
Grain Growth Kinetics of a Nickel-Based Superalloy Under Electric Pulse Treatment


Abstract
1. Introduction
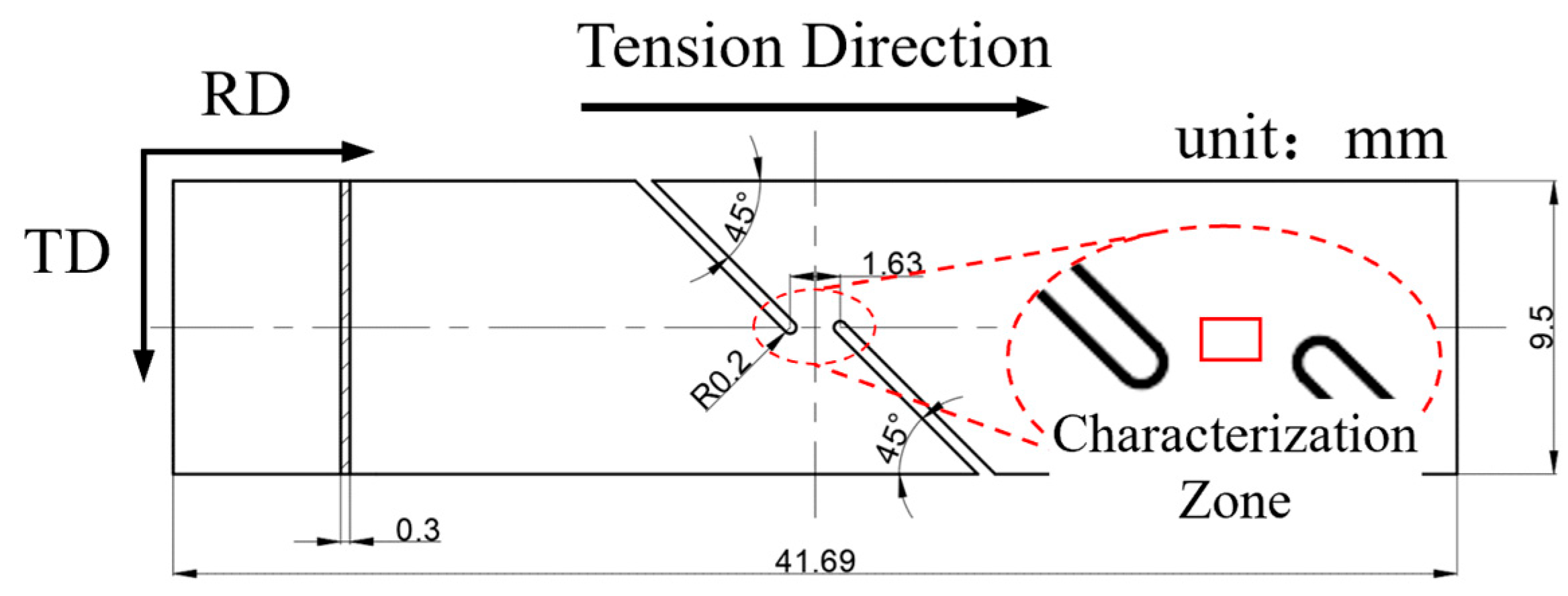
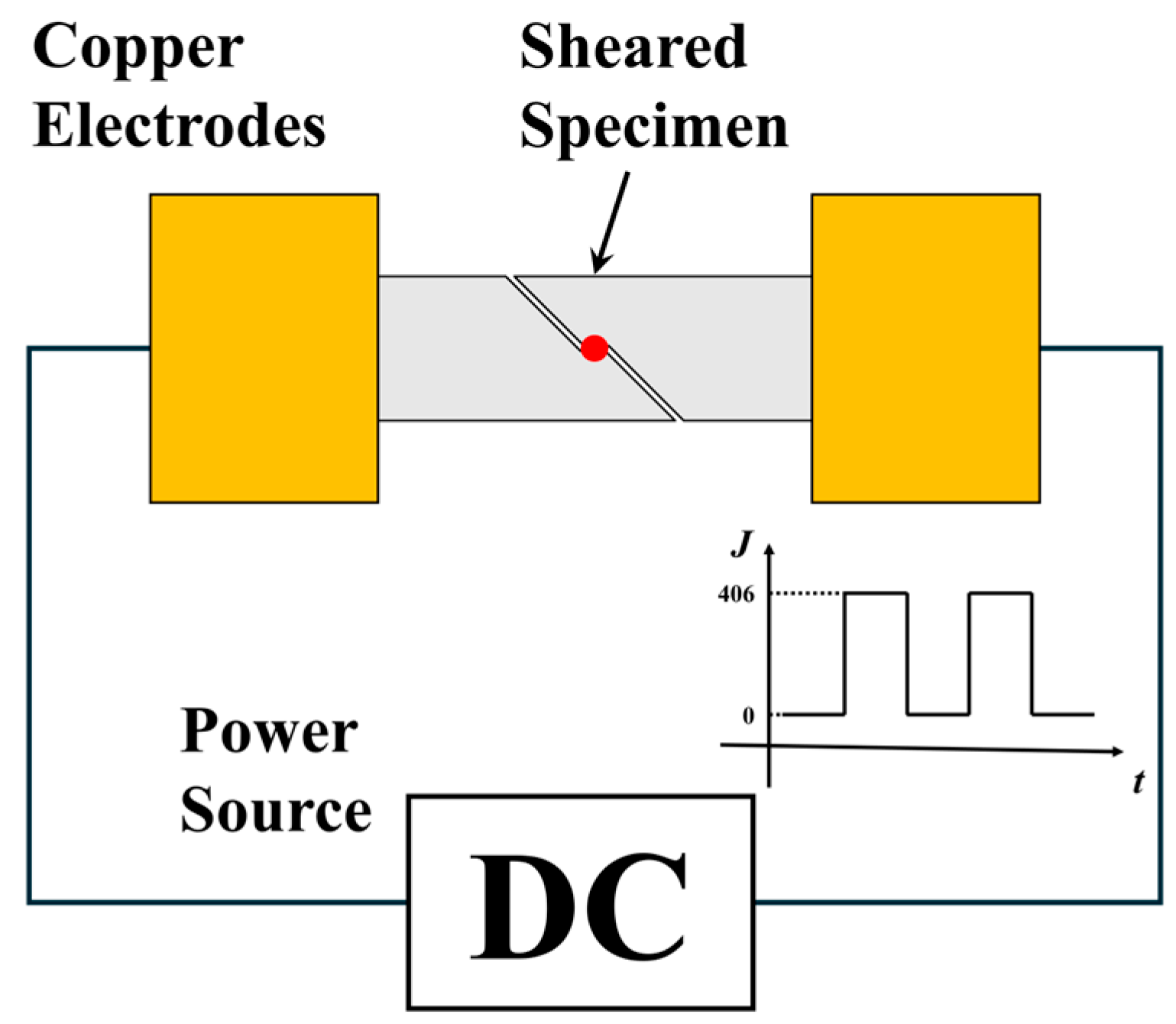
2. Materials and Methods
3. Results
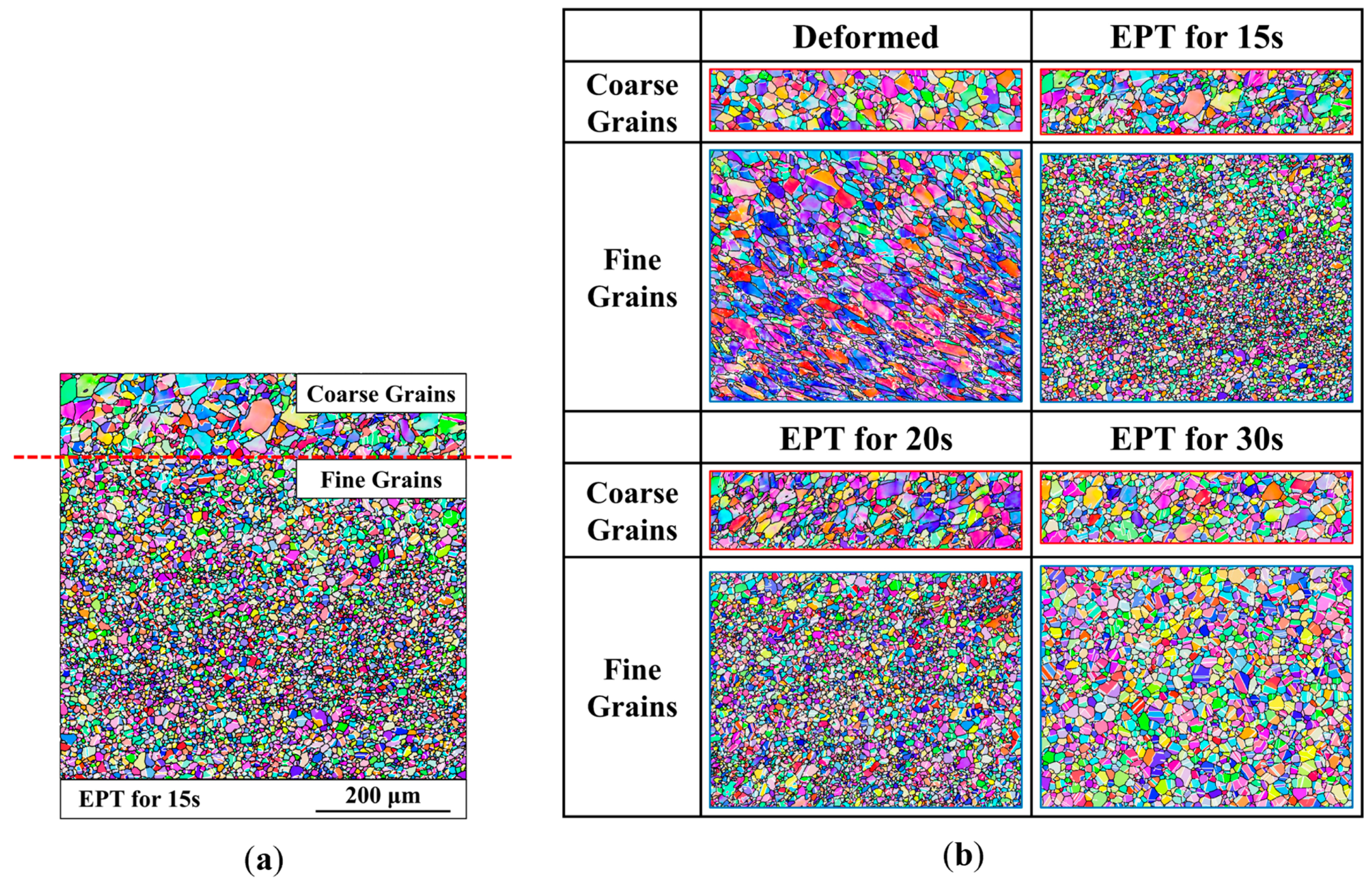
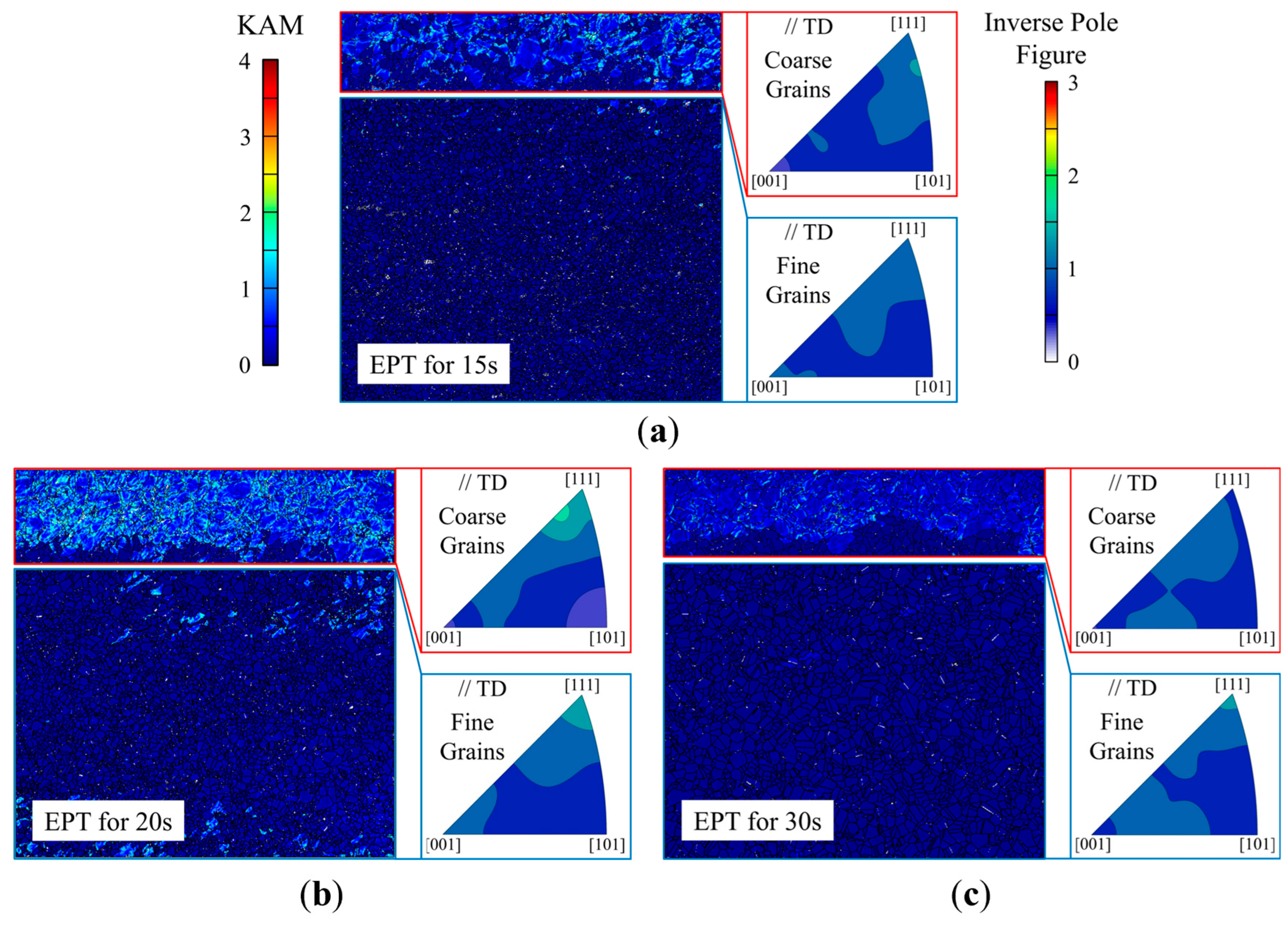
3.1. Grain Growth Behaviors of Inhomogeneous Microstructure Under EPT
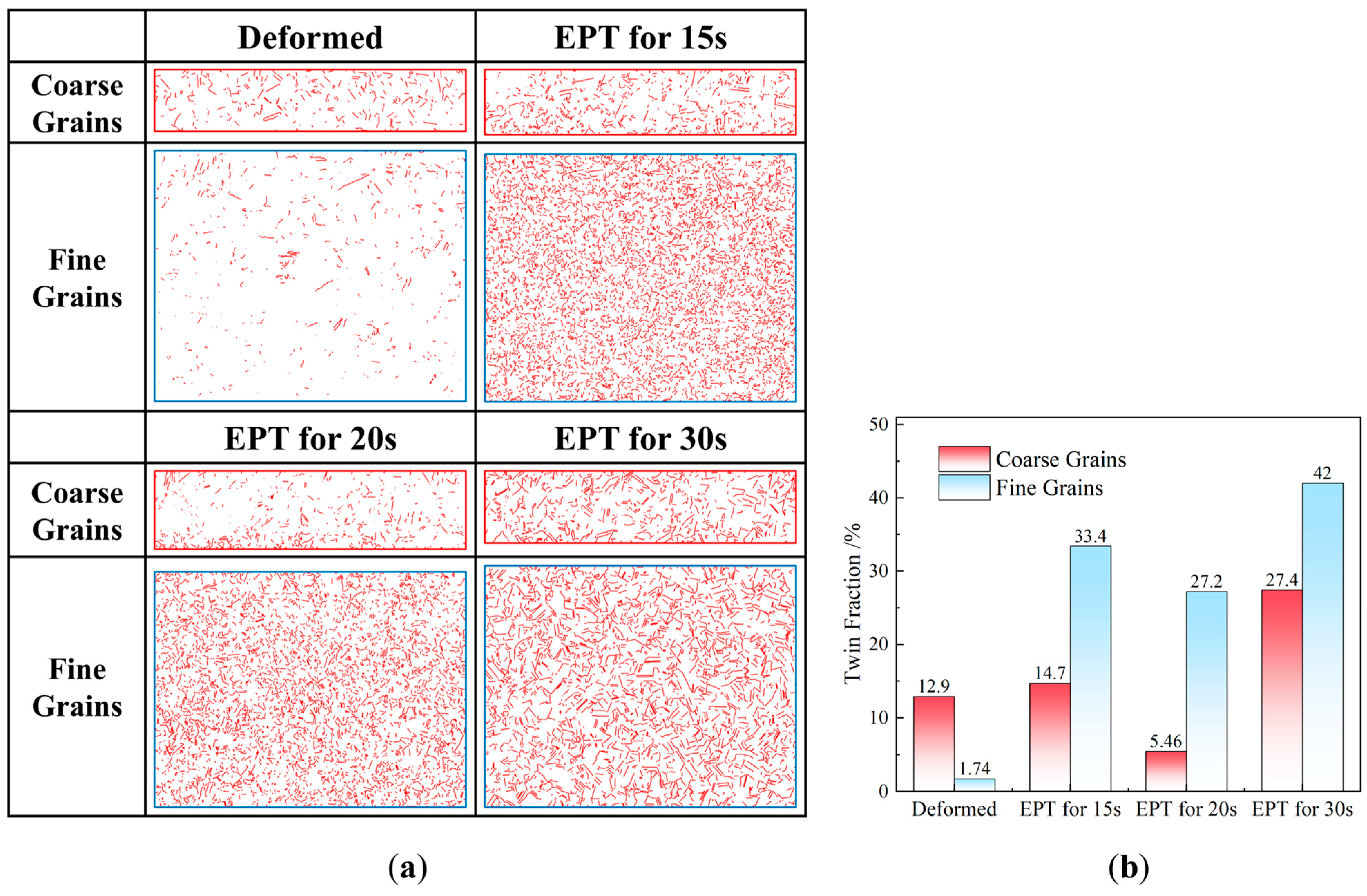
