1. Introduction
The circular economy plays a key role in reusing and recycling waste materials to achieve net-zero waste. Various types of waste materials can be used in replacement of traditional/natural pavement materials to build sustainable transport infrastructures, thus saving natural resource consumption (i.e., mineral aggregates, bitumen and fillers) [
1,
2,
3,
4,
5] and limiting greenhouse gas emissions originated during landfill incineration, as well as during road constructions [
6,
7,
8]. Hence, pavements play a significant role in the sustainability potential within the global physical assets of road infrastructures [
9]. According to a waterproofing membrane market growth research report for the years 2023–2028, end-of-life roofing, walls, building structures, tunnels and bridges generate huge amounts of waterproofing membrane waste (MW) every year. However, the continuous growth rate of the waterproofing membrane market is also expected to produce a huge amount of landfill disposal [
10,
11].
In roofing systems, waterproofing membranes were first used in Europe in the 1960s and were also adopted in North America beginning in 1975. Waterproofing membranes generally consist of bitumen (waterproofing non-renewable agent), polymers (with elastomeric and/or plastomeric properties), glass/polyester fibers (acting as reinforcement), mineral granules (providing resistance against ultraviolet radiation), filler (to confer stiffness) and polypropylene foil (to avoid stickiness during storage of membranes) [
7,
12,
13]. Since waterproofing bituminous membranes contain more than 50% polymer-modified bitumen, the use of MW in asphalt mixtures (which cover approximately 90% of road pavements worldwide) can promote durable and sustainable flexible pavements while endorsing the circular economy as a valuable option [
8,
11,
14,
15,
16,
17,
18] while also considering the possible structural contribution of fibers.
MW can be generated during industrial production, installation of roofing system or at the end of service life [
19]. End-of-life wastes coming from roofing demolition (named also tear-off wastes) basically differ from the production and installation ones due to the possible presence of debris (plastic, wood, nails, etc.) and a slightly lower aggregate content (lost during service life). Moreover, tear-off MW contains harder and more viscous bituminous binder because of the weathering processes (aging, oxidizing, volatilization, etc.) suffered outdoors during the membranes’ service life [
12]. For these reasons, tear-off membrane waste with different characteristics can be available in the market in view of their original composition and as a function of their in-service life conditions.
Generally, there are two different types of polymer-modified bitumens used to produce waterproofing membranes, i.e., Styrene Butadiene Styrene (SBS)- and Atactic PolyPropylene (APP)-modified bitumen. SBS-modified bitumen in waterproofing membranes is used in colder regions due to its high elasticity and elongation, while APP-modified bitumen membranes are preferred in high-temperature climates due to their higher consistency at high temperature with respect to SBS-modified bitumen [
7]. In particular, the selected modification technology can be a key topic. Indeed, based on the designed service conditions, high-temperature stability or low-temperature ductility can be alternatively promoted by using APP- or SBS-modified bitumens, respectively. Typically, elastomeric SBS promotes deformation recovery and flexibility at low temperatures, reducing thermal cracking potential while maintaining adequate elasticity and stiffness at high temperatures (good rutting resistance). On the other hand, plastomeric APP generally increases stiffness (providing excellent high-temperature rutting resistance) with limited elasticity, being more prone to low-temperature cracking [
20,
21].
As a consequence, depending on the recycling dosage, MW type and composition can have a certain influence on the performance of the asphalt mixtures, and its compatibility with the selected virgin bitumen is also considered [
22]. For instance, based on material compatibility theory, Lu and Isacsson (1997) reported that recycled SBS-based membranes can be more compatible with SBS-modified virgin binders with respect to APP-modified compounds [
23]. Regardless of the binder type, the MW conversion in a valuable construction material is a relatively novel technique. Specific standards and requirements are not yet fully implemented in worldwide technical specifications delivered by agencies, authorities, contractors, etc. In turn, reference international technical standards are still lacking. In this perspective, the current research aims at demonstrating that given adequate selection and treatment procedures of MW (e.g., screening, shredding, blending, watering, etc.), MW-modified asphalt mixtures can perform similar to (or even better than) traditional hot-mix asphalts. This study is a part of a wider in-progress research project aimed at evaluating the possible reuse of MW within asphalt mixtures. In particular, the technical, economical and environment feasibility of recycling MW by-products will be assessed in order to effectively promote the circular economy. Since ready-to-use technical documents for such recycling practices are currently lacking, practical guidelines addressing the maximum allowed recycling rate, the correct recycling process and the needed adaptions for manufacturing, production, laying and compaction of MW-modified asphalt mixtures, as well as the expected performance of the real-scale recycled mixtures, are desirable.
Few studies in the literature exist in this regard. Indeed, Merine et al. assessed the potential of recycled roofing membranes in the laboratory in terms of rheology, stiffness, fatigue and permanent deformation resistance, preparing hot bituminous mixes also containing reclaimed asphalt [
18]. With respect to the control mix, those containing the membranes limited the high-temperature strain accumulation, being characterized by stiffer and more elastic bituminous blends. Additionally, some benefits associated with fatigue resistance were also observed. The sustainability and the ecological potential of MW recycling was also demonstrated in a recent study that performed a life cycle assessment on hot asphalt mixtures containing roofing wastes [
24]. The authors were able to estimate a more than 10% reduction in global warming impact indicators thanks to a 25% reduction of the virgin bitumen in the mixture as a result of MW inclusion. Moreover, a twenty-times reduction in the fuel consumption for the mixture production and a five-times decrease in the emissions were also calculated.
This paper’s structure consists of four main sections: after the Introduction, the research objectives and approach are detailed; then, the experimental activities (materials, specimens preparation and testing methods) are described; finally, the experimental outcomes are presented and discussed to draw related conclusions.
