
The Effects of Biomass Combustion Ash and Lignin on the Properties of Cement Mortars and Their Environmental Impact



Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
- BCA waste, from bottom sand, with the code 10 01 01, generated in a fluidized bed boiler from the combustion of 100% biomass, without coal dust [12]. This partially replaces quartz sand, in a proportion ranging from 5% in the first formula to 20% in the fourth formula. Waste material obtained from Enea Elektrownia Połaniec S.A., 28-230 Połaniec, Poland.
- WL is produced by the sulfite digestion process, which involves treating woodchips with sulfur dioxide. The woodchips are first boiled in a mixture of water, sulfur dioxide, and calcium hydroxide to break down the lignin. The resulting pulp is then washed, and sodium lignosulphonate is extracted by filtering and evaporating the spent sulfite lye [13,14]. In building materials, WL acts as a plasticizer and water regulator, improving the workability, plasticity, and flexibility of the mixture, which increases the strength of the material. Its content ranges from 0 to 4% [9]. Waste material obtained from Proexport Chemicals, importer of concrete admixtures.
2.2. Methods
2.2.1. Configuration of Mortar Formulations
2.2.2. Preparation Process
2.2.3. Oil Number Test
2.2.4. Testing of Mortar Properties
- Consistency determination: The Navikow fall cone method is a test conducted with an apparatus designed to determine the consistency of construction mortars, following EN-12350-2 [18]. The principle of the test is to determine the depth of immersion of the measuring cone in the mortar, measured in centimeters along the cone’s surface.
- Adhesion to substrate: This test aims to assess the material’s ability to adhere to different substrates, such as concrete. This is crucial for repair and finishing products. The tests were carried out on polystyrene (EPS) board substrates and standard concrete substrates, complying with EAD 040083-00-0404, Section 2.2.11.2. and Section 2.2.11.3 [17]. The tests were carried out on EPS Thermo Fasada Extra 038 (TR 100), Arsanit producer polystyrene boards, using the formulations developed, conditioned for 28 days under laboratory conditions of 23 °C and ±50%HR.
- Bending and shear strength: These tests measure the mechanical properties of a material, i.e., its ability to withstand bending and compressive loads. This is important to ensure adequate load-bearing capacity and stability of a structure. The tests were carried out according to EN 998-1:2016-12 [19], on conditioned beams under laboratory conditions of 23 °C and ±50%HR, with the beams subjected to bending and compression using a test press.
