
Analysis of the Wear of Forming Tools in the Process of Extruding Ceramic Bands Using Selected Research Methods for Evaluating Operational Durability

 , , , ,
, , , ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
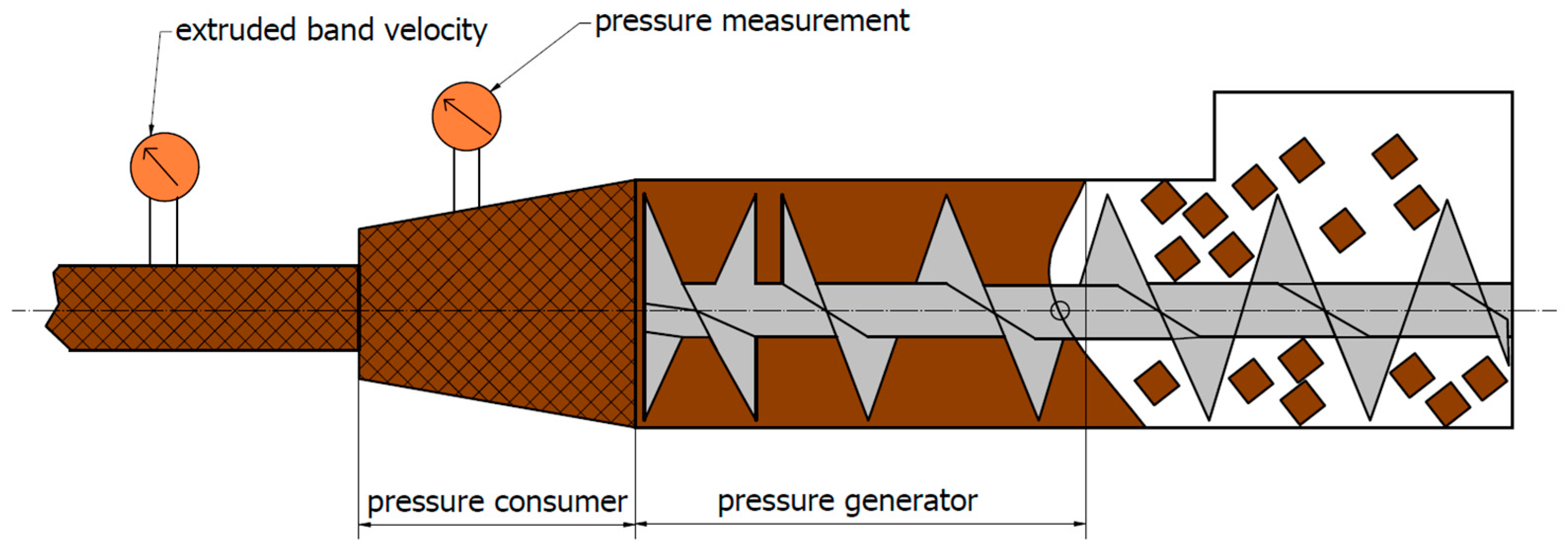
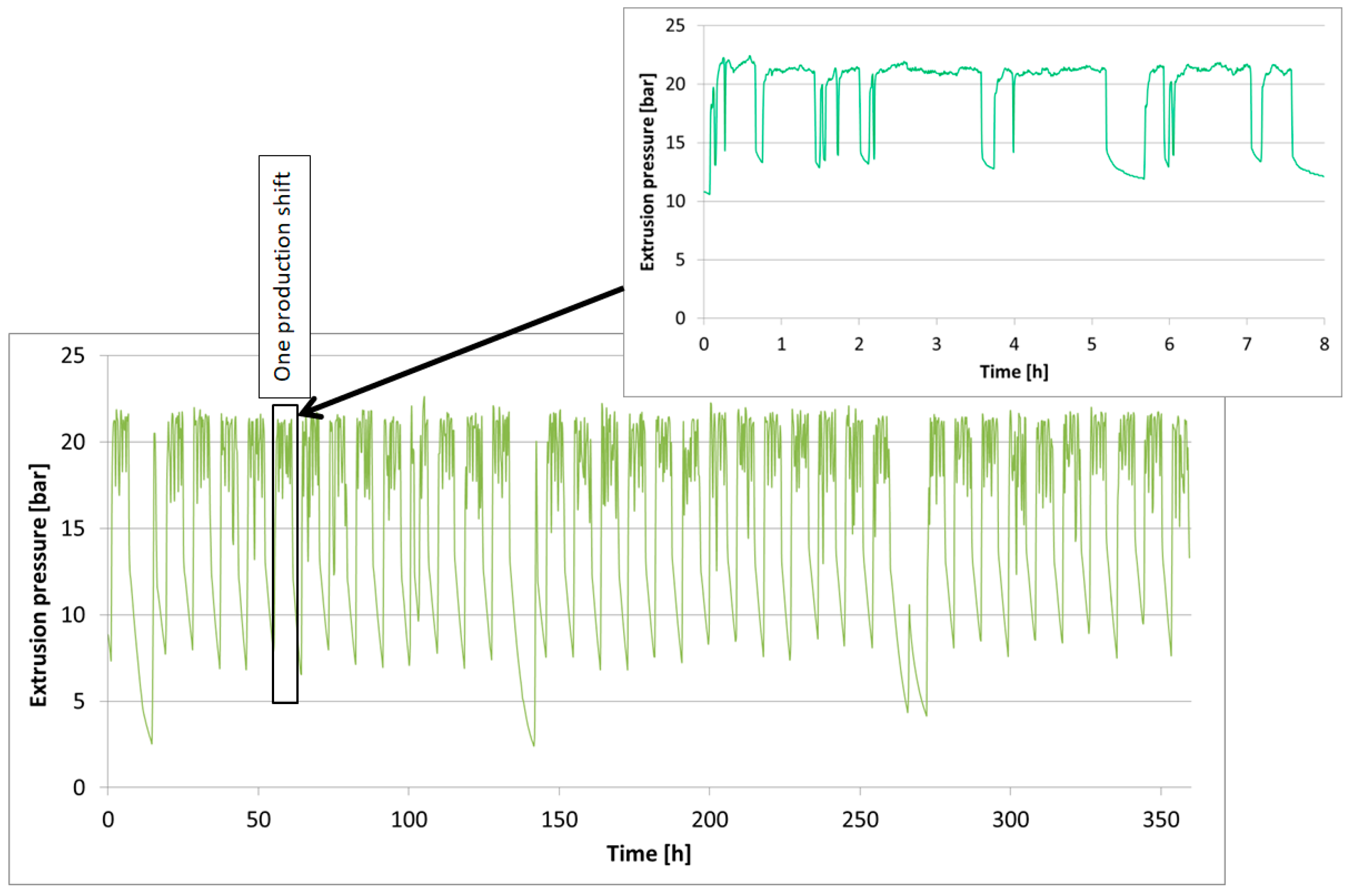
- Measurements of the extrusion pressure by VEGABAR 38 system (WEGA, Schiltach, Germany;
- Thermovisual analysis by thermovision camera Flir 840 (FLIR Thermal Studio Starter, Teledyne FLIR LLC, 27700 SW Parkway Avenue, Wilsonville, OR, USA);
- Hardness measurements were carried out with the use of the Vickers method by means of a Leco AMH55 hardness tester (Leco Corporation, St. Joseph, MI, USA).
