
Improvement in Surface Hardness and Wear Resistance of ADI via Arc-Deposited CrAlSiN Multilayer Films



Abstract
1. Introduction
2. Materials and Methods
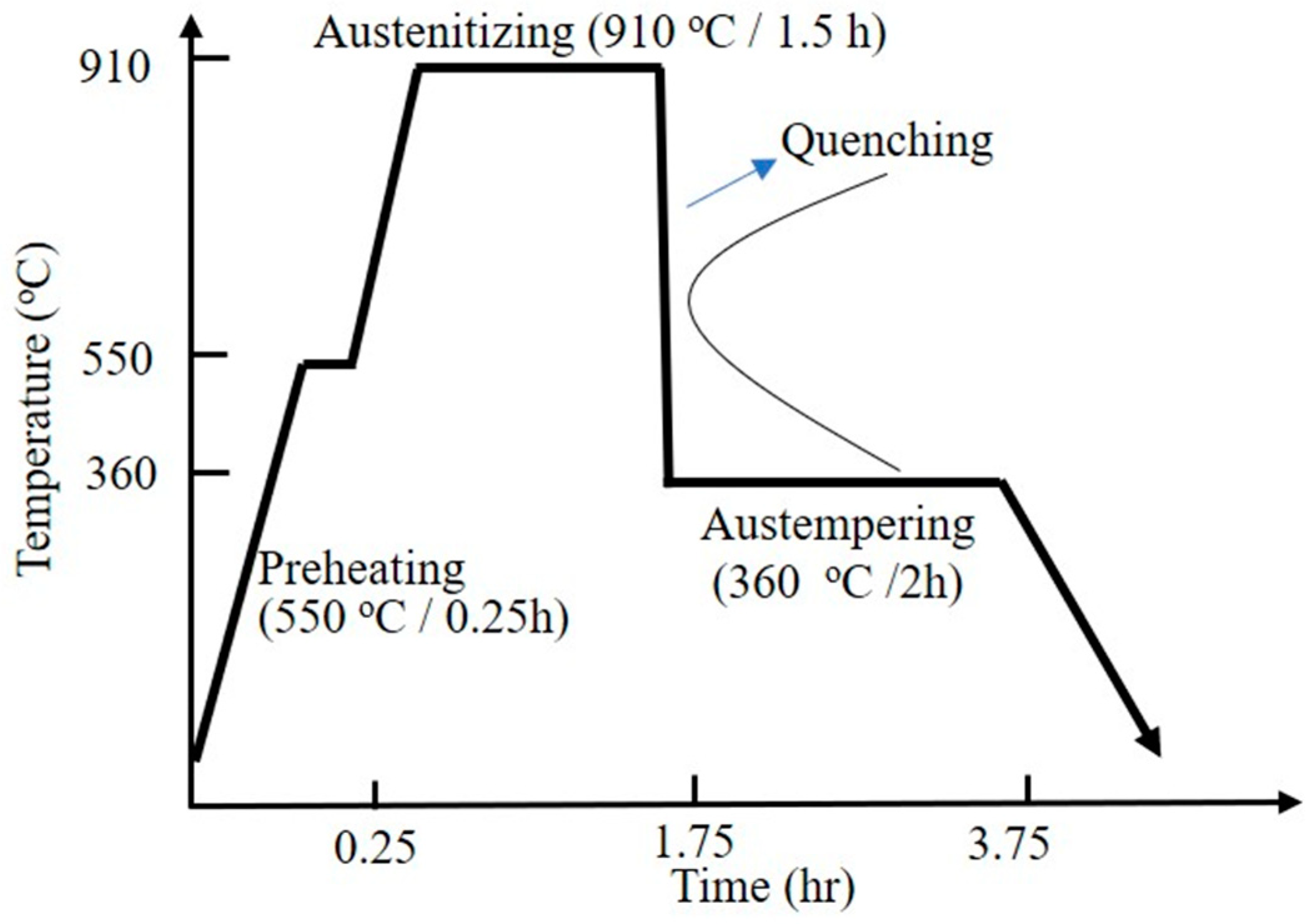
2.1. ADI Material Preparation
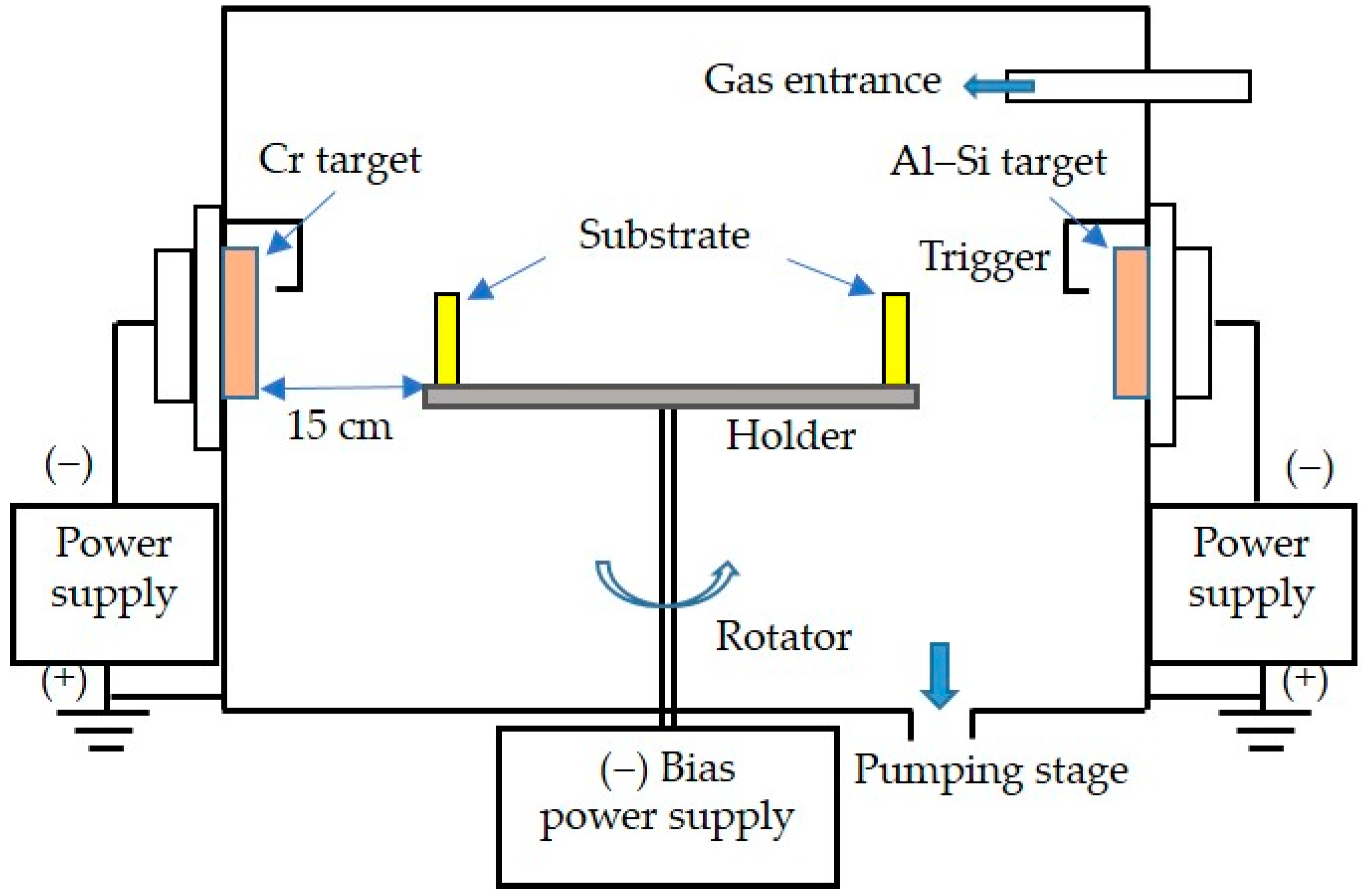
2.2. CAD Coating Treatment
2.3. Characterization and Observation of Coatings
