1. Introduction
Laser Powder Bed Fusion (LPBF), as one of the most promising additive manufacturing technologies, enables the direct fabrication of 3D metal components from metal powders without being constrained by the geometric shape and structure of the parts [
1,
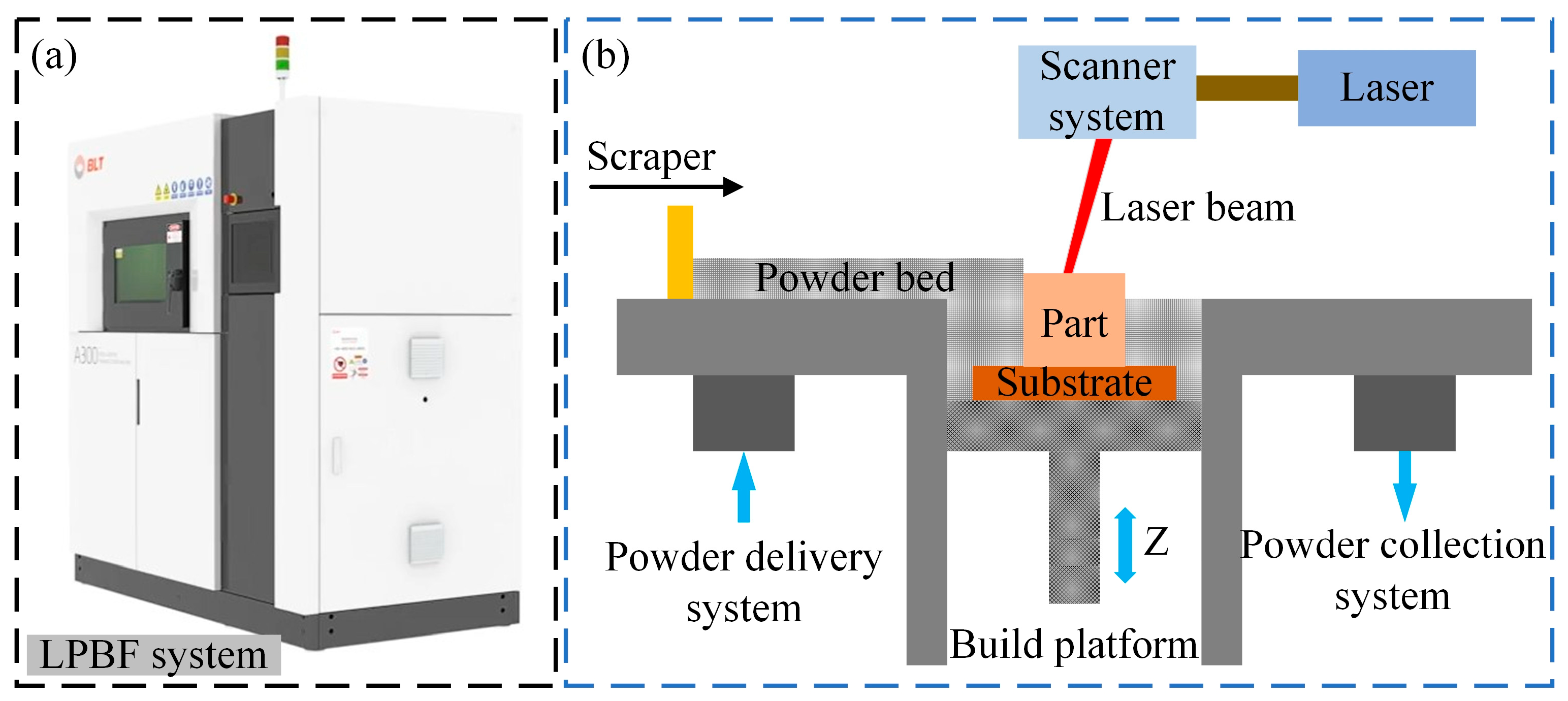
2]. The fundamental principle of this process involves using a scanning laser beam to selectively melt thin layers of metal powder based on sliced data derived from the 3D CAD model of the part. Following a “bottom-up” approach, the process achieves rapid fabrication of metal components through layer-by-layer accumulation. Compared with traditional subtractive and mass-conserving manufacturing techniques, LPBF offers advantages such as lower time cost, the ability to fabricate complex thin-walled components, and no need for post-processing, and it has been widely applied in industries such as automotive, electronics, robotics, and aerospace [
3,
4,
5].