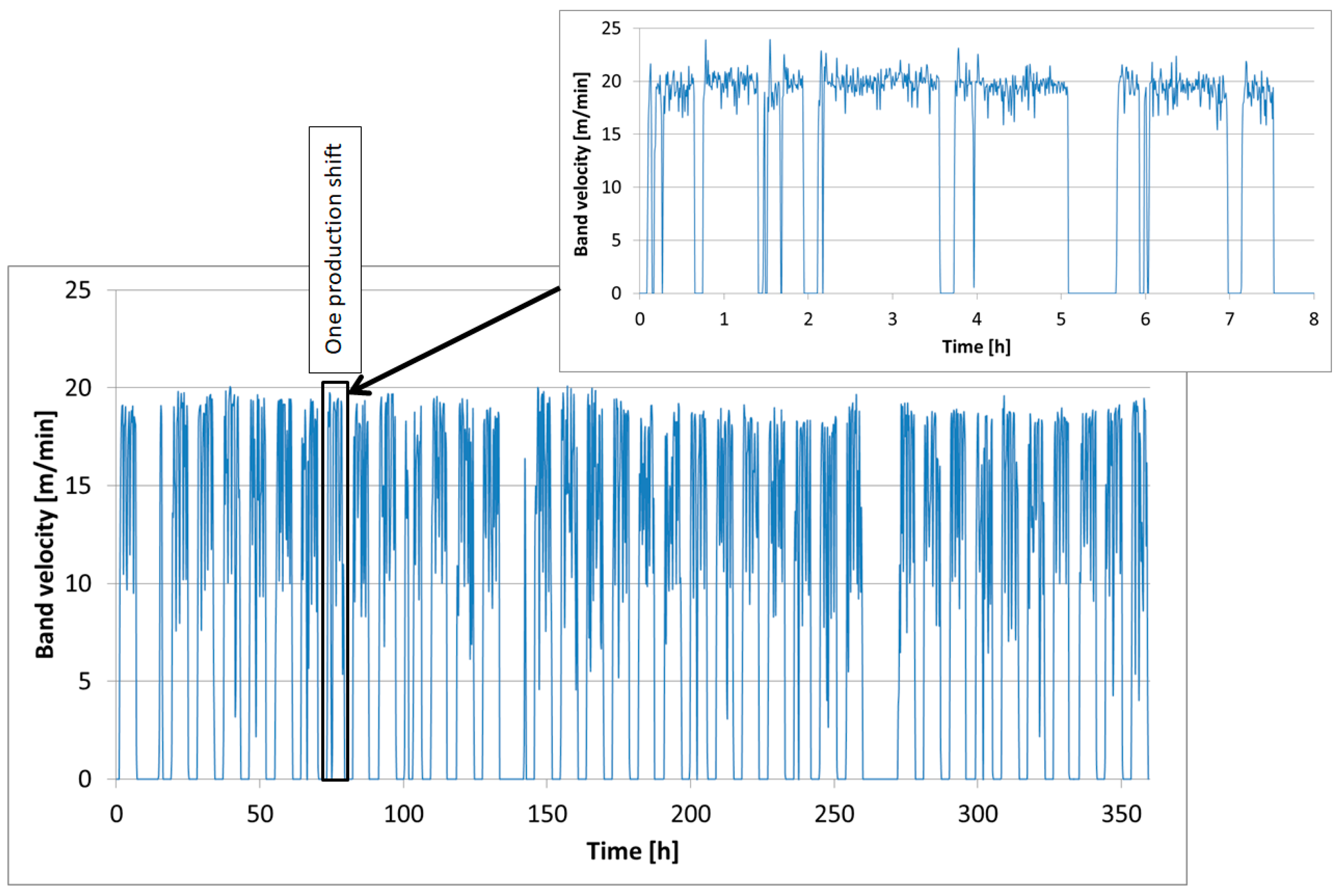
- Measurements of the band velocity by LMS Laser Speed Sensor (RHEINTACHO Messtechnik, Freiburg, Germany);
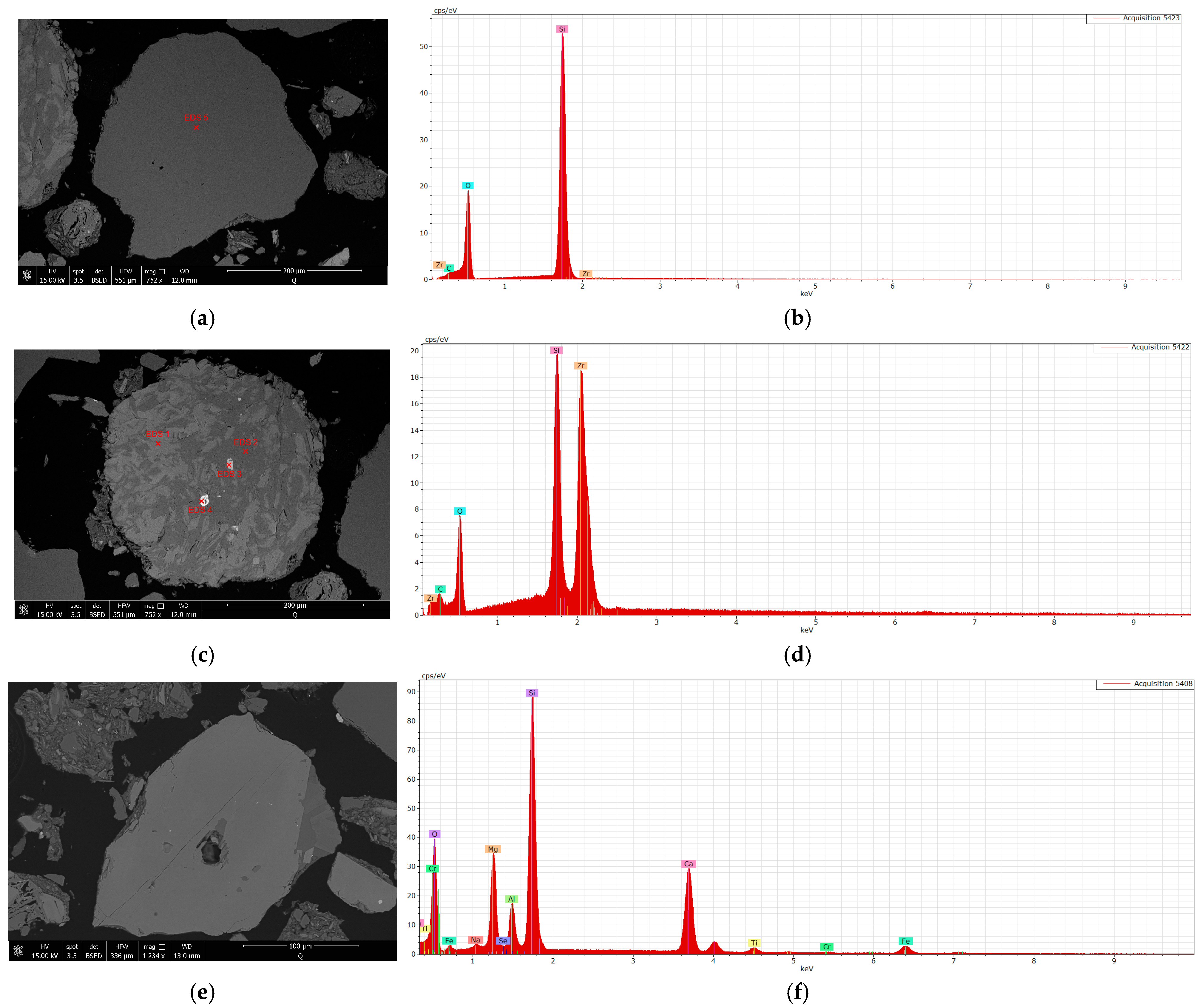
- SEM-EDS (Quanta 650 FEG Scanning Electron Microscope, ThermoFisher Scientific, Waltham, MA, USA) and XRD (Empyrean X-ray diffractometer, Malyern Panalytical, Malvern, Worcestershire, UK) analysis of the formed mass;
- 3D scanning of geometric changes of tools (optical scanner GOM ATOS II, GOM, Braunschweig, Germany); A compression test of the formed mass (own work, Wrocław University of Science and Technology, Wroclaw, Poland);
- Numerical modelling by use Abaqus 2024 (Simulia, Johnston, RI, USA)
3. Results and Discussion
3.1. Analysis of Band Extrusion Process Parameters
3.2. Analysis of the Formed Mass
3.2.1. XRD and SEM-EDS Methods
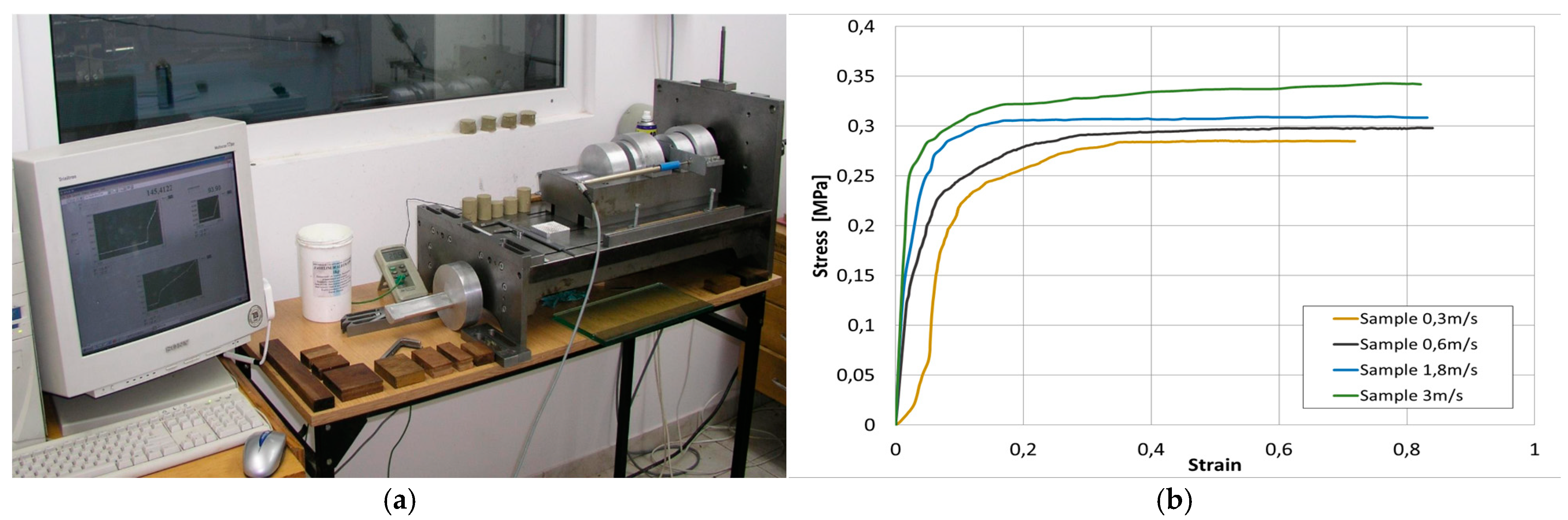
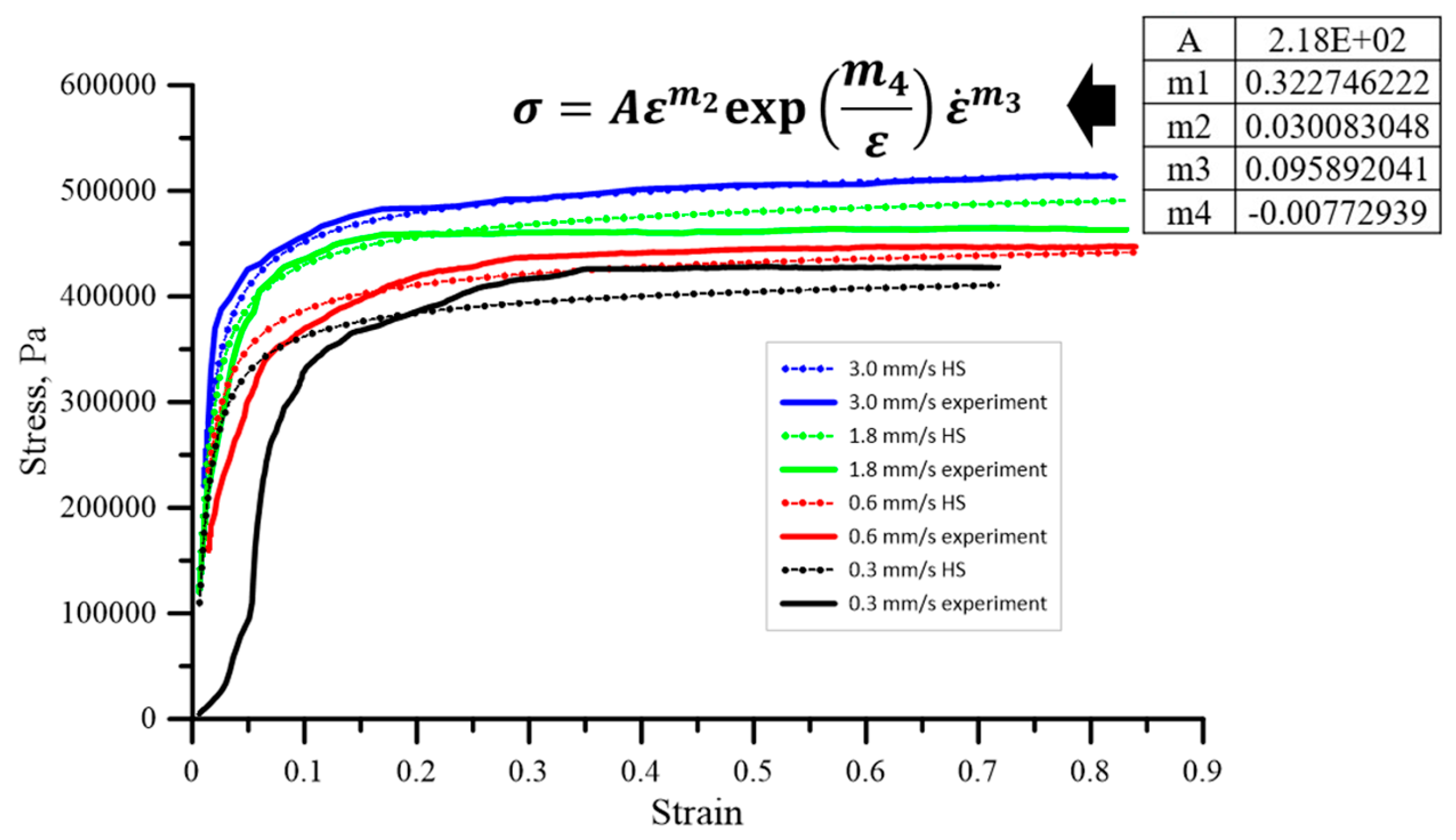
3.2.2. Study of Band Material Characteristics—Determination of Flow (Plasticity) Curves
3.3. Operational Analysis of Forming Tools
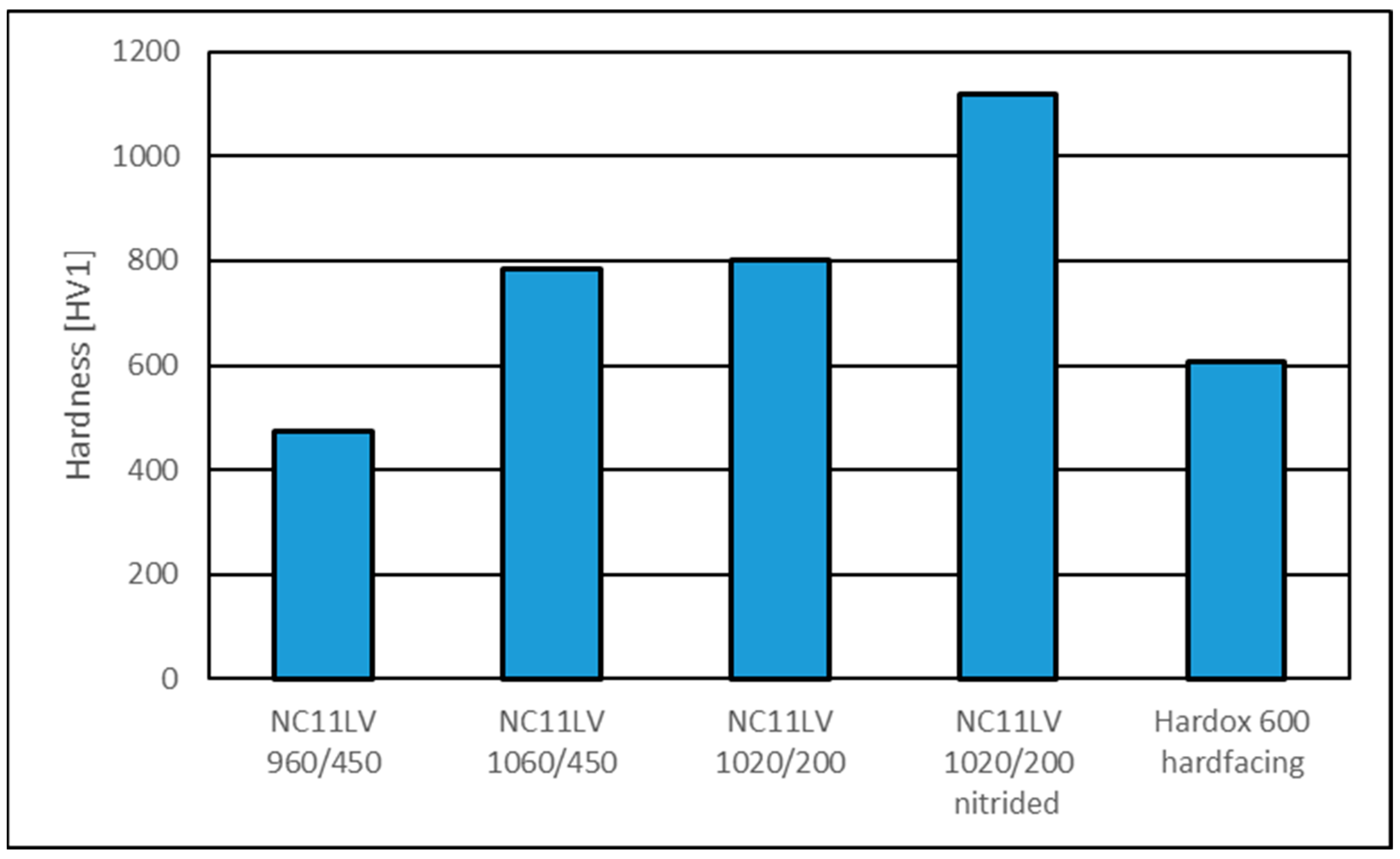
3.3.1. Hardness Analysis
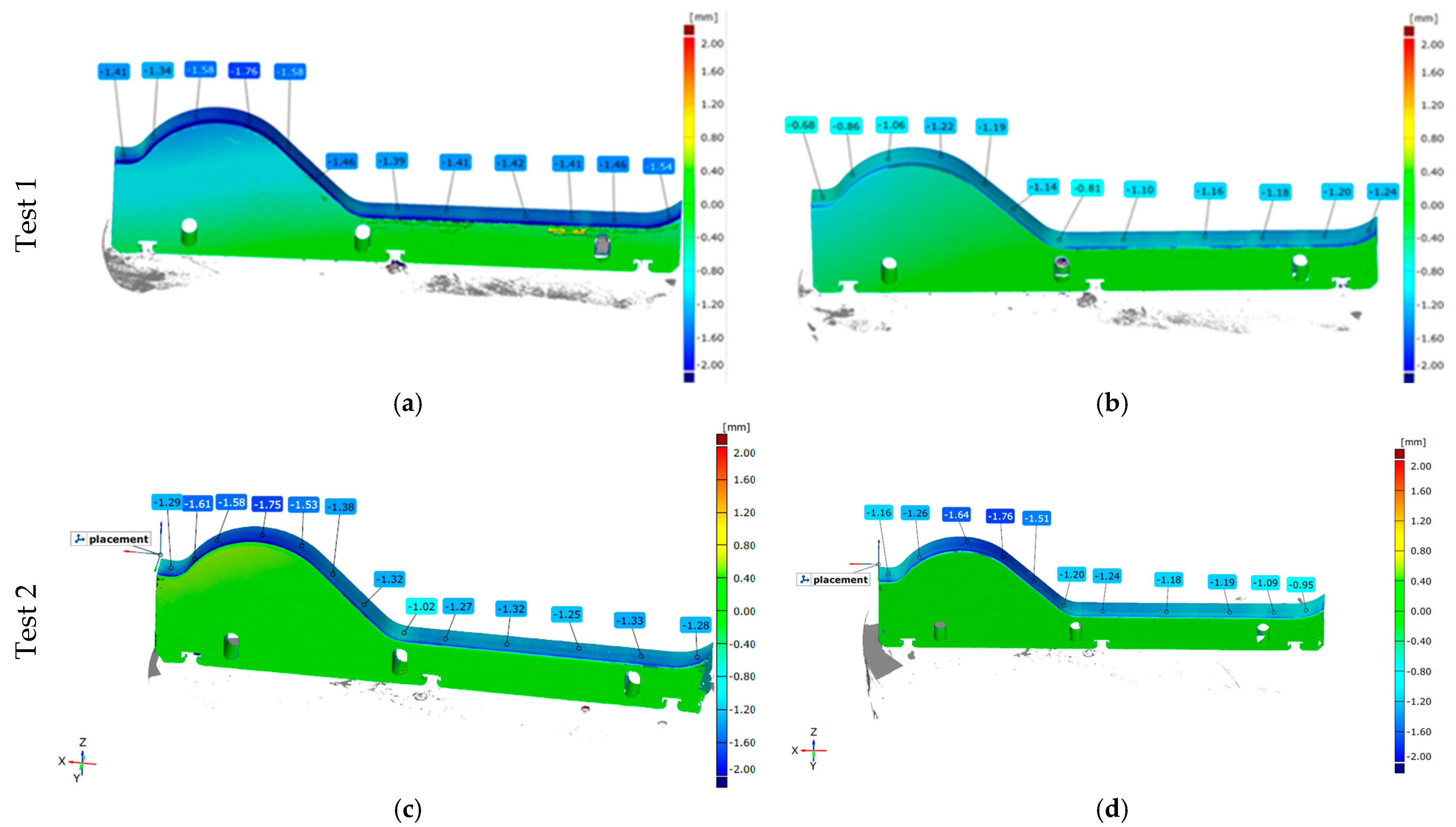
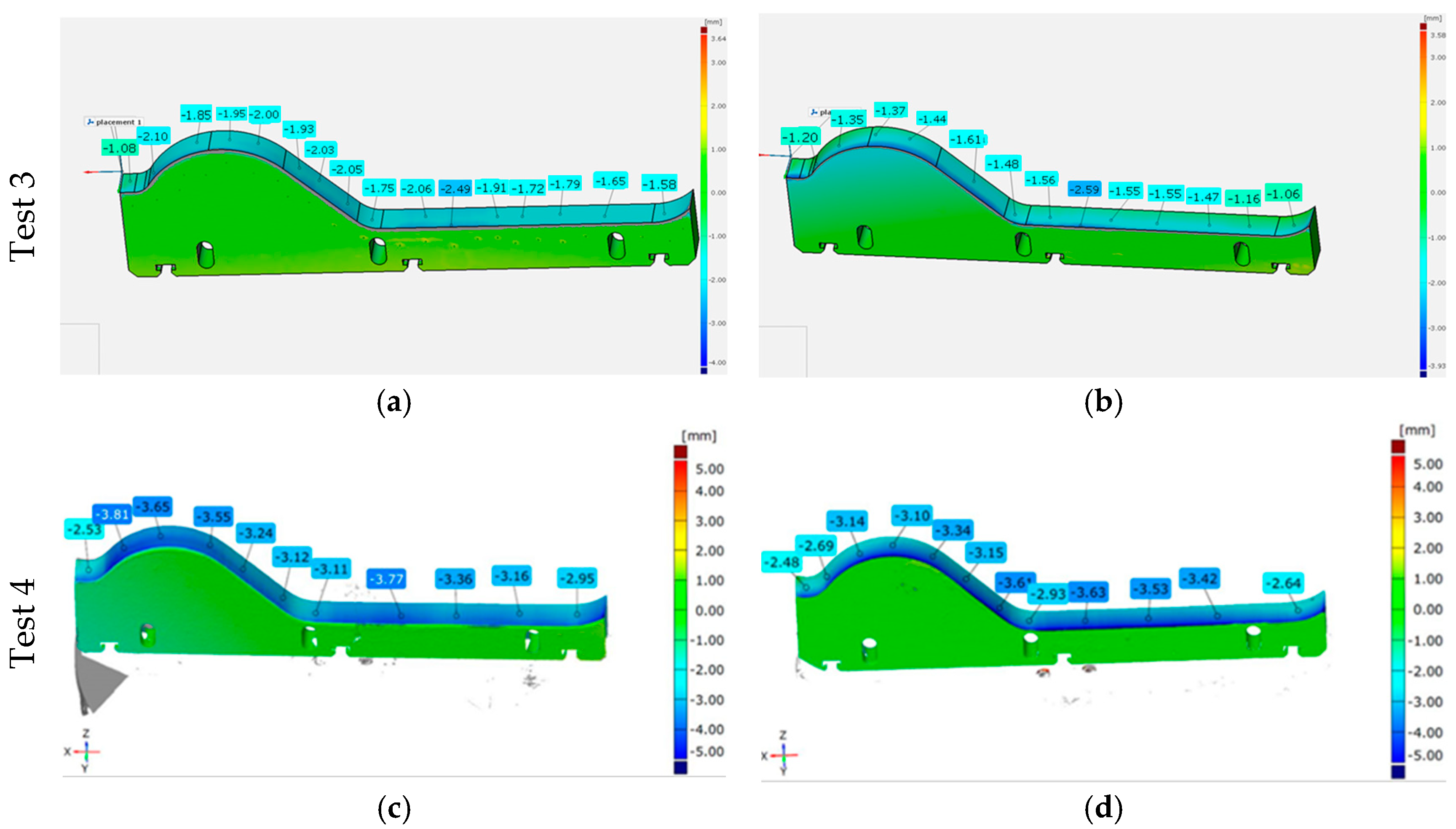
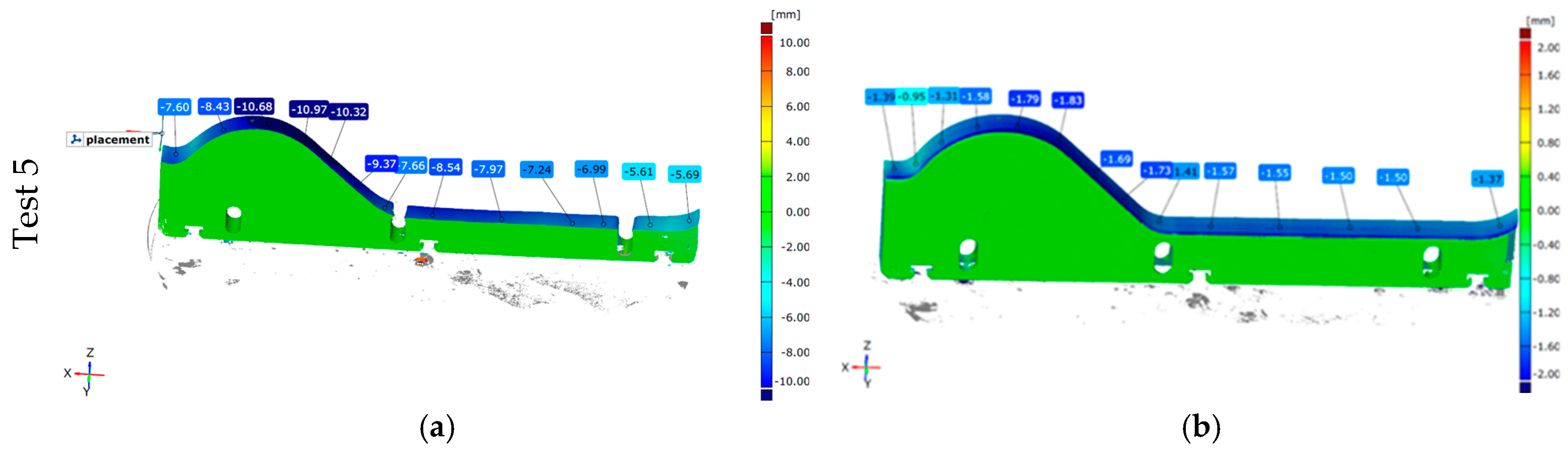
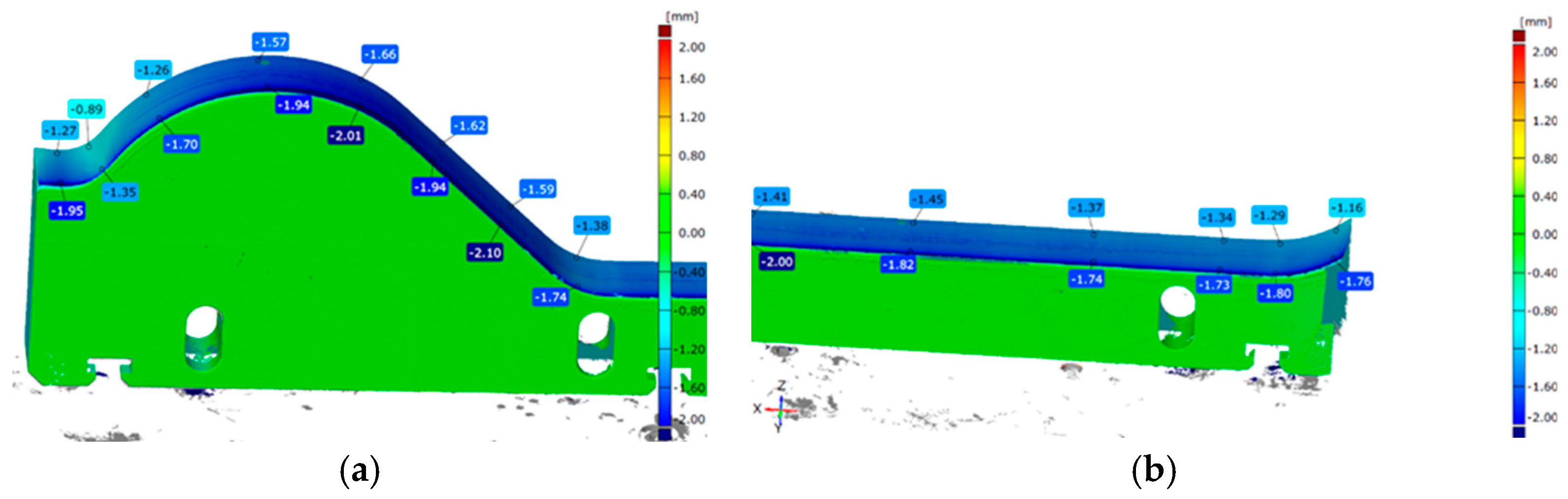
3.3.2. Geometric Analysis—3D Scanning
Geometric Analysis—3D Scanning
- Test 1—Steel NC11LV—hardening: 960 °C, tempering: 450 °C for 2 h
- Test 2—Steel NC11LV—hardening: 1060 °C, tempering: 450 °C for 2 h
Test of Tools Made of NC11LV Hardened Steel, Additionally Nitrided
Test of the Forming Tools—Hardox 600 Overlay Welded
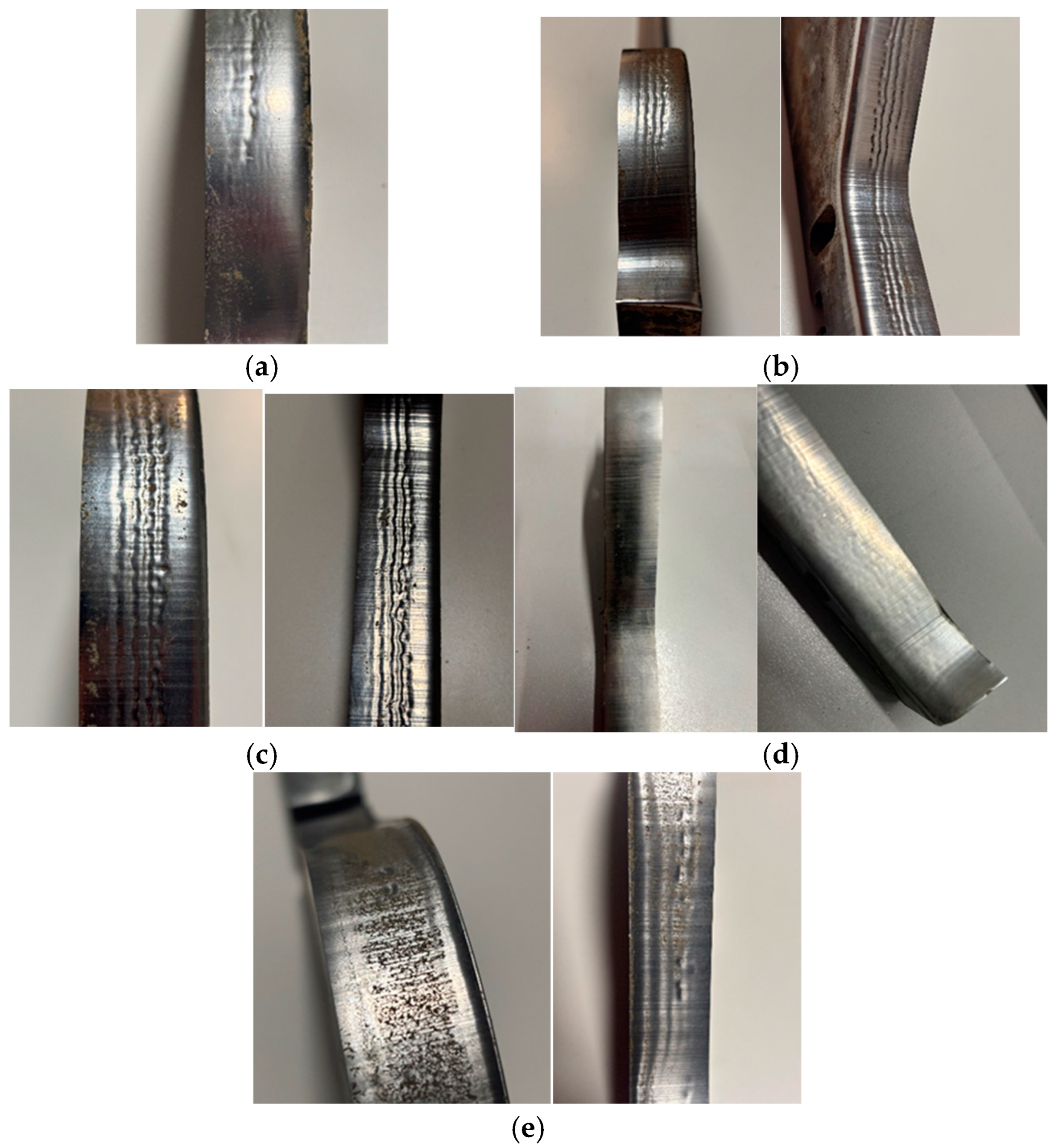
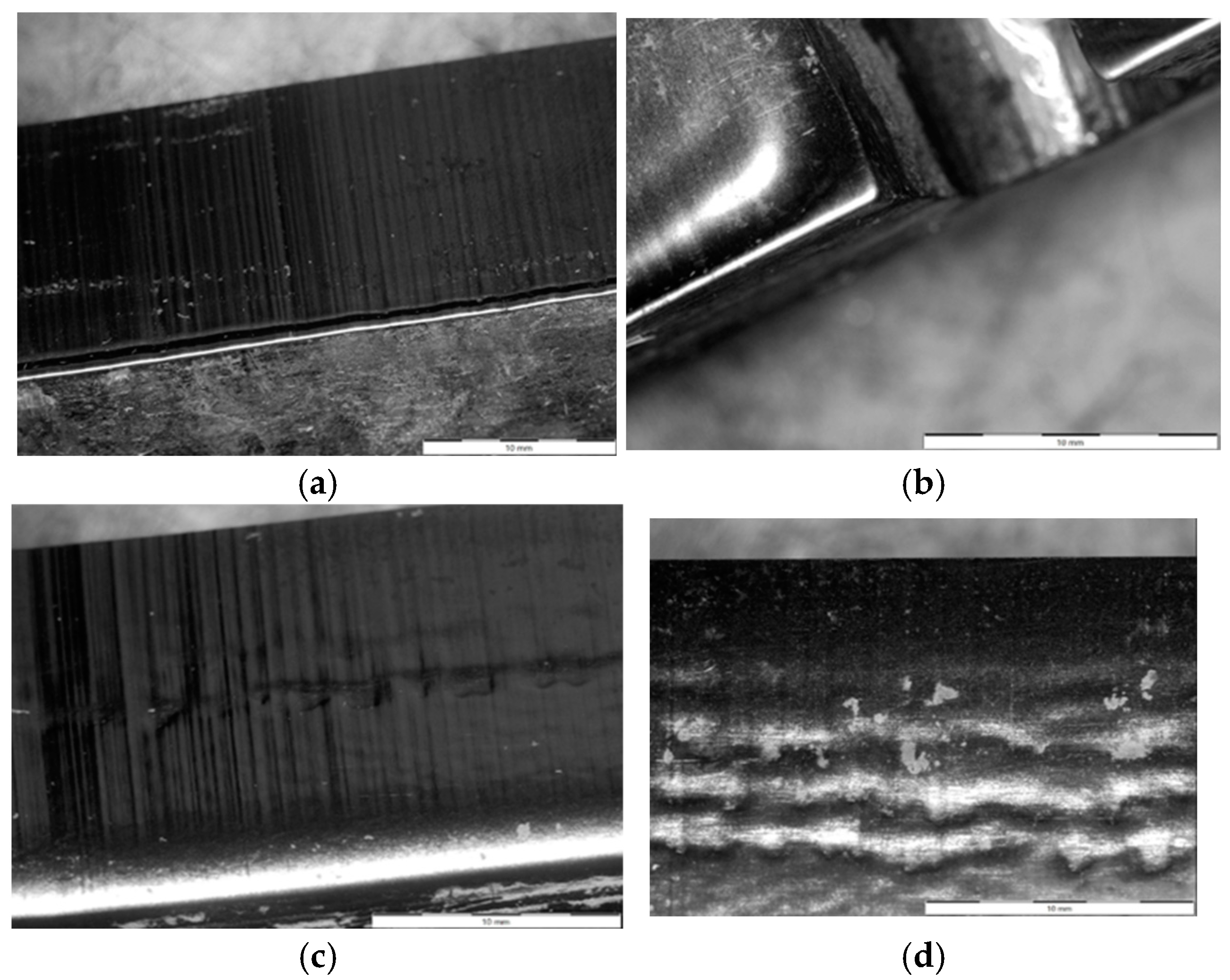
3.3.3. Macroscopic Analysis
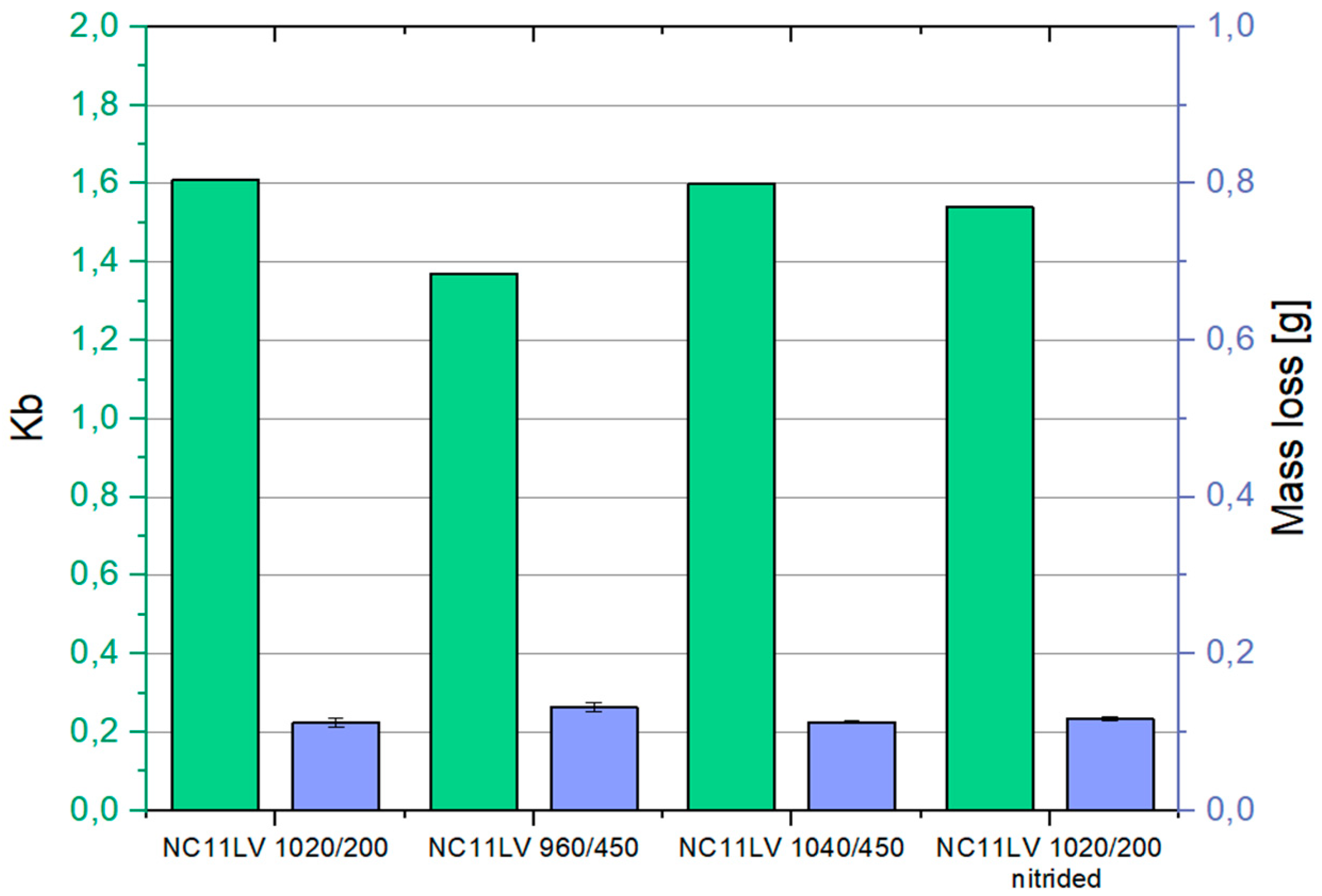
3.3.4. Dry Abrasion Test
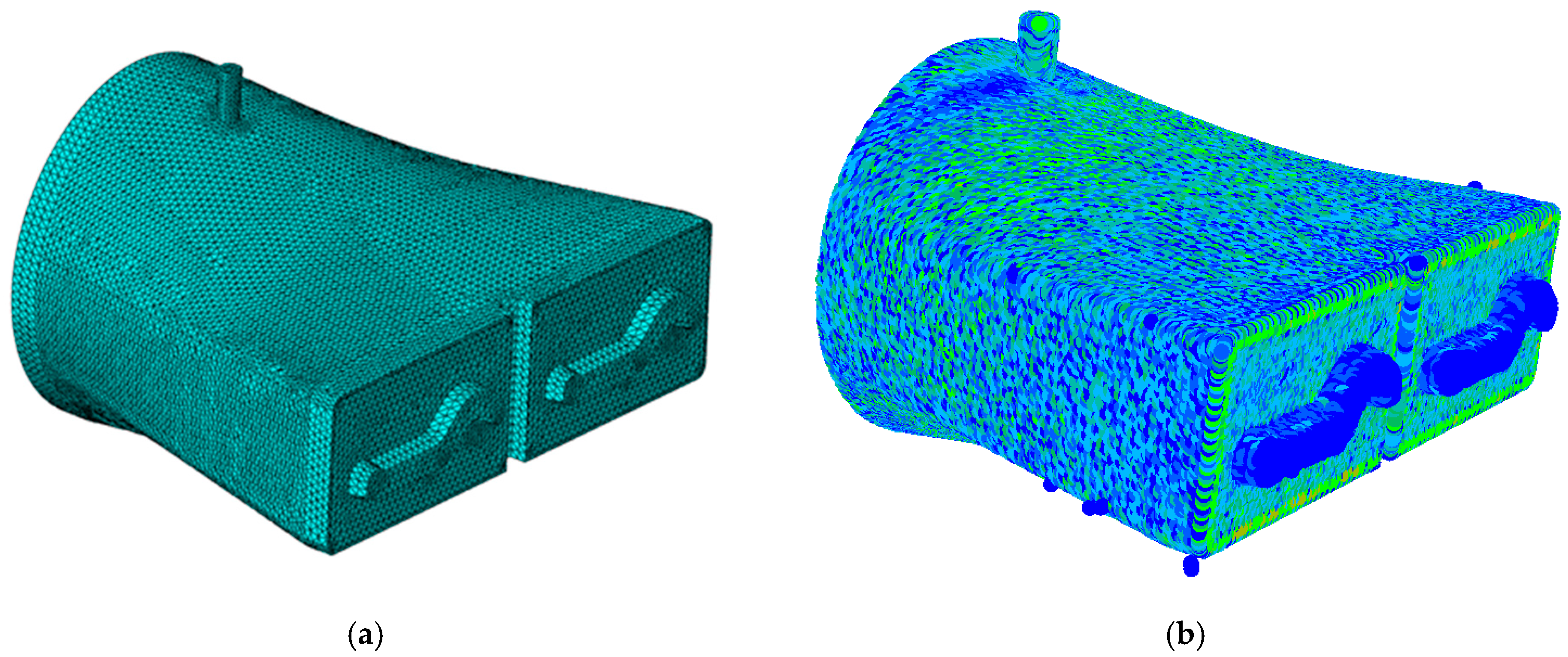
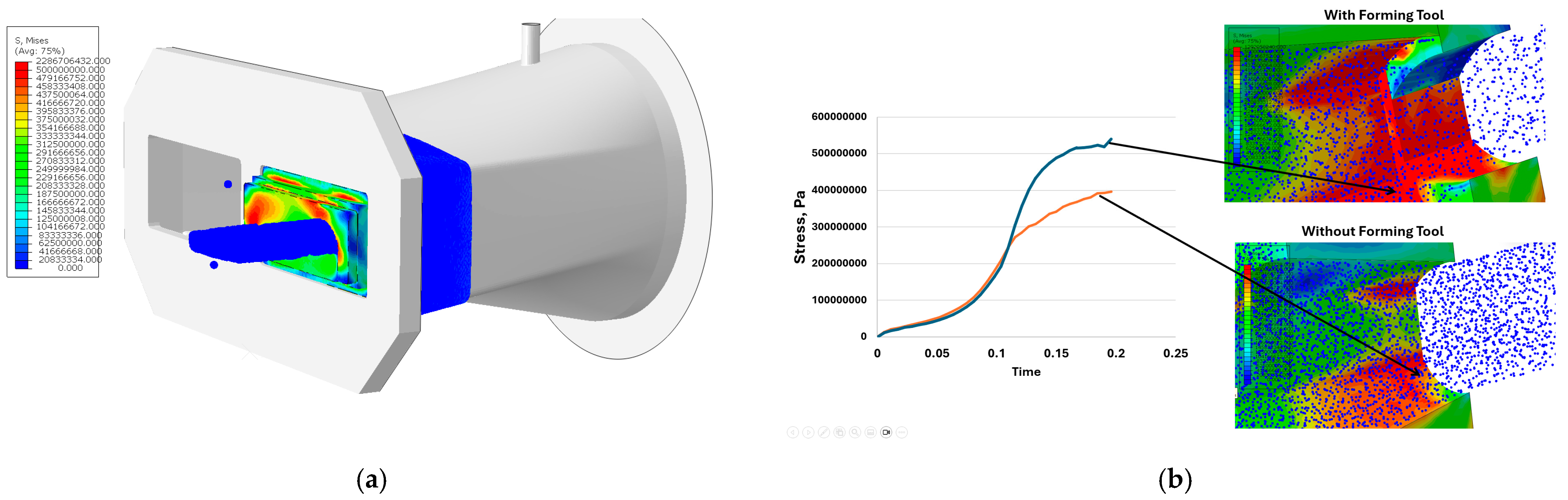
3.4. Numerical Modelling
4. Conclusions
