

Study on the Process Parameters and Corrosion Resistance of FeCoNiCrAl High Entropy Alloy Coating Prepared by Atmospheric Plasma Spraying


Highlights
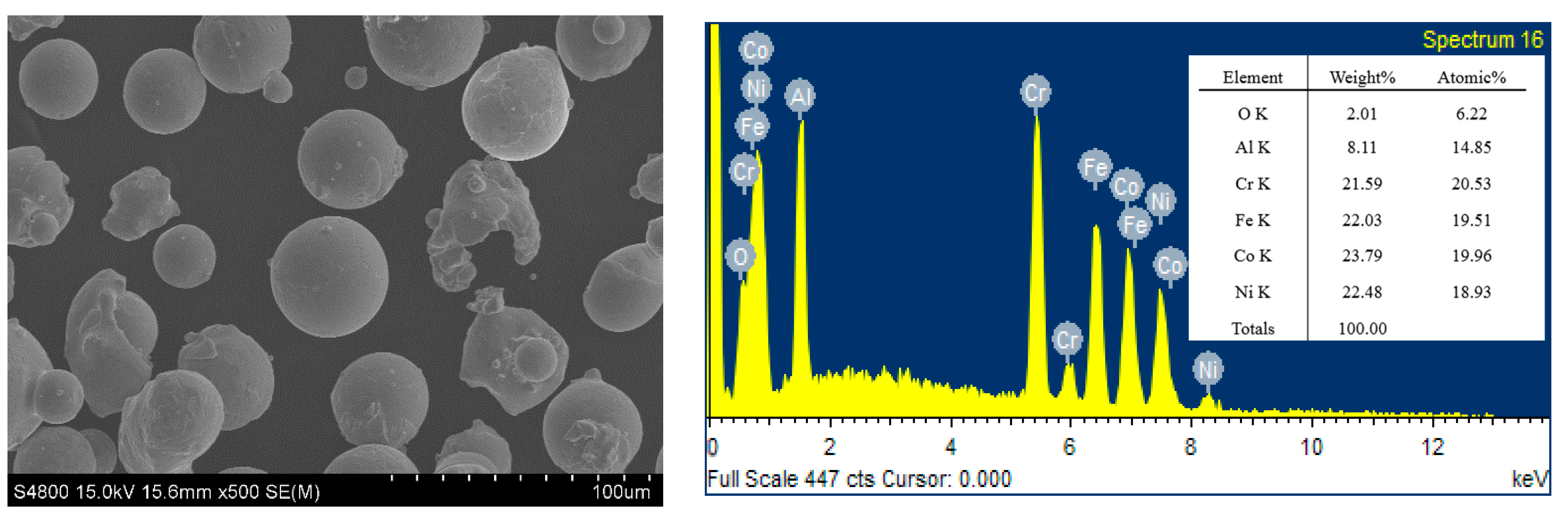
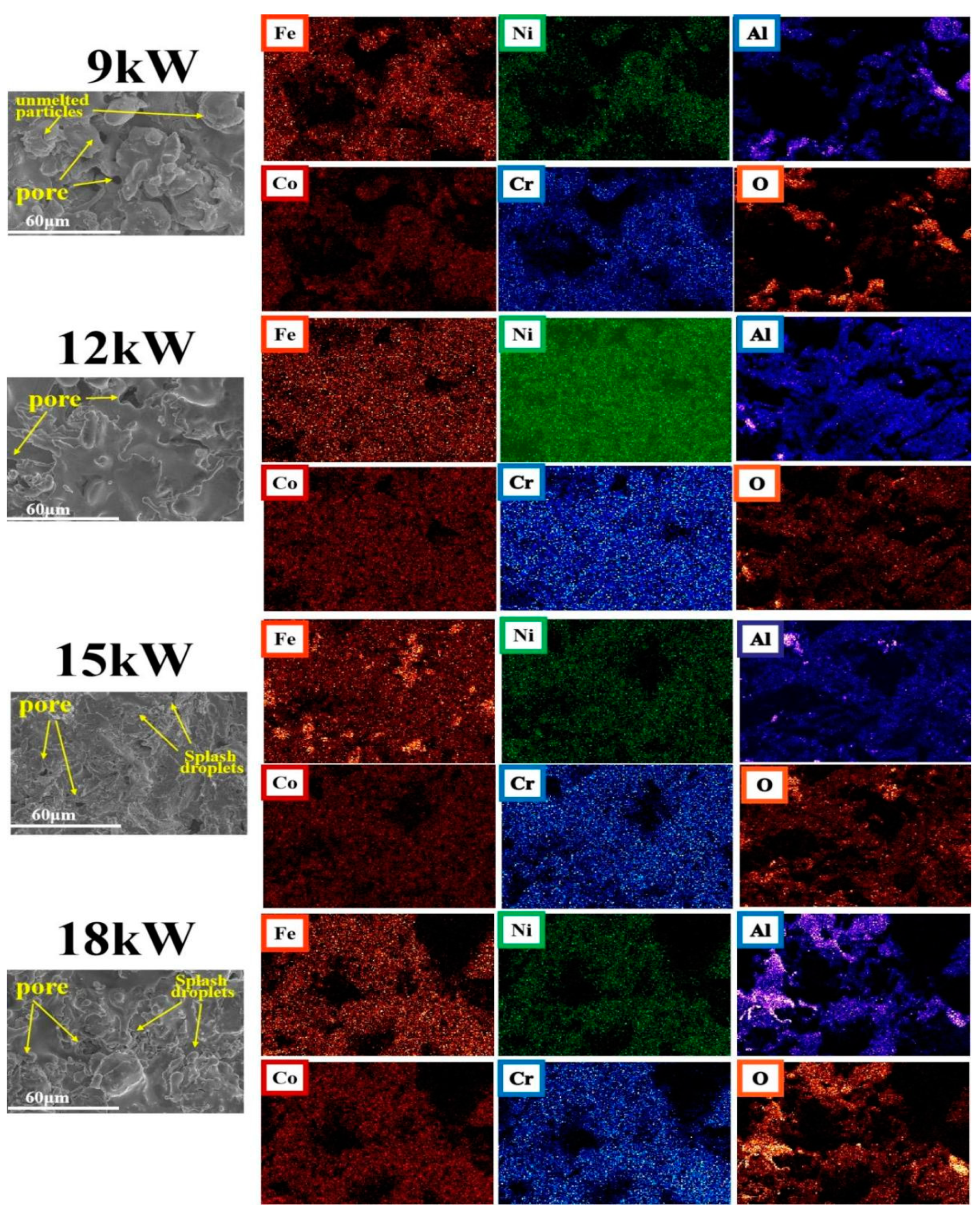
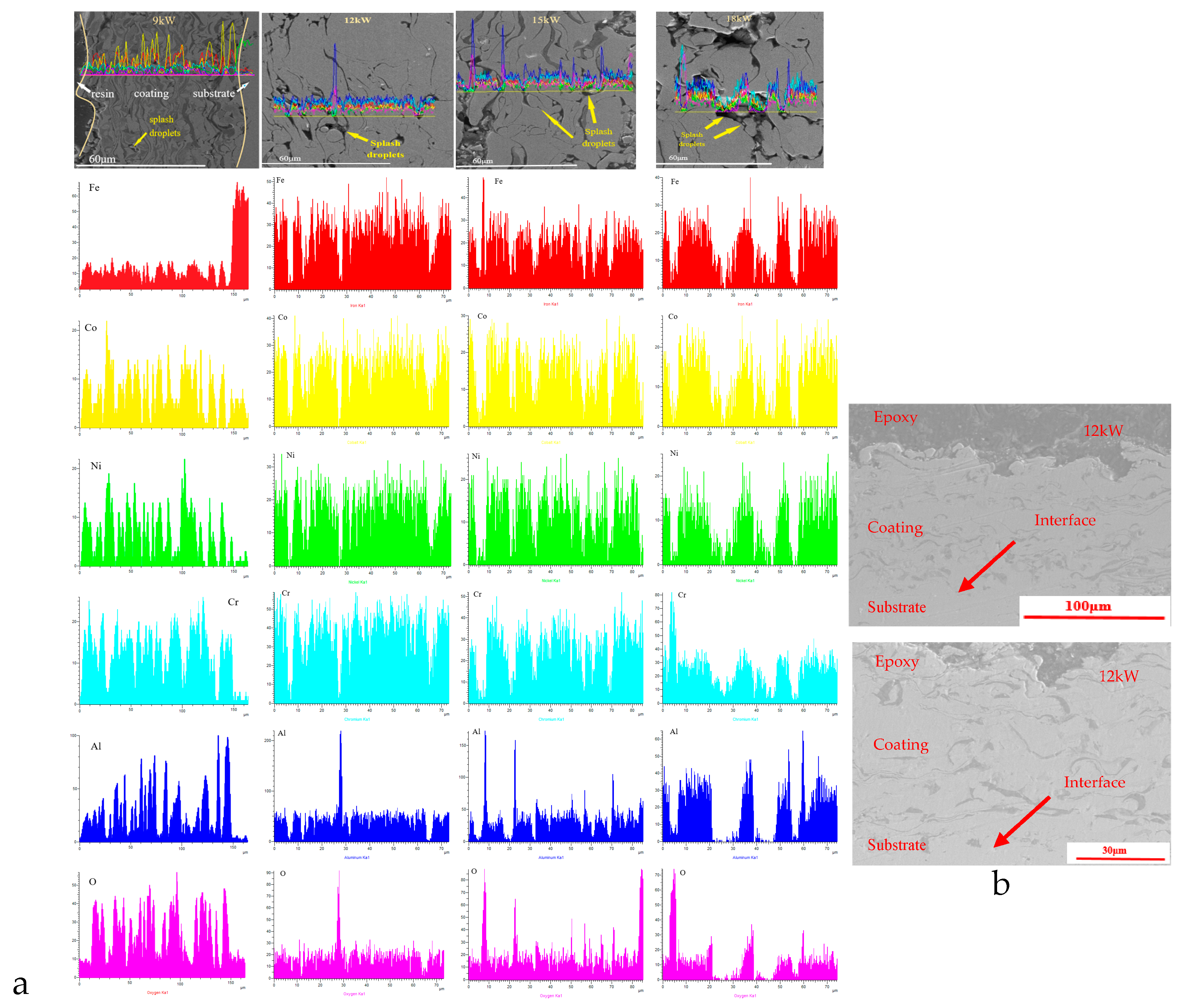
