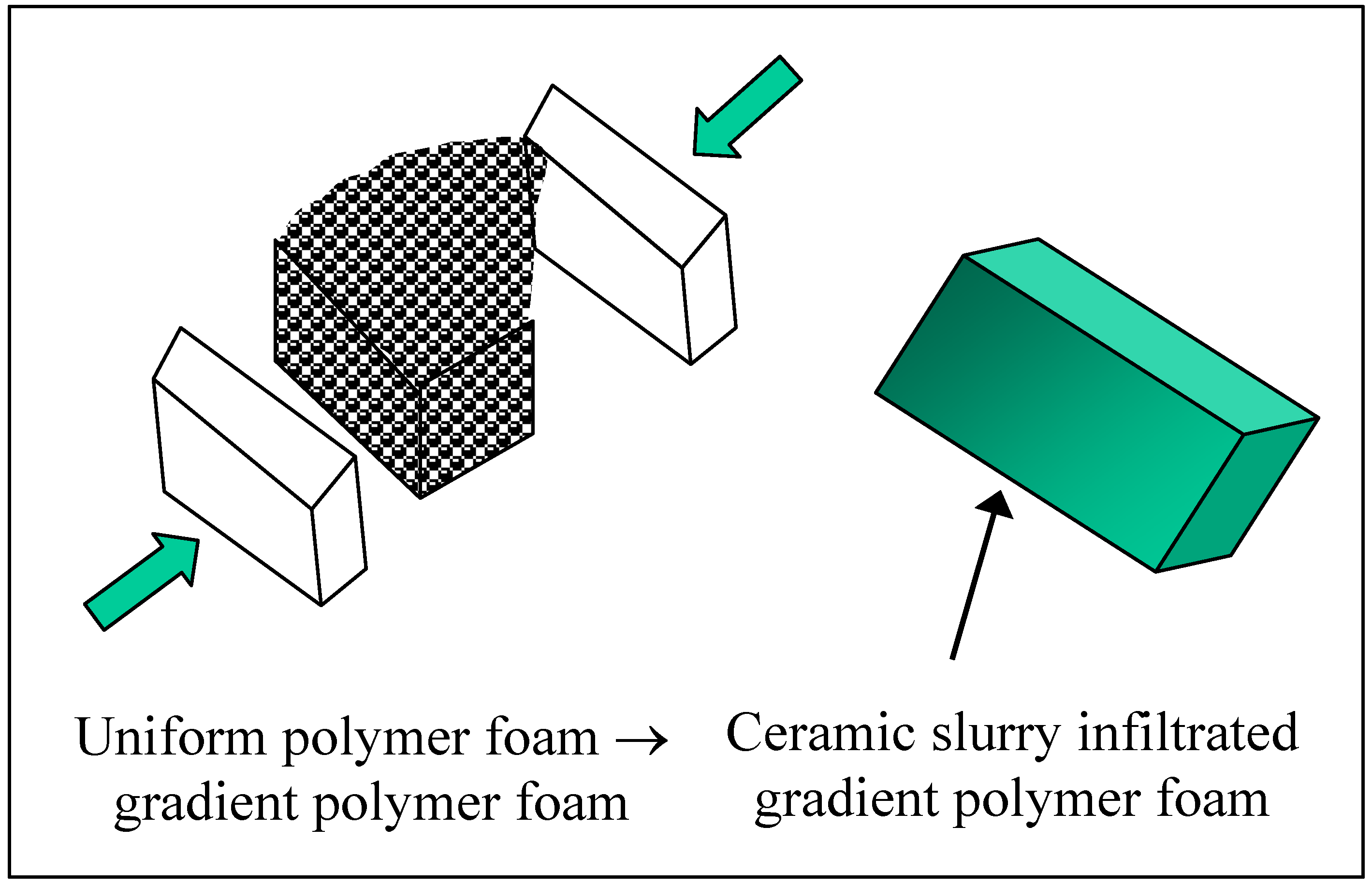
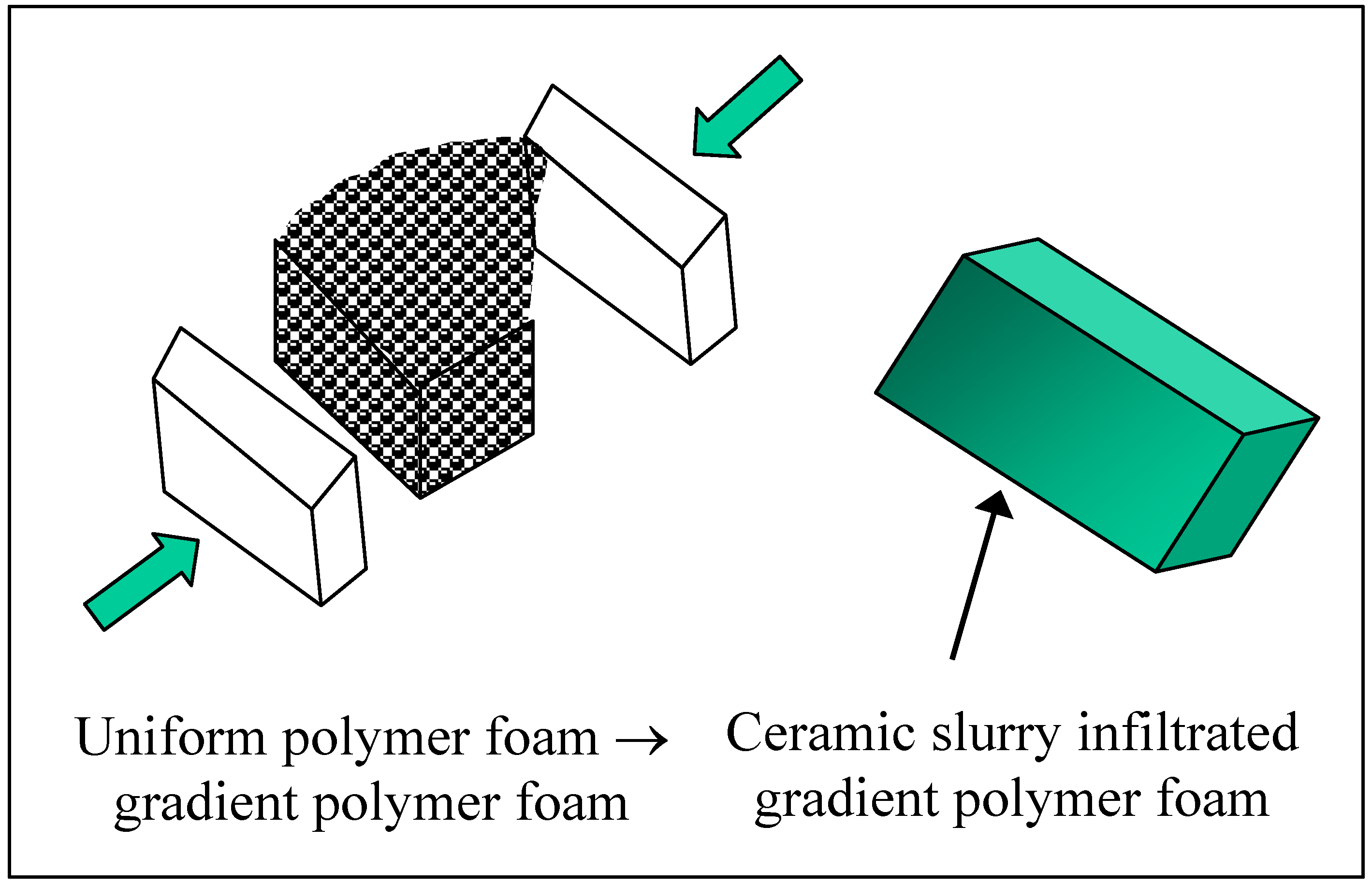
| Infiltration of compression-moulded sponge | High pore interconnectivity, graded pore size, porosity, and pore shape. | [38,39] |
| Multiple and differentiated impregnation | Good pore interconnectivity, graded porosity and pore size, but not good for small samples | [25] |
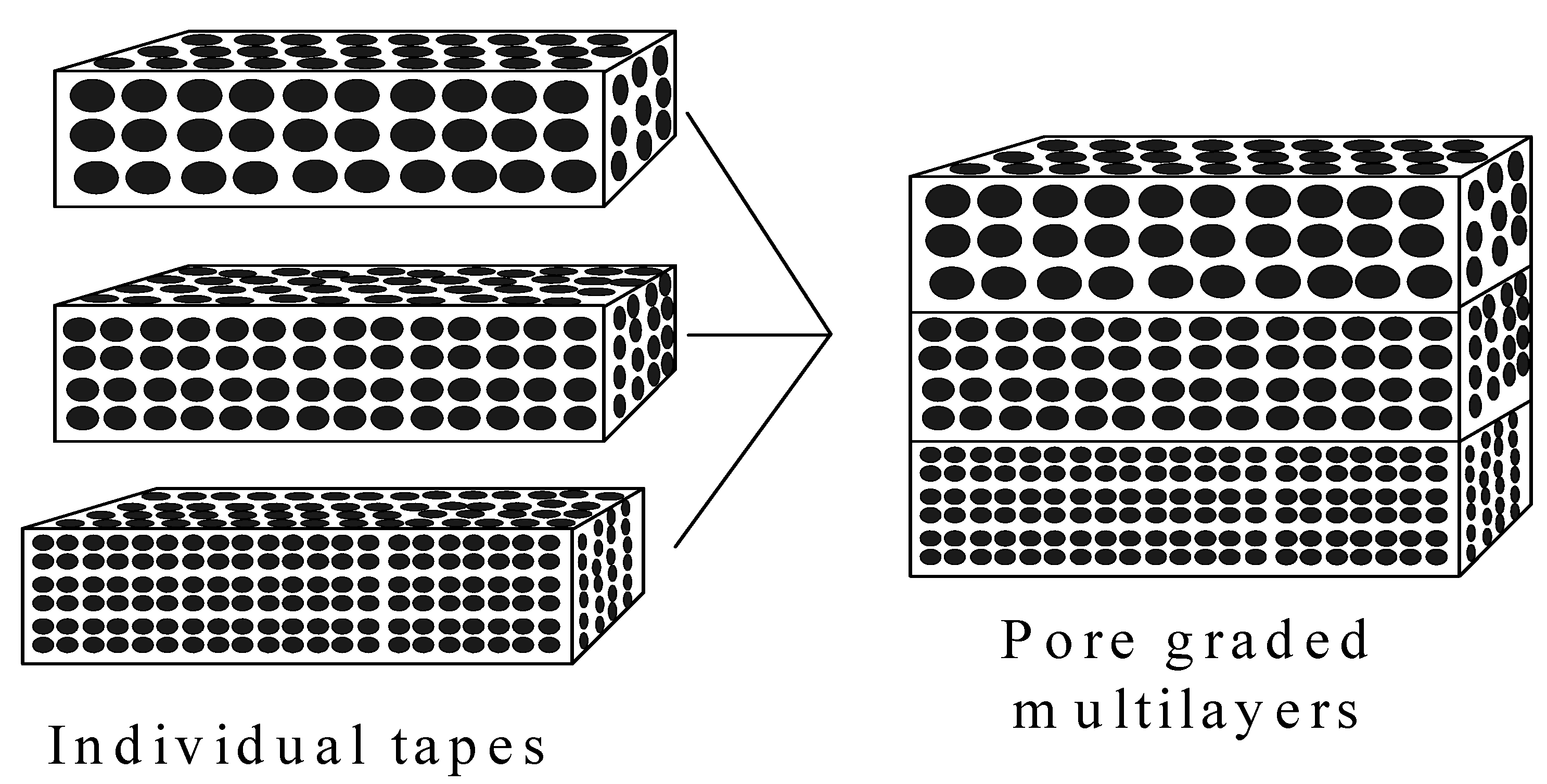
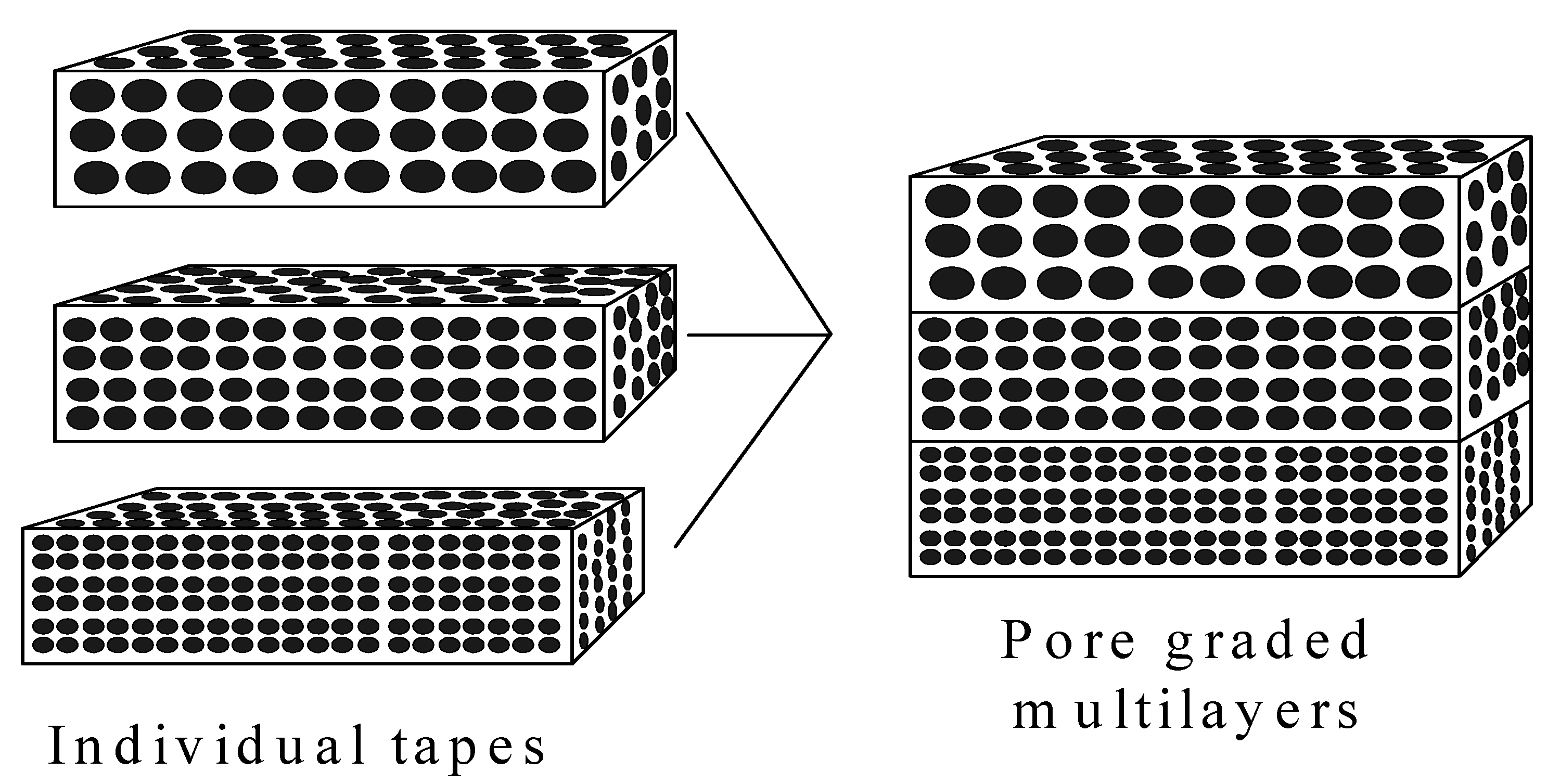
| Multiple tape casting and lamination | Controllable pore size and porosity, but poor pore interconnectivity especially on the interfaces | [26] |
| Solid free form fabrication | Good pore interconnectivity, controllable porosity, but difficult to achieve small pore sizes | [23,30] |
| Centrifugation of a suspension and freeze drying | Gradient porosity and pore size, but suitable for limited material systems | [24] |
| Introduction of a graded biodegradable phase | Absence of macropores before implantation and able to support mechanical load | [40,41] |
| Electrospraying into a template | Good pore interconnectivity, but difficult to control the structural regularity | [45] |
| Freeze-casting | Good pore interconnectivity but difficult to control the temperature gradient | [46] |
| Combined method | Resulting in more complex structures | [47] |
| Microspheres for scaffolds | Similar to the method of sintering of graded particles, and various methods developed for polymer microspheres. | [48,49,50,51,52,53,54,55,56,57,58,59,60,61] |
5.1. Sintering of Graded Particles
5.2. Pulsed Electric Current Sintering (PECS)
5.3. Vacuum Infiltration
5.4. Pressure Filtration of Mixed Particles
5.5. Infiltration of Compression-Moulded Sponge
5.6. Multiple and Differentiated Impregnation
5.7. Multiple Tape-Casting and Lamination
5.8. Solid Free Form Fabrication
5.9. Centrifugation of a Suspension and Freeze Drying
5.10. Introduction of a Graded Biodegradable Phase