3.2. Twin Growth Behaviors of Inhomogeneous Microstructure Under EPT
4. Discussion
4.1. Key Factors in Grain Growth Under EPT
4.2. Grain Growth Kinetics of the Coarse and Fine Grains Under EPT
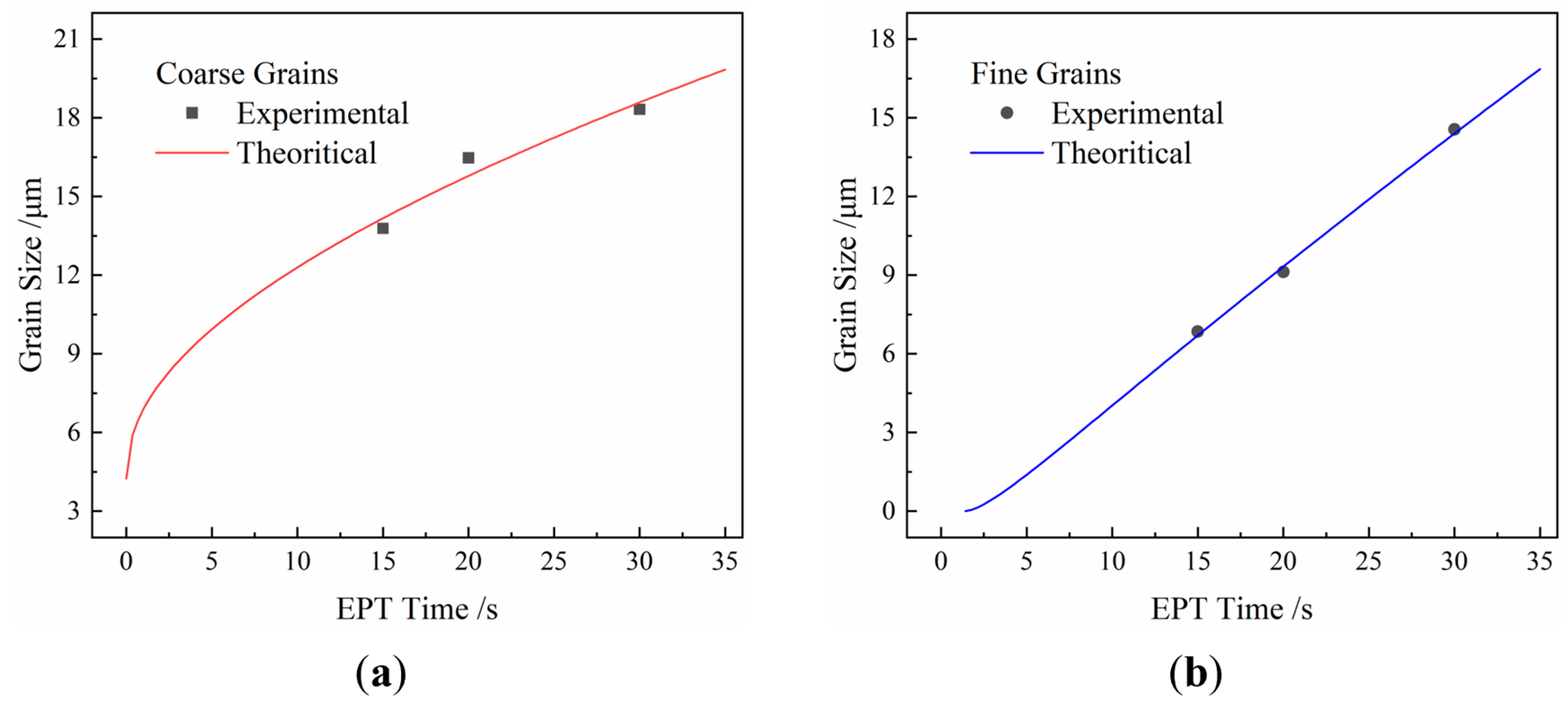
- EPT significantly accelerates the grain growth in both the coarse- and fine-grained regions. In the grain growth kinetic model, the time-dependent coefficient term , which characterizes the grain growth rate, is approximately 0.70 for the coarse-grained region and 1.50 for the fine-grained region under EPT with a current density of 406 A/mm2. In contrast, under HT at 1353.15 K, this coefficient is only about 0.26, significantly lower than that under EPT. This demonstrates that EPT strongly promotes grain growth. The difference in coefficients between the coarse- and fine-grained regions can be attributed to the temperature variation caused by microstructure differences, with the fine-grained region experiencing higher temperatures, which is consistent with the conclusions presented in Section 4.1. Notably, even at the melting temperature of the superalloy (1633.15 K), the coefficient under HT is only 1.12, which remains substantially lower than that of the fine-grained region under EPT. Considering that the fine-grained region is unlikely to reach the melting temperature, this suggests that EPT exhibits an athermal effect that enhances grain growth. Since grain growth fundamentally involves the movement of atoms at grain boundaries, and the electron wind effect is negligible at current densities at such a low current density [27], the athermal effect of EPT could be attributed to a reduction in the activation energy for atom motion.
