
Microstructure and Mechanical Properties of Nb35Zr26Ti19Hf15Mo5 Refractory High-Entropy Alloy Under Rolling and Heat Treatment

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials Preparation
2.2. Microstructure Characterization
2.3. Mechanical Property Testing
3. Results
3.1. Crystal Structure and Microstructure
3.2. Influence of Different Reduction Amounts on the Microstructure and Mechanical Properties of Alloys
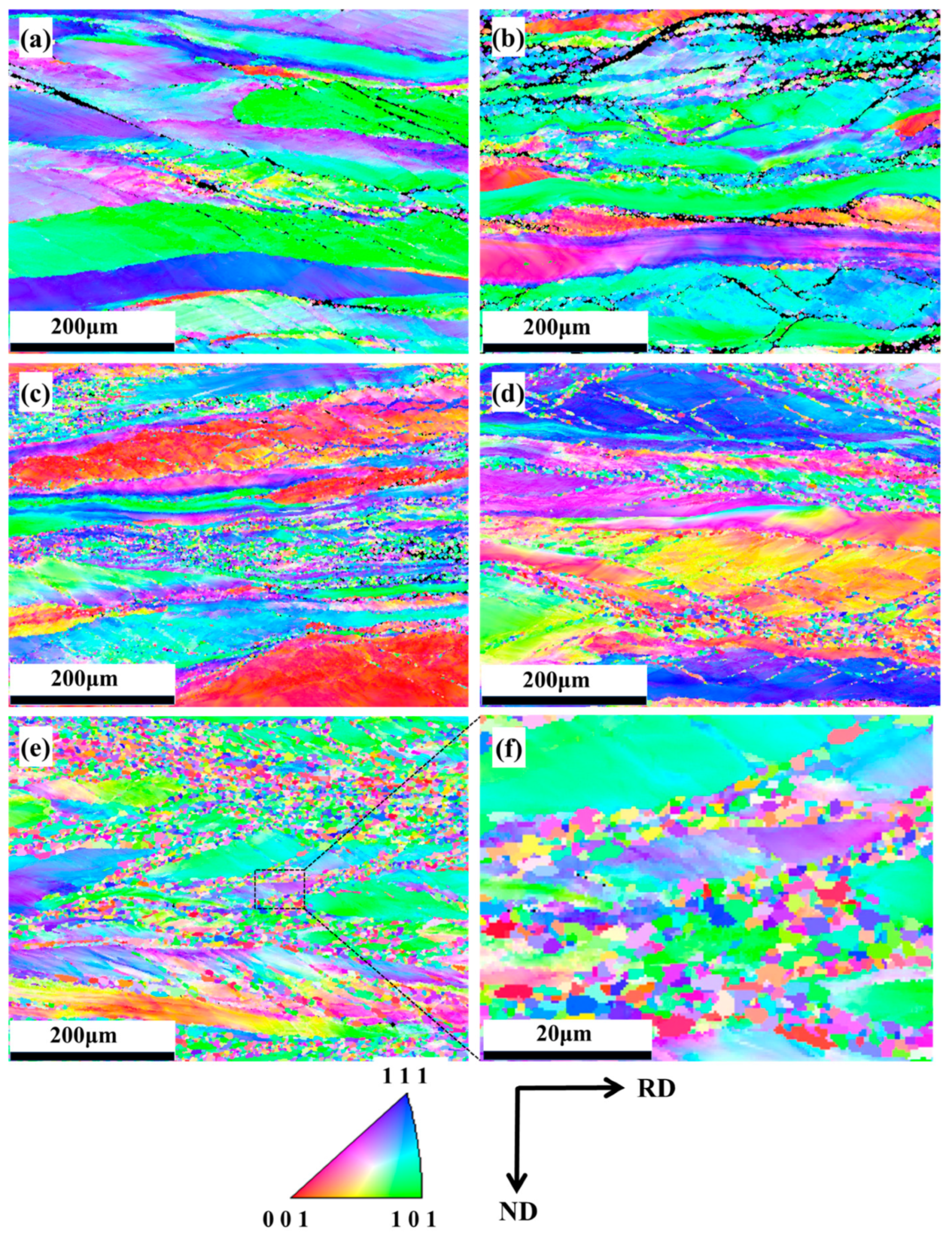
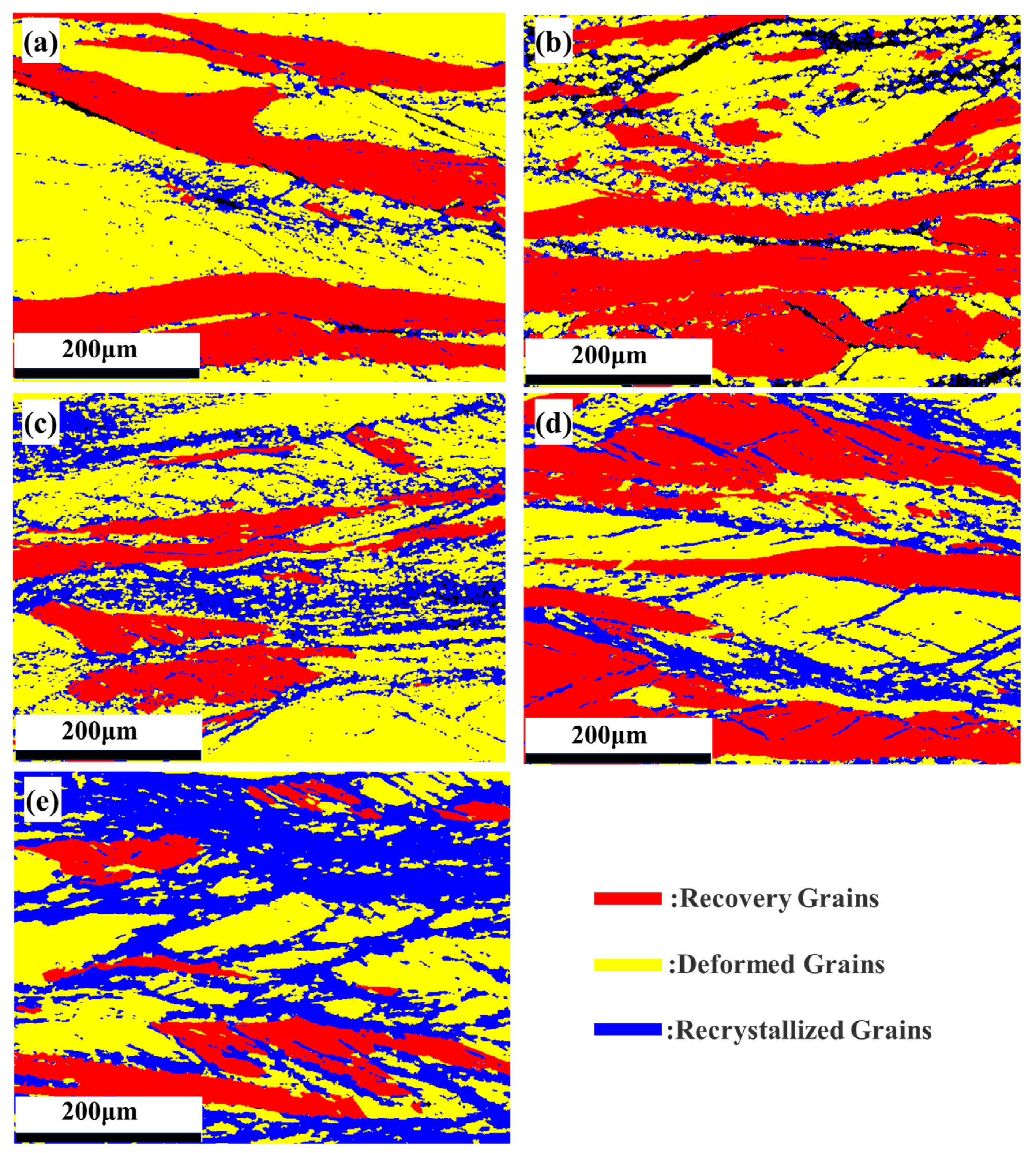
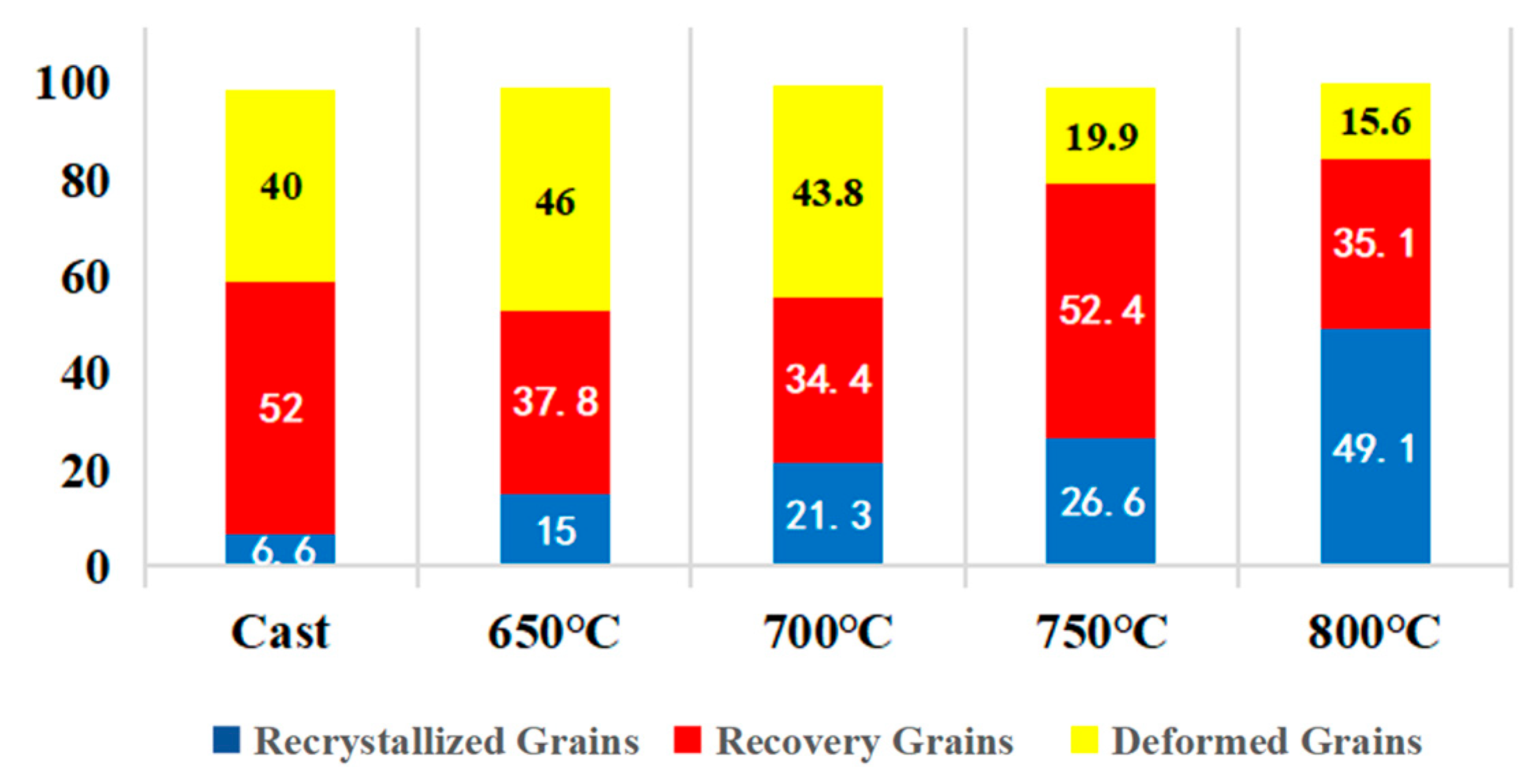
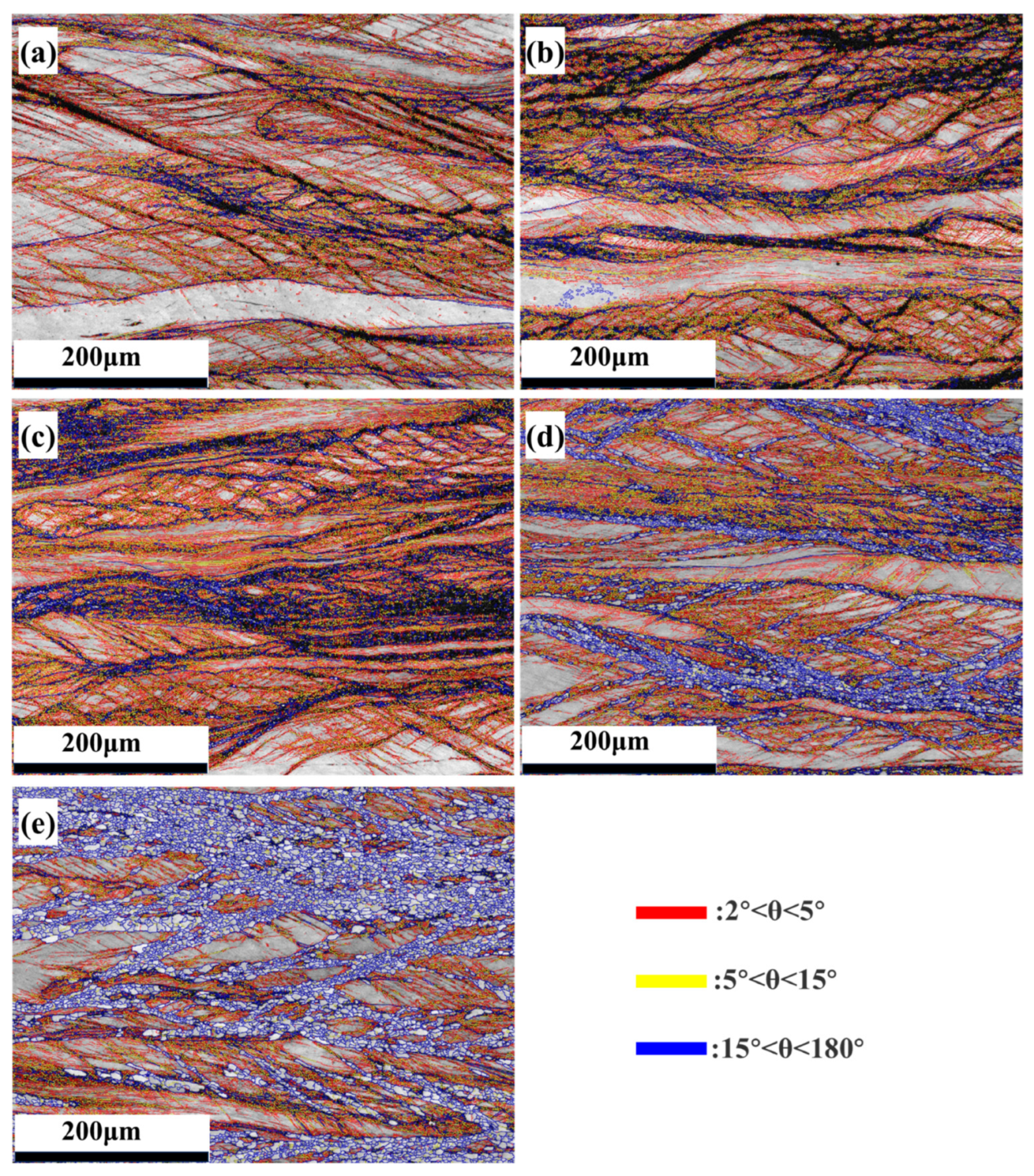
3.3. Effect of Annealing Temperature on the Microstructure of the Nb35Zr26Ti19Hf15Mo5 Refractory High-Entropy Alloy
4. Discussion
4.1. Formation Mechanism of Microstructure