5.11. Electrospraying into a Template
5.12. Freeze-Casting
5.13. Combined Method
5.14. Microspheres for Scaffolds
6. Closing Remarks
References
- Kitaguchi, S.; Hamatani, H.; Saito, T.; Shimoda, N.; Ichiyama, Y. Development of functionally gradient materials (fgms) of thermal stress relaxation type. Nippon Steel Tech. Rep. 1993, 57, 28–32. [Google Scholar]
- Watari, F.; Kondo, H.; Matsuo, S.; Miyao, R.; Yokoyama, A.; Omori, M.; Hirai, T.; Tamura, Y.; Uo, M.; Ohara, N.; Kawasaki, T. Development of functionally graded implant and dental post for bio-medical application. Mater. Sci. Forum 2003, 423–425, 321–326. [Google Scholar]
- Pompe, W.; Lampenscherf, S.; Robler, S.; Scharnweber, D.; Weis, K.; Worch, H.; Hofinger, J. Functionally graded bioceramics. Mater. Sci. Forum 1999, 308–311, 325–330. [Google Scholar]
- Boughton, P.; Ferris, D.; Ruys, A.J. Biomaterials—A ceramic-polymer functionally graded material: A novel disk prosthesis. Ceram. Eng. Sci. Proc. 2001, 22, 593–600. [Google Scholar]
- Zhang, M.; Huang, H.J.; Wang, H.J.; Li, Z.G. Development of functionally gradient materials. Mater. Sci. Forum 2003, 423–425, 599–600. [Google Scholar]
- Wen, B.Y.; Li, Q.C.; Hou, S.H.; Wu, G. Structure study of polymer gradient materials. Mater. Sci. Forum 2003, 423–425, 509–514. [Google Scholar]
- Hulbert, S.F.; Hench, L.L.; Forbers, D.; Bowman, L.S. History of bioceramics. Ceram. Int. 1982, 8, 131–140. [Google Scholar] [CrossRef]
- Hench, L.L. Bioceramics. J. Amer. Ceram. Soc. 1998, 81, 1705–1728. [Google Scholar] [CrossRef]
- Rice, R.W. Porosity of Ceramics; Marcel Dekker Inc.: New York, NY, USA, 1998. [Google Scholar]
- Hench, L.L. Bioceramics, a clinical success. Amer. Ceram. Soc. Bull. 1998, 77, 67–74. [Google Scholar]
- Shackelford, J.F. Bioceramics-current status and future trends. Mater. Sci. Forum 1999, 293, 99–100. [Google Scholar] [CrossRef]