- The promoting effect of EPT on grain boundary migration varies in magnitude across different microstructures, leading to different effects in different regions. Under EPT with a current density of 406 A/mm2, the coefficient term for the coarse-grained region is approximately 2.69 times that under HT at 1353.15 K, while for the fine-grained region, it is about 5.77 times. Consequently, the corresponding time scales are reduced to 0.0921 and 0.0147 times those under HT, respectively. Considering that the grain growth time under HT typically ranges approximately from 102 s to 103 s, the grain growth time for the coarse- and fine-grained regions under EPT is expected to be of the order of 101 to 102 s and 100 to 101 s, respectively. Since the EPT time is typically of the order of 101 s, it predominantly exhibits promotion in grain boundary migration in the fine-grained region, with a limited effect on the coarse-grained region. This results in an apparent suppression of grain growth in the coarse-grained region under EPT. The effectiveness of EPT in enhancing grain growth depends on the balance between its promotion effect and the reduction in treatment time.
- Due to the presence of athermal effects, traditional austenite grain growth models are inadequate for describing grain growth behavior under EPT. Unlike the fundamental framework of traditional austenite grain growth kinetic models, the initial grain size in the fine-grained region is numerically negative. Furthermore, while the coarse-grained region retains an inverted “L”-shaped curve similar to that under HT, the fine-grained region’s grain growth kinetic curve lacks the initial rapid growth phase, highlighting the limitation of traditional models in capturing EPT behaviors. This difference arises because the grain growth rate in the fine-grained region is substantially higher than that under HT, resulting in a relatively high slope even during the slow-growth phase, with the rapid growth phase extending below the grain size of 0 μm. In regions with relatively slower grain growth rates (e.g., the coarse-grained region), the curve resembles a time-compressed version of the inverted “L”-shaped curve observed under HT.
- Unlike the gradually decreasing slope of grain growth kinetic curves under HT, the fine-grained region’s grain growth kinetic curve is approximately linear within the statistical range. Under HT, the driving force for grain growth arises from the reduction in interfacial energy. The decreasing slope of the kinetic curve reflects the diminishing interfacial energy as grains grow. For EPT, as analyzed in (1), the athermal effect of EPT reduces the resistance to atomic motion, enabling the driving force to remain above the threshold required for grain growth even as it decreases. This leads to an approximately linear increase in grain size, causing the curve to degenerate into a straight line.
4.3. Validation of Grain Growth Enhancement by EPT
5. Conclusions
- The grain growth behavior of the inhomogeneous microstructure in a nickel-based superalloy under EPT was investigated. Under EPT, the grain growth rate in the fine-grained region was higher than that in the coarse-grained region, demonstrating a “targeted effect”. Compared to HT, EPT markedly enhanced the formation of annealing twins.
- The key factors influencing grain growth under EPT were identified. Compared to the dislocation density, the grain boundary density is the dominant factor affecting the local Joule heating effect. Under the condition of low dislocation density and an absence of significant texture, the grain growth rate exhibits no clear dependence on dislocation density or crystal orientation.