2. Objectives and Research Approach
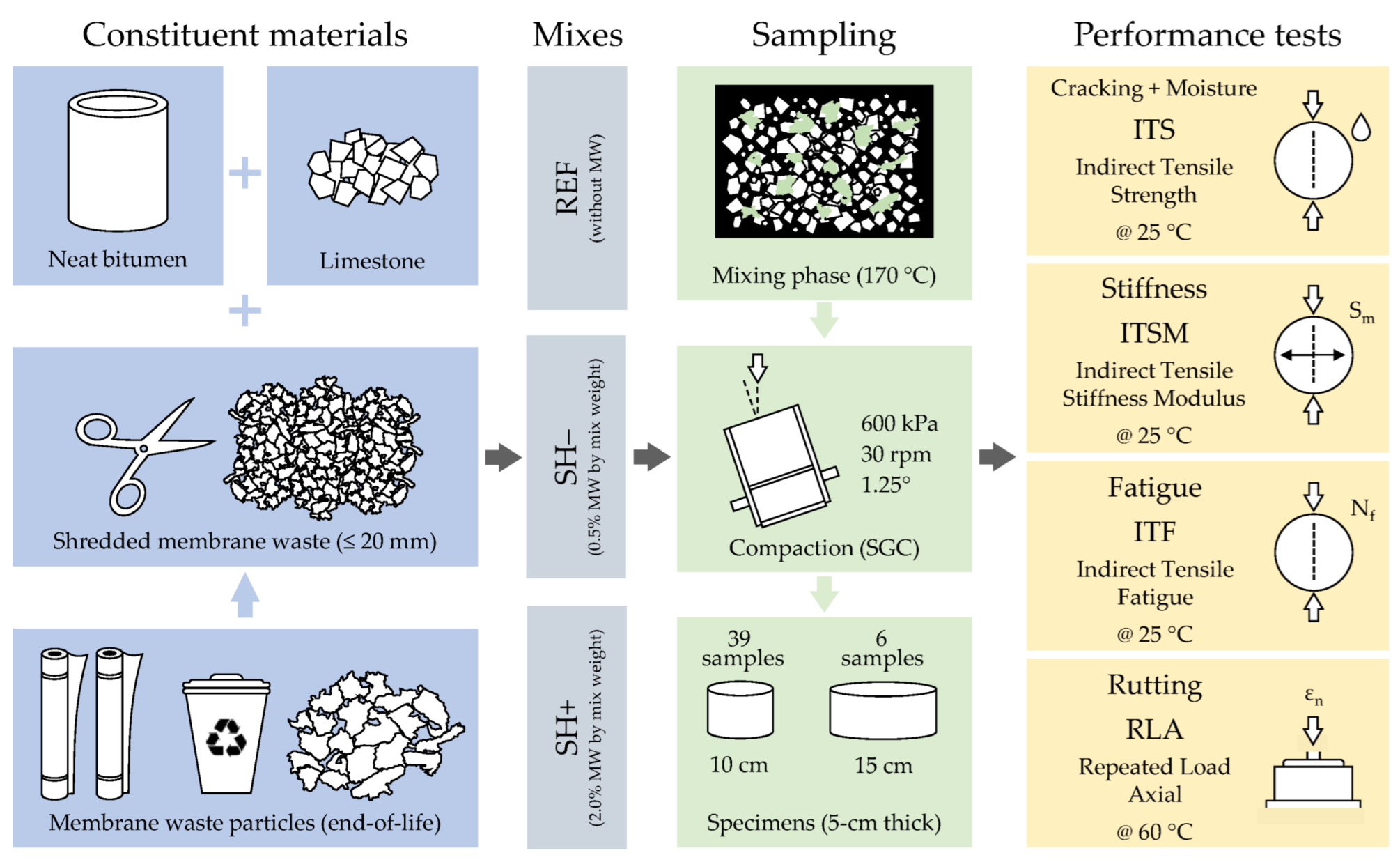
In this paper, a laboratory research study focusing on a comprehensive characterization of MW-modified asphalt mixtures is presented (end-of-life tear-off membranes). As previously stated, such experimentation is part of a wider research project about MW recycling in bituminous binders and mixtures to produce sustainable pavements by promoting the saving of valuable natural resources and material circularity [
25]. Here, the experimental findings related to two MW-modified mixtures are presented.
In particular, MW was dosed at 0.5% by mix weight and 2% by mix weight for the two mixes, respectively; these investigated mixtures were coded as SH− (0.5% by mix weight) and SH+ (2% by mix weight). An amount of 0.5% MW by mix weight corresponds to 10% by binder weight, which is the optimum MW content found in a preliminary study on wet MW-modified bituminous binders [
25], while 2% by mix weight was selected as the maximum allowable MW amount without mix design modification. A corresponding reference mix without MW was also tested for comparison purposes (mix coded as REF).
These mixes were subjected to different performance tests, i.e., Indirect Tensile Strength (ITS) tests in both dry and wet conditions, Indirect Tensile Stiffness Modulus (ITSM) and Indirect Tensile Fatigue (ITF) tests and Repeated Load Axial (RLA) tests, to determine their strength, moisture damage resistance, stiffness, fatigue resistance and resistance against permanent deformation, respectively.
4. Results and Discussion
The following subsections present the main experimental results and give related discussions about the investigated performance of materials. In this respect, it is worth specifying that all measurements had noticeable repeatability, as shown in
Table A1 (
Appendix A) with respect to the statistical acceptance of measures described in ASTM C670. Statistical analyses were run through Python (3.13.3 version).