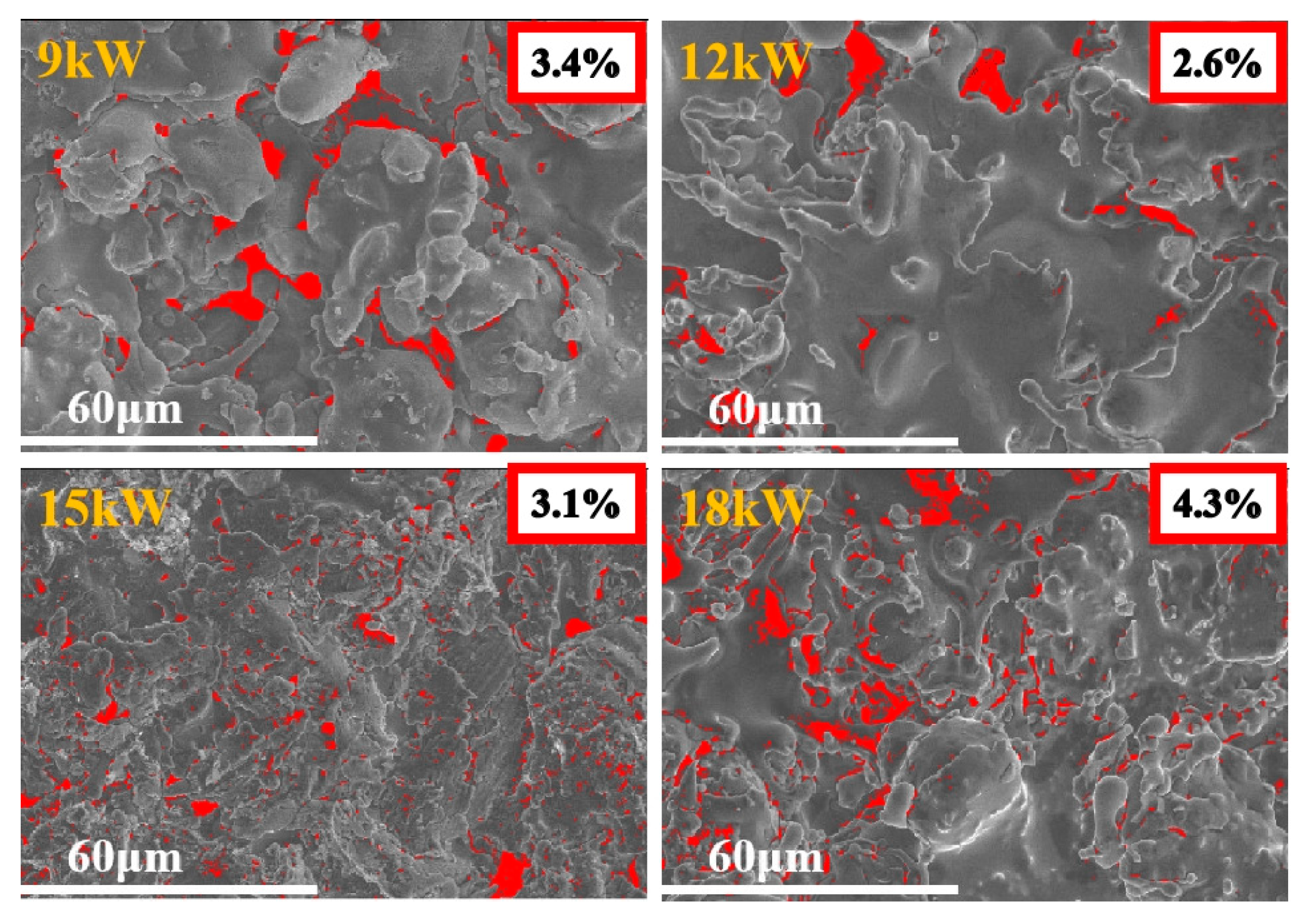
- FeCoNiCrAl high-entropy alloy (HEA) coating was prepared via air plasma spraying. The optimal spraying power is 12 kW, which enabled the coating to exhibit advantages such as low porosity and uniform elemental distribution.