2.4. Hardness Measurements
2.5. Wear Test
3. Results and Discussion
3.1. Analysis of Coating Composition and Structure
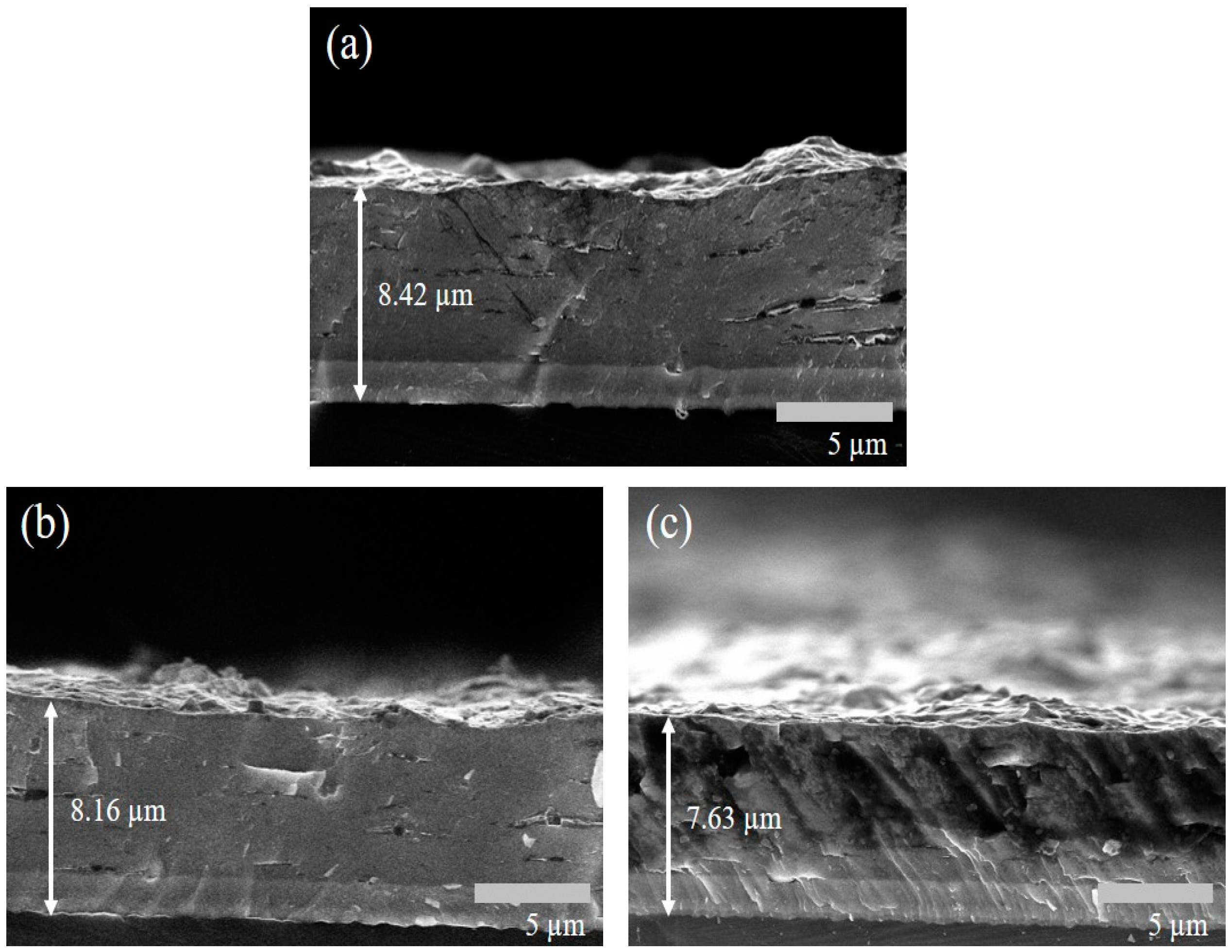
3.2. Morphology Observation and Adhesion of Coatings
3.3. Analysis of Coating Hardness
3.4. Analysis of Wear Behavior
4. Conclusions
- Deposition and composition control: The study successfully deposited CrAlSiN nano-multilayer films with adjustable composition by varying the Ar/N2 flow ratios. As the Ar/N2 ratio increased, the nitrogen content decreased, while the Cr and Al content increased, along with a slight increase in Si. This ability to control the film’s composition made it easier to design coatings with specific hardness and wear-resistant properties.