2.2.5. Leachability of Contaminants from Building Materials—Relevance of Leachability Testing
2.2.6. Volatile Compound Emissions and Their Significance
2.2.7. Carbon Footprint Estimated Using Life Cycle Assessment (LCA) Software
- The production and supply of raw materials (Module A1);
- The mixing process (optional addition of energy consumption) (Module A2);
- Emissions resulting from the production of materials (Module A3).
3. Mechanical and Technological Performance of Cement Mortars
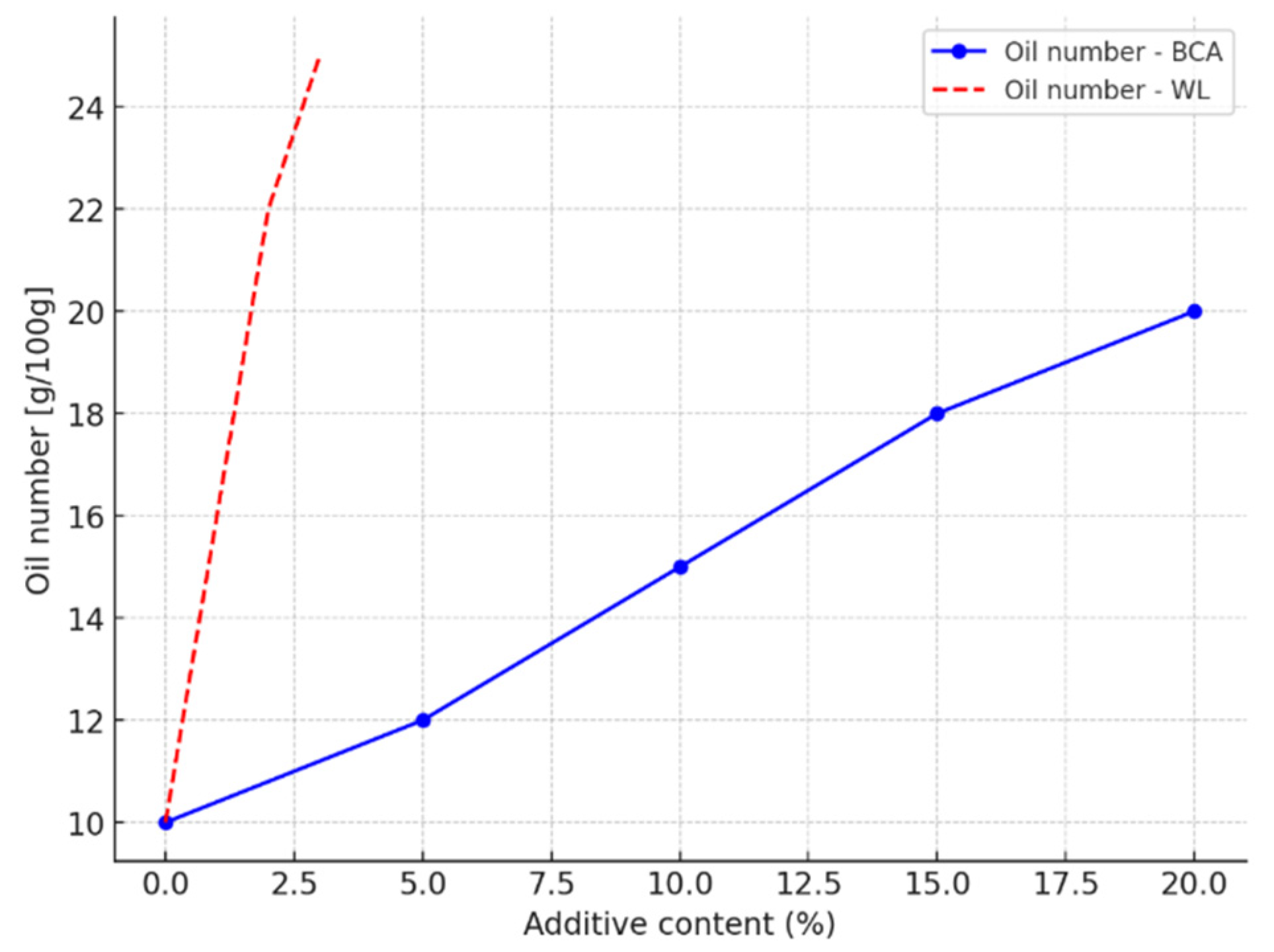
3.1. Determination of the Oil Number
3.2. Mortar Properties
3.2.1. Water Absorption Capacity—BCA and Oil Number

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient | F0 | F1 | F2 | F3 | F4 | Requirement [17,19] |
|---|---|---|---|---|---|---|
| Water–cement ratio (water to cement ratio by oil number) | 0.21 | 0.22 | 0.24 | 0.25 | 0.26 | |
| Consistency (Navikow) | 6.5 | 7 | 7 | 7 | 7 | 6.5–7.5 |
| Adhesion to EPS | 0.11 | 0.11 | 0.09 | 0.07 | 0.06 | ≥0.08 MPa |
| Adhesion to concrete substrate | 0.3 | 0.28 | 0.25 | 0.15 | 0.12 | ≥0.25 MPa |
| Adhesion to EPS at +5 °C (EPS) | 0.11 | 0.11 | 0.09 | 0.07 | 0.06 | ≥0.08 MPa |
| Adhesion to concrete substrate +5 °C (EPS) | 0.29 | 0.28 | 0.25 | 0.13 | 0.1 | ≥0.25 MPa |
| Flexural strength | 6.4 | 5.5 | 5.5 | 5.2 | 4.6 | Declared value |
| Compressive strength | 25.5 | 24.6 | 23.0 | 21.8 | 20.5 | (≥20 MPa) EN 1015-11:2001+A1:2007 |
3.2.2. Influence on Consistency (Navikow)—Research Findings
3.2.3. Adhesion to EPS (Polystyrene Foam)—Requirement ≥0.08 MPa
3.2.4. Adhesion to Concrete Substrate—Requirement ≥ 0.25 MPa
3.2.5. Flexural Strength—Declared Value
3.2.6. Compressive Strength—Requirement ≥20 MPa
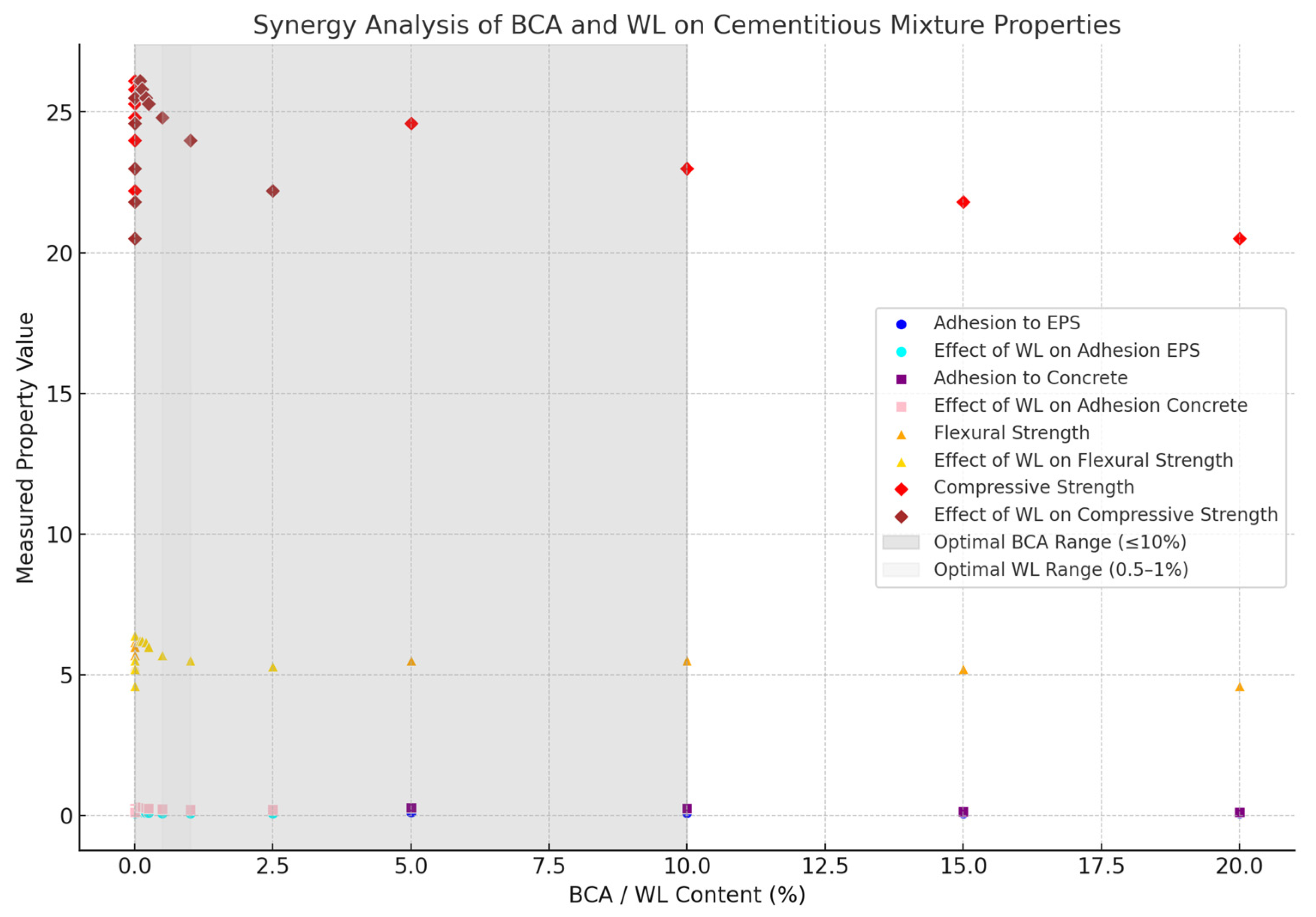
3.3. Synergy of the Addition of Fly Ash from Biomass Combustion and Lignin to Produce a Mortar That Meets the Requirements of European Standards
- BCA effects: BCA has a negative effect on all properties (except for a slight positive effect on EPS adhesion). It has a strong negative effect on compressive strength (−2.29 × 10−9), indicating that increasing BCA leads to a significant decrease in strength [42].
- WL effects: WL positively affects adhesion to EPS and concrete. It improves adhesion more effectively than BCA. It negatively affects flexural and compressive strength when it exceeds 1%, probably due to over-saturation [42].
- BCA reduces strength and adhesion as its content increases.
- WL improves adhesion, but must be limited to 0.5–1% to prevent a decrease in strength.
4. Environmental Assessment of Cement Mortars
4.1. Contaminant Leachability
- Heavy metals (mercury, lead, cadmium, nickel, copper, zinc, selenium, molybdenum, antimony);
- Sulfates;
- Chlorides;
- Dissolved salts (TDS);
- Organic pollutants (DOC).