- The key parameters influencing the wear of forming tools in the extrusion process are the extrusion pressure and the band speed. In the conducted operational tests, the extrusion pressure was 21 bar, and the band speed was 20 m/min.
- The primary plastic component of the forming mass is vermiculite. The mass also contains hard fractions such as quartz, zircon, garnet, and ceramic fragments, which significantly contribute to the abrasive wear of forming tools.
- Among the tested hardening variants of NC11LV steel, the best performance in operational tests was observed in the tool hardened at 1020 °C and tempered at 200 °C for 2 h.
- An additional confirmation of the operational test results was provided by the dry abrasion test, conducted on samples from hardened tools. The results were consistent with the operational tests, again showing that NC11LV steel hardened at 1020 °C and tempered at 200 °C for 2 h exhibited the least wear. This indicates that the dry abrasion test is a reliable method for evaluating forming tools, given the use of electrocorundum as the abrasive.
- The service life of the tool was further extended by nitriding the hardened NC11LV steel tool.
- The most significant wear in the operational tests was observed in the Hardox 600 steel tool with an additional overlay weld, likely due to the tempering of the base material caused by improper welding techniques.
- The dominant wear mechanisms for all the tested materials include surface scratching, while irregular deformations were observed on the working surface of the hardened NC11LV steel.
- The best method for gaining deeper insights into the ceramic tile band extrusion process is numerical modelling. Given the large deformations occurring in this technological process, the mesh-free SPH modelling approach is the most suitable solution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dondi, M.; Raimondo, M.; Zanelli, C. Clays and bodies for ceramic tiles: Reappraisal and technological classification. Appl. Clay Sci. 2014, 96, 91–109. [Google Scholar] [CrossRef]