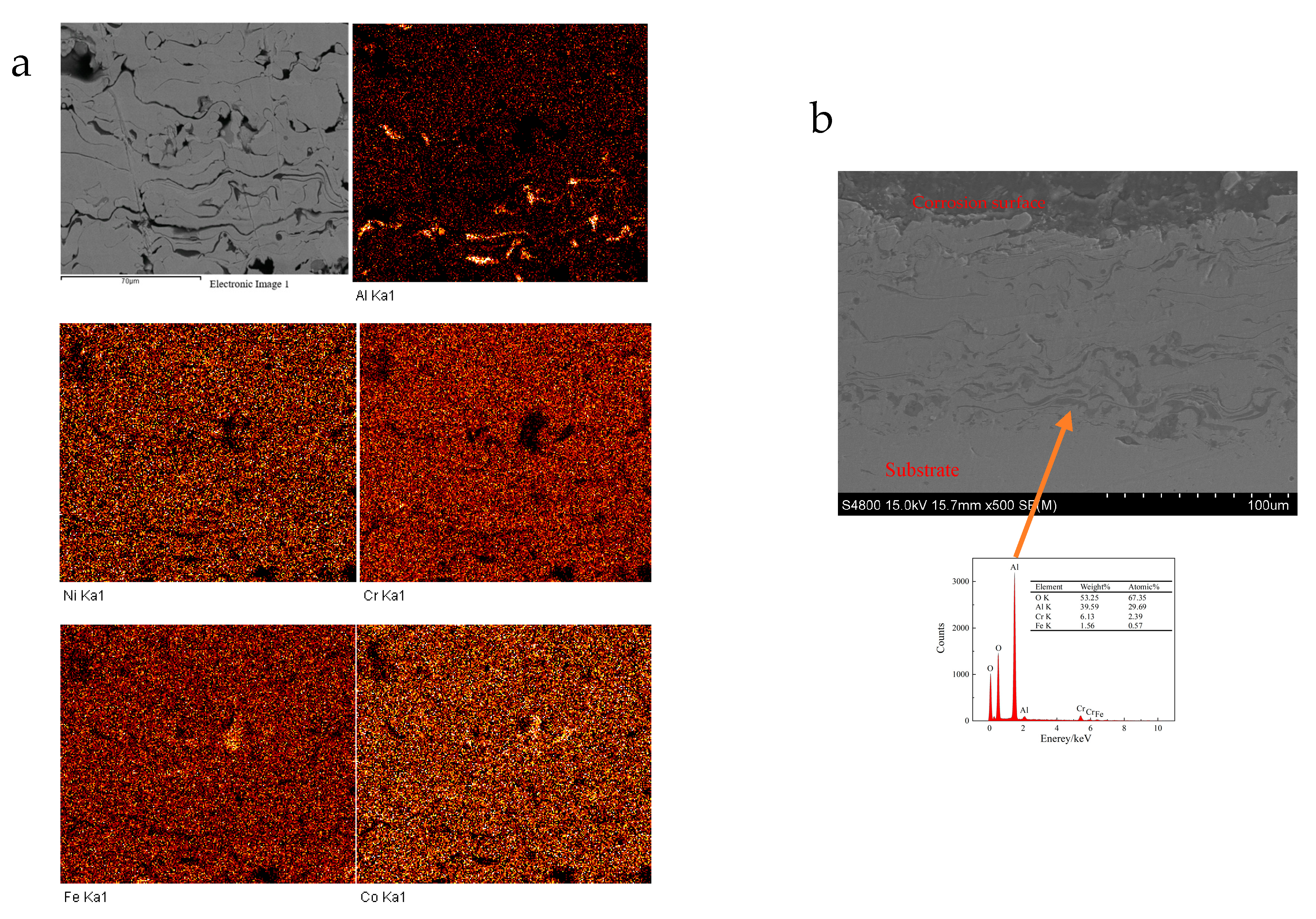
- The aluminum in the HEA coating forms a relatively stable compound with oxygen, resulting in Cr-depleted and Al-enriched region.
- The Cr-depleted and Al-enriched region is less prone to passivation during corrosion and more susceptible to reacting with corro sive media, thereby leading to localized corrosion of the HEA coating.