- Shackelford, J.F. Bioceramics applications of ceramic and glass materials in medicine. Mater. Sci. Forum 1999, 293, 1–109. [Google Scholar] [CrossRef]
- Ben-Nissan, B.; Pezzotti, G. Bioceramics: Processing routes and mechanical evaluation. J. Ceramic. Soc. Jpn. 2002, 110, 601–608. [Google Scholar] [CrossRef]
- Simske, S.J.; Ayers, R.A.; Bateman, T.A. Porous materials for bone engineering. Mater. Sci. Forum 1997, 250, 151–182. [Google Scholar] [CrossRef]
- Martin, R.B. Bone as a ceramic composite material. Mater. Sci. Forum 1999, 293, 5–16. [Google Scholar] [CrossRef]
- Wise, D.L.; Trantolo, D.J.; Altobelli, D.E.; Yaszemski, M.J.; Gresser, J.D.; Sxhwartz, E.R. Encyclopaedic Handbook of Biomaterials and Bioengineering, Part A: Materials; Macel Dekker Inc.: New York, NY, USA, 1995. [Google Scholar]
- Vales, F.; Rezakhanlou, R.; Olagnon, C. Determination of the fracture mechanical parameters of porous ceramics from microstructure parameters measured by quantitative image analysis. J. Mater. Sci. 1999, 34, 4081–4088. [Google Scholar] [CrossRef]
- Lu, G.; Lu, G.Q.; Xiao, Z.M. Mechanical properties of porous materials. J. Pulp. Pap. Sci. 1999, 6, 359–368. [Google Scholar]
- Kwan, Y.B.P.; Alcock, J.R. The impact of water impregnation method on the accuracy of open porosity measurements. J. Mater. Sci. 2002, 37, 2557–2561. [Google Scholar] [CrossRef]
- Rice, R.W. Fabrication of ceramics with designed porosity. Ceram. Eng. Sci. Proc. 2002, 23, 149–160. [Google Scholar]
- Thieme, M.; Wieters, K.P.; Bergner, F.; Scharnweber, D.; Worch, H.; Ndop, J.; Kim, T.J.; Grill, W. Titanium powder sintering for preparation of a porous functionally graded material destined for orthopaedic implants. J. Mater. Sci. 2001, 12, 225–231. [Google Scholar]
- Suk, M.J.; Choi, S.I.; Kim, J.S.; Kim, Y.D.; Kwon, Y.S. Fabrication of a porous material with a porosity gradient by a pulsed electric current sintering process. Met. Mater. Int. 2003, 9, 599–603. [Google Scholar] [CrossRef]