4.1.1. Analysis of the Formation Mechanism of the BCC Phase
4.1.2. Microstructure Evolution During Rolling and Heat Treatment
4.2. Analysis of the Mechanical Properties of the Alloy
4.2.1. Solid Solution Strengthening
4.2.2. Texture
4.2.3. Dislocation Strengthening
5. Conclusions
- (1)
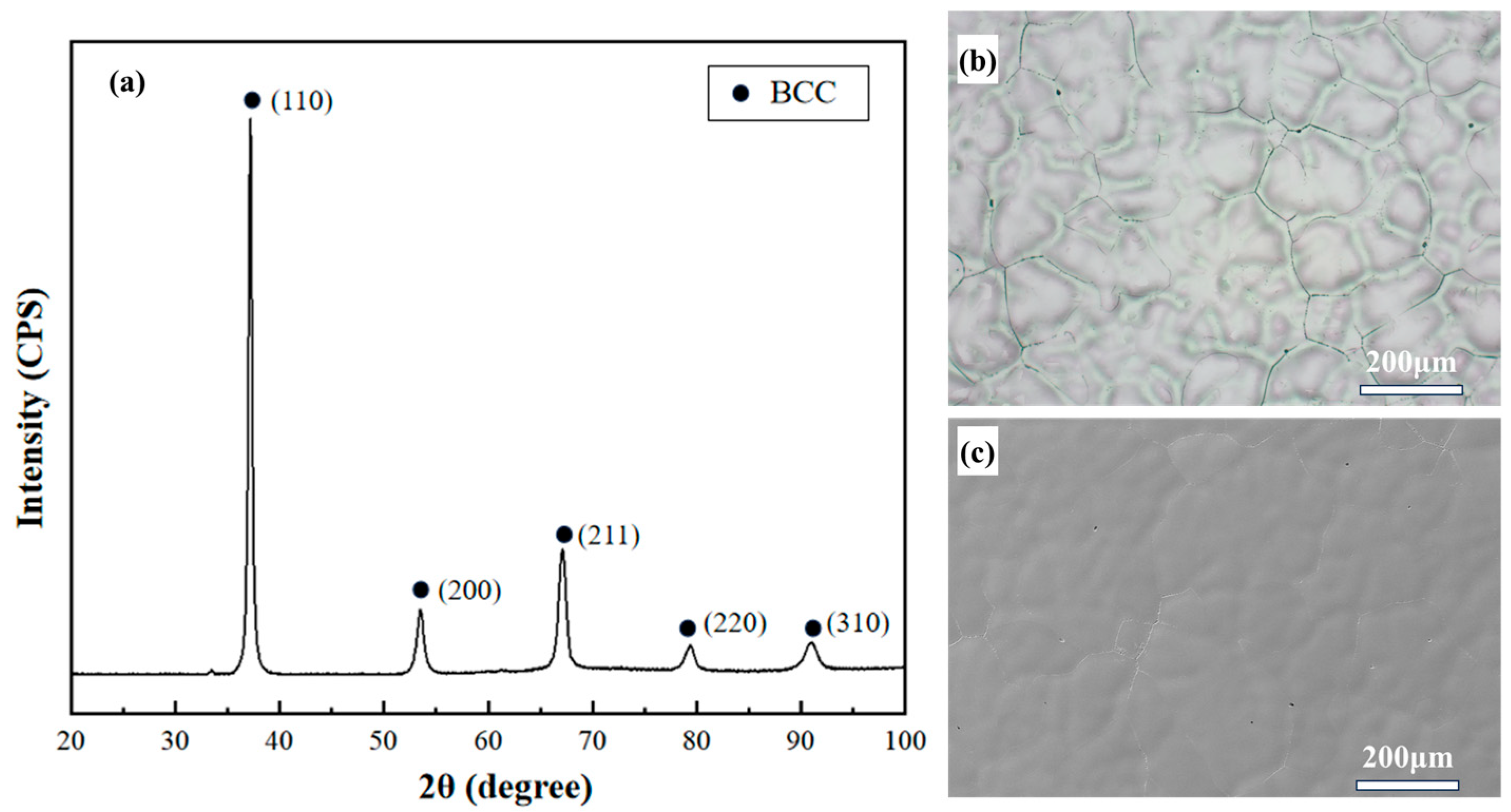
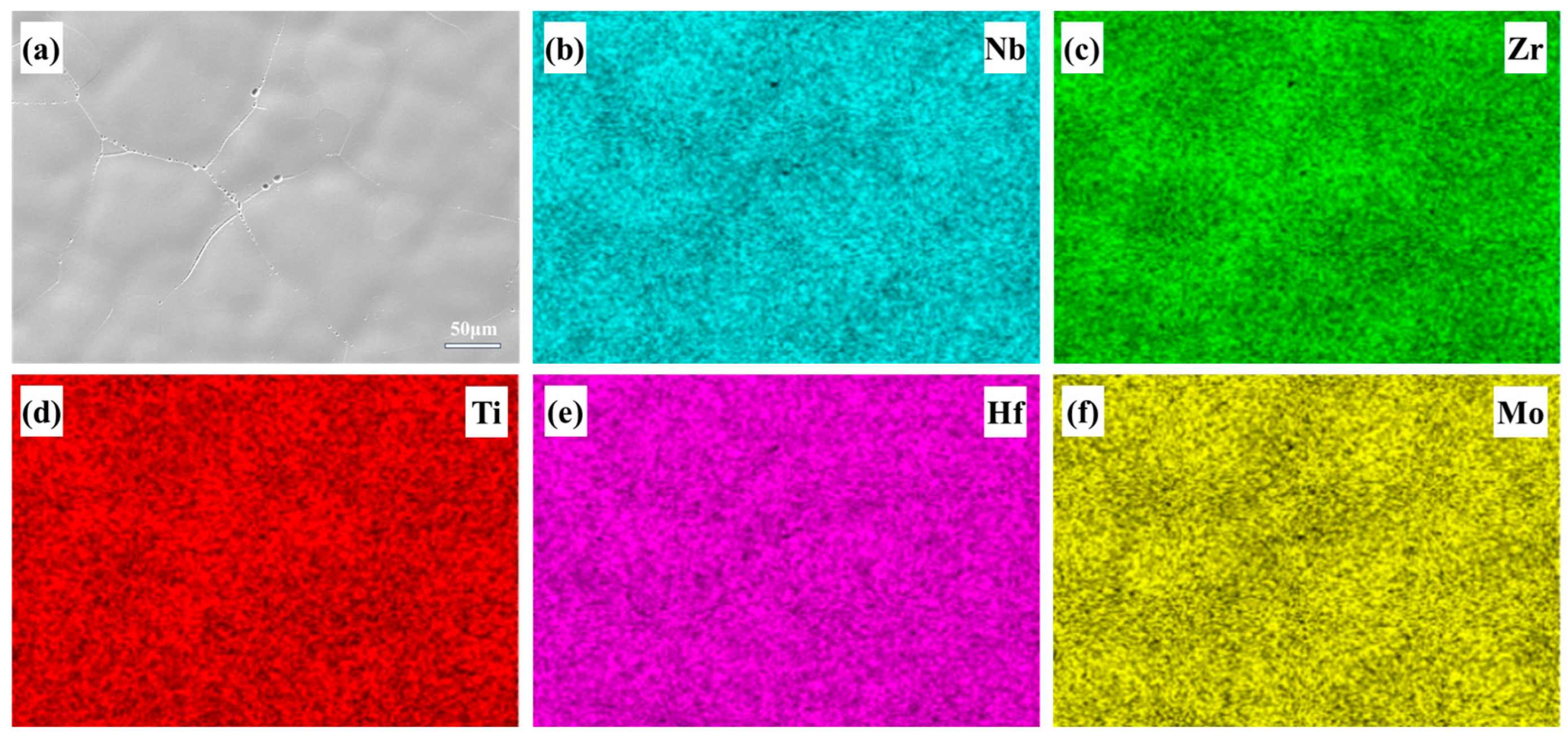
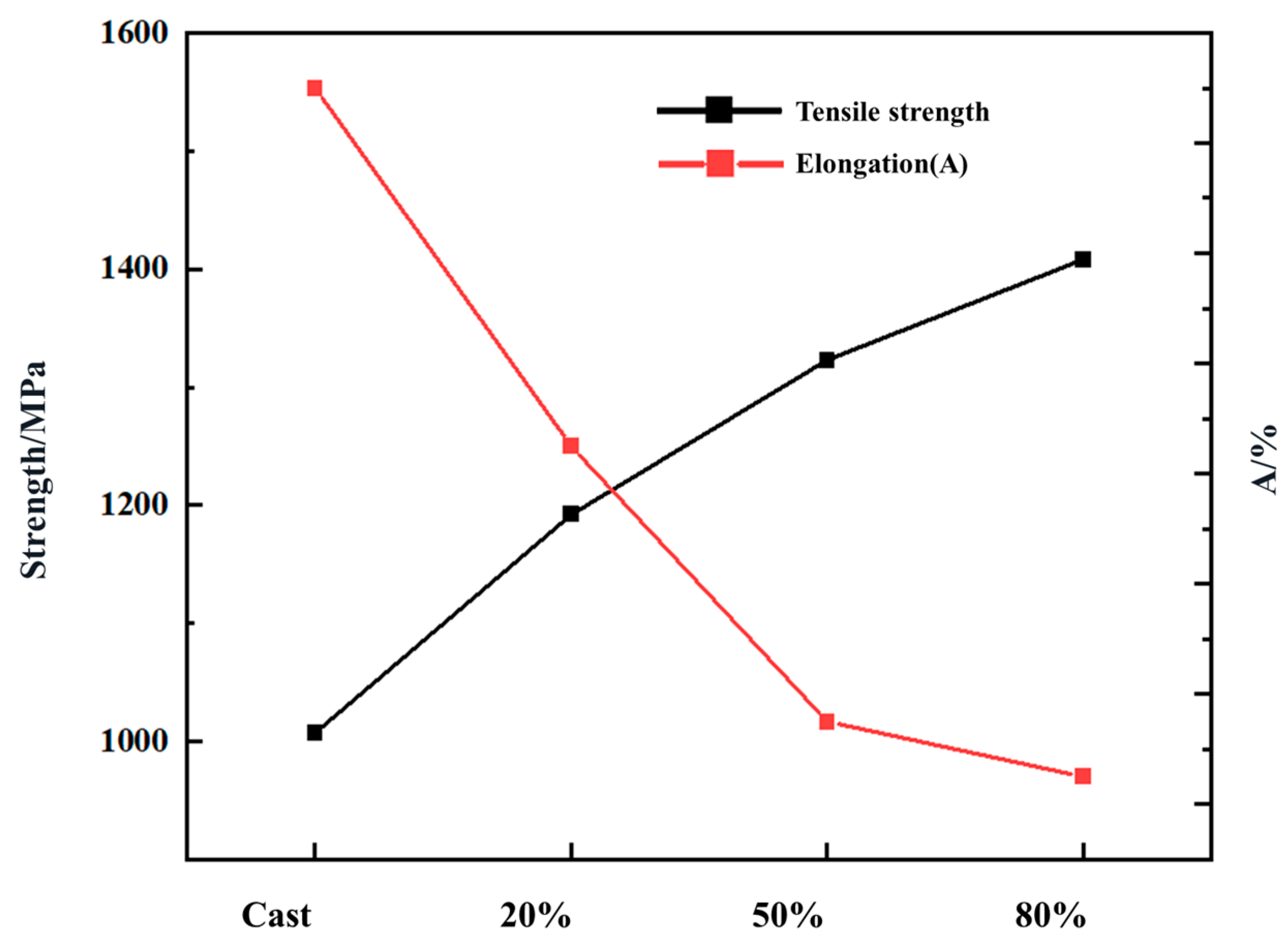
- The as-cast Nb35Zr26Ti19Hf15Mo5 RHEA exhibits a single-phase body-centered cubic (BCC) solid solution structure with exceptional phase stability. The significant atomic radius disparity of Zr predominantly contributes to solid solution strengthening, endowing the alloy with a tensile strength of 1007 MPa and an elongation of 23%, demonstrating remarkable strength–ductility synergy.