4.1.1. Contaminant Leachability of Mortars Containing BCA
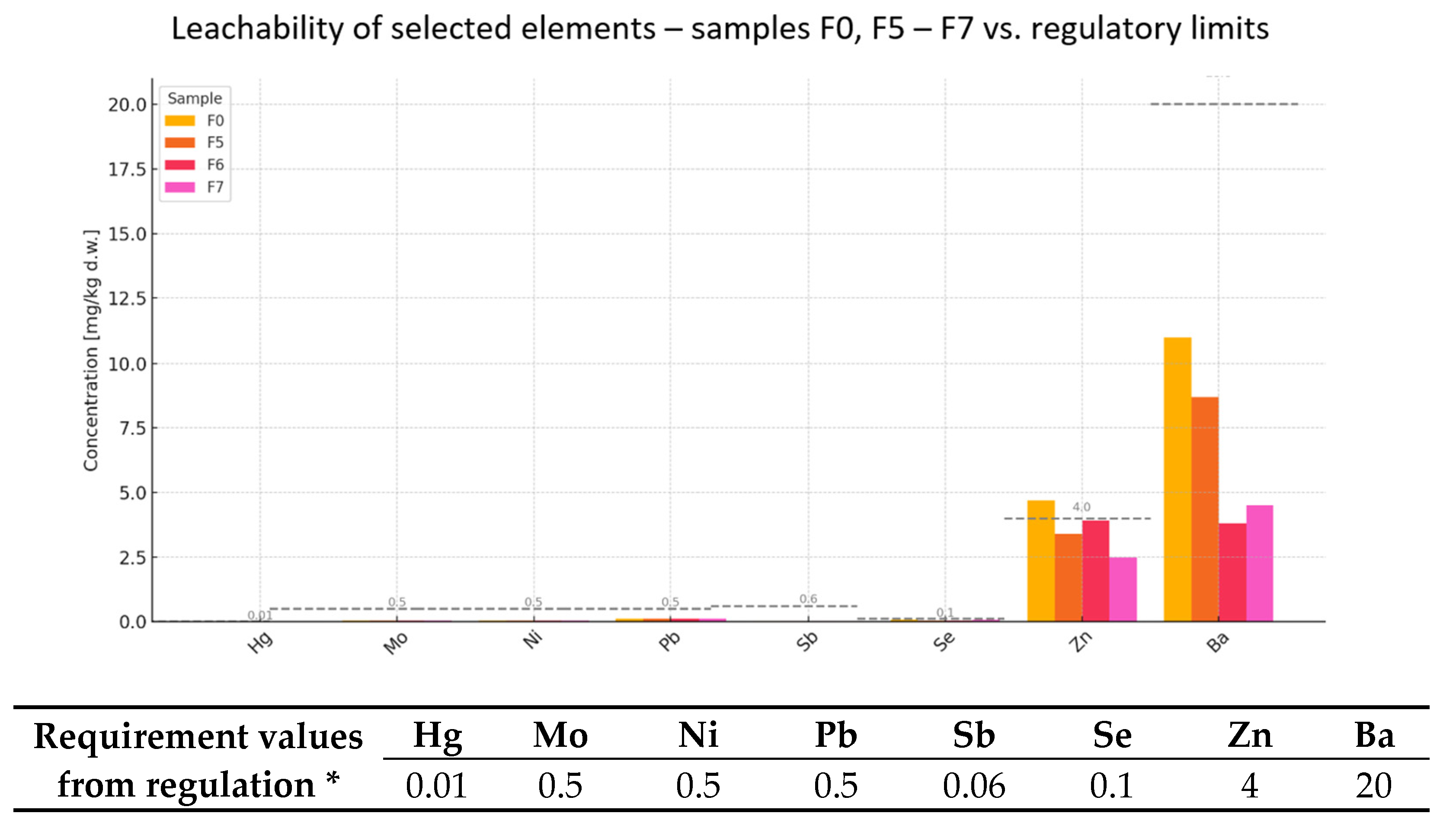
- Trace Metals Below Technologically Acceptable Limits (Figure 3)
- Mercury (Hg): detected at 0.01 mg/kg in all samples—right at the limit, but not exceeding it.
- Mo, Ni, Pb, Sb: detected at 0.04–0.1 mg/kg, which is significantly lower than their respective thresholds.
- Selenium (Se): varied from 0.051 to 0.075 mg/kg (limit: 0.1 mg/kg).
- Barium (Ba): ranged between 8.6 and 11 mg/kg, below the 20 mg/kg limit.
- 2.
- Zinc (Zn)—Exceedance in Sample F0
- Sample F0 leached 4.7 mg/kg of zinc, exceeding the acceptable limit of 4.0 mg/kg.
- The leaching from samples F1 (3.7 mg/kg) and F2 (2.3 mg/kg) was within the permissible range.
- Excessive zinc can interfere with cement hydration, delaying setting and potentially compromising early strength development.
- It may also increase the porosity of the cement matrix, reducing long-term durability and increasing susceptibility to leaching.
- Blend sample F0 with F1 and F2 to dilute the zinc concentration to an acceptable level.
- Alternatively, restrict its use to non-structural applications, such as backfill materials or roadbed stabilizers.
- 3.
- Conclusions and Recommendations
- Samples F1 and F2 show strong potential as supplementary cementitious materials in cement production, especially as partial replacements for mineral additives.
- Sample F0, while chemically similar, requires zinc mitigation before full integration.
- Regular chemical monitoring and blending strategies are recommended to ensure regulatory compliance and performance consistency.
4.1.2. Contaminant Leachability of Mortars Containing WL
4.2. Results of VOC Testing
4.2.1. VOC Analysis for the Reference Sample
- Cyclohexasiloxane, dodecamethyl-(RT: 18.97–19.09 min)—a compound from the siloxane group, often used in industrial products.