- Woodfield, T.B.F.; van Blitterswijk, C.A.; de Wijn, J.; Sims, T.J.; Hollander, A.P.; Riesle, J. Polymer scaffolds fabricated with pore-size gradients as a model for studying the zonal organization within tissue-engineered cartilage constructs. Tissue Eng. 2005, 11, 1297–1311. [Google Scholar] [CrossRef] [PubMed]
- Oh, S.H.; Park, I.K.; Kim, J.M.; Lee, J.H. In vitro and in vivo characteristics of pcl scaffolds with pore size gradient fabricated by a centrifugation method. Biomaterials 2007, 28, 1664–1671. [Google Scholar] [CrossRef] [PubMed]
- Tampieri, A.; Celotti, G.; Sprio, S.; Delcogliano, A.; Franzese, S. Porosity-graded hydroxyapatite ceramics to replace natural bone. Biomaterials 2001, 22, 1365–1370. [Google Scholar] [CrossRef] [PubMed]
- Werner, J.P.; Linner-Krcmar, B.; Friess, W.; Greil, P. Mechanical properties and in vitro cell compatibility of hydroxyapatite ceramics with graded pore structure. Biomaterials 2002, 23, 4285–4294. [Google Scholar] [CrossRef] [PubMed]
- Rodriguez-Lorenzo, L.M.; Ferreira, J.M.F. Development of porous ceramic bodies for applications in tissue engineering and drug delivery systems. Mater. Res. Bull. 2004, 39, 83–91. [Google Scholar] [CrossRef]
- Lu, W.W.; Zhao, F.; Luk, K.D.K.; Yin, Y.J.; Cheung, K.M.C.; Cheng, G.X.; Yao, K.D.; Leong, J.C.Y. Controllable porosity hydroxyapatite ceramics as spine cage: Fabrication and properties evaluation. J. Mater. Sci. 2003, 14, 1039–1046. [Google Scholar]
- Lee, B.T.; Kang, I.C.; Gain, A.K.; Kim, K.H.; Song, H.Y. Fabrication of pore-gradient Al2O3–ZrO2 sintered bodies by fibrous monolithic process. J. Eur. Ceram. Soc. 2006, 26, 3525–3530. [Google Scholar] [CrossRef]