- Structural insights: The coatings had a nano-multilayer structure mainly composed of CrN and AlN phases. As the nitrogen content decreased with higher Ar/N2 ratios, metallic Cr and Al emerged within the coatings. These structural transitions directly impacted the coating properties and provided valuable insights into the interplay between the process parameters and phase evolution in nitride coatings.
- Adhesion performance: The coatings deposited at Ar/N2 ratios of two to three displayed excellent adhesion to the ADI substrate (HF1–HF3), with the best performance observed at a ratio of two (HF1). This suggests that optimized gas flow ratios not only influence the film composition but also contribute to strong interfacial bonding, which is crucial for coating durability in demanding applications.
- Hardness enhancement: The CrAlSiN coatings substantially improved the surface hardness of ADI, increasing it from 579 HV to a maximum of 1479 HV. This nearly 2.5-fold enhancement in hardness, particularly at an Ar/N2 ratio of two, underscores the coating’s potential to significantly extend the functional lifespan of the ADI components.
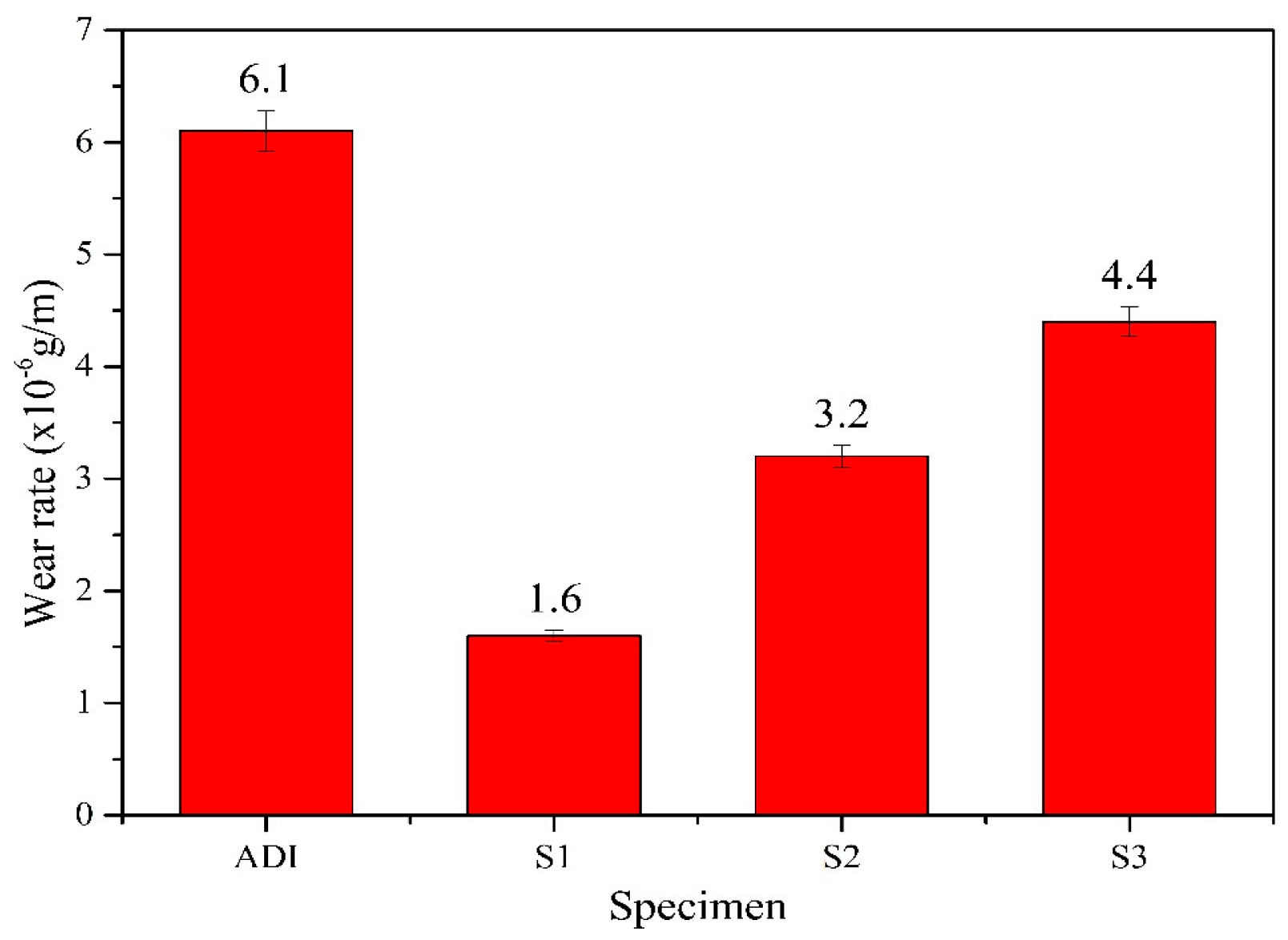
- Wear resistance improvement: The coatings also yielded a marked improvement in wear resistance, with the lowest wear rate (1.6×10−⁶ g/m) recorded at the optimal Ar/N2 ratio. These results not only highlight the effectiveness of the CrAlSiN coating in reducing material loss during frictional contact but also offer practical guidance for industrial applications where wear resistance is paramount.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Smith, W.F. Structure and Properties of Engineering Alloys, 2nd ed.; McGraw-Hill: New York, NY, USA, 1993; p. 338. [Google Scholar]
- Liu, C.; Du, Y.Z.; Wang, X.; Zheng, Q.; Zhu, X.; Zhang, D.G.; Liu, D.J.; Yang, C.; Jiang, B.L. Comparison of the tribological behavior of quench-tempered ductile iron and austempered ductile iron with similar hardness. Wear 2023, 520–521, 204668. [Google Scholar] [CrossRef]
- Sharun, V.; Ronald, B.A. Traditional machining of austempered ductile iron (ADI): A review. Mater. Today Proc. 2023, 72, 2027–2031. [Google Scholar] [CrossRef]
- Kühn, F.; Brimmers, J.; Bergs, T. Process design for gear shaping of austempered ductile iron (ADI) components. Procedia CIRP 2021, 99, 214–219. [Google Scholar] [CrossRef]
- Olawale, J.; Oluwasegun, K. Austempered Ductile Iron (ADI): A Review. Mater. Perform. Charact. 2016, 5, 289–311. [Google Scholar] [CrossRef]