- Cycloheptasiloxane, tetradecamethyl-(RT: 23.38–23.49 min)—another representative of the same group of compounds.
- Cyclooctasiloxane, hexadecamethyl-(RT: 26.73–26.84 min)—known for its wide use in the chemical and cosmetic industries.
- Cyclopentasiloxane, decamethyl-(RT: 14.14–14.22 min)—a typical component of industrial silicones.
- Hydrazinecarboxamide (CAS: 57-56-7)—a compound used in chemical synthesis processes (Figure 8).
- Acetic acid, hydrazide (CAS: 1068-57-1)—a potential by-product of chemical reactions (Figure 9).
- 5-Amino-2-methyl-2H-tetrazoles (CAS: 6154-04-7)—a compound used in the pharmaceutical and energy industries (Figure 10).
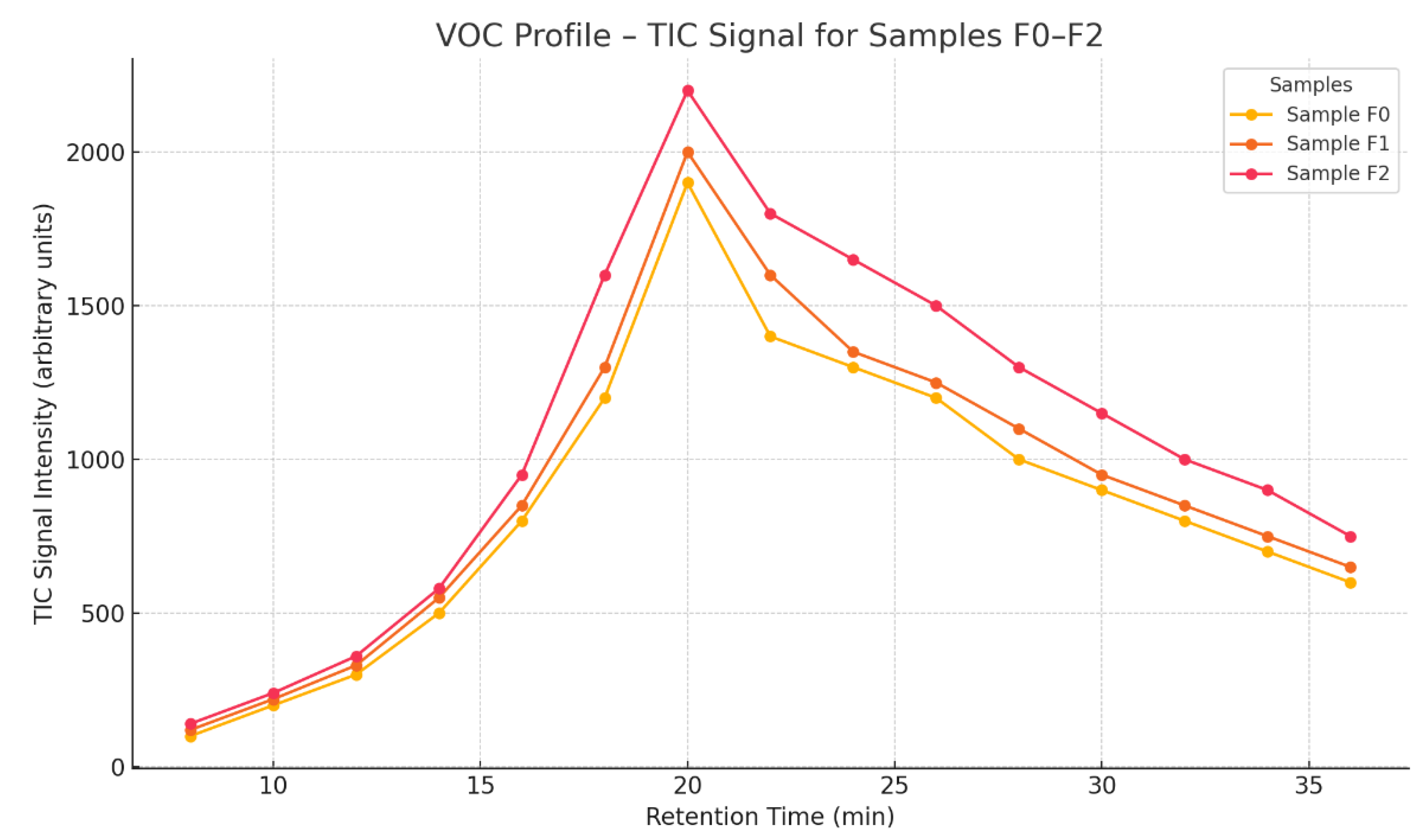
4.2.2. Comparison with Samples Containing BCA
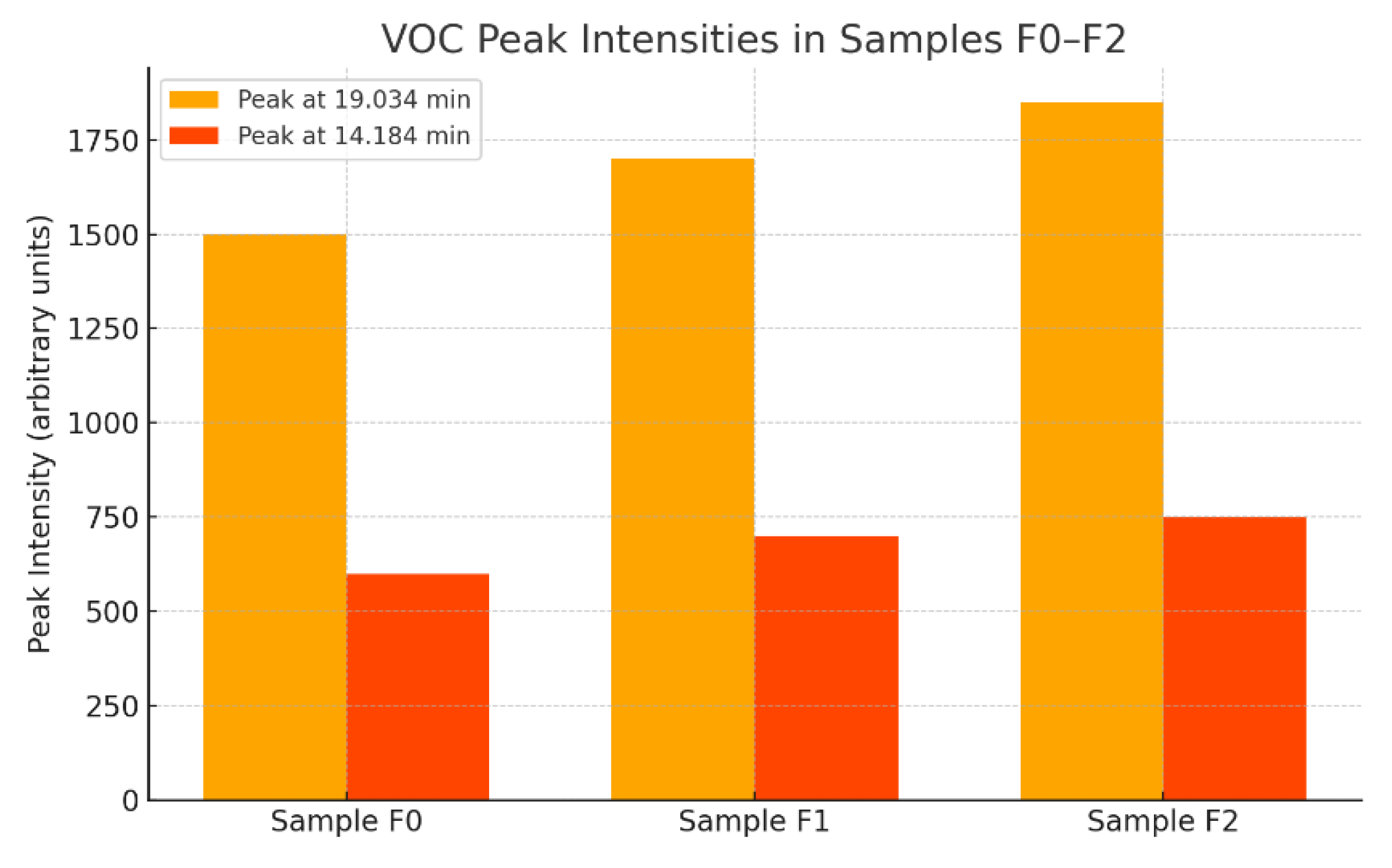
- F1 (average quantity of fly ash): The main compound detected was 2,5-Hexanedione (C6H10O2), with high intensity, suggesting increased presence of this compound compared to in sample F0.
- F2 (increased amount of fly ash): Increased amounts and intensities of hydrocarbon compounds and organic nitrogenous compounds were observed. The peak at 19.034 min (high intensity) indicates an increased content of volatile organic compounds associated with the ash.
- -
- 2.5-Hexanedione appeared in samples with fly ash (F1–F3), suggesting its presence as a product of combustion or interaction with ash.
- -
- Nitrogenous and nitro-organic compounds (e.g., nitrobenzene, tetrazoles) were only present in samples F2 and F3, which may suggest their formation by chemical reactions in the presence of more fly ash.
- -
- Boronic acid, diethyl-, and other boron compounds may originate from fly ash impurities or catalysts used in the combustion process.
- -
- Methylfurfural and Hydroxyacetone indicate the presence of biomass degradation products or organic residues in the sample.