- Sherwood, J.K.; Riley, S.L.; Palazzolo, R.; Brown, S.C.; Monkhouse, D.C.; Coates, M.; Griffith, L.G.; Landeen, L.K.; Ratcliffe, A. A three-dimensional osteochondral composite scaffold for articular cartilage repair. Biomaterials 2002, 23, 4739–4751. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Sato, T.; Tanaka, J.; Tateishi, T. Preparation of a biphasic scaffold for osteochondral tissue engineering. Mater. Sci. Eng. 2006, 26, 118–123. [Google Scholar] [CrossRef]
- Collier, J.P. High-strength porous prosthetic device and process for making the same. U.S. Patent No. 4,156,943, 1979. [Google Scholar]
- Rowe, J.R.; Russell, H.; Lare, P.J.; Hahn, H. Surgical implant having a graded porous coating. U.S. Patent 1985. [Google Scholar]
- Sherwood, J.K.; Griffith, L.G.; Brown, S. Composites for tissue regeneration and methods of manufacture thereof. U.S. Patent 2002. [Google Scholar]
- Miao, X.; Hu, Y.; Liu, J.; Tio, B.; Cheang, P.; Khor, K.A. Highly interconnected and functionally graded porous Bioceramics. Key Eng. Mater. 2003, 240–242, 595–598. [Google Scholar]
- Iwata, M.; Shimono, A.; Kishiro, K.; Kunieda, Y. Preparation of porous hydroxyapatite materials with a continuous porosity profile by use of a filtration method. J. Jpn. Inst. Metal. 1998, 62, 1088–1094. [Google Scholar]
- Droschel, M.; Hoffmann, M.J.; Oberacker, R.; Both, H.V.; Schaller, W.; Yang, Y.Y.; Munz, D. SiC-ceramics with tailored porosity gradients for combustion chambers. Key Eng. Mater. 2000, 175–176, 149–162. [Google Scholar]
- Corbin, S.F.; Zhao, X.; Henein, H.; Apte, P.S. Functionally graded metal/ceramic composites by tape casting, lamination and infiltration. Mater. Sci. Eng. A 1999, 262, 192–203. [Google Scholar] [CrossRef]
- Cichocki, F.R., Jr.; Trumble, K.P.; Rodel, J. Tailored porosity gradients via colloidal infiltration of compression-molded sponges. J. Amer. Ceram. Soc. 1998, 81, 1661–1664. [Google Scholar] [CrossRef]
- Wong, L.H.; Tio, B.; Miao, X. Functionally graded tricalcium phosphate/fluoroapatite composites. Mater. Sci. Eng. 2002, 20, 111–115. [Google Scholar] [CrossRef]