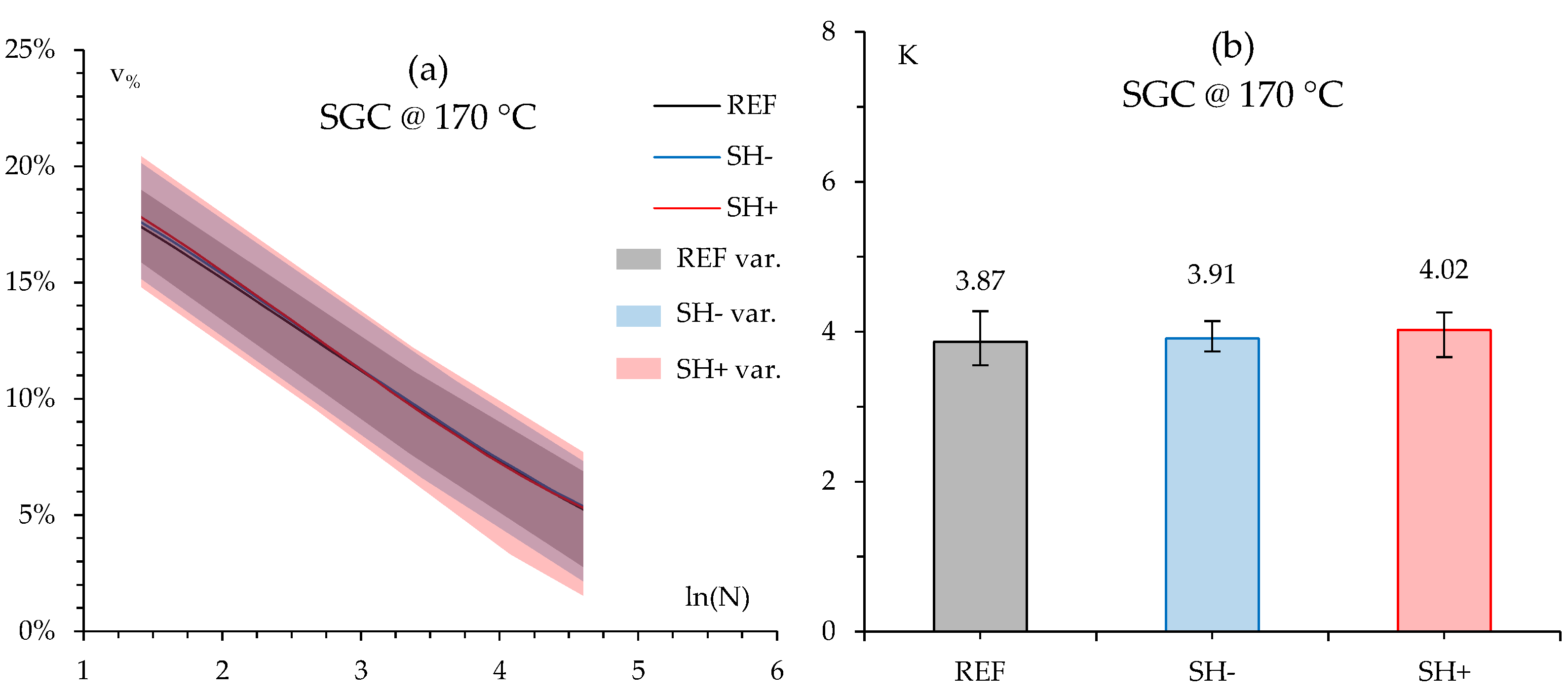
4.1. Compactability
Compaction through the SGC allowed the construction of compaction curves. According to EN 12697-10, such curves were obtained by plotting air voids (
v%) as a function of the natural logarithm of the number of gyrations
N; their slope identifies the compactability
K. Compaction curves as well as the corresponding slope (
K values) for both neat and MW-modified bituminous mixtures are shown in
Figure 3a and 3b, respectively. In
Figure 3a (as well as in all the following similar graphs), the continuous lines indicate the average results among the test replicates, whereas the corresponding colored areas represent the experimental data variability, i.e., the minimum and maximum measured values among the test replicates. In
Figure 3b, the error bars indicate the same experimental data variability.
It is worth noting that the addition of membrane waste (either high-quantity SH+ or low-quantity SH−) in bituminous mixtures does not seem to change the compaction behavior, since similar trends in the compaction curves (i.e., compactability) and final voids of the modified mixtures were observed with respect to the reference neat mixture, as confirmed also by the statistical analysis presented in
Table A2 and
Table A3 in
Appendix A. Based on Shapiro–Wilk tests (
Table A2) [
28], all data were normally distributed, allowing parametric testing (Shapiro–Wilk
p-value always above the established 0.05 threshold). Based on this result, an analysis of variance ANOVA at a 95% confidence level (
Table A3) was selected, demonstrating that differences between series were not statistically significant. Actually, since the multiple group comparison increases the risk of type error I (i.e., false positive) a Bonferroni correction [
29] was also applied to adjust the significance limit (new threshold equal to 0.025 as result of 0.05 divided by the two comparisons performed). Under this assumption, no statistical significance in the observed differences was again found (see further details in
Table A3).
Hence, it can be assumed that mixtures with a limited amount of MW (up to 2%) will exhibit acceptable workability during field compaction without arranging specific compaction protocols (i.e., higher temperature and/or rejuvenator/fluxant additions) while allowing desirable recycling of membrane waste.