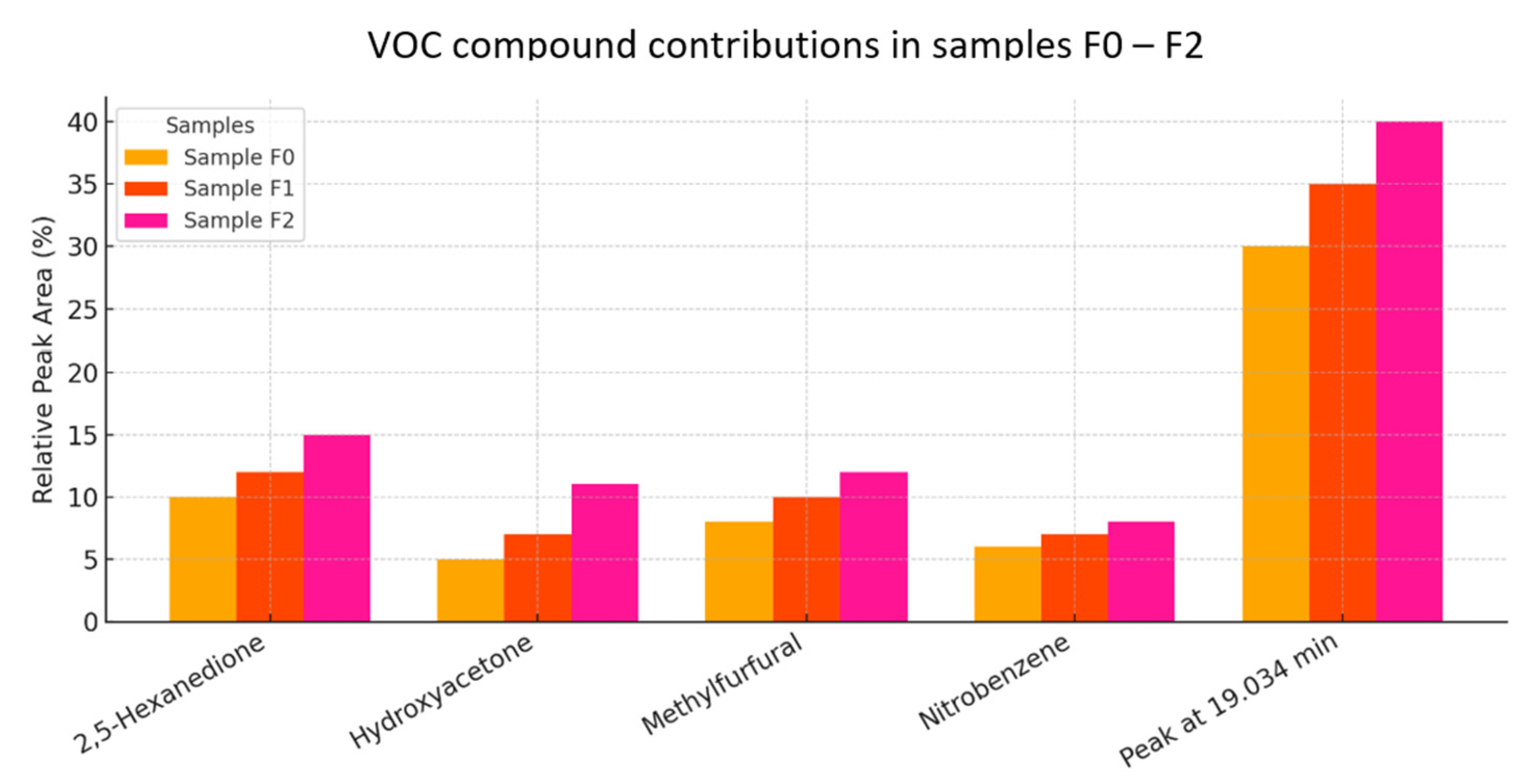
- Sample F2 consistently exhibits the highest relative peak areas across all compounds, indicating a higher VOC load and greater chemical diversity.
- The compound contributing the most in all samples is the unidentified peak at 19.034 min, reaching 40% in F2, followed by 35% in F1, and 30% in F0. This suggests a major shared VOC constituent with increasing intensity across the series.
- 2.5-Hexanedione, a potentially neurotoxic compound, also increases in abundance from F0 (10%) to F2 (15%), raising concerns about occupational exposure depending on application.
- Other oxygenated organics, like hydroxyacetone and methylfurfural, also follow the increasing trend, which may influence odor and environmental interactions.
- The peak at 19.034 min consistently shows the highest intensity, confirming its dominant role in the VOC profile.
- Sample F2 exhibits the highest VOC emission, while F0 remains the cleanest in terms of volatile output.
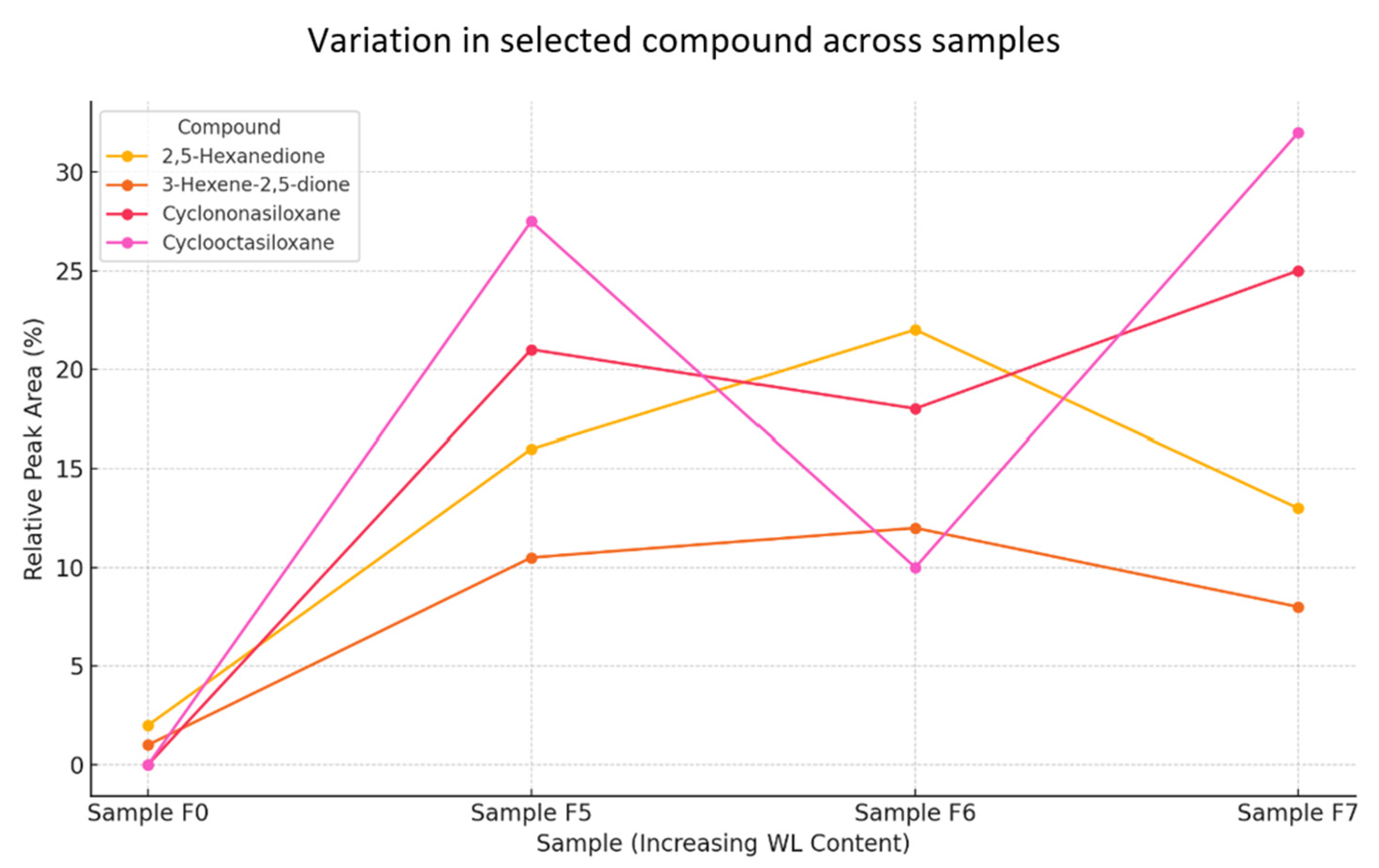
4.2.3. Comparison with Samples Containing WL
- The reference sample (F0) has a lower signal intensity compared to samples with sodium lignosulfonate.
- Samples F5–F7 show stronger and more pronounced peaks between 20 and 30 min, indicating the increased presence of volatile compounds.
- The highest intensity is recorded for F7, suggesting a higher concentration of specific compounds.
- Peak shifts across samples suggest that sodium lignosulfonate influences the composition and dynamics of volatile compound release.