- Weihe, S.; Schiller, C.; Rasche, C.; Wehmoller, M.; Eufinger, H.; Epple, M. A graded composite material for use in the area of the cranial and facial skull. Biomed. Tech. 2002, 47, 488–491. [Google Scholar] [CrossRef]
- Harley, B.A.; Hastings, A.Z.; Yannas, I.V.; Sannino, A. Fabricating tubular scaffolds with a radial pore size gradient by a spinning technique. Biomaterials 2006, 27, 866–874. [Google Scholar] [CrossRef] [PubMed]
- Bretcanu, O.; Samaille, C.; Boccaccini, A.R. Simple methods to fabricate bioglass-derived glass ceramic scaffolds exhibiting porosity gradient. J. Mater. Sci. 2008, 43, 4127–4134. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Du, M.; Xie, Z. 316L Stainless steel with gradient porosity fabricated by selective laser melting. J. Mater. Eng. Perform. 2009. [Google Scholar] [CrossRef]
- Muthutantri, A.; Huang, J.; Edirisinghe, M. Novel preparation of graded porous structures for medical engineering. J. R. Soc. Interface 2008, 5, 1459–1467. [Google Scholar] [CrossRef] [PubMed]
- Macchetta, A.; Turner, I.G.; Bowen, C.R. Fabrication of ha/tcp scaffolds with a graded and porous structure using a camphene-based freeze-casting method. Acta Biomater. 2009, 5, 1319–1327. [Google Scholar] [CrossRef] [PubMed]
- Hsu, Y.H.; Turner, I.G.; Miles, A.W. Fabrication of porous bioceramics with porosity gradients similar to the bimodal structure of cortical and cancellous bone. J. Mater. Sci.: Mater. Med. 2007, 18, 2251–2256. [Google Scholar] [CrossRef]
- Freitas, S.; Merkle, H.P.; Gander, B. Microencapsulation by solvent extraction/evaporation: reviewing the state of the art of microsphere preparation process Technology. J. Control. Release 2005, 102, 313–332. [Google Scholar] [CrossRef] [PubMed]
