
Study of Electrochemical Behavior and a Material Removal Mechanism During Electrolytic Plasma Polishing of 316L Stainless Steel


Abstract
1. Introduction
2. Materials and Methods
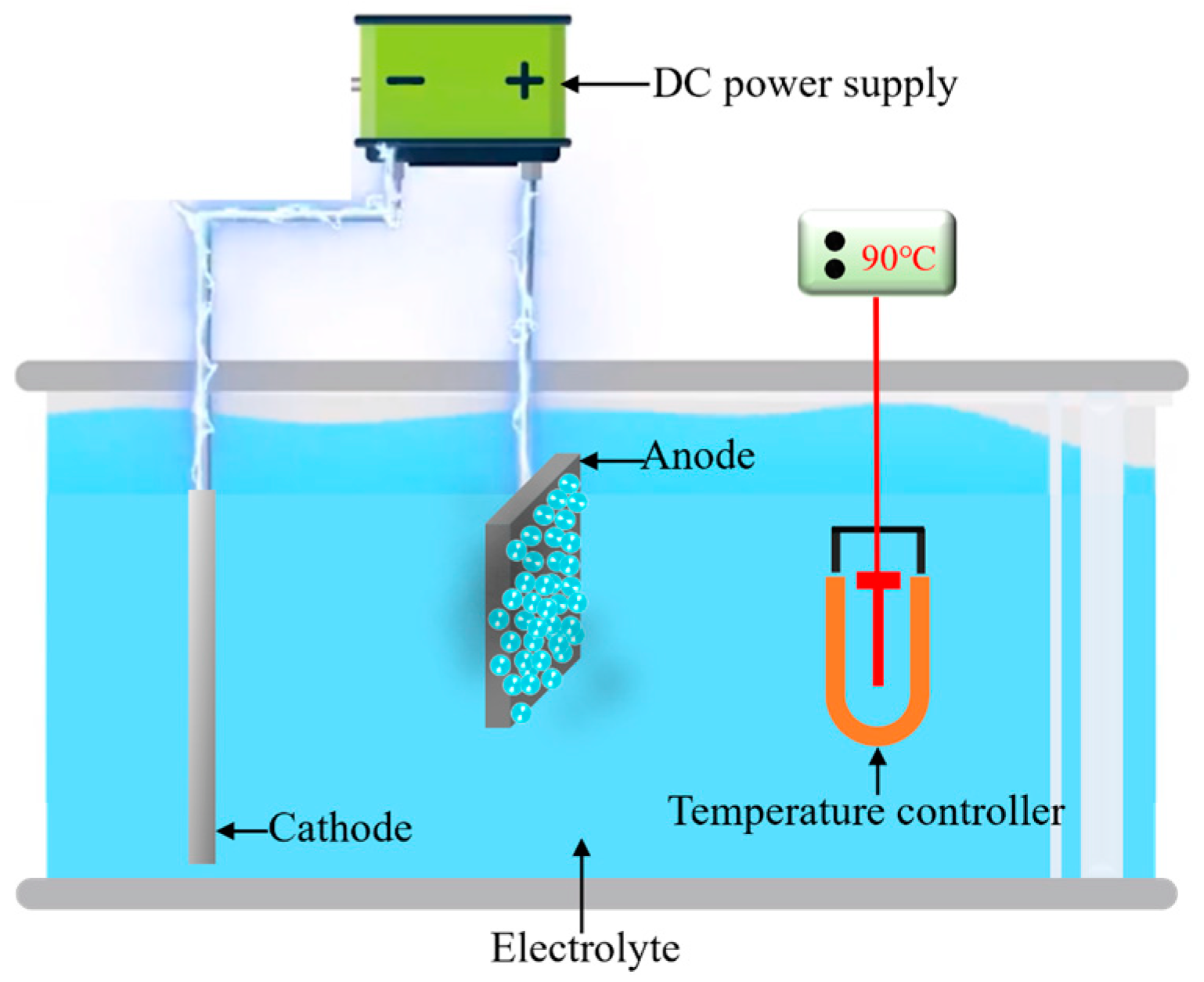
2.1. Sample Preparation
2.2. Characterization and Measurement
3. Results and Discussion
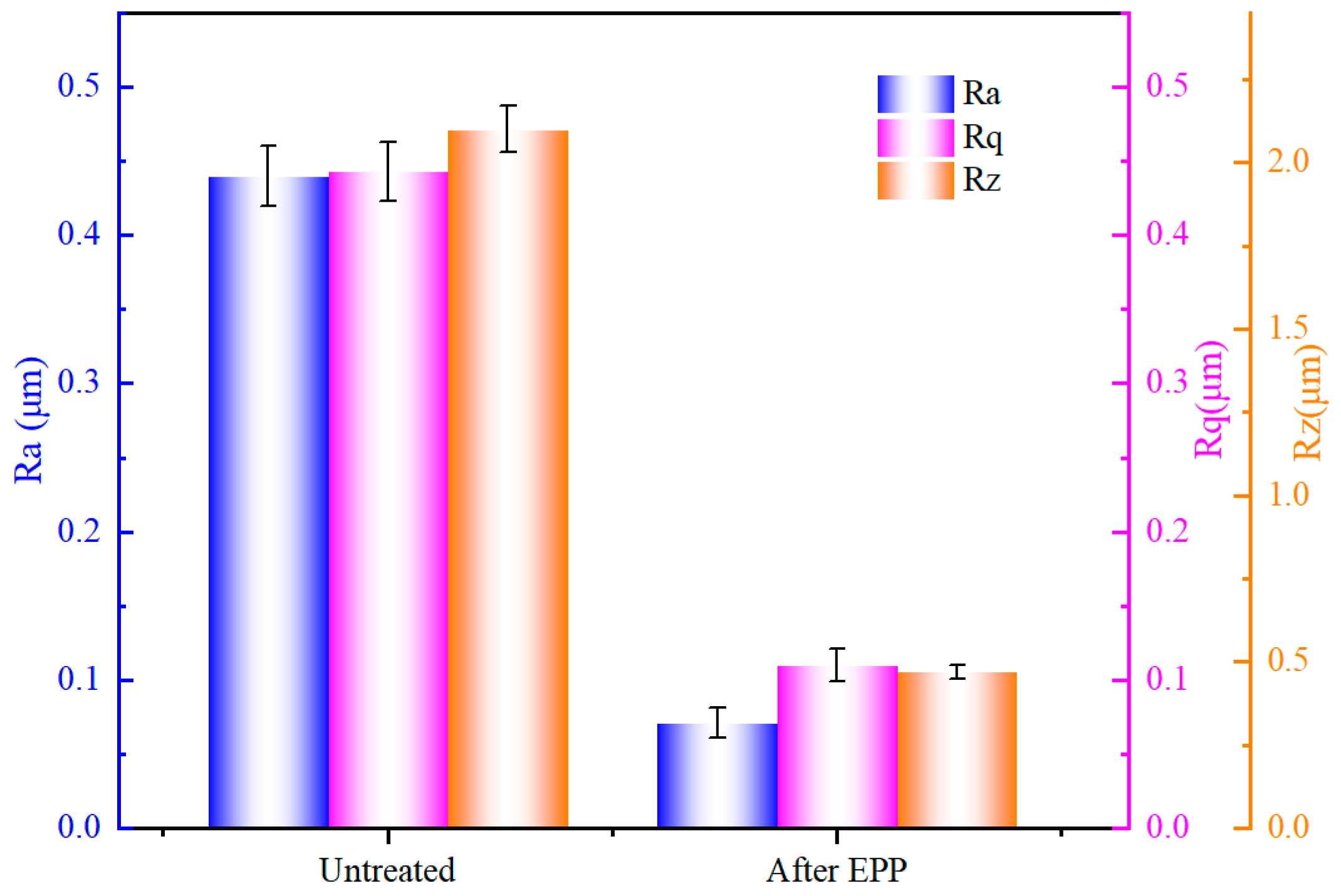
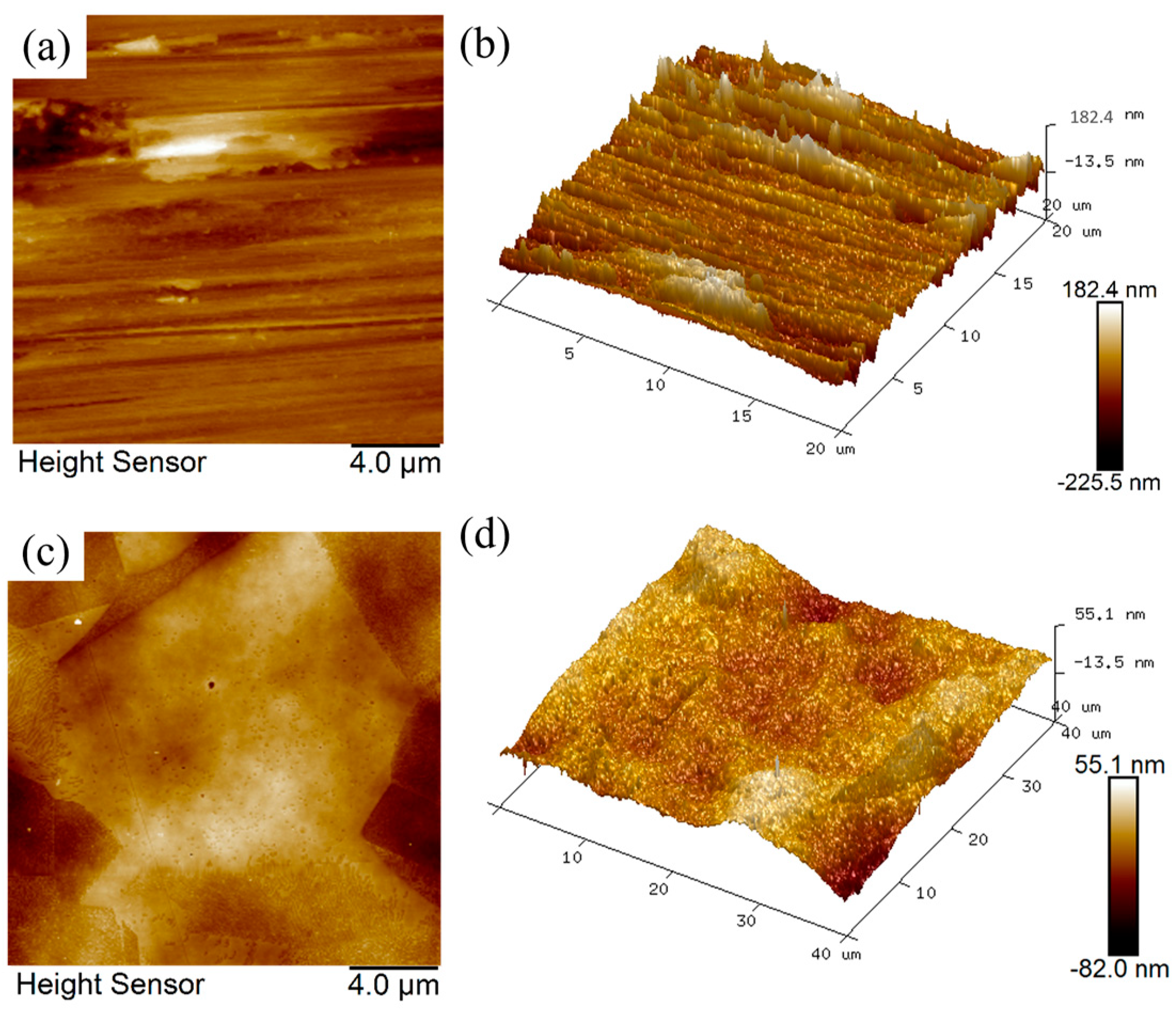
3.1. Surface Roughness and Morphology
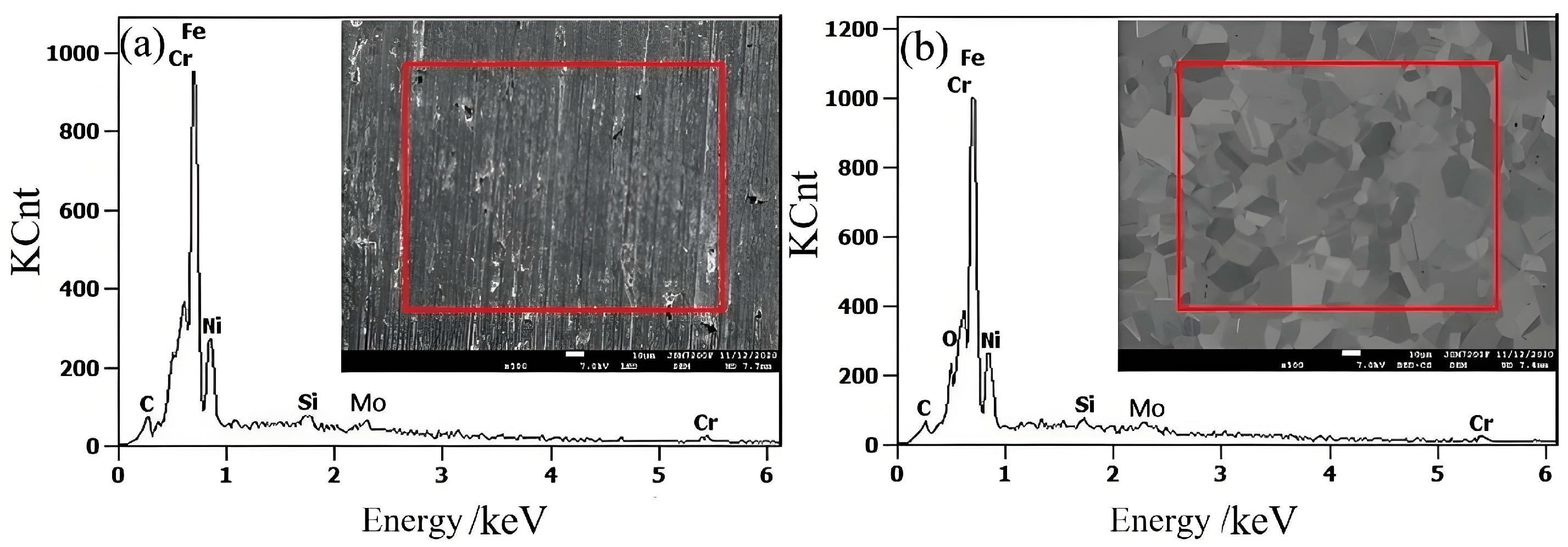
3.2. Elemental Analysis of Material Surface Layers
3.3. Electrochemical Behavior Analysis
- (1)
- The reaction process in the electrolyte involves the formation of a higher-energy complex between the adsorbed SO42− and the surface of the passivation layer around the metal cation. This complex then dissolved in the electrolyte, resulting in a more reactive area. The anodic electric field was rapidly transferred to the other cations on the surface, with a greater number of SO42− ions in contact with the complex. This