- Race, J.; Stott, L. Practical experience in the austempering of ductile iron. Heat Treat. Met. 1991, 4, 105–109. [Google Scholar]
- Budinski, K.G. Surface Engineering for Wear Resistance; Prentice-Hall, Inc.: Englewood Cliffs, NJ, USA, 1988; p. 161. [Google Scholar]
- Hong, Y.; Huang, S.; Deng, B.; Yu, Y.; He, C.; Xu, W.; Fan, T. Improved wear resistance of nitro-chromized carbon steel using an additional carburizing. Coatings 2023, 13, 1858. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Mukhacheva, T.L.; Tambovskiy, I.V.; Kusmanova, I.A.; Golubeva, T.M.; Podrabinnik, P.A.; Khmyrov, R.S.; Suminov, I.V.; Kusmanov, S.A. Increasing the wear resistance of CrWMn tool steel surfaces by plasma electrolytic nitriding and polishing. Appl. Sci. 2024, 14, 10488. [Google Scholar] [CrossRef]
- Hsu, C.H.; Chen, M.L.; Lai, K.L. Corrosion resistance of TiN/TiAlN-coated ADI by cathodic arc deposition. Mater. Sci. Eng. A 2006, 421, 182–190. [Google Scholar] [CrossRef]
- Hsu, C.H.; Lu, J.K.; Chen, M.L. Study on characteristics of ADI Coated DLC/TiN/TiAlN coatings by cathodic arc evaporation. Solid State Phenom. 2006, 118, 257–264. [Google Scholar] [CrossRef]
- Maskavizan, J.; Quintana, J.P.; Dalibón, E.L.; Márquez, A.B.; Brühl, S.P.; Farina, S.B. Evaluation of wear and corrosion resistance in acidic and chloride solutions of cathodic arc PVD chromium nitride coatings on untreated and plasma nitrided AISI 4140 steel. Surf. Coat. Technol. 2024, 494, 131476. [Google Scholar] [CrossRef]
- Stockemer, J.; Winand, R.; Brande, P.V. Comparison of wear and corrosion behaviors of Cr and CrN sputtered coatings. Surf. Coat. Technol. 1999, 115, 230–233. [Google Scholar] [CrossRef]
- Martin, C.L.; Ajayi, O.; Erdemir, A.; Fenske, G.R.; Wei, R. Effect of microstructure and thickness on the friction and wear behavior of CrN coatings. Wear 2013, 302, 963–971. [Google Scholar] [CrossRef]
- Chang, S.H.; Tsai, B.C.; Huang, K.T.; Yang, C.H. Investigation of the wear and corrosion behaviors of CrN films onto oxynitriding-treated AISI H13 alloy steel by the direct current magnetron sputtering process. Thin Solid Films 2022, 758, 139434. [Google Scholar] [CrossRef]
- Yang, Y.; Xiao, Q.; Yang, L.; Ren, P.; Li, W.; Zhu, S.; Wang, F. Effect of nitrogen on high temperature oxidation behavior of AlN-doped gradient coating. Corr. Sci. 2022, 199, 110155. [Google Scholar] [CrossRef]