- Silva, G.A.; Coutinho, O.P.; Ducheyne, P.; Reis, R.L. Materials in particulate form for tissue engineering applications in bone. J. Tissue. Eng. Regen. Med. 2007, 1, 97–109. [Google Scholar] [CrossRef] [PubMed]
- Jaklenec, A.; Hinckfuss, A.; Bilgen, B.; Ciombor, D.M.; Aaron, R.; Mathiowitz, E. Sequential release of bioactive igf-i and tgf-β1 from plga microsphere-based scaffolds. Biomaterials 2008, 29, 1518–1525. [Google Scholar] [CrossRef] [PubMed]
- Luciani, A.; Coccoli, V.; Orsi, S.; Ambrosio, L.; Netti, P.A. PCL microspheres based functional scaffolds by bottom-up approach with predefined microstructural properties and release profiles. Biomaterials 2008, 29, 4800–4807. [Google Scholar] [CrossRef] [PubMed]
- Furukawa, K.S.; Miyauchi, S.; Suzuki, D.; Umezu, Y.; Shinjo, T.; Ushida, T.; Eguchi, M.; Tateishi, T. Bone tissue engineering based on bead–cell sheets composed of calcium phosphate beads and bone marrow cells. Mater. Sci. Eng. C 2004, 24, 437–440. [Google Scholar] [CrossRef]
- Blaker, J.J.; Knowles, J.C.; Day, R.M. Novel fabrication techniques to produce microspheres by thermally induced phase separation for tissue engineering and drug delivery. Acta Biomater. 2008, 4, 264–272. [Google Scholar] [CrossRef] [PubMed]
- Choy, Y.B.; Cheng, F.; Choi, H.; Kim, K. Monodisperse gelatin microspheres as a drug delivery vehicle: release profile and effect of crosslinking density. Macromol. Biosci. 2008, 8, 758–765. [Google Scholar] [CrossRef] [PubMed]
- Mercier, N.R.; Costantino, H.R.; Tracy, M.A.; Bonassar, L.J. Poly(lactide-co-glycolide) microspheres as a moldable scaffold for cartilage tissue engineering. Biomaterials 2005, 26, 1945–1952. [Google Scholar] [CrossRef] [PubMed]
- Yeo, L.Y.; Gagnon, Z.; Chang, H.C. AC electrospray biomaterials synthesis. Biomaterials 2005, 26, 6122–6128. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.B.; Chen, A.Z.; Weng, L.J.; Chen, M.Y.; Xie, X.L. Effect of drug-loading methods on drug load, encapsulation efficiency and release properties of alginate/poly-l-arginine/chitosan ternary complex microcapsules. Macromol. Biosi. 2004, 4, 27–30. [Google Scholar] [CrossRef]