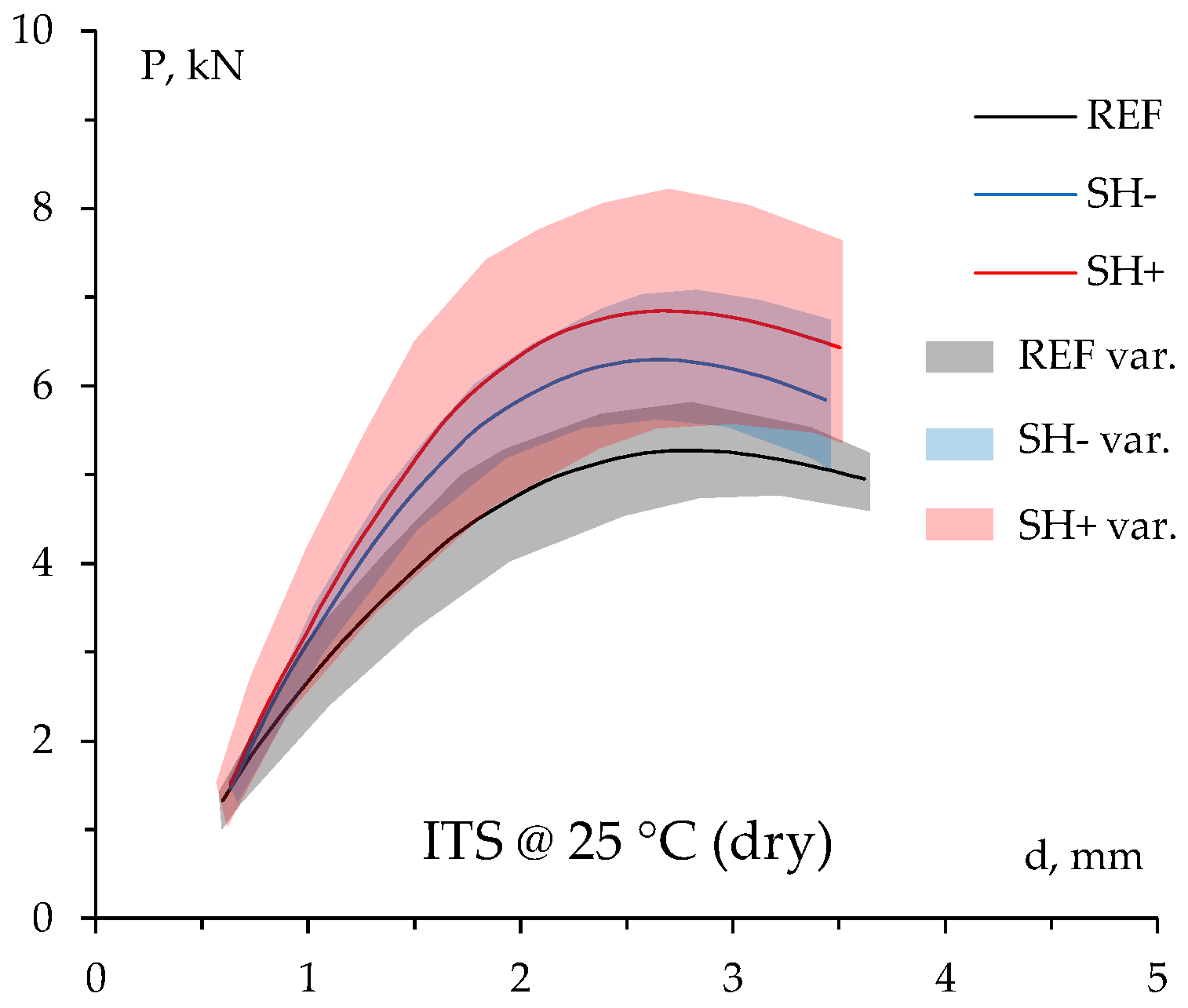
4.2. Tensile Strength
Figure 4 reports the experimental readings during ITS tests carried out at 25 °C on dry-conditioned samples, while the corresponding indirect tensile strengths are shown in the following
Figure 5. As previously explained, the colored areas indicate the minimum and maximum measured experimental data.
As can be observed, the addition of membrane waste led to enhanced indirect tensile strength of the bituminous mixtures (i.e., +20% in the case of 0.5% MW content and +35% in the case of 2% MW content, respectively); a higher ITS was observed in the case of SH+ specimens, likely due to the higher amount of aged (stiffer) bitumen in the mixture (tear-off end-of-life hard MW). Statistics (
Table A2 and
Table A3 in
Appendix A) indicate significant differences in the case of SH+. Such a finding was demonstrated by the ANOVA
p-value in the case of a corrected Bonferroni threshold (Shapiro–Wilk test again supported the analysis of variance). However, it is pointed out that such increased tensile strength is, in any case, acceptable based on common technical specifications [
26], which often establish a maximum limit of about 1.4–1.5 MPa in order to avoid excessive brittleness (likely due to the considerable amount of aged bitumen from RAP in the mixture). In fact, it is well recognized that strength in asphalt mixtures improves load-bearing capacity and reduces permanent deformation (e.g., rutting) even if it can lead to brittleness issues, especially under thermal or fatigue-loading conditions. Such a brittleness increases the risk of cracking, particularly in cold climates or under repeated traffic loading, as it reduces the ability to relax stress, thus promoting brittle fracture [
30].
It is also worth noting that the increase in strength detected in this experimental study is noticeably higher than that reported by other researchers in a previous study (i.e., +7%) investigating a similar wearing course mixture prepared with SBS-polymer-modified bitumen and containing 1% by mix weight of APP-based recycled bituminous membrane [
31]. Likely, this may be mainly due to the softer base bitumen characterizing the mixes investigated in the present study, which enhanced the stiffening effect of the APP-modified bitumen coming from the selected MW.