- (2)
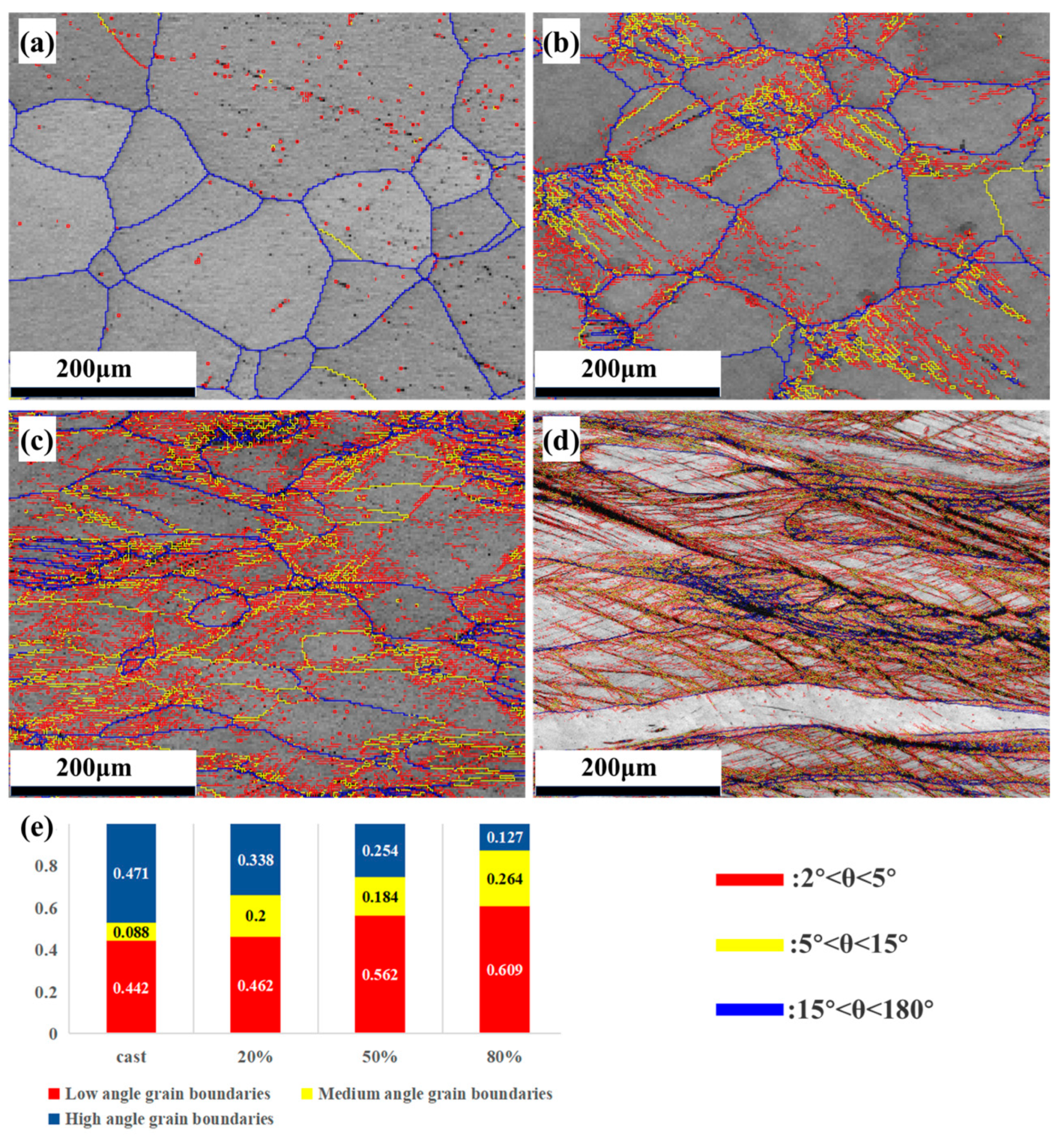
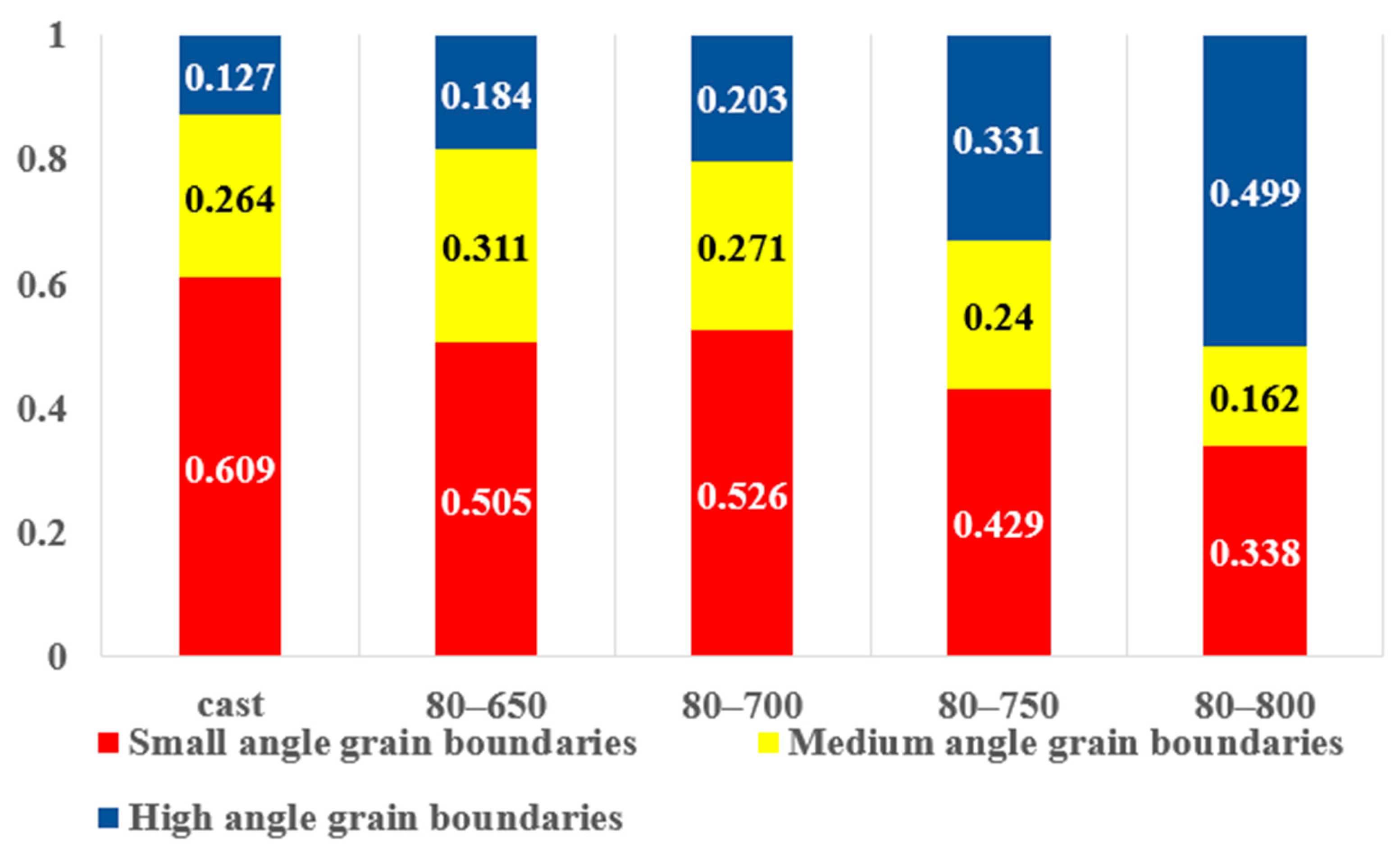
- Cold rolling substantially modifies the microstructure and mechanical behavior: at 80% rolling reduction, the dislocation density increases by a factor of 3.2 compared to the as-cast state, while the proportion of low-angle grain boundaries (LAGBs) rises from 53.0% to 84.9%. These microstructural changes elevate the tensile strength to 1408 MPa (a 40% enhancement), albeit with reduced elongation (10.5%). This strength–ductility trade-off is attributed to the combined effects of work-hardening and dislocation-blocking mechanisms.