- Souza, D.M.D.; Lafontaine, M.; Charron-Doucet, F.; Bengoa, X.; Chappert, B.; Duarte, F.; Lima, L. Comparative Life Cycle Assessment of ceramic versus concrete roof tiles in the Brazilian context. J. Clean. Prod. 2015, 89, 165–173. [Google Scholar] [CrossRef]
- Farhan, S.A.; Ismail, F.I.; Kiwan, O.; Shafiq, N.; Zain-Ahmed, A.; Husna, N.; Hamid, A.I.A. Effect of Roof Tile Colour on Heat Conduction Transfer, Roof-Top Surface Temperature and Cooling Load in Modern Residential Buildings under the Tropical Climate of Malaysia. Sustainability 2021, 13, 4665. [Google Scholar] [CrossRef]
- Wampers, H. Perspectives for Wear Reduction with Ceramic Extruder Components. In Extrusion in Ceramics; Händle, F., Ed.; Engineering Materials and Processes; Springer: Berlin/Heidelberg, Germany, 2009; pp. 331–346. ISBN 978-3-540-27100-0. [Google Scholar]
- Hawryluk, M.; Marzec, J. Problems related to the operation of machines and devices for the production of ceramic roof tiles with a special consideration of the durability of tools for band extrusion. Arch. Civ. Mech. Eng. 2024, 25, 60. [Google Scholar] [CrossRef]
- Agrafiotis, C.; Tsoutsos, T. Energy saving technologies in the European ceramic sector: A systematic review. Appl. Therm. Eng. 2001, 21, 1231–1249. [Google Scholar] [CrossRef]
- Drpić, A.; Spasojević-Šantić, T.; Radojević, Z. Environmental Product Declaration (EPD) For Clay Roof Tiles-Case Study: Production Plant of Clay Roof Tiles in Republic of Serbia. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1196, 012031. [Google Scholar] [CrossRef]
- Quinteiro, P.; Almeida, M.I.; Serra, J.; Arroja, L.; Dias, A.C. Life cycle assessment of ceramic roof tiles: A temporal perspective. J. Clean. Prod. 2022, 363, 132568. [Google Scholar] [CrossRef]