However, LPBF is a complex physical and chemical metallurgical process, and its forming process involves various forms of heat, force, and momentum transfer [
6]. During the laser scanning process, metal powders undergo rapid melting and solidification, with large thermal gradients causing a series of defects that hinder the successful fabrication of high-quality metal components with desirable microstructures and properties. These defects mainly include porosity, deformation, delamination, etc., among which the balling phenomenon is particularly prominent. Generally, the balling phenomenon is macroscopically manifest as the aggregation of metal pellets within a single layer, mainly caused by insufficient melting of the metal powder and spatter formation [
7]. The occurrence of the balling phenomenon will significantly increase the surface roughness of the parts and disrupt the continuity of the forming process [
8]. In addition, it can also induce the generation of internal defects such as lack of fusion, porosity, cracks, and delamination [
9] during the continuous forming process. This is primarily because the balling particles severely impede the uniform deposition of fresh powder onto previously sintered layers. Similar to traditionally manufactured parts, the microstructures caused by the balling phenomenon negatively impact the mechanical properties of LPBF-fabricated components, thereby limiting their application in high-strength and fatigue-resistant scenarios [
10,
11,
12,
13].
To eliminate or mitigate the balling phenomenon in metal systems, scholars gradually pay attention to the balling defect itself and try to improve the quality of LPBF-formed parts by understanding the formation mechanism of the balling phenomenon and its dependence on process parameters. Regarding the formation mechanism, Childs [
14] and Yadroitsev [
15] et al. attributed the formation of balling defects in selective laser melting (SLM) to the Plateau-Rayleigh capillary instability of the molten liquid based on theoretical analysis of experimental results. Using the finite volume method (FVM) to simulate melt pool dynamics in SLM, Dai and Gu et al. [
16] identified thermocapillary forces and recoil pressure induced by vaporization as the primary driving forces behind spattering-induced balling. Similarly, Zöller et al. [
17] applied the Smoothed Particle Hydrodynamics (SPH) method to numerically study the balling defects in the formation of single-track during the laser powder bed fusion of Inconel 718. Their findings revealed that the balling phenomenon was predominantly driven by Marangoni forces and capillary forces. Besides, the emergence of the balling phenomenon can also be attributed to the competitive processes between melt solidification and diffusion in metal systems. Zhou et al. [
18] investigated the balling phenomenon of tungsten (W) parts processed by SLM and concluded that this competition between melt diffusion and solidification is governed by the inherent properties of tungsten, as well as the laser processing parameters employed. Due to tungsten’s high thermal conductivity, high liquid viscosity, and significant surface tension, the molten droplets solidify before fully diffusing, thereby maintaining their spherical geometry. In contrast to the competitive mechanisms observed in metal systems, the balling phenomenon during the preparation of alumina ceramics is primarily governed by the diffusion process. Qiu et al. [
7] found that the balling phenomenon still occurs even when alumina ceramic powders are fully melted without spattering, indicating that the diffusion process is the dominant factor behind such balling behavior.
As for the dependence of balling defects on process parameters, most current researches focus on controlling the balling particles from the perspective of SLM processing, such as adjusting process parameters [
9,
19]. It is believed that the adjustment of process parameters will affect the flow stability and surface tension, which, in turn, affects the phenomenon of balling. For instance, Jia et al. [
20] investigated the surface morphology and density of Inconel 718 components fabricated under different process parameters. They alleviated the balling phenomenon and achieved improved surface morphology and higher density by reducing the scan speed or increasing the laser power to enhance the laser energy density. Li et al. [
21] effectively mitigated the balling phenomenon during the forming process by lowering the oxygen content in the forming chamber to 0.1%. Furthermore, they found that when the scanning trajectory was continuous, the impact of hatch space on the balling phenomenon was negligible. Gu et al. [
22] studied the balling phenomenon and its control method for 316L stainless steel powders in the process of direct metal laser sintering (DMLS). They discovered that increasing the volumetric energy density (VED)—by raising the laser power, decreasing the scan speed, or reducing the powder layer thickness—could reduce the tendency of balling. Additionally, they observed that incorporating a small amount of deoxidizing agents into the powder resulted in a smooth, balling-free sintered surface. Yu et al. [
23] simulated the single-track forming process of AlSi10Mg and found that appropriately increasing the laser power allowed for the complete melting of the metal powder, thereby improving wettability and surface quality. However, they also noted that excessive laser power induced porosity and exacerbated balling effects, leading to rough surfaces. This is mainly because insufficient laser power fails to fully melt the powder, while excessive power destabilizes the melt pool and leads to self-balling. The above-mentioned studies demonstrate that the severity of the balling phenomenon is closely related to process parameters. Properly controlling these parameters can effectively prevent the occurrence of balling, ultimately enabling the production of high-quality components.