- (3)
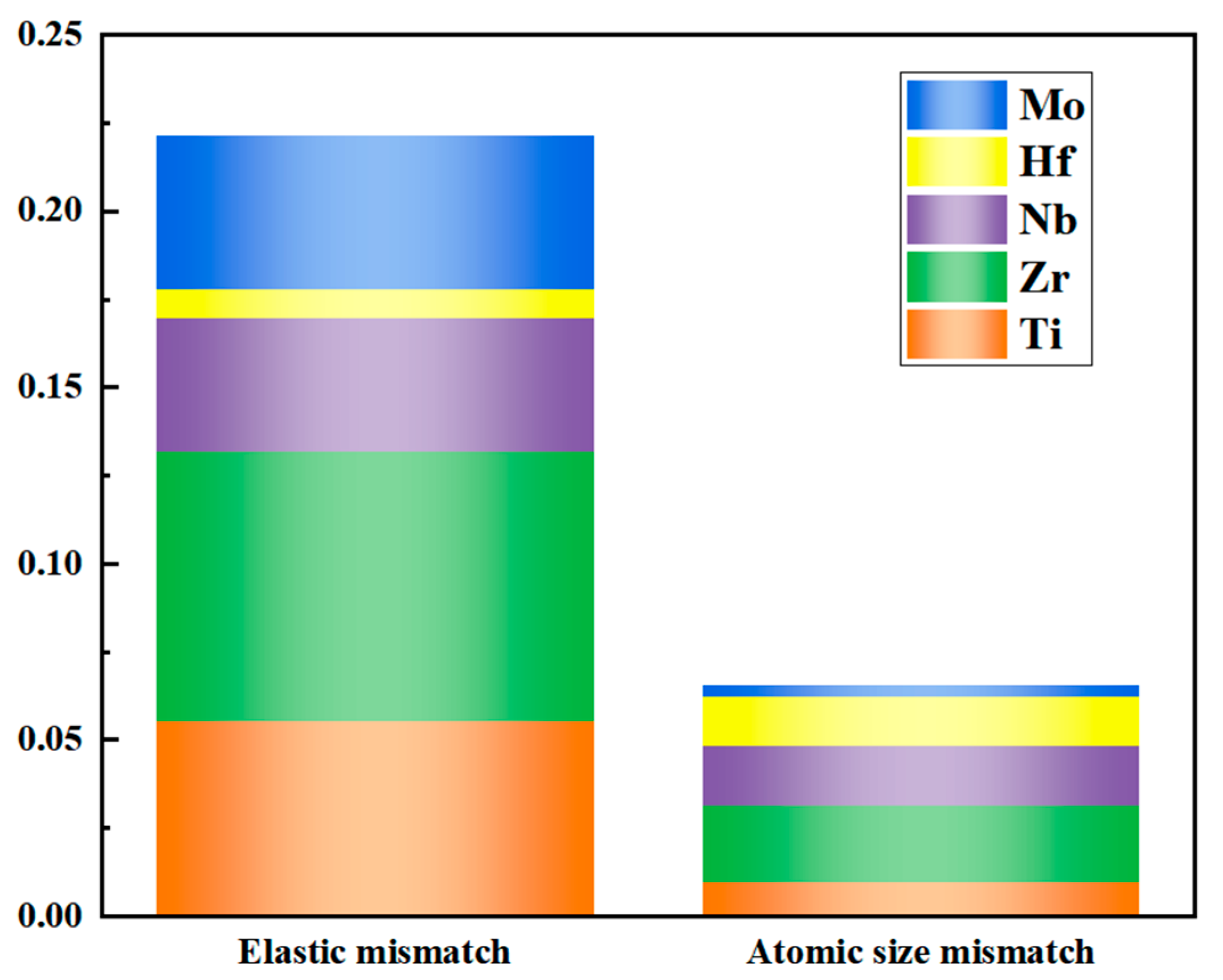
- As regards strengthening mechanisms, the alloy’s mechanical strengthening arises from two synergistic mechanisms. The first is solid solution strengthening, which is dominated by atomic size mismatch (33% contribution from Zr) and modulus disparity (34% contribution from Zr). The second is dislocation strengthening, which is achieved through dislocation tangles and LAGBs generated during rolling processes, effectively hindering dislocation motion.