- Shiao, M.H.; Kao, S.A.; Shieu, F.S. Effects of processing parameters on the microstructure and hardness of the arc ion-plated TiN on a type 304 stainless steel. Thin Solid Films 2000, 375, 163–167. [Google Scholar] [CrossRef]
- Hussein, M.A.; Adesina, A.Y.; Kumar, A.M.; Sorour, A.A.; Ankah, N.; Aqeeli, N.A. Mechanical, in-vitro corrosion, and tribological characteristics of TiN coating produced by cathodic arc physical vapor deposition on Ti20Nb13Zr alloy for biomedical application. Thin Solid Films 2020, 709, 138183. [Google Scholar] [CrossRef]
- Kowalski, S. The use of PVD coatings for anti-wear protection of the press-in connection elements. Coatings 2024, 14, 432. [Google Scholar] [CrossRef]
- Wang, D.Y.; Chang, C.L.; Hsu, C.H.; Lin, H.N. Synthesis of (Ti,Zr)N hard coatings by unbalanced magnetron sputtering. Surf. Coat. Technol. 2000, 130, 64–68. [Google Scholar] [CrossRef]
- Yang, S.; Cooke, K.; Sun, H.; Li, X.; Lin, K.; Dong, H. Development of advanced duplex surface systems by combining CrAlN multilayer coatings with plasma nitrided steel substrates. Surf. Coat. Technol. 2013, 236, 2–7. [Google Scholar] [CrossRef]
- Guski, V.; Verestek, W.; Schmauder, S. Microstructural simulations on CrAlN HPPMS coatings. Surf. Coat. Technol. 2022, 447, 128814. [Google Scholar] [CrossRef]
- Ding, X.Z.; Zeng, X.T. Structural, mechanical and tribological properties of CrAlN coatings deposited by reactive unbalanced magnetron sputtering. Surf. Coat. Technol. 2005, 200, 1372–1376. [Google Scholar] [CrossRef]
- Bobzin, K.; Kalscheuer, C.; Carlet, M.; Schmauder, S.; Guski, V.; Verestek, W.; Tayyab, M. 3D deformation modeling of CrAlN coated tool steel compound during nanoindentation. Surf. Coat. Technol. 2023, 453, 129148. [Google Scholar] [CrossRef]
- Xu, X.; Li, W.; Wan, B.; Jin, S.; Chen, K.; Su, F. Extremely improved the corrosion resistance and anti-wear behavior of aluminum alloy in 3.5% NaCl solution via amorphous CrAlN coating protection. Corr. Sci. 2024, 230, 111952. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A.; Myslinski, P.; Dobruchowska, E.; Murzynski, D.; Kuznetsova, T. Effect of silicon concentration on the properties of Al-Cr-Si-N coatings deposited using cathodic arc evaporation. Materials 2020, 13, 4717. [Google Scholar] [CrossRef] [PubMed]
- Ding, J.; Zhang, T.; Yun, J.M.; Kang, M.C.; Wang, Q.; Kim, K.H. Microstructure, mechanical, oxidation and corrosion properties of the Cr-Al-Si-N coatings deposited by a hybrid sputtering system. Coatings 2017, 7, 119. [Google Scholar] [CrossRef]