- Grain growth kinetics in the coarse- and fine-grained regions under EPT were established, and their characteristics were analyzed. Quantitative analysis with conventional HT revealed that EPT enhanced grain growth in both the coarse- and fine-grained regions, while the significantly reduced duration resulted in an apparent suppression at coarse-grained region. The effectiveness of EPT across different microstructures depends on the balance between the enhancement of grain growth and the reduction in treatment time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, H.B.; Zhang, C.C.; Han, B.K.; Qiu, J.F.; Li, H.P.; Qin, S.X.; Liu, J.; Wang, Y.; Zhang, P.; Pan, Y.K.; et al. Evolution of grain boundary character distributions in a cold-deformed nickel-based superalloy during electropulsing treatment. J. Mater. Res. Technol. 2020, 9, 5723–5734. [Google Scholar] [CrossRef]
- Shimada, M.; Kokawa, H.; Wang, Z.J.; Sato, Y.S.; Karibe, I. Optimization of grain boundary character distribution for intergranular corrosion resistant 304 stainless steel by twin-induced grain boundary engineering. Acta Mater. 2002, 50, 2331–2341. [Google Scholar] [CrossRef]
- Winning, M. Grain Boundary engineering by application of mechanical stresses. Scr. Mater. 2006, 54, 987–992. [Google Scholar] [CrossRef]
- Luo, Z.; Feng, T.; Li, C.; Wan, C.; Bai, Q.; Wei, J.; Ma, X. Grain-selective growth makes Al0.1CoCrFeNi high entropy alloys strong and ultra-ductile. Mater. Sci. Eng. A 2024, 899, 146433. [Google Scholar] [CrossRef]
- Zhang, X.C.; Zhang, Y.; Li, X.; Wang, Z.M.; He, C.Y.; Lu, T.W.; Wang, X.K.; Jia, Y.F.; Tu, S.T. Design and manufacture of heterostructured metallic materials. Acta Metall. Sin. 2022, 58, 1399–1415. [Google Scholar]
- Zhang, X.; Li, H.; Xiang, Z.; Li, Z.; Zhan, M. Targeted control of microstructure homogeneity of Ni-based superalloy complex component by electric pulse. Mater. Lett. 2022, 321, 132429. [Google Scholar] [CrossRef]
- Hao, J.; Qin, S.; Yan, L.; Zhang, X. Breaking thermodynamic and kinetic barriers in superalloy homogenization process by electropulsing to improve mechanical properties. J. Alloys Compd. 2021, 873, 159854. [Google Scholar] [CrossRef]
- Dobras, D.; Bruschi, S.; Simonetto, E.; Rutkowska-Gorczyca, M.; Ghiotti, A. The effect of direct electric current on the plastic behavior of AA7075 aluminum alloy in different states of hardening. Materials 2020, 14, 73. [Google Scholar] [CrossRef]
- Li, H.; Zhang, W.; Jiao, X.; Pan, J.; Zhan, L.; Xie, W.; Wang, G.; Yang, J. Effect of electric current on microstructure and texture evolution of the Ti2AlNb alloy during hot deformation. J. Mater. Res. Technol. 2024, 30, 1368–1379. [Google Scholar] [CrossRef]
- Ma, R.; Zhang, X. Improvement of mechanical properties and microstructural refining of cast titanium alloys by coupling of electropulsing and temporary alloying element hydrogen. Mater. Sci. Eng. A 2022, 858, 144176. [Google Scholar] [CrossRef]
- Wang, S.; Jia, H.; Li, Y. Accelerated recrystallization by electric current flash heating in cold-rolled Al-5Cu alloy under the influence of concurrent precipitation. J. Alloys Compd. 2019, 811, 151891. [Google Scholar] [CrossRef]
- Xia, J.; Ren, K.; Wang, Y.; An, L. Reversible flash-bonding of zirconia and nickel alloys. Scr. Mater. 2018, 153, 31–34. [Google Scholar] [CrossRef]
- Gao, J.; Li, H.W.; Sun, X.X.; Zhang, X.; Zhan, M. Electro-thermal-mechanical coupled crystal plasticity modeling of Ni-based superalloy during electrically assisted deformation. Int. J. Plast. 2022, 157, 103397. [Google Scholar] [CrossRef]
- Meng, B.; Zhang, Z.Y.; Ma, L.Y.; Wan, M. Effect of Sintering Temperature on microstructure and mechanical properties of Inconel 718 superalloy prepared by micro-FAST. Mater. Sci. Eng. A 2022, 836, 142733. [Google Scholar] [CrossRef]
- Jiang, Y.B.; Tang, G.Y.; Shek, C.; Xie, J.X.; Xu, Z.H.; Zhang, Z.H. Mechanism of electropulsing induced recrystallization in a cold-rolled Mg-9Al-1Zn alloy. J. Alloys Compd. 2012, 536, 94–105. [Google Scholar] [CrossRef]