As mentioned in the previous section, to identify optimal process parameters for achieving high-quality fabrication of components, one method is to establish a physics-based numerical model or conduct trial-and-error experiments to analyze the effects of process parameters. The former requires a deep understanding of the physical principles underlying the LPBF process, which can be challenging, especially when only partial information about the process is available. The latter, on the other hand, involves extensive experimentation, which is often time-consuming and labor-intensive. Another approach is to seek an alternative numerical prediction method based on a small amount of data. To this end, numerous researchers in the field of additive manufacturing have focused on using statistical methods or machine learning techniques to quantify the relationship between process parameters and the response variables related to forming quality, such as density, surface roughness, dimensional accuracy, and fatigue life, and using different evolutionary computation methods to optimize the process parameters to achieve high-quality fabrication of specimens. For example, Costa et al. [
24] aimed to maximize the density of SLMed Ti6Al4V parts and constructed a predictive model based on the response surface methodology (RSM) and artificial neural network (ANN) to characterize the complex relationship between process parameters and density. These models were further integrated with three different nature-inspired metaheuristic algorithms—Particle Swarm Optimization (PSO), Genetic Algorithm (GA), and Simulated Annealing Harmony Search (SAHS)—to determine the optimal process parameters. Similarly, Cao et al. [
25] focused on surface roughness and dimensional accuracy as response variables for LPBF parts and developed a Kriging model to quantitatively describe the relationship between key process parameters and these response variables. The model was then coupled with the Whale Optimization Algorithm (WOA) to optimize the process parameters, resulting in improved surface roughness and dimensional accuracy. Zhang et al. [
26] combined artificial neural networks with fuzzy logic to create an Adaptive Neuro-Fuzzy Inference System (ANFIS) for predicting the fatigue life of 316L stainless steel samples fabricated via LPBF. Their model accurately predicted the fracture mechanisms and fatigue life of specimens based on different process and post-processing parameters. Mehrpouya et al. [
27] developed a prediction model for process parameter optimization based on an artificial neural network to tailor the functional and mechanical behavior of printed NiTi parts, especially mechanical properties such as strain recovery rate and transition temperature. Additionally, Vijayaraghavan et al. [
28] proposed an Improved Multi-Gene Genetic Programming (Im-MGGP) method to model the functional relationship between wear strength and input process variables in Fused Deposition Modeling (FDM). The results demonstrated that the improved method outperformed traditional MGGP, Support Vector Regression (SVR), and ANN models, providing better generalization for predicting the wear strength of FDM-fabricated parts. These above studies show that the optimization of process parameters based on statistical models and machine learning techniques is a time-saving and efficient method, which does not require any physics-based equations and only requires the use of past experimental data to establish the relationship between input variables and output targets. Additionally, they enable the exploration of appropriate process windows, avoiding the need for labor-intensive trial-and-error experiments.