- Kocserha, I.; Gömze, L.A. Friction properties of clay compounds. Appl. Clay Sci. 2010, 48, 425–430. [Google Scholar] [CrossRef]
- Guzlena, S.; Sakale, G.; Certoks, S.; Grase, L. Sand size particle amount influence on the full brick quality and technical properties. Constr. Build. Mater. 2019, 220, 102–109. [Google Scholar] [CrossRef]
- Riaz, M.H.; Khitab, A.; Ahmad, S.; Anwar, W.; Arshad, M.T. Use of ceramic waste powder for manufacturing durable and eco-friendly bricks. Asian J. Civ. Eng. 2020, 21, 243–252. [Google Scholar] [CrossRef]
- Salehi, M.; Salem, A. Effect of moisture content on extrusion process of kaolinitic–illitic clay in manufacturing of ceramic Raschig ring. J. Mater. Process Technol. 2008, 200, 232–237. [Google Scholar] [CrossRef]
- Mennig, G. Tribological Principles. In Extrusion in Ceramics; Händle, F., Ed.; Engineering Materials and Processes; Springer: Berlin/Heidelberg, Germany, 2009; pp. 313–320. ISBN 978-3-540-27100-0. [Google Scholar]
- Hawryluk, M.; Lachowicz, M.M.; Marzec, J.; Nowak, K.; Suliga, M. Comparative Analysis of the Wear of NC11LV and Hardox 600 Steel Used in Tools for Extrusion of Clay Strands in the Process of Producing Ceramic Roof Tiles. Materials 2022, 16, 293. [Google Scholar] [CrossRef] [PubMed]
- Maryam, H.; Reza, M.A.; Taghizadeh, T.A.; Hossein, A. Effect of lead and molybdenum disulfide additives on wear resistance and physical properties of copper–graphite composite. Mater. Sci.-Pol. 2024, 42, 148–161. [Google Scholar] [CrossRef]
- Berkowski, L.; Borkowski, J. The influence of structure on the results of the nitriding of ledeburitic chromium steels. Part VIII. Investigation of utilization properties of tool materials. Obróbka Plast. Met. 2009, XX, 3–16. [Google Scholar]
- Hryniewicz, T.; Nykiel, T. Fluctuations in Chemical Composition of M7C3 Carbides in the Soft Annealed Nc11lv/D2 Steel. Adv. Mater. Sci. 2014, 14, 24–30. [Google Scholar] [CrossRef]