Abstract

1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Spraying Experiment
2.3. Coating Characterization and Electrochemical Experiments
3. Results and Discussion
3.1. SEM Results of the Coatings
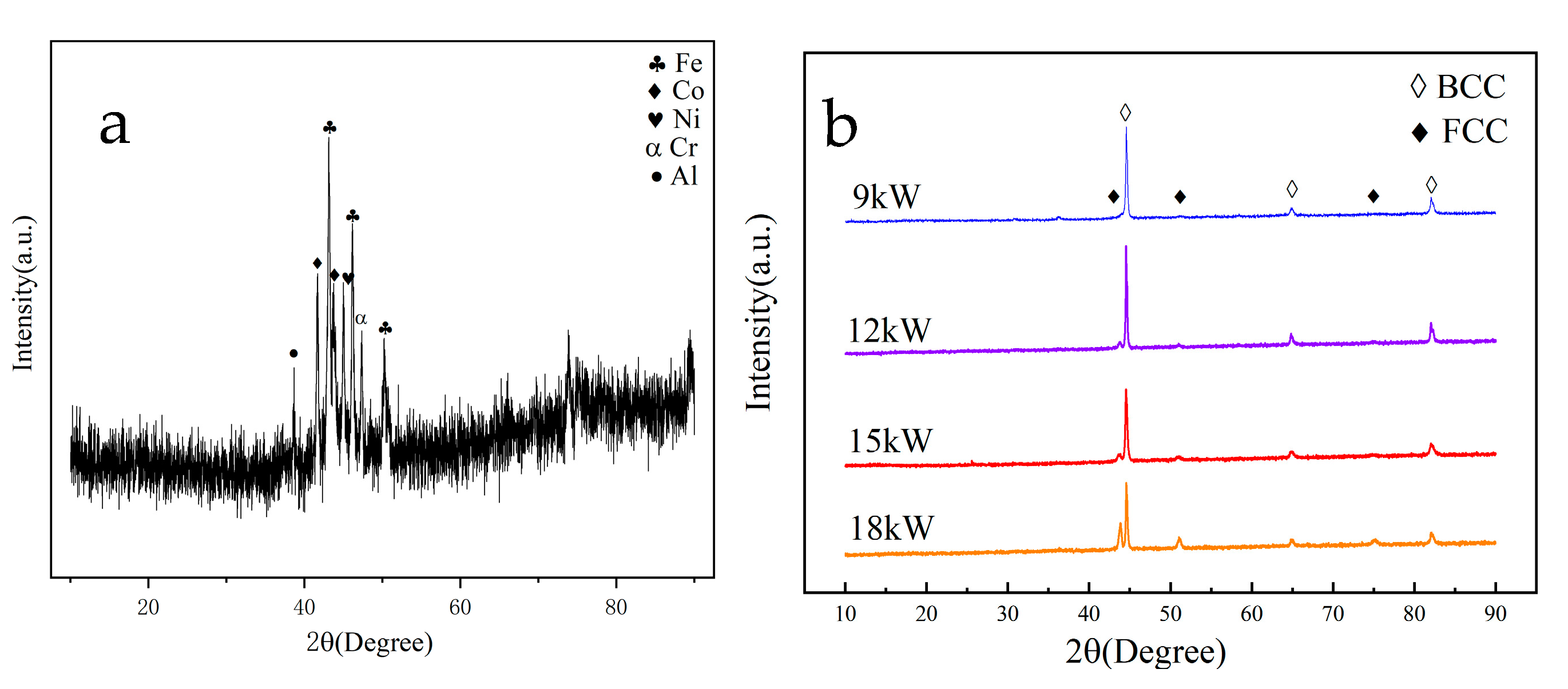
3.2. XRD Results
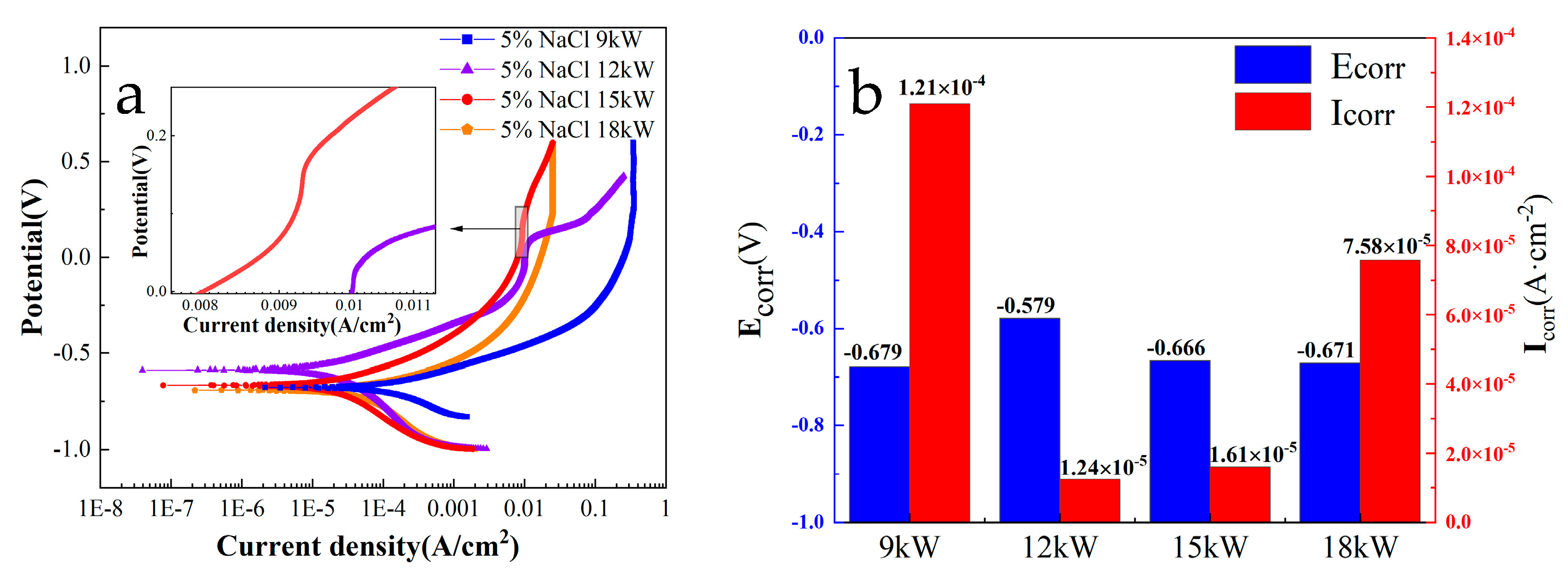
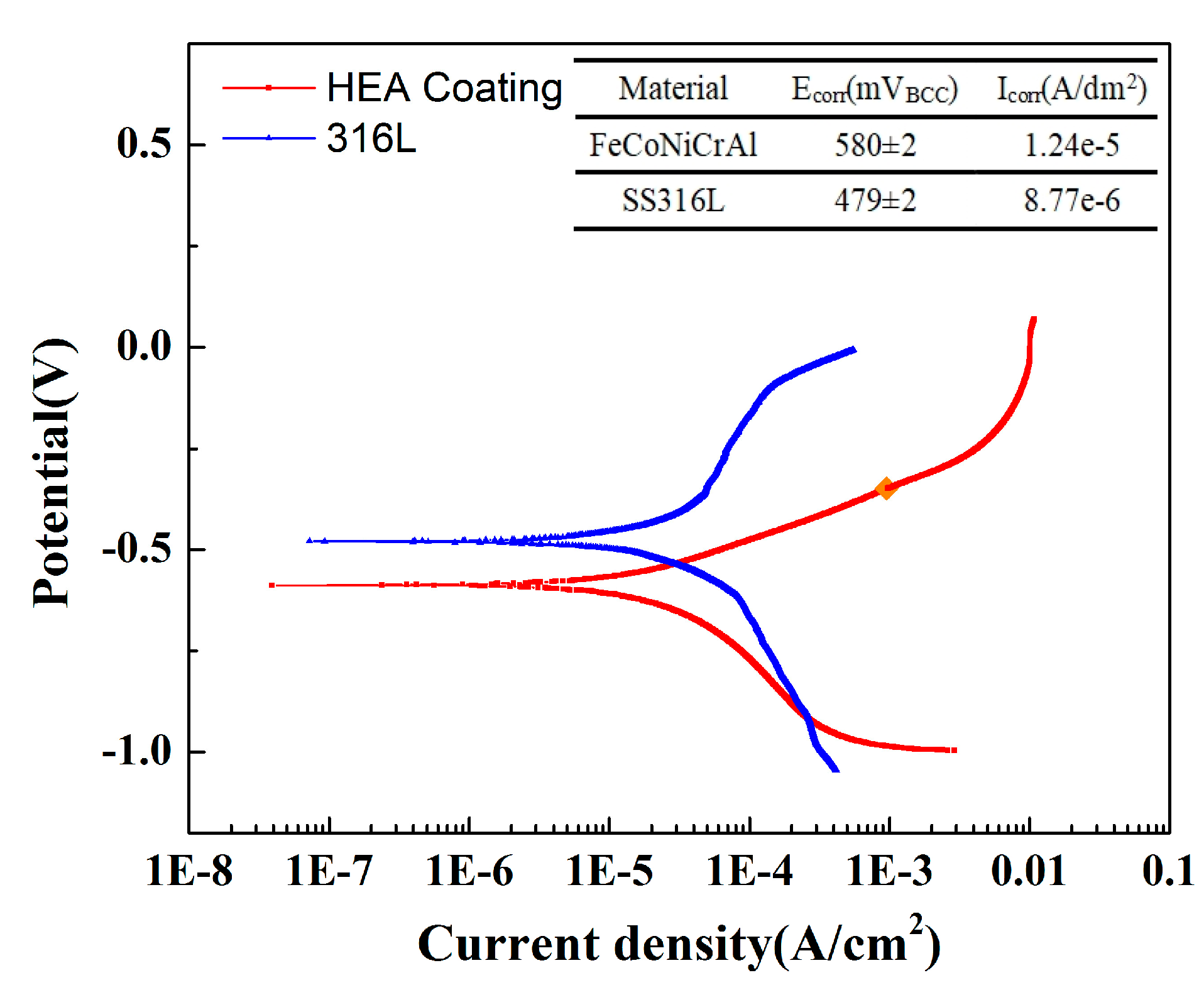
3.3. Dynamic Potential Polarization Results
3.4. EIS Result
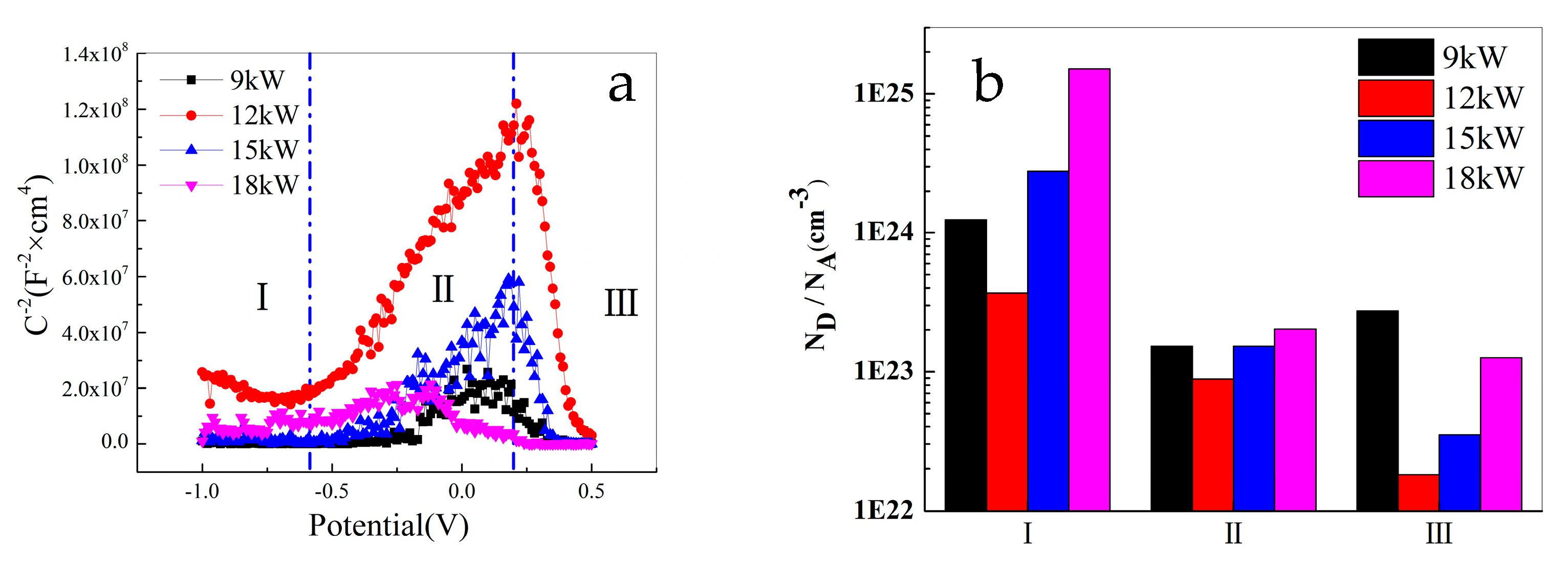
3.5. Mott–Schottky Results
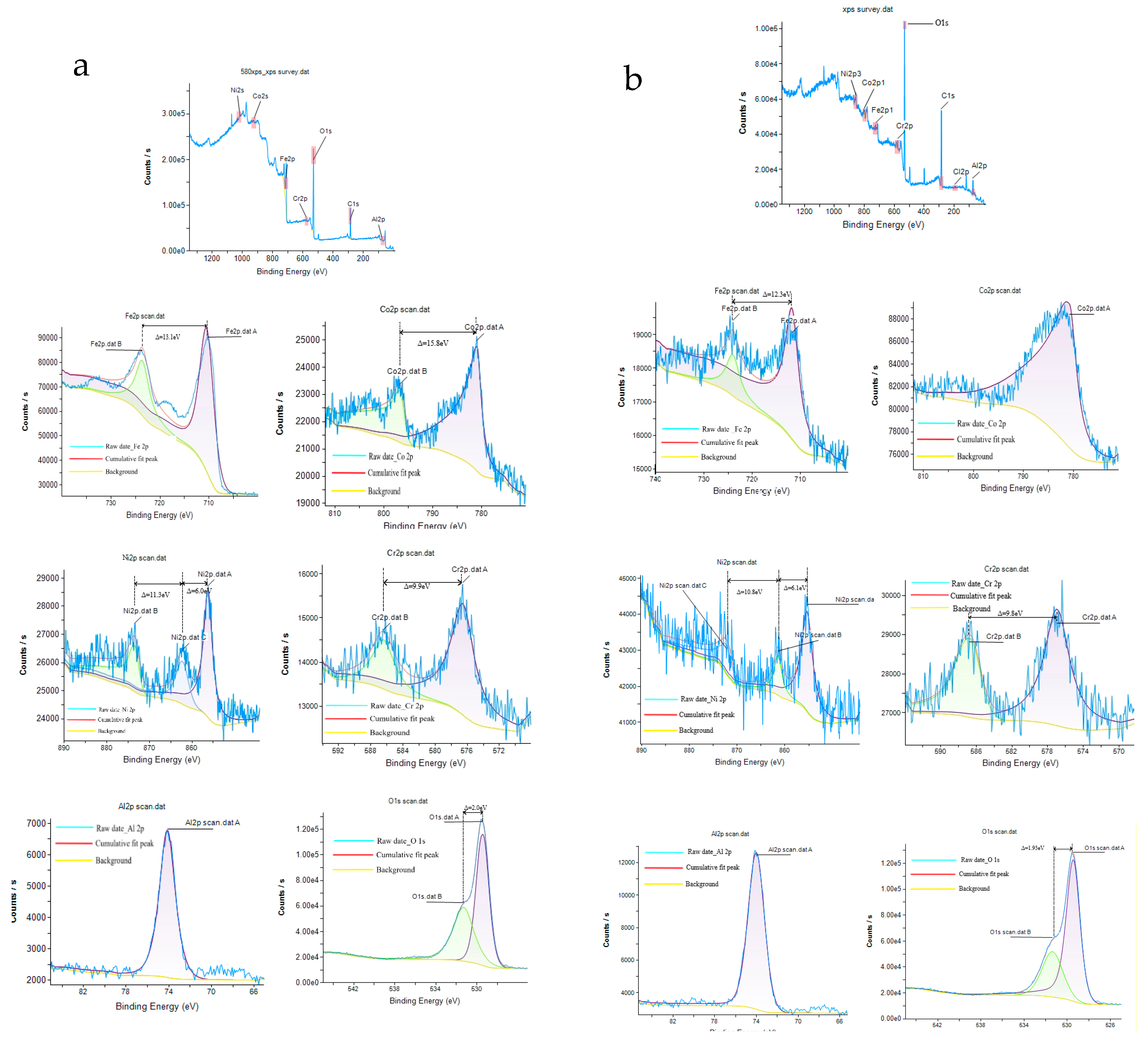
3.6. XPS Results
4. Conclusions
- (1)
- The coating prepared with the optimal power for spraying parameters has the best quality. The research results indicate that the coating prepared with 12 kW spraying power has the advantages of low porosity and uniform element distribution, which leads to its good corrosion resistance. The coating prepared with 12 kW spraying power is mainly composed of the BCC phase, with a small amount of FCC phase;
- (2)
- The molten droplets formed during the preparation process of HEA coatings easily combined with oxygen, among which aluminum and oxygen are more easily combined and exist in the form of aluminum oxide in the coating, while other elements have weaker binding with oxygen, ultimately forming Cr-depleted and Al-rich regions;
- (3)
- The passivation state of FeCoNiCrAl HEA coatings changes with potential and the M-S curve shows an S-shaped transition, indicating that various elements in the coating undergo the p-n performance transformation processes of the passivation film during potential changes. Among them, the passivation effect of the coating prepared with 12 kW spraying power is more obvious, and the density of point defects in the passivation film is the lowest;
- (4)
- The XPS results indicate that there are high valence states and a small amount of low valence states for Fe/Co/Ni/Cr in the as-prepared coatings. After corrosion, they all transform into stable high valence states, which is consistent with the MS results. Aluminum forms a relatively stable compound with oxygen in the as-prepared coatings, which is not easily passivated. Moreover, Cr-depleted and Al-rich regions in the coating preferentially corrode, which is the cause of localized corrosion during the corrosion process.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chou, Y.L.; Wang, Y.C.; Yeh, J.W.; Shih, H.C. Pitting corrosion of the high-entropy alloy Co1.5CrFeNi1.5Ti0.5Mo0.1 in chloride-containing sulphate solutions. Corros. Sci. 2010, 52, 3481–3491. [Google Scholar] [CrossRef]
- Zhang, S.; Wu, C.L.; Zhang, C.H.; Guan, M.; Tan, J.Z. Laser surface alloying of FeCoCrAlNi high-entropy alloy on 304 stainless steel to enhance corrosion and cavitation erosion resistance. Opt. Laser Technol. 2016, 84, 23–31. [Google Scholar]
- Luo, H.; Li, Z.; Mingers, A.M.; Raabe, D. Corrosion behavior of an equiatomic CoCrFeMnNi high-entropy alloy compared with 304 stainless steel in sulfuric acid solution. Corros. Sci. 2018, 134, 131–139. [Google Scholar]