4.2.4. Summary of VOC Tests
- A reference sample (without additives);
- Samples containing BCA;
- Samples containing sodium lignosulphonate (WL).
4.3. Results of the Carbon Footprint Calculations and Life Cycle Assessment (LCA) for the Samples with BCA and WL
4.3.1. Carbon Footprint Calculations
4.3.2. LCA Analysis
- Raw material extraction and processing (A1);
- Transportation of raw materials to the production site (A2);
- Product manufacturing (A3).
5. Limitations and Future Perspectives
5.1. Limitations of Biomass Combustion Ash (BCA)
5.2. Limitations of Sodium Lignosulphonate (WL)
5.3. Future Perspectives
6. Conclusions
- Future research should aim to do the following:
- Refine dosage strategies for optimal performance;
- Investigate VOC mitigation techniques (particularly for WL);
- Conduct long-term durability tests;
- Validate performance in real-world field applications;
- Explore synergistic formulations with other circular additives.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Perea-Moreno, M.A.; Samerón-Manzano, E.; Perea-Moreno, A.-J. Biomass as Renewable Energy: Worldwide Research Trends. Sustainability 2019, 11, 863. [Google Scholar] [CrossRef]
- Malico, I.; Pereira, R.N.; Gonçalves, A.C.; Sousa, A.M. Current status and future perspectives for energy production from solid biomass in the European industry. Renew. Sustain. Energy Rev. 2019, 112, 960–977. [Google Scholar] [CrossRef]
- Ryłko, I.; Komala, W.; Białowiec, A. Environmental Impact of Waste Biochar and Biomass Recycling in Sustainable Cement Composites. Analysis. Gaz Woda I Tech. Sanit. 2024. [Google Scholar] [CrossRef]
- Ryłko-Polak, I.; Komala, W.; Białowiec, A. The reuse of biomass and industrial waste in biocomposite construction materials for decreasing natural resource use and mitigating the environmental impact of the construction industry: A review. Materials 2022, 15, 4078. [Google Scholar] [CrossRef]
- Patel, R.; Babaei-Ghazvini, A.; Dunlop, M.J.; Acharya, B. Biomaterials-based concrete composites: A review on biochar, cellulose and lignin. Carbon Capture Sci. Technol. 2024, 12, 100232. [Google Scholar] [CrossRef]
- Ahmed, A. Assessing the effects of supplementary cementitious materials on concrete properties: A review. Discov. Civ. Eng. 2024, 1, 145. [Google Scholar] [CrossRef]
- Tosti, L.; van Zomeren, A.; Pels, J.R.; Damgaard, A.; Comans, R.N. Life cycle assessment of the reuse of fly ash from biomass combustion as secondary cementitious material in cement products. J. Clean. Prod. 2020, 245, 118937. [Google Scholar] [CrossRef]
- Mahajan, J.S.; Gottlieb, E.R.; Kim, J.M.; Epps, T.H., III. Toward Sustainable Materials: From Lignocellulosic Biomass to High-Performance Polymers. Acc. Mater. Res. 2025, 6, 316–326. [Google Scholar] [CrossRef] [PubMed]
- Popek, M. Making Mortar and Plaster and Concrete Mixes; Vocational training manual, Wyd.1; Reforma: Mexico City, Mexico, 2012; ISBN 978-83-02-14663-3. [Google Scholar]
- Ministry of Development and Technology. Amendment to the Act on Supporting Thermomodernization and Renovation Comes into Force—Ministry of Development and Technology—Portal Gov.pl. Available online: https://www.gov.pl/web/climate/first-results-of-thermomodernisation-projects-announced (accessed on 12 December 2024).
- Insulation Magazine. Low-Emission Cements in Dry Mixtures of Construction Chemistry—A Green Direction of Development. Available online: https://www.izolacje.com.pl/ (accessed on 12 December 2024).
- Elpologistyka. Material Safty Data Sheet fly Ash from Biomas Combustion. Available online: https://elpologistyka.pl/en/homepage/ (accessed on 12 December 2024).
- Lignincorp. Available online: https://www.lignincorp.com (accessed on 13 December 2024).
- Proexport. Sodium Lignosulfate Offer. Available online: https://proexport.pl/lignosulfonian-sodowy/ (accessed on 14 December 2024).
- EN 1015-3:1999; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (By Flow Table). CEN: Brussels, Belgium, 1999.
- Usta, M.C.; Yörük, C.R.; Hain, T.; Paaver, P.; Snellings, R.; Rozov, E.; Gregor, A.; Kuusik, R.; Trikkel, A.; Uibu, M. Evaluation of new applications of oil shale ashes in building materials. Minerals 2020, 10, 765. [Google Scholar] [CrossRef]
- EAD 040083-00-0404; European Technical Assessment of Construction Materials, Including Cement-Based Mixtures and Products Used in Renovation and Finishing Work. EOTA: Bruxelles, Belgium, 2019.
- EN 12350-2:2019; Cone Dropping Method Testing of Concrete Mixture—Part 2: Consistency Test by Cone Dropping. CEN: Brussels, Belgium.
- EN 998-1:2016-12; Mortar Requirements for Masonry—Part 1: Mortar for External and Internal Plastering. CEN: Brussels, Belgium, 2016.
- The Regulation of the Minister of the Economy of 16 July 2015 Defines the Criteria for Accepting Inert Waste at Landfills and Its Annex 2. Available online: https://isap.sejm.gov.pl/isap.nsf/DocDetails.xsp?id=WDU20150001277 (accessed on 14 December 2024).
- EN 12457/1-4; Compliance Test for Granular Waste Materials and Sludges. CEN: Brussels, Belgium, 2002.
- Piasecki, M.; Kostyrko, K.B.; Goljan, A. The ability to control VOC emissions from multilayer building materials. Appl. Sci. 2021, 11, 4806. [Google Scholar] [CrossRef]
- Kaikiti, K.; Stylianou, M.; Agapiou, A. Use of biochar for the sorption of volatile organic compounds (VOCs) emitted from cattle manure. Environ. Sci. Pollut. Res. 2021, 28, 59141–59149. [Google Scholar] [CrossRef]
- ISO 16000-3:2011; Indoor Air—Part 3: Determination of Formaldehyde and Other Carbonyl Compounds in Indoor Air and Test Chamber Air—Active Sampling Method. ISO: Geneva, Switzerland, 2011.
- NIST 2017; Mass Spectral Library. National Institute of Standards and Technology (NIST): Gaithersburg, MD, USA, 2017.
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2006.
- ISO 14067:2018; Greenhouse Gases—Carbon Footprint of Products—Requirements and Guidelines for Quantification. ISO: Geneva, Switzerland, 2018.
- EN 15804; Sustainability of Construction Works—Environmental Product Declarations—Core Rules for the Product Category of Construction Products. CEN: Brussels, Belgium, 2019.