promotes the dissolution of the complex into the solution and the electrolyte, and then reacts with OH− in the solution, forming hydroxide precipitation.
- (2)
- The adsorption of SO42− results in the formation of cationic vacancies at the interface between the passivation layer and the electrolyte. If the diffusion rate of the vacancies is greater than the rate of cation generation, the cationic vacancies undergo rapid aggregation, leading to the thinning of the passivation layer or even to the direct peeling of the stainless steel surface.
- (3)
- The plasma generated by the gas layer discharge has the effect of destabilizing the passivation layer. The sulfate ions adsorbed in the vicinity of the anode can pass through the passivation layer under the influence of the high electric field strength at the elevated position. This results in the production of strongly conductive ions. The high current density at elevated positions renders the passivation layer cations chemically active. When the electric field at the interface between the passivation layer and the solution attains a critical value, the passivation layer undergoes dissolution.
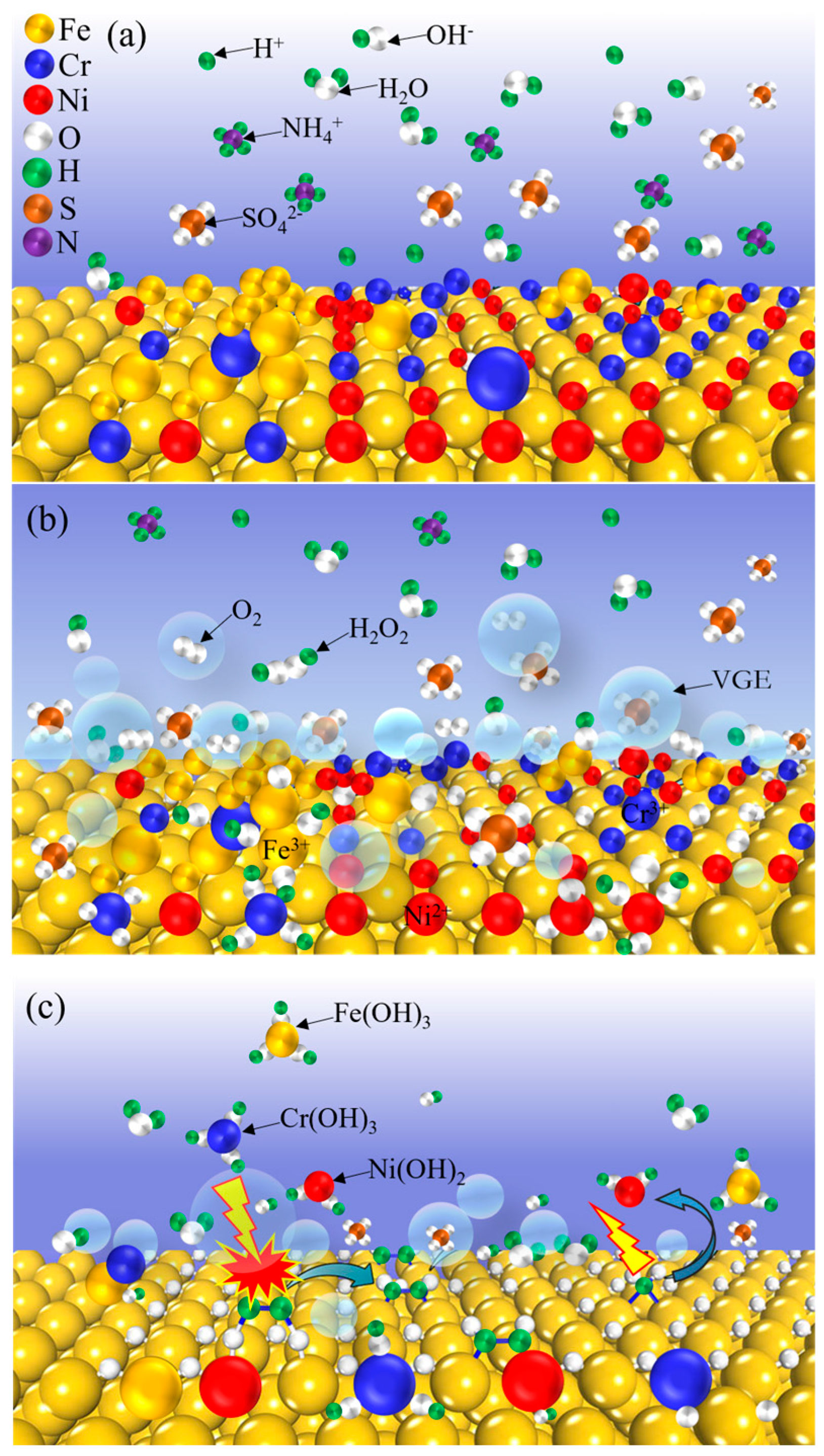
3.4. Material Removal Mechanism
3.5. Micro-Leveling Mechanism
4. Conclusions
- (1)
- During the electrolytic plasma polishing process of stainless steel, the metal elements on the anode surface and the active substances generated by the gas layer discharge undergo electrochemical oxidation reactions, generating a passivation layer dominated by metal oxides and hydroxides, in which the iron element exists in the form of monomers, FeO, Fe2O3/Fe(OH)3, the chromium element exists in the form of monomers, Cr2O3, Cr(OH)3, and CrO3 exist, and the element nickel exists in the form of monomers.
- (2)
- The anode surface raised portions of the untreated gas breakdown discharge phenomenon, whereby the electrolyte and solvent water molecules in the gas layer underwent ionization, evolving