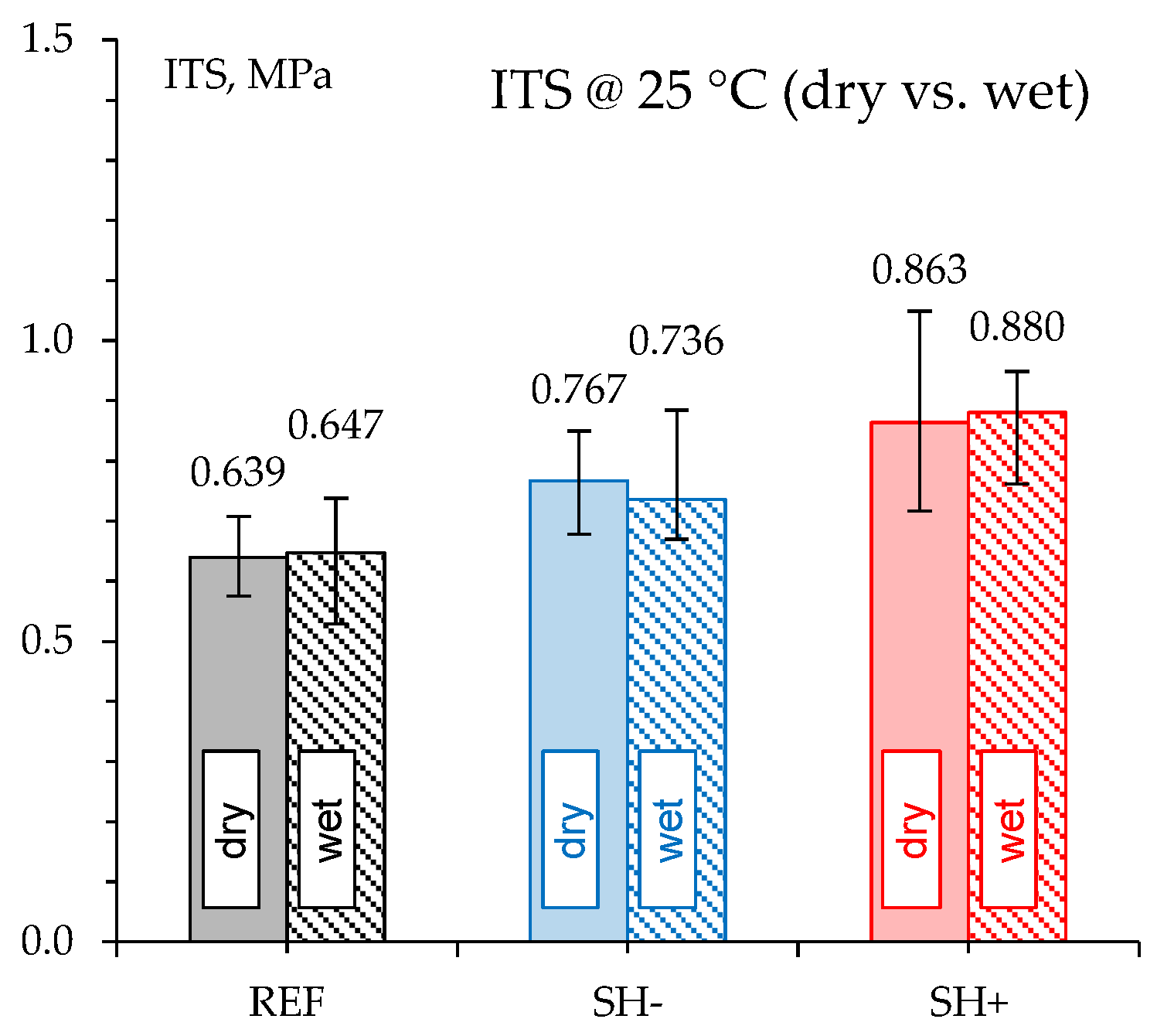
4.3. Moisture Resistance
Figure 5 depicts the average ITS values and error bars (min. and max. measured values) recorded at 25 °C in both dry and wet conditions (i.e., on specimens placed in a water bath at 40 °C for 72 h prior to testing).
As can be seen, the MW-modified mixes were characterized by higher strength in both dry and wet conditions regardless of the waste content. Moreover, all the tested mixtures revealed similar dry and wet ITS values that led to an ITSR value (i.e., the percentage ratio between ITS in wet condition and ITS in dry condition) close to 100%. It is worth noting that the slight differences observed in terms of average values are only due to the natural variability in fabricated specimens as demonstrated by the reported error bars. Indeed, this experimental finding suggested that the selected water conditioning did not affect the strength of the investigated materials, MW-modified mixes included. This indicates the feasibility of recycling the selected membrane waste into the investigated materials without affecting their durability.
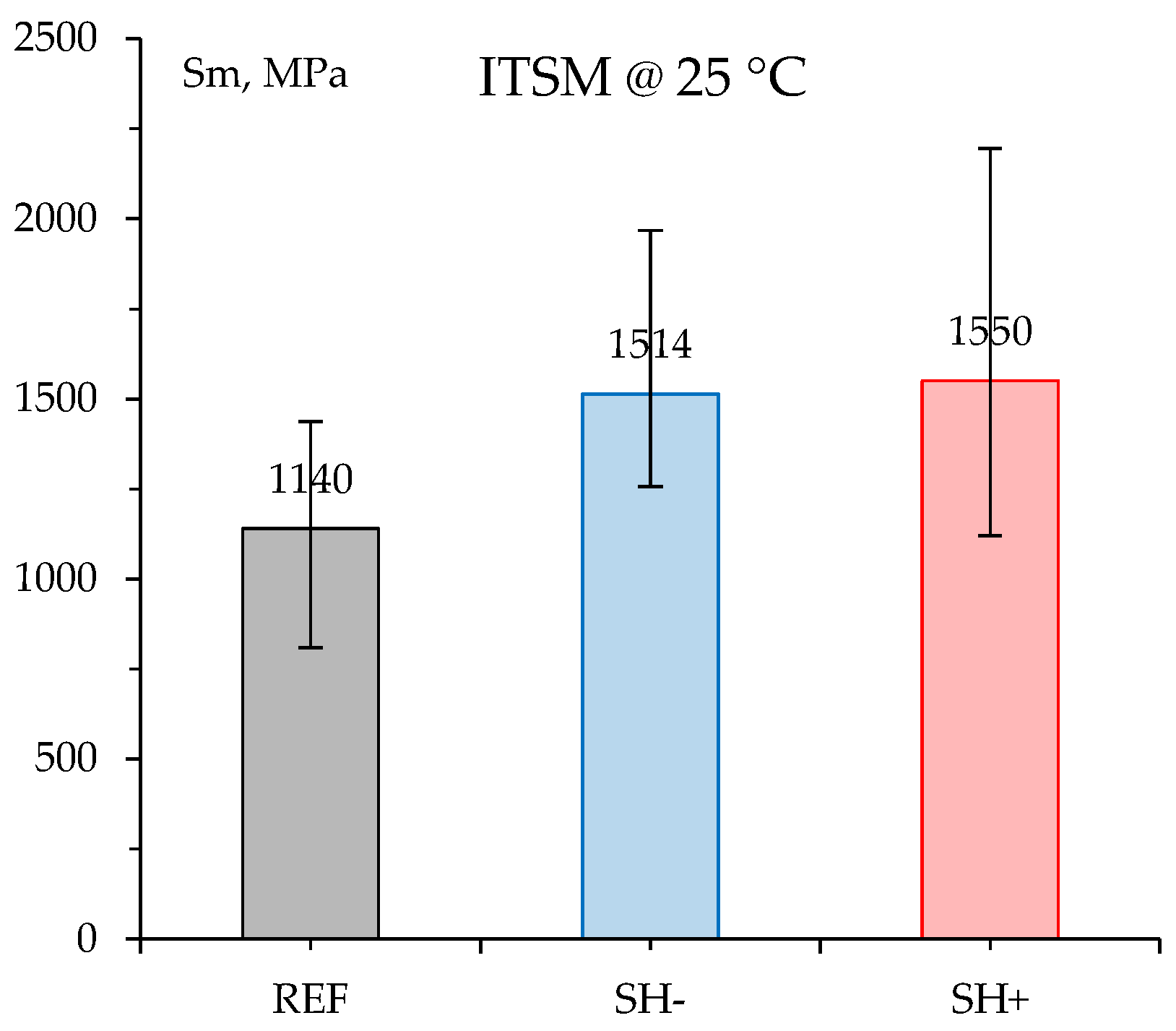
4.4. Stiffness
The stiffness properties measured in indirect tensile configuration at 25 °C are reported in
Figure 6 as average modulus values
Sm (again, error bars represent the min. and max. experimental data). According to the strength characteristics, the neat specimens showed clear lower stiffnesses than the MW-modified ones, even if high scattering of data was observed. ANOVA results with Bonferroni correction (
Table A3 in
Appendix A) confirmed the statistical significance of the highlighted differences (Shapiro–Wilk test in