- Li, H.G.; Che, P.C.; Yang, X.K.; Huang, Y.J.; Ning, Z.L.; Sun, J.F.; Fan, H.B. Enhanced tensile properties and wear resistance of additively manufactured CoCrFeMnNi high-entropy alloy at cryogenic temperature. Rare Met. 2022, 41, 1210–1216. [Google Scholar]
- Buluc, G.; Florea, I.; Chelariu, R.; Rusu, O.; Carcea, I. Microstructure and Wear Resistance of FeNiCrMnCu High Entropy Alloy. Adv. Mater. Res. 2017, 1143, 3–6. [Google Scholar] [CrossRef]
- Buluc, G.; Chelariu, R.; Popescu, G.; Sârghi, M.; Carcea, I. Study on Wear Resistance FeNiCrMnAl High Entropy Alloy—Mechanical Properties. Key Eng. Mater. 2017, 750, 34–38. [Google Scholar]
- Zuo, T.; Gao, M.C.; Ouyang, L.; Yang, X.; Cheng, Y.; Feng, R.; Chen, S.; Liaw, P.K.; Hawk, J.A.; Zhang, Y. Tailoring magnetic behavior of CoFeMnNiX (X = Al, Cr, Ga, and Sn) high entropy alloys by metal doping. Acta Mater. 2017, 130, 10–18. [Google Scholar]
- Li, Z.; Bai, G.; Liu, X.; Bandaru, S.; Wu, Z.; Zhang, X.; Yan, M.; Xu, H. Tuning phase constitution and magnetic properties by composition in FeCoNiAlMn high-entropy alloys. J. Alloys Compd. Mater. Chem. Phys. 2020, 845, 156204. [Google Scholar]
- Huang, S.; Li, W.; Li, X.; Schönecker, S.; Bergqvist, L.; Holmström, E.; Varga, L.K.; Vitos, L. Mechanism of magnetic transition in FeCrCoNi-based high entropy alloys. Mater. Des. 2016, 103, 71–74. [Google Scholar]
- Shu, F.; Wu, L.; Zhao, H.; Sui, S.; Zhou, L.; Zhang, J.; He, W.; He, P.; Xu, B. Microstructure and high-temperature wear mechanism of laser cladded CoCrBFeNiSi high-entropy alloy amorphous coating. Mater. Lett. 2018, 211, 235–238. [Google Scholar]
- Liu, L.; Zhu, J.; Hou, C.; Li, J.; Jiang, Q. Dense and smooth amorphous films of multicomponent FeCoNiCuVZrAl high-entropy alloy deposited by direct current magnetron sputtering. Mater. Des. 2013, 46, 675–679. [Google Scholar] [CrossRef]
- Sobol, O.V.; Andreev, A.A.; Gorban’, V.F.; Krapivka, N.A.; Stolbovoi, V.A.; Serdyuk, I.V.; Fil’chikov, V.E. Reproducibility of the single-phase structural state of the multielement high-entropy Ti-V-Zr-Nb-Hf system and related superhard nitrides formed by the vacuum-arc method. Tech. Phys. Lett. 2012, 38, 616–619. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y.; Meng, X.; Xie, Y. A Review on High Entropy Alloys Coatings: Fabrication Processes and Property Assessment. Adv. Eng. Mater. 2019, 21, 1900343. [Google Scholar] [CrossRef]
- Löbel, M.; Lindner, T.; Kohrt, C.; Lampke, T. Processing of AlCoCrFeNiTi high entropy alloy by atmospheric plasma spraying. IOP Conf. Ser. Mater. Sci. Eng. 2017, 181, 012015. [Google Scholar] [CrossRef]
- Ma, M.; Han, A.; Zhang, Z.; Lian, Y.; Zhao, C.; Zhang, J. The role of Si on microstructure and high-temperature oxidation of CoCr2FeNb0.5Ni high-entropy alloys coating. Corros. Sci. 2021, 185, 109417. [Google Scholar] [CrossRef]
- Huang, K.J.; Wang, Y.Y.; Lin, X. Microstructure and Wear Resistance of AlFeCuCoNiCrTi1.5 High Entropy Alloy Coating on AZ91D Magnesium Alloys by Laser Cladding. Appl. Mech. Mater. 2014, 644–650, 4766–4771. [Google Scholar] [CrossRef]