- Wang, G.; Wei, Y.; Zhu, B.; Wang, J.; Chen, S.; Huang, S. Stress-strain relationship of biomass concrete with bamboo as coarse aggregates under uniaxial compression. J. Mater. Res. Technol. 2024, 32, 1011–1027. [Google Scholar] [CrossRef]
- Yosri, A.M.; Zaid, O.; Hamad, M. Valorization of engineered biochar to develop ultra-high-performance fiber-reinforced concrete with low carbon emission. J. Sustain. Cem. Based Mater. 2024, 13, 865–887. [Google Scholar] [CrossRef]
- Gour, C.P.; Dhurvey, P.; Shaik, N. Optimization and prediction of concrete with recycled coarse aggregate and bone China fine aggregate using response surface methodology. J. Nanomater. 2022, 2022, 2264457. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, Z.; Amin, M.N.; Ahmed, B.; Khan, K.; Arifeen, S.U.; Althoey, F. Foam concrete for lightweight construction applications: A comprehensive review of the research development and material characteristics. Rev. Adv. Mater. Sci. 2024, 63, 20240022. [Google Scholar] [CrossRef]
- Han, F.; Huang, K.; Wei, Y.; Han, J.; Xu, Y. The mechanical properties and water-reducing and retarding mechanism of a xylonic cement admixture. Materials 2023, 16, 7096. [Google Scholar] [CrossRef]
- ASTM C926; Standard Specification for Application of Portland Cement-Based Plaster. ASTM: West Conshohocken, PA, USA, 2017.
- Odzijewicz, J.I.; Wołejko, E.; Wydro, U.; Wasil, M.; Jabłońska-Trypuć, A. Utilization of ashes from biomass combustion. Energies 2022, 15, 9653. [Google Scholar] [CrossRef]
- Jaworska, B.; Stańczak, D.; Tarańska, J.; Jaworski, J. The influence of cement substitution by biomass fly ash on the polymer–cement composites properties. Materials 2021, 14, 3079. [Google Scholar] [CrossRef]
- Dhanapriya, V.P.; Thenmozhi, R. Mechanical properties of high-performance concrete by replacing cement with quaternary cementitious material with lignin as an additive material. Mater. Express 2023, 13, 159–169. [Google Scholar] [CrossRef]
- EN 1015-11:2001/A1; Test Methods for Mortars for Masonry. Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar. CEN: Brussels, Belgium, 2007.
- Teixeira, E.R.; Camões, A.; Branco, F.G.; Matos, J.C. Effect of Biomass Fly Ash on Fresh and Hardened Properties of High Volume Fly Ash Mortars. Crystals 2021, 11, 233. [Google Scholar] [CrossRef]
- ASTM C39; Compression Testing Concrete Cylinders. ASTM: West Conshohocken, PA, USA, 2019.
- Zheng, G.; Huang, J.; Diao, Y.; Ma, A.; Su, Y.; Jiao, C.; Chen, H. Experimental study on preparation and optimization of high-performance cement grouts mixed with chemical additives for capsule grouting technology. J. Mater. Res. Technol. 2022, 17, 1469–1484. [Google Scholar] [CrossRef]
- Pacheco, R.T.V. Unlocking Concrete’s Potential: A Comprehensive Guide to Admixtures and Their Impact on Construction. Res. Gate. Available online: https://www.researchgate.net/publication/378464866_Unlocking_Concrete’s_Potential_A_Comprehensive_Guide_to_Admixtures_and_Their_Impact_on_Construction (accessed on 15 December 2024).
- Bersch, J.D.; Flores-Colen, I.; Masuero, A.B.; Dal Molin, D.C. Photocatalytic TiO2-based coatings for mortars on facades: A review of efficiency, durability, and sustainability. Buildings 2023, 13, 186. [Google Scholar] [CrossRef]
- Rahaman, M.; Nayak, L.; Hussein, I.A.; Das, N.C. (Eds.) Polymer Nanocomposites Containing Graphene: Preparation, Properties, and Applications; Woodhead Publishing: Sawston, UK, 2021. [Google Scholar]
- Gleuwitz, F.R.; Sivasankarapillai, G.; Bentaleb, A.; Kohlhuber, N.; Laborie, M.P.G. Limitation and potential of lignin-assisted stabilisation of oriented liquid crystalline cellulosic mesophase. Giant 2025, 21, 100344. [Google Scholar] [CrossRef]
- Majka, T.M.; Pimentel, A.C.; Fernandes, S.; de Almeida, H.V.; Borges, J.P.; Martins, R. Experimental consideration of the effects of calcium lignosulfonate and tannic acid on the flammability and thermal properties of polylactide composites. Thermochim. Acta 2024, 737, 179769. [Google Scholar] [CrossRef]
- Le, D.L.; Salomone, R.; Nguyen, Q.T. Sustainability assessment methods for circular bio-based building materials: A literature review. J. Environ. Manag. 2024, 352, 120137. [Google Scholar] [CrossRef] [PubMed]
- Darweesh, H.H.M. Durability and chemical resistance of nanoparticles fly ash and silica fume belite cement pastes against sulfate and chloride aggressive media-Part II. NanoNEXT 2021, 2, 1–13. [Google Scholar]
- Maj, I. Management of fly ash from biomass combustion. Rynek Energii 2024, 175, 75–81. [Google Scholar]
- Luo, Z.; Song, H.; Huang, Y.; Jin, B. Recent advances on the uses of biomass alternative fuels in cement manufacturing process: A review. Energy Fuels 2024, 38, 7454–7479. [Google Scholar] [CrossRef]