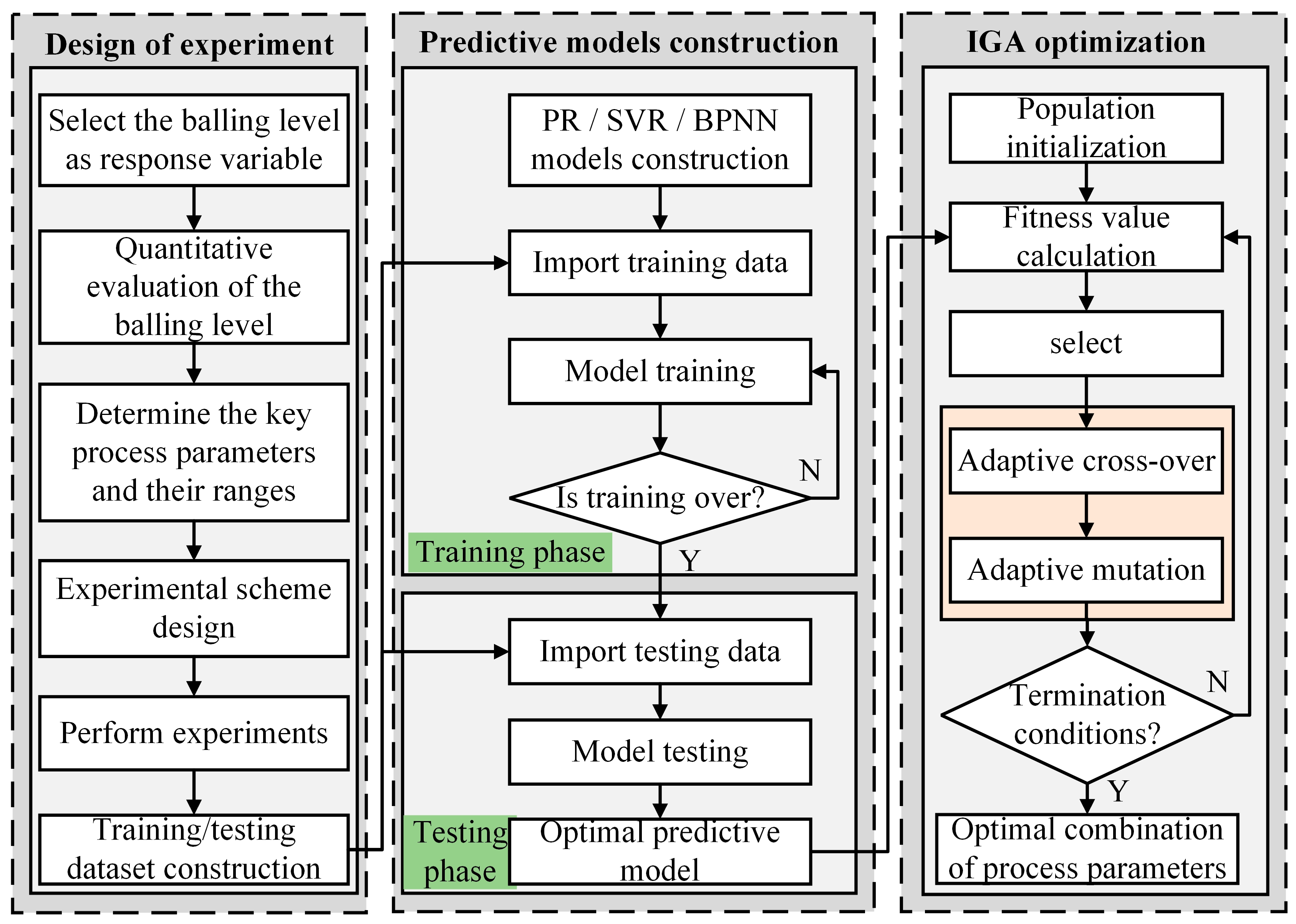
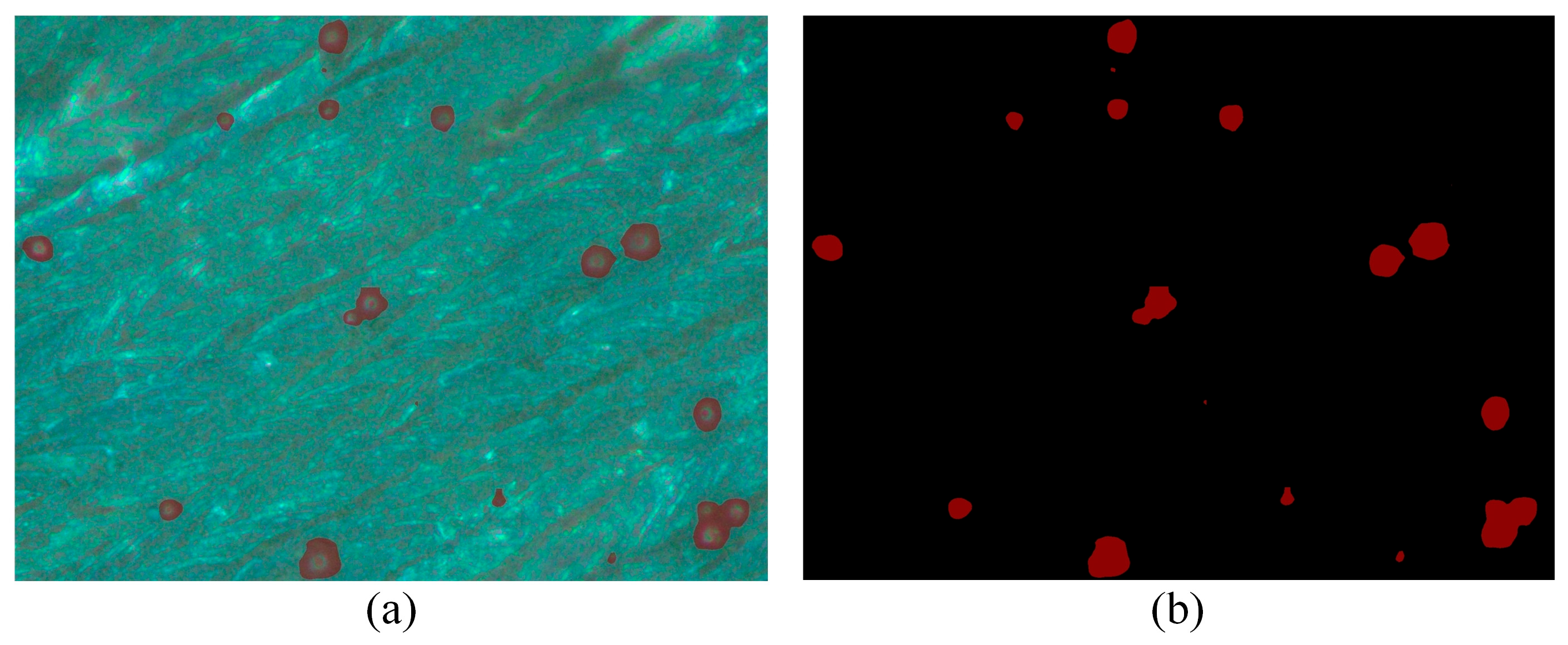
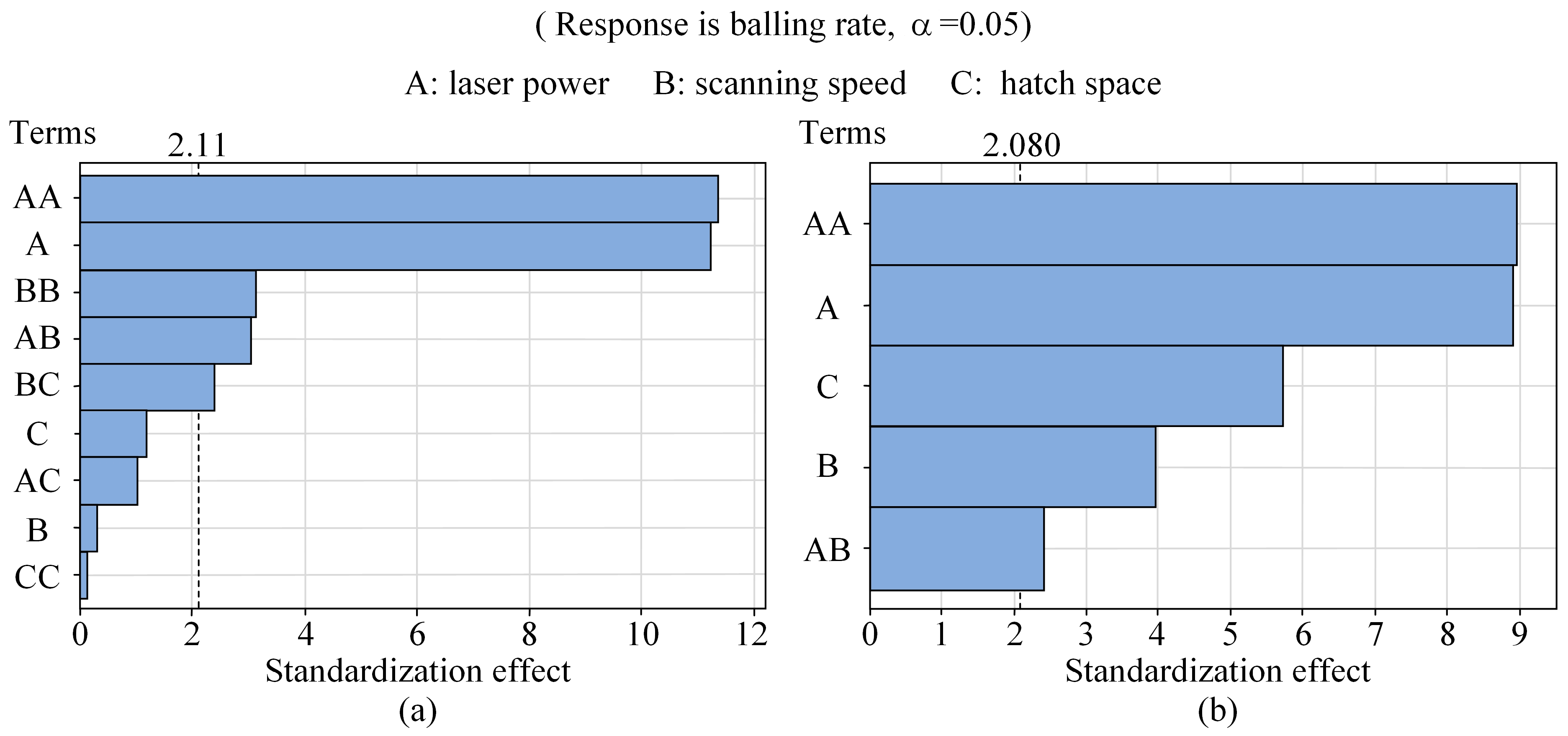
However, existing studies on the relationship between process parameters and balling defects primarily rely on single-factor analysis involving numerous single-track experiments and typically employ subjective evaluations to assess the “balling level” (a term referring to the severity of balling defects in this paper). The shortcomings brought by such approaches are that the interactive effect of various parameters on balling defects remains insufficiently analyzed, and the subjective evaluation of balling level often leads to inaccuracies in determining the optimal combination of process parameters. To our knowledge, there has been no systematic investigation utilizing statistical models or machine learning techniques to explore the relationship between process parameters and the balling level, nor have there been reports on process parameter optimization specifically targeting the balling level. Therefore, this