- Białobrzeska, B.; Konat, Ł. Comparative analysis of abrasive-wear resistance of brinar and hardox steels. Tribologia 2018, 272, 7–16. [Google Scholar] [CrossRef]
- Mazar Atabaki, M.; Kalatehjari, R.; Jafari, S. Optimization of Abrasive Wear Behavior of High Chromium Cast Iron and Hadfield Steel. Recent Pat. Mech. Eng. 2012, 5, 113–128. [Google Scholar] [CrossRef]
- Januszewicz, B.; Wołowiec, E.; Kula, P. The Role of Carbides in Formation of Surface Layer on Steel X153CrMoV12 Due to Low-Pressure Nitriding (Vacuum Nitriding). Met. Sci. Heat Treat. 2015, 57, 32–35. [Google Scholar] [CrossRef]
- Landgraf, P.; Bergelt, T.; Rymer, L.-M.; Kipp, C.; Grund, T.; Bräuer, G.; Lampke, T. Evolution of Microstructure and Hardness of the Nitrided Zone during Plasma Nitriding of High-Alloy Tool Steel. Metals 2022, 12, 866. [Google Scholar] [CrossRef]
- Frydman, S.; Konat, Ł.; Pękalski, G. Structure and hardness changes in welded joints of Hardox steels. Arch. Civ. Mech. Eng. 2008, 8, 15–27. [Google Scholar] [CrossRef]
- Konat, Ł.; Białobrzeska, B.; Białek, P. Effect of Welding Process on Microstructural and Mechanical Characteristics of Hardox 600 Steel. Metals 2017, 7, 349. [Google Scholar] [CrossRef]
- Björk, T.; Westergård, R.; Hogmark, S. Wear of surface treated dies for aluminium extrusion—A case study. Wear 2001, 249, 316–323. [Google Scholar] [CrossRef]
- Hawryluk, M.; Dudkiewicz, Ł.; Jabłońska, M.; Polak, S.; Marzec, J. Analysis of the destruction of a die insert used in the industrial process of hot die forging to produce a yoke forging. Eng. Fail. Anal. 2024, 164, 108661. [Google Scholar] [CrossRef]
- Lisiecka-Graca, P.; Lisiecki, Ł.; Zyguła, K.; Wojtaszek, M. Evaluation of cracking risk of 80MnSi8-6 nanobainitic steel during hot forging in the range of lower temperature limits. Mater. Sci.-Pol. 2024, 42, 171–185. [Google Scholar] [CrossRef]
- Jensen, L.R.D.; Fundal, E.; Møller, P.; Jespersen, M. Prediction of wear rates in comminution equipment. Wear 2010, 269, 525–533. [Google Scholar] [CrossRef]