- Ghadami, F.; Aghdam, A.S.R.; Ghadami, S. Abrasive Wear Behavior of Nano-Ceria Modified NiCoCrAlY Coatings Deposited by the High-Velocity Oxy-Fuel Process. Mater. Res. 2020, 6, 1250d6. [Google Scholar] [CrossRef]
- Sohi, M.H.; Ghadami, F. Comparative Tribological Study of Air Plasma Sprayed WC–12% Co Coating Versus Conventional Hard Chromium Electrodeposit. Tribol. Int. 2010, 43, 882–886. [Google Scholar] [CrossRef]
- Lampe, T.; Eisenberg, S.; Cabeo, E.R. Plasma surface engineering in the automotive industry—trends and future prospectives. Surf. Coat. Technol. 2003, 174–175, 1–7. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, S.; Wang, M.; Wang, S.; Xiao, T.; Strutt, P.R. Abrasive wear characteristics of plasma sprayed nanostructured alumina/titania coatings. Wear 2000, 237, 176–185. [Google Scholar] [CrossRef]
- Odhiambo, J.G.; Li, W.; Zhao, Y.; Li, C. Porosity and Its Significance in Plasma-Sprayed Coatings. Coatings 2019, 9, 460. [Google Scholar] [CrossRef]
- Cheng, K.C.; Chen, J.H.; Stadler, S.; Chen, S.H. Properties of atomized AlCoCrFeNi high-entropy alloy powders and their phase-adjustable coatings prepared via plasma spray process. Appl. Surf. Sci. 2019, 478, 478–486. [Google Scholar] [CrossRef]
- Mu, Y.K.; Jia, Y.D.; Xu, L.; Jia, Y.F.; Tan, X.H.; Yi, J.; Wang, G.; Liaw, P.K. Nano Oxides Reinforced High-Entropy Alloy Coatings Synthesized by Atmospheric Plasma Spraying. Mater. Res. Lett. 2019, 7, 312–319. [Google Scholar]
- Ang, A.S.M.; Berndt, C.C.; Sesso, M.L.; Anupam, A.; Praveen, S.; Kottada, R.S.; Murty, B.S. Plasma-sprayed high entropy alloys: Microstructure and properties of AlCoCrFeNi and MnCoCrFeNi. Metall. Mater. Trans. A-Phys. Metall. Mater. Sci. 2015, 46, 791–800. [Google Scholar]
- Lin, D.Y.; Zhang, N.N.; He, B.; Jin, B.Q.; Zhang, Y.; Li, D.Y.; Dong, F.Y. Influence of laser re-melting and vacuum heat treatment on plasma-sprayed FeCoCrNiAl alloy coatings. J. Iron Steel Res. Int. 2017, 24, 1199–1205. [Google Scholar]
- Anupam, A.; Kottada, R.S.; Kashyap, S.; Meghwal, A.; Murty, B.S.; Berndt, C.C.; Ang, A.S.M. Understanding the microstructural evolution of high entropy alloy coatings manufactured by atmospheric plasma spray processing. Appl. Surf. Sci. 2020, 505, 144117. [Google Scholar]
- Marzena, T.; Malgorzata, G.; Wojciech, J.N.; Andrzej, G.; Miroslaw, S.; Mariusz, W. Effect of Vanadium Addition on the Wear Resistance of Al0.7CoCrFeNi High-Entropy Alloy. Materials 2024, 17, 6021. [Google Scholar] [CrossRef]
- Xu, Z.; Li, D.Y.; Chen, D.L. Effect of Ti on the Wear Behavior of AlCoCrFeNi High-Entropy Alloy during Unidirectional and Bi-Directional Sliding Wear Processes. Wear 2021, 476, 203650. [Google Scholar]
- Wu, M.; Chen, K.; Xu, Z.; Li, D.Y. Effect of Ti Addition on the SlidingWear Behavior of AlCrFeCoNi High-Entropy Alloy. Wear 2020, 462–463, 203493. [Google Scholar]
- Landes, K. Diagnostics in plasma spraying techniques. Surf. Coat. Technol. 2006, 201, 1948–1954. [Google Scholar]
- Hurevich, V.; Smurov, I.; Pawlowski, L. Theoretical study of the powder behavior of porous particles in a flame during plasma spraying. Surf. Coat. Technol. 2002, 151, 370–376. [Google Scholar]