study presents a data-driven framework to predict and optimize the balling level on the interlayer surface of the parts during the LPBF process. Within this framework, machine learning techniques are employed to predict the balling level on the interlayer surfaces under different combinations of process parameters, while an improved genetic algorithm is then used to search for globally optimal process parameters. Finally, the optimization results are validated through a confirmation experiment. There are three main innovations in this work. First, balling features are extracted using a fully convolutional network (FCN), enabling a quantitative assessment of the balling level. Second, the balling level is selected as the response variable for LPBF components, and the relationship between the key process parameters and the balling level is established by the models of polynomial regression (PR), support vector regression (SVR), and backpropagation neural network (BPNN). Then, A comparative analysis of the prediction accuracy of these models is conducted to identify the optimal prediction model. Third, an improved genetic algorithm (IGA) is employed to optimize the process parameters, resulting in the attainment of optimal balling levels on the interlayer surface of the part. The results demonstrate that the proposed data-driven model is both feasible and effective in optimizing LPBF process parameters. This approach enables the attainment of an ideal balling level on the specimen’s interlayer surface, providing a practical and quantitative method to mitigate balling defects and enhance fabrication quality in the LPBF process.
The remainder of this paper is organized as follows:
Section 2 details the experimental arrangements.
Section 3 introduces the methodology of the proposed data-driven framework. In
Section 4, the performance of various predictive and optimization models is evaluated, and the optimal process parameters are validated. Finally,
Section 5 outlines the conclusions.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}