Table A2 demonstrated again the reliability of ANOVA). Such a stiffness increase (≈+35%) can be ascribed to the hard aged binder provided to the mixes by the MW shreds. As already discussed, this fact surely helps load distribution within the pavement but could potentially reduce ductility and stress relaxation characteristics (brittle behavior), thus implying that high strength negatively affected the cracking resistance.
Here, it is also worth noting that the stiffness increase experienced by the investigated mixes is very similar to that showed in a previous Italian study where the surface mixture containing 1% recycled bituminous membrane exhibited about a 33% increase in the indirect tensile stiffness modulus with respect to the corresponding reference mixture [
32]. Furthermore, the experimental findings illustrated by Merine et al., who carried out four-point-bending cyclic tests on a mixture containing 3% recycled roof membrane and that was prepared with a 70/100 penetration bitumen, also confirm the noticeable stiffness increase obtained through MW addition in the case of a softer base binder in the reference mixture [
18].
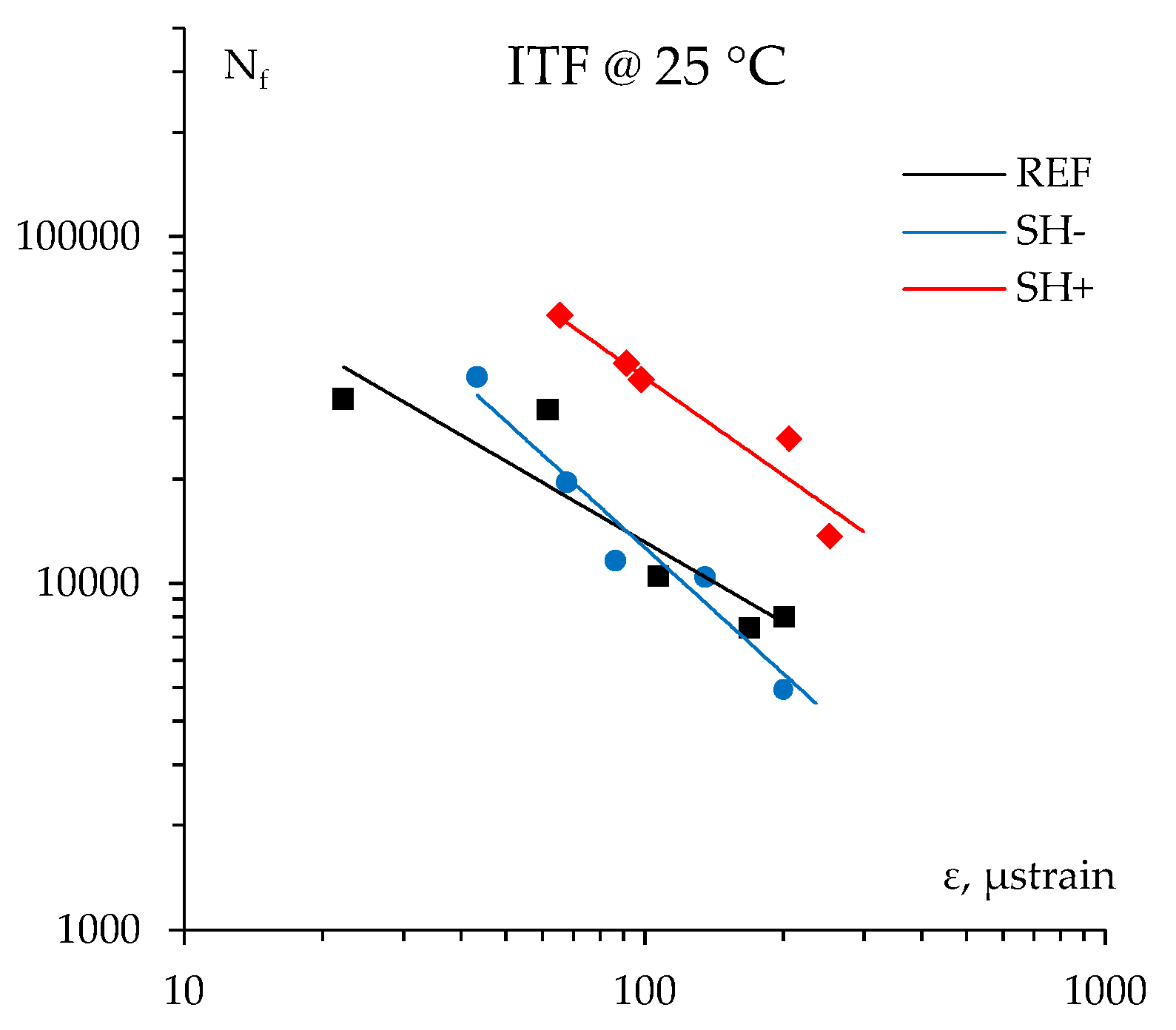
4.5. Fatigue Resistance
Figure 7 reports the fatigue lines of the investigated materials obtained by plotting the number of cycles to failure
Nf as a function of the initial strain level
ε from the corresponding stress-controlled indirect tensile fatigue tests. Since only five replicates were available while a consistent fatigue protocol commonly requests at least ten samples, the ITF outcomes should be read as a draft indication of the mixture’s long-term performance and durability. However, despite the few available specimens, good coefficients of determination (
R2) were found for each fatigue line (
Table 3), suggesting acceptable reliability.