- Hawryluk, M.; Dudkiewicz, Ł.; Zwierzchowski, M.; Polak, S.; Lachowicz, M.; Ziemba, J.; Gronostajski, Z. Influence of the nitriding process on the durability of tools used in the production of automotive forgings in industrial hot die forging processes on hammers. Mater. Sci.-Pol. 2024, 42, 113–130. [Google Scholar] [CrossRef]
- Zhao, L.; Zhou, K.; Tang, D.; Wang, H.; Li, D.; Peng, Y. Experimental and Numerical Study on Friction and Wear Performance of Hot Extrusion Die Materials. Materials 2022, 15, 1798. [Google Scholar] [CrossRef]
- Yang, Y.; Yang, Z.; He, P.; Duan, X.; Cai, D.; Jia, D.; Zhou, Y. Si3N4 ceramics with embedded microchannel structures fabricated by high-precision additive manufacturing based on computational fluid dynamics simulations. Addit. Manuf. 2022, 60, 103271. [Google Scholar] [CrossRef]
- Hawryluk, M.; Polak, S.; Dudkiewicz, Ł.; Marzec, J.; Jabłońska, M.; Suliga, M.; Tkocz, R.; Korpala, G. Capabilities of numerical simulation support for defect investigations in die forgings. Comput. Methods Mater. Sci. 2024, 24, 25–36. [Google Scholar] [CrossRef]
- Hawryluk, M.; Marzec, J.; Madej, Ł.; Perzyński, K.; Dudkiewicz, Ł. A preliminary study on developing a material model based on a mixture of clay and ceramic flour intended for the extrusion of bands for ceramic roof tiles to establish a numerical model for the load on forming tools. In Proceedings of the 33rd International Conference on Metallurgy and Materials, Brno, Czech Republic, 22–24 May 2024. [Google Scholar]
- Bouzakis, K.-D.; Efstathiou, K.; Paradisiadis, G.; Tsouknidas, A. Experimental and FEM-supported investigation of wet ceramic clay extrusion for the determination of stress distributions on the applied tools’ surfaces. J. Eur. Ceram. Soc. 2008, 28, 2117–2127. [Google Scholar] [CrossRef]