- (4)
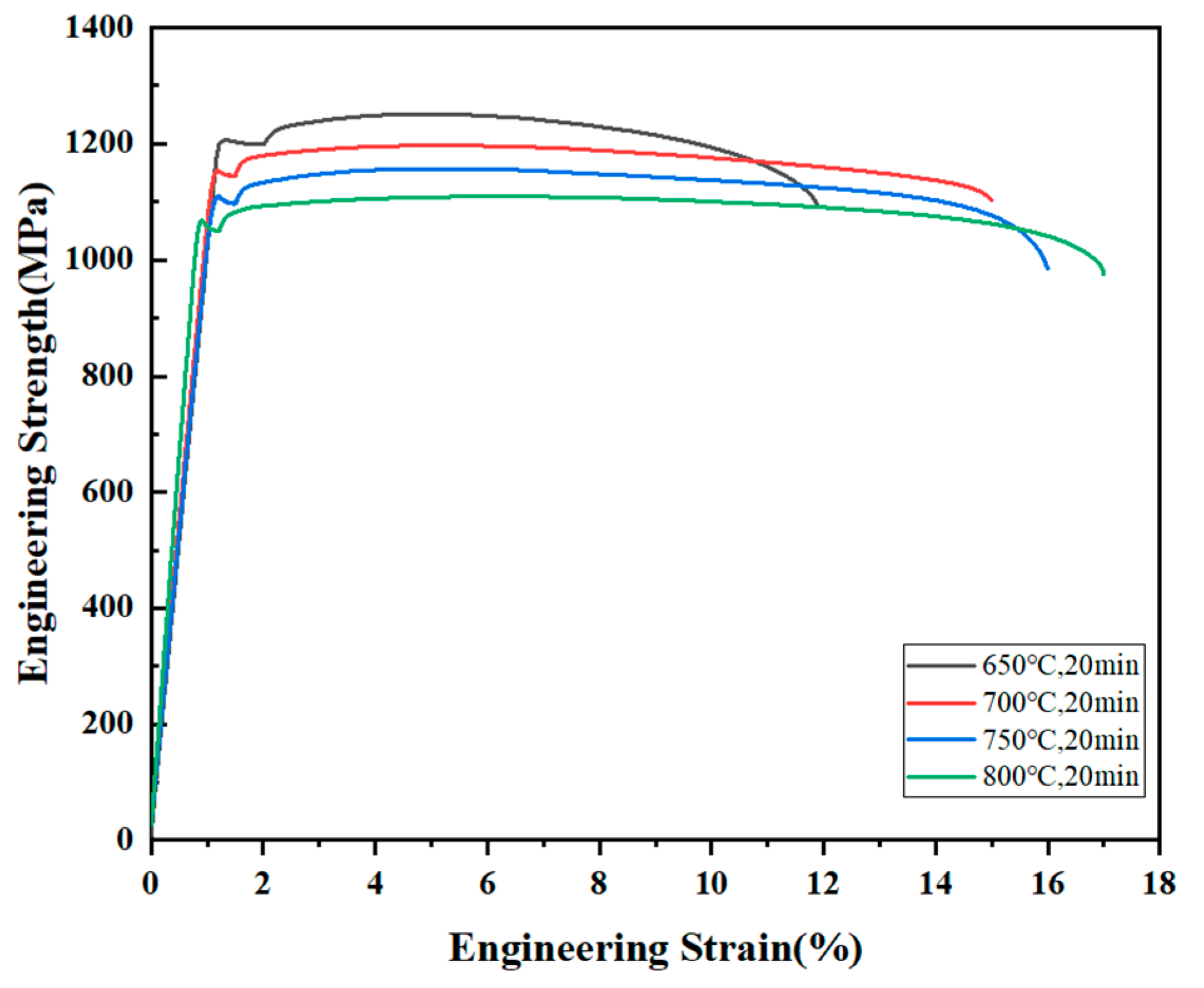
- Systematic investigations will be carried out to conduct full recrystallization annealing at elevated temperatures (>800 °C) to elucidate the microstructure evolution mechanisms. High-temperature tensile testing (≥800 °C) will be carried out to systematically evaluate the mechanical performance evolution and deformation mechanisms under thermal service conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yan, X.H.; Zou, Y.; Zhang, Y. Properties and processing technologies of high-entropy alloys. Mater. Futures 2022, 1, 022002. [Google Scholar] [CrossRef]
- Balaji, V.; Xavior, M.A. Development of high entropy alloys (HEAs): Current trends. Heliyon 2024, 10, e26464. [Google Scholar]
- Sohrabi, M.J.; Kalhor, A.; Mirzadeh, H.; Rodak, K.; Kim, H.S. Tailoring the strengthening mechanisms of high-entropy alloys toward excellent strength-ductility synergy by metalloid silicon alloying: A review. Prog. Mater. Sci. 2024, 144, 101295. [Google Scholar] [CrossRef]
- Hsu, W.L.; Tsai, C.W.; Yeh, A.C.; Yeh, J.W. Clarifying the four core effects of high-entropy materials. Nat. Rev. Chem. 2024, 8, 471–485. [Google Scholar] [CrossRef] [PubMed]
- Schweidler, S.; Botros, M.; Strauss, F.; Wang, Q.; Ma, Y.; Velasco, L.; Marques, G.C.; Sarkar, A.; Kübel, C.; Hahn, H.; et al. High-entropy materials for energy and electronic applications. Nat. Rev. Mater. 2024, 9, 266–281. [Google Scholar] [CrossRef]
- Diao, H.Y.; Feng, R.; Dahmen, K.A.; Liaw, P.K. Fundamental deformation behavior in high-entropy alloys: An overview. Curr. Opin. Solid State Mater. Sci. 2017, 21, 252–266. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory high-entropy alloys. Intermetallics 2010, 18, 1758–1765. [Google Scholar] [CrossRef]
- Körmann, F.; Kostiuchenko, T.; Shapeev, A.; Neugebauer, J. B2 ordering in body-centered-cubic AlNbTiV refractory high-entropy alloys. Phys. Rev. Mater. 2021, 5, 053803. [Google Scholar] [CrossRef]
- Tao, S.; Jiang, W.; Zhang, W.; Qiu, H.; Wu, S.; Guo, S.; Zhu, B. Microstructure evolution and mechanical properties of NbHfTiVCx novel refractory high entropy alloys with variable carbon content. J. Alloy Compd. 2022, 928, 166986. [Google Scholar] [CrossRef]
- Yurchenko, N.Y.; Stepanov, N.D.; Gridneva, A.O.; Mishunin, M.V.; Salishchev, G.A.; Zherebtsov, S.V. Effect of Cr and Zr on phase stability of refractory Al-Cr-Nb-Ti-V-Zr high-entropy alloys. J. Alloy Compd. 2018, 757, 403–414. [Google Scholar] [CrossRef]
- Thirathipviwat, P.; Onuki, Y.; Vishnu, J.; Kesavan, P.; Raheem, A.; Manivasagam, G.; Shankar, K.V.; Hasegawa, M.; Sato, S. Superior fretting wear resistance of 30Nb5Ta30Ti15V20Zr refractory high entropy alloy in a comparison with Ti6Al4V. Mater. Lett. 2023, 339, 134105. [Google Scholar] [CrossRef]
- Sadeghilaridjani, M.; Ayyagari, A.; Muskeri, S.; Hasannaeimi, V.; Salloom, R.; Chen, W.-Y.; Mukherjee, S. Ion irradiation response and mechanical behavior of reduced activity high entropy alloy. J. Nucl. Mater. 2020, 529, 151955. [Google Scholar] [CrossRef]
- Guler, S.H.; Yakin, A.; Guler, O.; Chattopadhyay, A.K.; Simsek, T. A critical review of the refractory high-entropy materials: RHEA alloys, composites, ceramics, additively manufactured RHEA alloys. Curr. Appl. Phys. 2025, 70, 87–124. [Google Scholar] [CrossRef]
- Moghaddam, A.O.; Cabot, A.; Trofimov, E.A. Does the pathway for development of next generation nuclear materials straightly go through high-entropy materials? Int. J. Refract. Met. Hard. Mat. 2021, 97, 105504. [Google Scholar] [CrossRef]
- Ali, N.; Zhang, L.; Liu, D.; Zhou, H.; Sanaullah, K.; Zhang, C.; Chu, J.; Nian, Y.; Cheng, J. Strengthening mechanisms in high entropy alloys: A review. Mater. Today Commun. 2022, 33, 104686. [Google Scholar] [CrossRef]
- Whitfield, T.E.; Wise, G.J.; Pickering, E.J.; Stone, H.J.; Jones, N.G. An Investigation of the Miscibility Gap Controlling Phase Formation in Refractory Metal High Entropy Superalloys via the Ti-Nb-Zr Constituent System. Metals 2021, 11, 1244. [Google Scholar] [CrossRef]
- Klimenko, D.; Stepanov, N.; Ryltsev, R.; Yurchenko, N.; Zherebtsov, S. Machine learning assisted design of new ductile high-entropy alloys: Application to Al-Cr-Nb-Ti-V-Zr system. Intermetallics 2024, 175, 108469. [Google Scholar] [CrossRef]