- Ulewicz, M.; Jura, J.; Gnatowski, A. Cement Mortars Based on Polyamide Waste Modified with Fly Ash from Biomass Combustion—A New Material for Sustainable Construction. Sustainability 2024, 16, 3079. [Google Scholar] [CrossRef]
- Singh, A.; Yadav, B.P. Sustainable innovations and future prospects in construction material: A review on natural fiber-reinforced cement composites. Environ. Sci. Pollut. Res. 2024, 31, 62549–62587. [Google Scholar] [CrossRef]











| Ingredients | Reference Formula | F1 | F2 | F3 | F4 |
|---|---|---|---|---|---|
| [%] | [%] | [%] | [%] | [%] | |
| Cementitious mixture | 100 | 95 | 90 | 85 | 80 |
| BCA | 0 | 5 | 10 | 15 | 20 |
| Total: | 100 | 100 | 100 | 100 | 100 |
| Ingredients | Reference Formula | F5 | F6 | F7 | F8 | F9 | F10 | F11 | F12 |
|---|---|---|---|---|---|---|---|---|---|
| [%] | [%] | [%] | [%] | [%] | [%] | [%] | [%] | [%] | |
| Cementitious mixture | 100 | 99.9 | 99.87 | 99.8 | 99.75 | 99.5 | 99 | 97.5 | 96 |
| WL | 0 | 0.1 | 0.12 | 0.2 | 0.25 | 0.5 | 1 | 2.5 | 4 |
| Total: | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| Ingredient | F5 | F6 | F7 | F8 | F9 | F10 | F11 | F12 | Requirement [17,19] |
|---|---|---|---|---|---|---|---|---|---|
| Water–cement ratio (by oil number) | 0.21 | 0.215 | 0.22 | 0.23 | 0.24 | 0.24 | 0.25 | 0.25 | |
| Consistency (Navikow) | 6.5 | 7 | 7 | 7 | 7 | 7 | 7.5 | 8 | 6.5–7.5 |
| Adhesion to EPS | 0.11 | 0.12 | 0.09 | 0.08 | 0.08 | 0.07 | 0.65 | 0.06 | ≥0.08 MPa |
| Adhesion to concrete substrate | 0.3 | 0.29 | 0.28 | 0.24 | 0.22 | 0.21 | 0.2 | 0.19 | ≥0.25 MPa |
| Adhesion to EPS at +5 °C (EPS) | 0.1 | 0.11 | 0.09 | 0.08 | 0.08 | 0.07 | 0.06 | 0.05 | ≥0.08 MPa |
| Adhesion to concrete substrate +5 °C (EPS) | 0.28 | 0.25 | 0.22 | 0.2 | 0.2 | 0.2 | 0.18 | 0.17 | ≥0.25 MPa |
| Flexural strength | 6.2 | 6.2 | 6.15 | 6 | 5.7 | 5.5 | 5.3 | 5.2 | Declared value |
| Compressive strength | 26.1 | 25.8 | 25.5 | 25.3 | 24.8 | 24.0 | 22.2 | 21.7 | (≥20 MPa) EN 1015-11:2001+A1:2007 |
| Compound | CAS Number | Match Probability (%) |
|---|---|---|
| Cyclohexasiloxane, dodecamethyl- | 540-97-6 | 45.41 |
| Cycloheptasiloxane, tetradecamethyl- | 107-50-6 | 64.81 |
| Cyclooctasiloxane, hexadecamethyl- | 556-67-2 | 52.77 |
| Hydrazinecarboxamide | 57-56-7 | 45.41 |
| Acetic acid, hydrazide | 1068-57-1 | 29.58 |
| 5-Amino-2-methyl-2H-tetrazole | 6154-04-7 | 45.41 |
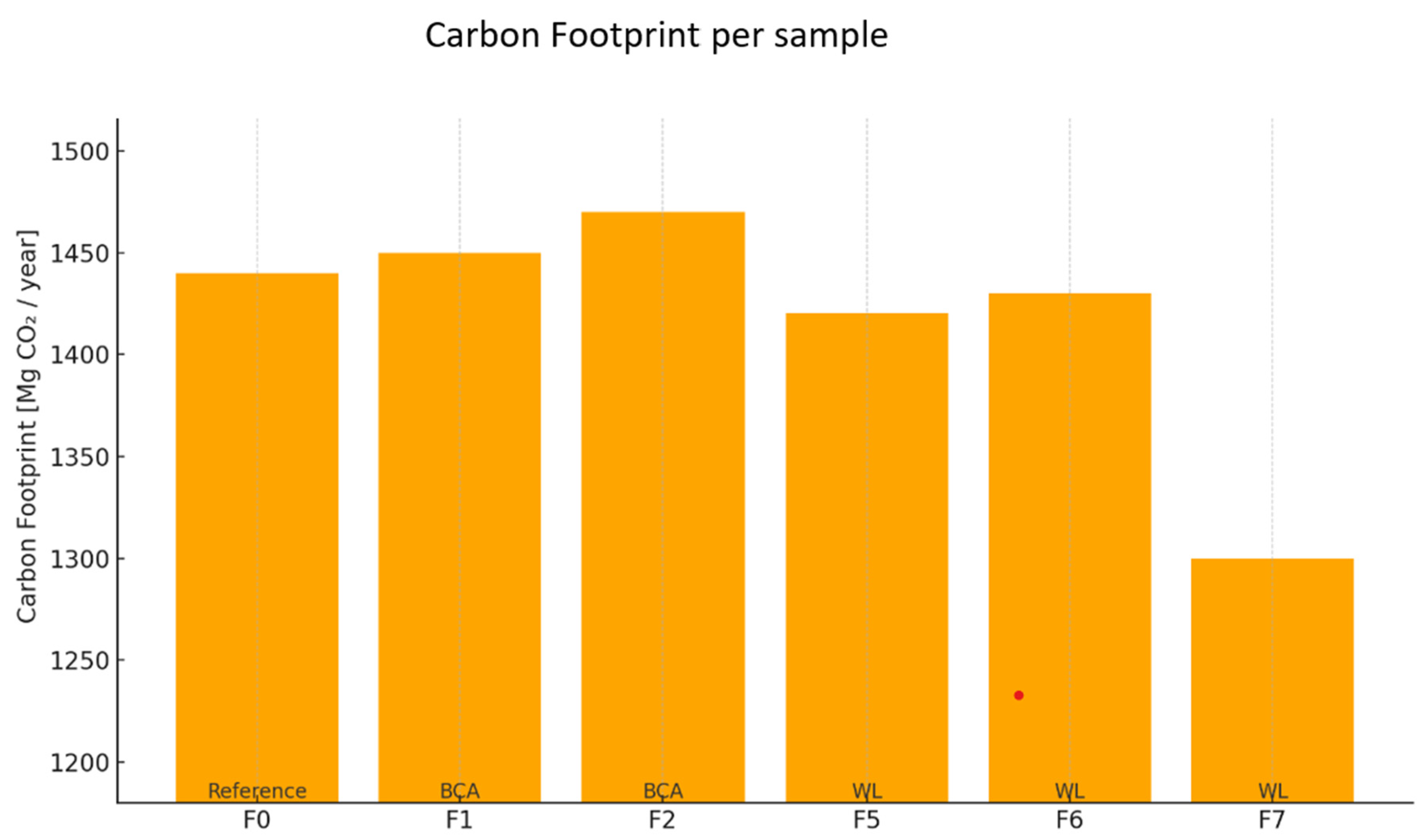
| Variant | Carbon Footprint [kg CO2/100 kg] | Carbon Footprint [Mg CO2/Year] | |
|---|---|---|---|
| (reference) | F0 | 27.23 | 1509.48 |
| BCA | F1 | 27.23 | 1509.65 |
| F2 | 27.24 | 1510.31 | |
| WL | |||
| F5 | 26.25 | 1455.51 | |
| F6 | 26.09 | 1446.50 | |
| F7 | 23.40 | 1297.53 |
| Variant | Carbon Footprint [Mg CO2/Year] | |
|---|---|---|
| (reference) | F0 | 1509.48 |
| BCA | F1 | 1509.65 |
| F2 | 1510.31 | |
| WL | F5 | 1455.51 |
| F6 | 1446.50 | |
| F7 | 1297.53 |
| Additive | Function/Effect | Advantages | Drawbacks |
|---|---|---|---|
| Biomass combustion ash (BCA) | Pozzolanic/filler | Reuses waste; moderate strength gain; potential CO2 reduction | High water demand; porosity; variable composition |
| Sodium lignosulphonate (WL) | Plasticizer/dispersant | Improves workability; renewable origin | High VOC emissions; strength reduction at high content |
| Fly ash | Pozzolanic | Improves durability and strength; widely studied | May affect early strength; regional availability |
| Metakaolin | Pozzolanic/reactive | Enhances early strength; improves chemical resistance | Cost; limited availability |
| Silica fume | Pozzolanic/densifier | Reduces permeability; increases strength | Workability issues; requires superplasticizers |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryłko, I.; Bobak, Ł.; Telega, P.; Białowiec, A. The Effects of Biomass Combustion Ash and Lignin on the Properties of Cement Mortars and Their Environmental Impact. Materials 2025, 18, 2086. https://doi.org/10.3390/ma18092086
Ryłko I, Bobak Ł, Telega P, Białowiec A. The Effects of Biomass Combustion Ash and Lignin on the Properties of Cement Mortars and Their Environmental Impact. Materials. 2025; 18(9):2086. https://doi.org/10.3390/ma18092086
Chicago/Turabian StyleRyłko, Iwona, Łukasz Bobak, Paweł Telega, and Andrzej Białowiec. 2025. "The Effects of Biomass Combustion Ash and Lignin on the Properties of Cement Mortars and Their Environmental Impact" Materials 18, no. 9: 2086. https://doi.org/10.3390/ma18092086
APA StyleRyłko, I., Bobak, Ł., Telega, P., & Białowiec, A. (2025). The Effects of Biomass Combustion Ash and Lignin on the Properties of Cement Mortars and Their Environmental Impact. Materials, 18(9), 2086. https://doi.org/10.3390/ma18092086