Again, the presence of MW into asphalt mixtures led to increased performance, especially for the SH+ bituminous mix and at lower strain levels. On the other hand, due to a higher strain sensitivity, the REF mix outperformed SH− and was near SH+ at the higher initial strain levels. This specific behavior of SH+ can surely be ascribed to the presence of a notable amount of harder and more brittle MW bitumen in the asphalt mix. The presence of glass/polyester fibers coming from MW could also provide a positive contribution against cracking in the bituminous phase thanks to a better stress distribution in the mixtures. This likely hindered the expected ductility and crack relief issues, at least for the investigated test conditions. The described outcomes are also supported by the
ε6 values (strain corresponding to 1·10
6 cycles to failure) presented in
Table 3.
Finally, it is worth noting that similar outcomes are illustrated in a previous research study reporting slightly higher fatigue resistance and strain sensitivity (i.e., slope of the fatigue line) for MW-modified surface asphalt mixtures [
18].
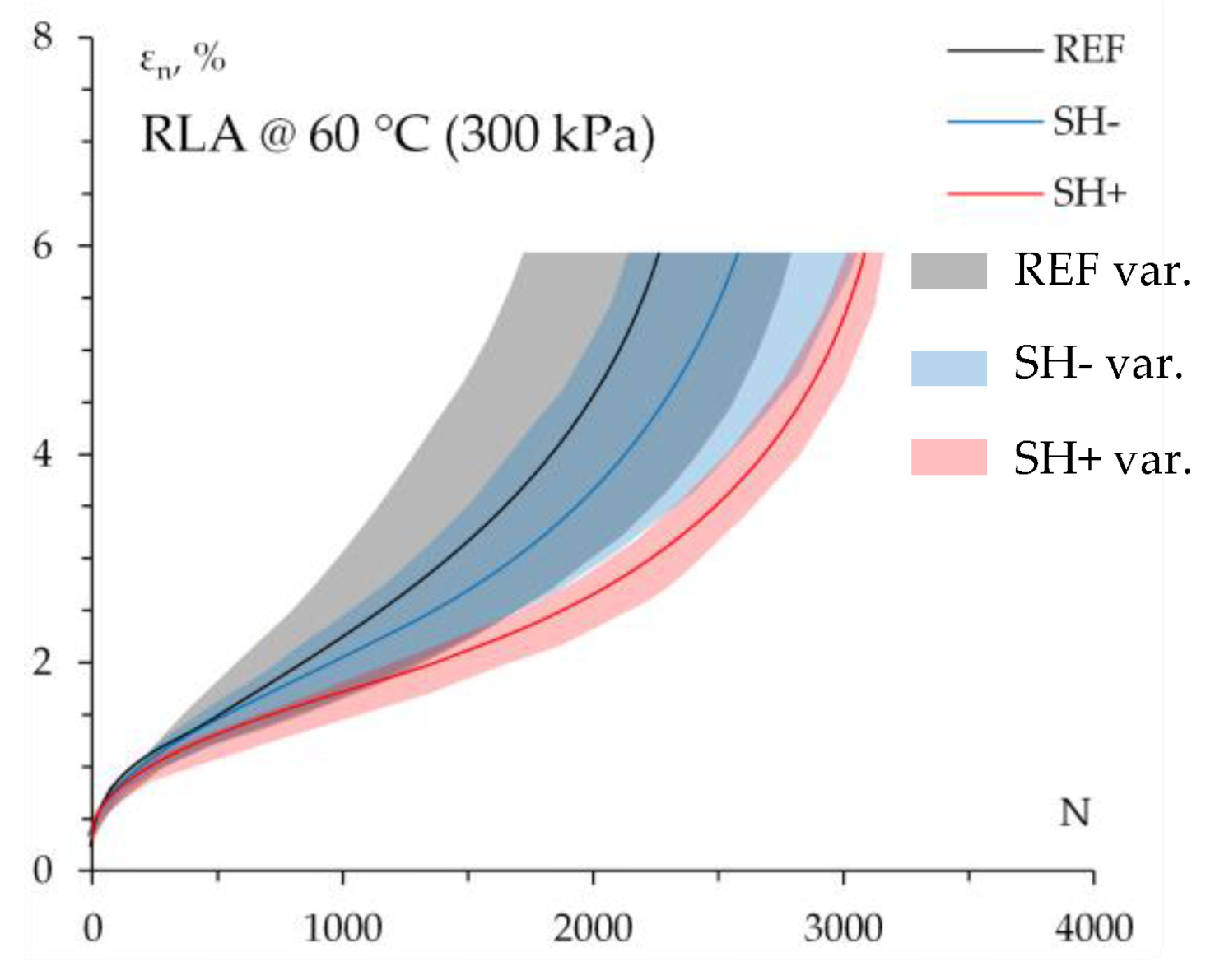
4.6. Permanent Deformation Resistance
Creep curves (i.e., permanent axial strain
εn as a function of number of loading cycles
N) obtained through RLA tests carried out at 60 °C are reported in
Figure 8, where the continuous lines indicate the average values for each mixture, whereas the corresponding colored areas summarize the experimental data variability.