- Carlucci, G.; Fiocchi, J.; Motta, C.; Tuissi, A.; Casati, R. Effect of Al and Nb on microstructure and mechanical properties of novel Al-Mo-Nb-Ti-V-Zr lightweight refractory high-entropy alloys. J. Alloy Compd. 2024, 1008, 176655. [Google Scholar] [CrossRef]
- Rogal, L.; Wdowik, U.; Szczerba, M.; Yurchenko, N.; Czeppe, T.; Bobrowski, P. Deformation induced twinning in hcp/bcc Al10Hf25Nb5Sc10Ti25Zr25 high entropy alloy-microstructure and mechanical properties. Mater. Sci. Eng. A 2021, 802, 140449. [Google Scholar] [CrossRef]
- Mustafi, L.; Nguyen, V.; Song, T.; Deng, Q.; Murdoch, B.; Chen, X.-B.; Fabijanic, D.; Qian, M. A strong and ductile biocompatible Ti40Zr25Nb25Ta5Mo5 high entropy alloy. J. Mater. Res. Technol. 2024, 30, 7885–7895. [Google Scholar] [CrossRef]
- Guo, N.N.; Wang, L.; Luo, L.S.; Li, X.Z.; Su, Y.Q.; Guo, J.J.; Fu, H.Z. Microstructure and mechanical properties of refractory MoNbHfZrTi high-entropy alloy. Mater. Des. 2015, 81, 87–94. [Google Scholar] [CrossRef]
- Zhang, H.; Cai, J.; Geng, J.; Sun, X.; Zhao, Y.; Guo, X.; Li, D. Development of high strength high plasticity refractory high entropy alloy based on Mo element optimization and advanced forming process. Int. J. Refract. Met. Hard. Mat. 2023, 112, 106163. [Google Scholar] [CrossRef]
- Pérez, P.; Medina, J.; Vega, M.F.; Garcés, G.; Adeva, P. Control of the Microstructure in a Al5Co15Cr30Fe25Ni25 High Entropy Alloy through Thermo-Mechanical and Thermal Treatments. Metals 2023, 13, 180. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, Z.P.; Ma, S.G.; Liaw, P.K.; Tang, Z.; Cheng, Y.Q.; Gao, M.C. Guidelines in predicting phase formation of high-entropy alloys. Mrs Commun. 2014, 4, 57–62. [Google Scholar] [CrossRef]
- Niitsu, K.; Asakura, M.; Yuge, K.; Inui, H. Prediction of Face-Centered Cubic Single-Phase Formation for Non-Equiatomic Cr-Mn-Fe-Co-Ni High-Entropy Alloys Using Valence Electron Concentration and Mean-Square Atomic Displacement. Mater. Trans. 2020, 61, 1874–1880. [Google Scholar] [CrossRef]
- Guo, S.; Ng, C.; Lu, J.; Liu, C.T. Effect of valence electron concentration on stability of fcc or bcc phase in high entropy alloys. J. Appl. Phys. 2011, 109, 103505. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liaw, P.K. Solid-solution phase formation rules for multi-component alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Yudin, S.; Volodko, S.; Klyamkin, S.; Poliakov, M.; Volkova, L.; Kuskov, K.; Cheverikin, V.; Titov, D.; Evstratov, E.; Romanovski, V.; et al. Fabrication of powder high-entropy TiZrHfNbTa alloy by calcium-hydride method: Synthesis kinetics and structure evolution. J. Alloy Compd. 2024, 1005, 175878. [Google Scholar] [CrossRef]
- Dudala, S.; Krishna, S.C.; Korla, R. Microstructural evolution and grain-growth kinetics of Al0.2CoCrFeNi high-entropy alloy. Philos. Mag. Lett. 2021, 101, 444–454. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Li, L.; Fang, Q.; Li, J.; Liu, B.; Liu, Y.; Liaw, P.K. Lattice-distortion dependent yield strength in high entropy alloys. Mater. Sci. Eng. A 2020, 784, 12. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Nb | Zr | Ti | Hf | Mo |
|---|---|---|---|---|---|
| Nb | 0 | 4 | 2 | 4 | −6 |
| Zr | 0 | 0 | 0 | −6 | |
| Ti | 0 | 0 | −4 | ||
| Hf | 0 | −4 | |||
| Mo | 0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Zhu, B.; Jiang, W.; Qiu, H.; Wu, S.; Yan, X.; Guo, S. Microstructure and Mechanical Properties of Nb35Zr26Ti19Hf15Mo5 Refractory High-Entropy Alloy Under Rolling and Heat Treatment. Materials 2025, 18, 1643. https://doi.org/10.3390/ma18071643
Zhang H, Zhu B, Jiang W, Qiu H, Wu S, Yan X, Guo S. Microstructure and Mechanical Properties of Nb35Zr26Ti19Hf15Mo5 Refractory High-Entropy Alloy Under Rolling and Heat Treatment. Materials. 2025; 18(7):1643. https://doi.org/10.3390/ma18071643
Chicago/Turabian StyleZhang, Hanjun, Baohong Zhu, Wei Jiang, Haochen Qiu, Shuaishuai Wu, Xuehui Yan, and Shengli Guo. 2025. "Microstructure and Mechanical Properties of Nb35Zr26Ti19Hf15Mo5 Refractory High-Entropy Alloy Under Rolling and Heat Treatment" Materials 18, no. 7: 1643. https://doi.org/10.3390/ma18071643
APA StyleZhang, H., Zhu, B., Jiang, W., Qiu, H., Wu, S., Yan, X., & Guo, S. (2025). Microstructure and Mechanical Properties of Nb35Zr26Ti19Hf15Mo5 Refractory High-Entropy Alloy Under Rolling and Heat Treatment. Materials, 18(7), 1643. https://doi.org/10.3390/ma18071643