- Meghwal, A.; Singh, S.; Anupam, A.; King, H.J.; Schulz, C.; Hall, C.; Munroe, P.; Berndt, C.C.; Ang, A.S.M. Nano- and micro-mechanical properties and corrosion performance of a HVOF sprayed AlCoCrFeNi high-entropy alloy coating. J. Alloy. Compd. 2022, 912, 165000. [Google Scholar]
- Xu, Q.; Zhang, X.; Zhao, Y.; Huang, Z.; Zhou, X.; Wang, G. Effect of annealing on the microstructure and wear resistance of plasma cladding FeCoCrNiAl high entropy alloy coatings. Surf. Technol. 2022, 51, 10. [Google Scholar]
- Cai, Z.; Wang, Y.; Cui, X.; Jin, G.; Li, Y.; Liu, Z.; Dong, M. Design and microstructure characterization of FeCoNiAlCu high-entropy alloy coating by plasma cladding: In comparison with thermodynamic calculation. Surf. Coat. Technol. 2017, 330, 163–167. [Google Scholar]
- Yang, J.; Wu, J.; Zhang, C.Y.; Zhang, S.D.; Yang, B.J.; Emori, W.; Wang, J.Q. Effects of Mn on the electrochemical corrosion and passivation behavior of CoFeNiMnCr high-entropy alloy system in H2SO4 solution. J. Alloys Compd. 2020, 819, 152943. [Google Scholar]
- Raza, A.; Abdulahad, S.; Kang, B.; Ryu, H.J.; Hong, S.H. Corrosion resistance of weight reduced AlxCrFeMoV high entropy alloys. Appl. Surf. Sci. 2019, 485, 368–374. [Google Scholar] [CrossRef]
- Sekine, I.; Sakaguchi, K.; Yuasa, M. Estimation and prediction of degradation of coating films by frequency at maximum phase angle. J. Coat. Technol. Res. 1992, 64, 45–49. [Google Scholar]
- Yao, J.Z.; Macdonald, D.D.; Dong, C.F. Passive film on 2205 duplex stainless steel studied by photo-electrochemistry and ARXPS methods. Corros. Sci. 2019, 146, 221–232. [Google Scholar]
- Hamadou, L.; Kadri, A.; Benbrahim, N. Characterisation of passive films formed on low carbon steel in borate buffer solution (pH 9.2) by electrochemical impedance spectroscopy. Appl. Surf. Sci. 2005, 252, 1510–1519. [Google Scholar]
- Parakh, A.; Vaidya, M.; Kumar, N.; Chetty, R.; Murty, B.S. Effect of crystal structure and grain size on corrosion properties of AlCoCrFeNi high entropy alloy. J. Alloy. Compd. 2020, 863, 158056. [Google Scholar]
- Yamanaka, K.; Shiratori, H.; Mori, M.; Omura, K.; Fujieda, T.; Kuwabara, K.; Chiba, A. Corrosion mechanism of an equimolar AlCoCrFeNi high-entropy alloy additively manufactured by electron beam melting. Npj Mater. Degrad. 2020, 4, 24. [Google Scholar]
- Gu, X.H.; Li, X.R.; Zhang, Q.H.; Wu, L.K.; Cao, F.H. Passive film and surface characterization of Alx(CoCrFeNi)100−x (x = 0, 5, 10, 15, 20) high entropy alloys. Intermetallics 2023, 162, 107994. [Google Scholar]
- Liu, L.; Li, Y.; Wang, F.H. Pitting corrosion behavior of a sputtered nanocrystalline thin film of austenitic stainless steel in 3.5 mass% NaCl solution. Corros. Sci. Prot. Technol 2010, 22, 283. [Google Scholar]
- Luo, H.; Zou, S.; Chen, Y.-H.; Li, Z.; Du, C.; Li, X. Influence of carbon on the corrosion behaviour of interstitial equiatomic CoCrFeMnNi high-entropy alloys in a chlorinated concrete solution. Corros. Sci. 2020, 163, 108287. [Google Scholar]