- Choi, S.W.; Zhang, Y.; Xia, Y. Fabrication of microbeads with a controllable hollow interior and porous wall using a capillary fluidic device. Adv. Funct. Mater. 2009, 19, 2943–2949. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.L.; Li, X.; Stride, E.; Huang, J.; Edirisinghe, M.; Schroeder, C.; Best, S.; Cameron, R.; Waller, D.; Donald, A. Novel preparation and characterisation of porous alginate films. Carbohyd. Polym. 2010. [Google Scholar] [CrossRef]
- Farook, U.; Edirisinghe, M.J.; Stride, E.; Colombo, P. Novel co-axial electrohydrodynamic in situ preparation of liquid-filled polymer-shell microspheres for biomedical applications. J. Microencapsul. 2008, 25, 241–247. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, Z.; Zhang, H.B.; Farook, U.; Edirisinghe, M.; Stride, E.; Colomo, P. Generation of multilayered structures for biomedical applications using a novel tri-needle coaxial device and electrohydrodynamic flow. J. R. Soc. Interface 2008, 5, 1255–1261. [Google Scholar] [CrossRef] [PubMed]
© 2010 by the authors; licensee Molecular Diversity Preservation International, Basel, Switzerland. This article is an open-access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Miao, X.; Sun, D. Graded/Gradient Porous Biomaterials. Materials 2010, 3, 26-47. https://doi.org/10.3390/ma3010026
Miao X, Sun D. Graded/Gradient Porous Biomaterials. Materials. 2010; 3(1):26-47. https://doi.org/10.3390/ma3010026
Chicago/Turabian StyleMiao, Xigeng, and Dan Sun. 2010. "Graded/Gradient Porous Biomaterials" Materials 3, no. 1: 26-47. https://doi.org/10.3390/ma3010026
APA StyleMiao, X., & Sun, D. (2010). Graded/Gradient Porous Biomaterials. Materials, 3(1), 26-47. https://doi.org/10.3390/ma3010026