- Chen, M.; Chen, W.; Cai, F.; Zhang, S.; Wang, Q. Structural evolution and electrochemical behaviors of multilayer Al-Cr-Si-N coatings. Surf. Coat. Technol. 2016, 296, 33–39. [Google Scholar] [CrossRef]
- Teles, V.C.; Mello, J.D.B.; Silva, W.M., Jr. Abrasive wear of multilayered/gradient CrAlSiN PVD coatings: Effect of interface roughness and of superficial flaws. Wear 2017, 376–377, 1691–1701. [Google Scholar] [CrossRef]
- Fernandes, C.; Carvalho, S.; Rebouta, L.; Vaz, F.; Denannot, M.F.; Pacaud, J.; Riviére, J.P.; Cavaleiro, A. Effect of the microstructure on the cutting performance of superhard (Ti,Si,Al)N nanocomposite films. Vacuum 2008, 82, 1470–1474. [Google Scholar] [CrossRef]
- Lin, J.; Moore, J.J.; Wang, J.; Sproul, W.D. High temperature oxidation behavior of CrN/AlN superlattice films. Thin Solid Films 2011, 519, 2402–2408. [Google Scholar] [CrossRef]
- Hsu, C.H.; Lin, C.Y.; Chen, J.X. Wear and corrosion performance of Ti-6Al-4V alloy arc-coated TiN/CrN nano-multilayer film. Metals 2023, 13, 907. [Google Scholar] [CrossRef]
- Hsu, C.H.; Chen, H.W.; Lin, C.Y.; Hu, S.H. Effect of N2/Ar ratio on wear behavior of multi-element nitride coatings on AISI H13 tool steel. Materials 2024, 17, 4748. [Google Scholar] [CrossRef] [PubMed]
- He, Y.; Wang, X.; Guo, T.; Gao, K.; Pang, X. Crystal interface-enhanced thermal stability of CrAlN/SiNx multilayer films. Surf. Coat. Technol. 2022, 445, 12872. [Google Scholar] [CrossRef]
- Auger, M.A.; Sanchez, O.; Ballesteros, C.; Jergel, M.; Frutis, M.A.; Falcony, C. TiN/AlN bilayers and multilayers grown by magnetron co-sputtering. Thin Solid Films 2003, 433, 211–216. [Google Scholar] [CrossRef]
- Heinke, W.; Leyland, A.; Matthews, A.; Berg, G.; Friedrich, C.; Broszeit, E. Evaluation of PVD nitride coatings, using impact, scratch and Rockwell-C adhesion tests. Thin Solid Films 1995, 270, 431–438. [Google Scholar] [CrossRef]
- Oliver, W.C.; McHargue, C.J. Characterizing the hardness and modulus of thin films using a mechanical properties microprobe. Thin Solid Films 1988, 161, 117–122. [Google Scholar] [CrossRef]
- Musil, J.; Kunc, F.; Zeman, H.; Polakova, H. Relationships between hardness, Young’s modulus and elastic recovery in hard nanocomposite coatings. Surf. Coat. Technol. 2002, 154, 304–313. [Google Scholar] [CrossRef]
- Tang, J.F.; Lin, C.Y.; Yang, F.C.; Chang, C.L. Influence of nitrogen content and bias voltage on residual stress and the tribological and mechanical properties of CrAlN films. Coatings 2020, 10, 546. [Google Scholar] [CrossRef]