- Huang, J.; Li, Q.; Yang, F.; Yu, X.; Ni, Y.; Fan, D. Effects of electric current on delta phase evolution and tensile behavior of Inconel 718. Mater. Sci. Eng. A. 2022, 855, 143886. [Google Scholar] [CrossRef]
- Fei, M.Y.; Gao, P.F.; Lei, Z.N.; Li, H.W.; Zhan, M.; Fu, M.W. Multiscale modeling of the damage and fracture behaviours of TA15 titanium alloy with trimodal microstructure. Int. J. Plast. 2025, 185, 104238. [Google Scholar] [CrossRef]
- Sarkar, A.; Yadav, S.D.; Nagesha, A. An EBSD based investigation on the deformation mechanisms under HCF-creep interaction in a ni-based superalloy (Alloy 617M). Mater. Sci. Eng. Struct. Mater. Prop. Microstruct. Process. 2022, 832, 142399. [Google Scholar] [CrossRef]
- Li, H.W.; Xiang, Z.Y.; Zhang, X.; Liu, X.Y.; Gao, J.; Shao, G.D. Mechanism and rules of microstructure homogenization in non-uniform deformed GH4738 under pulsed current. J. Plast. Eng. 2023, 30, 102–110. [Google Scholar]
- Mahajan, S. Formation of annealing twins in f.c.c. crystals. Acta Mater. 1997, 45, 2633–2638. [Google Scholar] [CrossRef]
- Han, K.; Qin, S.; Li, H.; Liu, J.; Wang, Y.; Zhang, C.; Zhang, P.; Zhang, S.; Zhang, H.; Zhou, H. EBSD study of the effect of electropulsing treatment on the microstructure evolution in a typical cold-deformed Ni-based superalloy. Mater. Charact. 2019, 158, 109936. [Google Scholar] [CrossRef]
- Sheng, Y.; Hua, Y.; Wang, X.; Zhao, X.; Chen, L.; Zhou, H.; Wang, J.; Berndt, C.; Li, W. Application of high-density electropulsing to improve the performance of metallic materials: Mechanisms, microstructure and properties. Materials 2018, 11, 185. [Google Scholar] [CrossRef] [PubMed]
- Ye, X.Y.; Dong, J.X.; Zhang, M.C. Cold deformation of GH738 alloy and its recrystallization behavior during intermediate annealing. Rare Metal Mat. Eng. 2013, 42, 1423–1428. [Google Scholar]
- Sellars, C.M.; Whiteman, J.A. Recrystallization and grain growth in hot rolling. Met. Sci. 1979, 13, 187–194. [Google Scholar] [CrossRef]
- Anelli, E. Application of mathematical modelling to hot rolling and controlled cooling of wire rods and bars. ISIJ Int. 1992, 32, 440–449. [Google Scholar] [CrossRef]
- Liu, J.; Liang, B.; Zhang, J.; He, W.; Ouyang, S.; Chen, W.; Liu, C.; Ai, Y. Grain growth kinetics of 0.65Ca0.61La0.26TiO3-0.35Sm(Mg0.5Ti0.5)O3 dielectric ceramic. Materials 2020, 13, 3905. [Google Scholar] [CrossRef]
- Li, X.; Zhu, Q.; Hong, Y.R.; Zheng, H.; Wang, J.; Wang, J.W.; Zhang, Z. Revealing the pulse-induced electroplasticity by decoupling electron wind force. Nat. Commun. 2022, 13, 6503. [Google Scholar] [CrossRef]
- Charpagne, M.A.; Polonsky, A.T.; Echlin, M.P.; Jacomet, S.; Jaeger, J.D.; De Graef, M.; Bozzolo, N.; Pollock, T.M. Growth accidents induced by primary γ’ precipitates in a polycrystalline nickel-based superalloy. Scr. Mater. 2020, 186, 109–113. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Co | Mo | Ti | Al |
| Contents | 0.042 | 20.03 | 13.8 | 4.2 | 2.98 | 1.42 |
| Elements | Zr | Ni | Si | Fe | Mn | Others |
| Contents | 0.052 | 57.145 | 0.07 | 0.21 | 0.023 | Bal. |
| EPT Duration/s | Average Grain Size in Fine-Grained Region/μm | Average Grain Size in Coarse-Grained Region/μm |
|---|---|---|
| 15 | 6.85 | 13.78 |
| 20 | 9.12 | 16.47 |
| 30 | 14.55 | 18.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiang, Z.; Li, H.; Zhang, X.; Gao, P.; Zhan, M. Grain Growth Kinetics of a Nickel-Based Superalloy Under Electric Pulse Treatment. Materials 2025, 18, 2019. https://doi.org/10.3390/ma18092019
Xiang Z, Li H, Zhang X, Gao P, Zhan M. Grain Growth Kinetics of a Nickel-Based Superalloy Under Electric Pulse Treatment. Materials. 2025; 18(9):2019. https://doi.org/10.3390/ma18092019
Chicago/Turabian StyleXiang, Zhiyu, Hongwei Li, Xin Zhang, Pengfei Gao, and Mei Zhan. 2025. "Grain Growth Kinetics of a Nickel-Based Superalloy Under Electric Pulse Treatment" Materials 18, no. 9: 2019. https://doi.org/10.3390/ma18092019
APA StyleXiang, Z., Li, H., Zhang, X., Gao, P., & Zhan, M. (2025). Grain Growth Kinetics of a Nickel-Based Superalloy Under Electric Pulse Treatment. Materials, 18(9), 2019. https://doi.org/10.3390/ma18092019