Specimens subjected to 300 kPa block-pulse loading attained the so-called “third stage” of a typical creep curve, i.e., the phase when the slope increases with an increasing number of loading cycles up to failure. This allows us to better differentiate mixture aptitudes against permanent deformation accumulation, revealing that the progressive increase in MW could lead to increasing rutting resistance. The benefit of MW inclusion was numerically demonstrated by the values of creep slope
fc (slope of the linear part of the creep curve) and creep modulus
E1800 (the ratio between the applied stress and the cumulative axial strain after 1800 cycles) that are reported in the following
Table 4. Here, moving from REF to SH− and SH+, the lowering of
fc indicated a decreasing susceptibility to deformation as a proportion of the MW contents; at the same time, increasing values of
E1800 demonstrate a noticeable increase in the creep stiffness.
These findings are in accordance with the measured stiffness performance, suggesting that a higher content of stiff aged binder from tear-off MW (see SH+ mix) can help long-term anti-rutting mixture performance, being in line with the existing literature [
18].
4.7. Discussion
Based on the results presented above, the first promising experimental finding is the unchanged workability of the mix containing up to 2% MW (with respect to the reference material), which suggests no specific strategies for mix design, manufacturing, laying or compaction practices. Analogous considerations can be drawn for the measured performance, since the selected APP membrane waste did not cause significant drawbacks (adequate mechanical performance with comparable or even improved behavior with respect to the REF mix were found in terms of strength, stiffness, moisture, rutting and fatigue resistances). The highlighted results should be definitely reassessed for higher waste content in the mixture, but at the current research stage, encouraging indications towards sustainability are shown.
In this regard, it is worth noting that the current recycling rate (2% by mix weight) could promote a similar reduction of virgin bitumen added, which is reflected in proportional economical savings (up to 10%) towards the circularity of the materials [
31]. Similarly, the literature qualitatively reports that incorporating MW into asphalt mixtures can lead to clear reductions in environmental impacts (energy consumption, emissions) associated with bitumen savings [
31,
33], even if some preliminary steps could be requested (screening, sorting, crushing, cutting, etc.) during real-scale production. In this sense, some studies quantified the costs, energy consumption and gas emissions connected to these preliminary operations, demonstrating that they can have a substantial role in the overall evaluation of recycling sustainability [
33,
34]. Thus, further analysis is suggested to verify if such impacts could be counterbalanced by the reported benefits due to savings associated with MW addition.
The fundamental aspects will be addressed by the upcoming research continuation, with our further objectives as follows: (i) assessing the feasibility of a further increase in the recycling rate of MW, properly considering real-scale production to achieve feasible engineering practices; (ii) defining appropriate guidelines for all the involved processes in MW recycling; (iii) evaluating the MW compatibility with further materials typically included in asphalt mixtures (such as additives, reclaimed asphalt, etc.); (iv) describing the final in-service short- and long-term performance of MW-modified asphalts (e.g., effects of aging, UV and rainfall, of glass/polyester fibers, etc.). The research approach will properly consider MW characteristics (chemical composition, asphalt content, polymer type distribution, fiber orientation, etc.) as well as the MW–asphalt compounds (microstructure and morphology, bituminous fractions, chemical interactions, interfacial bonding mechanisms, etc.), which should clarify the corresponding macroscopic outcomes.
5. Conclusions
This paper presents a part of a wider research project aimed at investigating the feasibility of recycling end-of-life waterproofing bituminous membrane waste in paving bituminous mixtures. In this laboratory step, different amounts of membrane waste were added to asphalt mixtures using the dry method (i.e., 0.5% and 2% by mix weight). A corresponding neat bituminous mixture was also investigated for comparison purposes. Based on laboratory test results, that the following conclusions can be drawn:
The addition of membrane waste (either 0.5% or 2% by weight of mix) did not affect the workability and the moisture resistance of the investigated bituminous mixtures;
MW-modified bituminous mixtures were characterized by higher strength, stiffness and permanent deformation resistance with respect to the corresponding reference material; overall, the higher the MW content, the higher the performance increase;
MW shreds led to a positive effect also regarding the fatigue cracking resistance at lower strain levels; however, MW-modified materials were characterized by a higher strain sensitivity, likely due to the presence of stiff brittle binder.
Hence, promising results were achieved in this preliminary research study about the feasibility of recycling end-of-life bituminous membranes in asphalt mixtures for paving applications using the dry-mixing method. Indeed, the presence of membrane waste does not affect or even increase the investigated asphalt mixtures’ performance, while it allowed a significant recycling rate (2%), thus sensibly promoting the circular economy in transport infrastructures.
As discussed, more research is in any case needed in both the laboratory and the field, which is also due to the noticeable variability in the available market products. First, such preliminary findings need to be confirmed by using different raw materials and mixture types. Then, further specific research should address cracking resistance and ductility issues and also monitor the performance under long-term conditions. Moreover, plant and field mix preparation and application should be promoted in order to verify the actual technical and economic feasibility of producing and applying such a modified mixture (e.g., timing, equipment, procedures, etc.) to try to bridge the gap in knowledge about scalability at the industrial scale. In this sense, it is worth mentioning that a preliminary promising plant-scale production has been carried out by adding MW to a conventional asphalt mixture whose performance is currently under investigation in the laboratory. All such concerns will be implemented to further study the technical, economical and environmental feasibility of MW recycling, establishing practical guidelines to maximize effectively the allowed recycling rate.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}