- PalDey, S.; Deevi, S.C. Single layer and multilayer wear resistant coatings of (Ti,Al)N: A review. Mater. Sci. Eng. A 2003, 342, 58–79. [Google Scholar] [CrossRef]
- Hsu, C.H.; Lee, C.C.; Ho, W.Y. Filter effects on the wear and corrosion behaviors of arc deposited (Ti,TiAl)N coatings for application on cold-work tool steel. Thin Solid Films 2008, 516, 4826–4832. [Google Scholar] [CrossRef]
- Momeni, S.; Tillmann, W. Investigation of the self-healing sliding wear characteristics of NiTi-based PVD coatings on tool steel. Wear 2016, 368–369, 53–59. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Mg | Fe |
|---|---|---|---|---|---|---|
| 3.48 | 2.83 | 0.25 | 0.06 | 0.04 | 0.04 | Bal. |
| Parameter | Value |
|---|---|
| Two targets | Cr (99.5%) and Al-Si (88:12%) |
| Working pressure (Torr) | 2 × 10−2 |
| Gas flow ratio (Ar/N2) | 2 (S1), 2.5 (S2), and 3 (S3) |
| Cathode current (A) | 60 |
| Substrate bias (V) | –100 |
| Ar+ Bombardment (V) | –700 |
| Substrate temperature (°C) | 250 |
| Rotation speed of carrier (rpm) | 4 |
| Distance between target and substrate (mm) | 150 |
| Deposition time (min) | 55 |
| Specimen | Cr | Al | Si | N |
|---|---|---|---|---|
| S1 | 23.4 | 26.5 | 2.8 | 47.3 |
| S2 | 24.5 | 27.7 | 3.1 | 44.7 |
| S3 | 25.8 | 29.7 | 3.6 | 40.9 |
| Specimen | Hardness (GPa) | Elastic Modulus (GPa) | H/E |
|---|---|---|---|
| S1 | 13.3 ± 0.3 | 206 ± 3 | 0.064 ± 0.004 |
| S2 | 11.6 ± 0.4 | 189 ± 4 | 0.061 ± 0.002 |
| S3 | 8.5 ± 0.6 | 163 ± 6 | 0.052 ± 0.006 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsu, C.-H.; Chen, H.-W.; Lin, C.-Y.; Chang, Z.-H. Improvement in Surface Hardness and Wear Resistance of ADI via Arc-Deposited CrAlSiN Multilayer Films. Materials 2025, 18, 2107. https://doi.org/10.3390/ma18092107
Hsu C-H, Chen H-W, Lin C-Y, Chang Z-H. Improvement in Surface Hardness and Wear Resistance of ADI via Arc-Deposited CrAlSiN Multilayer Films. Materials. 2025; 18(9):2107. https://doi.org/10.3390/ma18092107
Chicago/Turabian StyleHsu, Cheng-Hsun, Hong-Wei Chen, Chun-Yin Lin, and Zhe-Hong Chang. 2025. "Improvement in Surface Hardness and Wear Resistance of ADI via Arc-Deposited CrAlSiN Multilayer Films" Materials 18, no. 9: 2107. https://doi.org/10.3390/ma18092107
APA StyleHsu, C.-H., Chen, H.-W., Lin, C.-Y., & Chang, Z.-H. (2025). Improvement in Surface Hardness and Wear Resistance of ADI via Arc-Deposited CrAlSiN Multilayer Films. Materials, 18(9), 2107. https://doi.org/10.3390/ma18092107