- Händle, F. A Little Bit of Theory. In The Art of Ceramic Extrusion; Springer International Publishing: Cham, Switzerland, 2019; pp. 25–33. ISBN 978-3-030-05254-6. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test No. | Description of Forming Tool 1 | Description of Forming Tool 2 |
|---|---|---|
| Test 1 | Steel NC11LV—hardening: 960 °C, tempering 450 °C for 2 h | Steel NC11LV—hardening: 1020 °C, tempering 200 °C for 2 h |
| Test 2 | Steel NC11LV—hardening: 1060 °C, tempering 450 °C for 2 h | |
| Test 3 | Steel NC11LV—hardening: 1020 °C, tempering 200 °C for 2 h + nitriding | |
| Test 4 | Steel NC11LV—hardening: 1020 °C, tempering 200 °C for 2 h + nitriding | |
| Test 5 | Steel Hardox 600—surfacing |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hawryluk, M.; Marzec, J.; Leśniewski, T.; Krawczyk, J.; Madej, Ł.; Perzyński, K. Analysis of the Wear of Forming Tools in the Process of Extruding Ceramic Bands Using Selected Research Methods for Evaluating Operational Durability. Materials 2025, 18, 1994. https://doi.org/10.3390/ma18091994
Hawryluk M, Marzec J, Leśniewski T, Krawczyk J, Madej Ł, Perzyński K. Analysis of the Wear of Forming Tools in the Process of Extruding Ceramic Bands Using Selected Research Methods for Evaluating Operational Durability. Materials. 2025; 18(9):1994. https://doi.org/10.3390/ma18091994
Chicago/Turabian StyleHawryluk, Marek, Jan Marzec, Tadeusz Leśniewski, Justyna Krawczyk, Łukasz Madej, and Konrad Perzyński. 2025. "Analysis of the Wear of Forming Tools in the Process of Extruding Ceramic Bands Using Selected Research Methods for Evaluating Operational Durability" Materials 18, no. 9: 1994. https://doi.org/10.3390/ma18091994
APA StyleHawryluk, M., Marzec, J., Leśniewski, T., Krawczyk, J., Madej, Ł., & Perzyński, K. (2025). Analysis of the Wear of Forming Tools in the Process of Extruding Ceramic Bands Using Selected Research Methods for Evaluating Operational Durability. Materials, 18(9), 1994. https://doi.org/10.3390/ma18091994