- Cheng, X.; Li, X.; Du, C.; Yang, L. Electrochemical properties of passivation film formed on 316L stainless steel in acetic acid. J. Univ. Sci. Technol. Beijing 2007, 9, 911–915. [Google Scholar]
- Turnbull, A.; Ryan, M.; Willetts, A. Corrosion and electrochemical behaviour of 316L stainless steel in acetic acid solutions. Corros Sci 2003, 45, 1051–1072. [Google Scholar]
- Elzbieta, S.; Janusz, S.; Digby, M. A new method for estimating the diffusivities of vacancies in passive films. Electrochim. Acta 1996, 41, 783–789. [Google Scholar]
- Xiao, Y.S. Electrochemical analysis of passivation film formation on steel rebar in concrete. Int. J. Electrochem 2016, 11, 5870–5876. [Google Scholar] [CrossRef]
- Ray, M.; Singh, B.V. Effect of sulfuric acid on corrosion and passivation of 316SS in organic solution. J. Electrochem. Soc 2011, 158, C359–C368. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Power (KW) | Current (A) | Voltage (V) | Spraying Distance (mm) | Ar Flow Rate (L·min−1) | Powder Feeding (g·min−1) |
|---|---|---|---|---|---|
| 9 | 300 | 30 | 100 | 100 | 30 |
| 12 | 400 | 30 | 100 | 100 | 30 |
| 15 | 500 | 30 | 100 | 100 | 30 |
| 18 | 600 | 30 | 100 | 100 | 30 |
| Element | Fe | Co | Ni | Cr | Al |
|---|---|---|---|---|---|
| Fe | - | −1 | −2 | −1 | −11 |
| Co | −1 | - | 0 | −4 | −19 |
| Ni | −2 | 0 | - | −7 | −22 |
| Cr | −1 | −4 | −7 | - | −10 |
| Al | −11 | −19 | −22 | −10 | - |
| 9 kW | 12 kW | 15 kW | 18 kW | |
|---|---|---|---|---|
| Rs | 0.155 | 0.187 | 0.165 | 0.129 |
| L | 9.53 × 10−6 | 1.52 × 10−5 | 1.46 × 10−5 | 6.63 × 10−6 |
| CPE | 0.0091 | 0.0126 | 0.0136 | 0.0093 |
| F | 0.68 | 0.63 | 0.69 | 0.75 |
| Rdl | 102 | 308.3 | 216 | 67.13 |
| CPE | 0.0033 | 0.0061 | 0.0027 | 0.01076 |
| F | 0.63 | 0.45 | 0.77 | 0.81 |
| Rct | 110.3 | 233.5 | 117.21 | 54.68 |
| Measurement | Fe | Co | Ni | Cr | Al |
|---|---|---|---|---|---|
| Result(ppm) | 118 | 88 | 98 | 55 | 229 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Zhang, Y.; Dai, P.; Zhao, L.; Wu, L.; Li, S. Study on the Process Parameters and Corrosion Resistance of FeCoNiCrAl High Entropy Alloy Coating Prepared by Atmospheric Plasma Spraying. Materials 2025, 18, 1396. https://doi.org/10.3390/ma18071396
Zhang M, Zhang Y, Dai P, Zhao L, Wu L, Li S. Study on the Process Parameters and Corrosion Resistance of FeCoNiCrAl High Entropy Alloy Coating Prepared by Atmospheric Plasma Spraying. Materials. 2025; 18(7):1396. https://doi.org/10.3390/ma18071396
Chicago/Turabian StyleZhang, Miao, Yu Zhang, Pengyu Dai, Lin Zhao, Liping Wu, and Shendian Li. 2025. "Study on the Process Parameters and Corrosion Resistance of FeCoNiCrAl High Entropy Alloy Coating Prepared by Atmospheric Plasma Spraying" Materials 18, no. 7: 1396. https://doi.org/10.3390/ma18071396
APA StyleZhang, M., Zhang, Y., Dai, P., Zhao, L., Wu, L., & Li, S. (2025). Study on the Process Parameters and Corrosion Resistance of FeCoNiCrAl High Entropy Alloy Coating Prepared by Atmospheric Plasma Spraying. Materials, 18(7), 1396. https://doi.org/10.3390/ma18071396