into a high-energy plasma state. This state was conducive to the promotion of the metal passivation layer and SO42− ions intermediate reaction, which generated metal salt complexes. The subsequent generation of metal ions from these complexes into the electrolyte resulted in the precipitation of hydroxide. This process was instrumental in achieving the dissolution of the passivation layer.
- (3)
- The principal method of removing stainless steel material is the dynamic cycle of interfacial plasma oxidation and plasma electrochemical dissolution. The uneven dissolution of the passivation layer in raised versus recessed positions is the primary cause of the microscopic leveling of the anodized surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zatkalíková, V.; Podhorský, Š.; Štrbák, M.; Liptáková, T.; Markovičová, L.; Kuchariková, L. Plasma Electrolytic Polishing—An Ecological Way for Increased Corrosion Resistance in Austenitic Stainless Steels. Materials 2022, 15, 4223. [Google Scholar] [CrossRef] [PubMed]
- Yang, D.; Sun, H.; Ji, G.; Xiang, Y.; Wang, J. Effect of Electrolytic Plasma Polishing on Surface Properties of Titanium Alloy. Coatings 2024, 14, 615. [Google Scholar] [CrossRef]
- Ji, G.; Sun, H.; Duan, H.; Yang, D.; Sun, J. Effect of electrolytic plasma polishing on microstructural evolution and tensile properties of 316L stainless steel. Surf. Coat. Technol. 2021, 420, 127330. [Google Scholar] [CrossRef]
- Zhou, C.; Qian, N.; Su, H.; Zhang, Z.; Ding, W.; Xu, J. Effect of energy distribution on the machining efficiency and surface morphology of Inconel 718 nickel-based superalloy using plasma electrolytic polishing. Surf. Coat. Technol. 2022, 441, 128506. [Google Scholar] [CrossRef]
- Seo, B.; Park, H.-K.; Kim, H.G.; Kim, W.R.; Park, K. Corrosion behavior of additive manufactured CoCr parts polished with plasma electrolytic polishing. Surf. Coat. Technol. 2021, 406, 126640. [Google Scholar] [CrossRef]
- Nestler, K.; Böttger-Hiller, F.; Adamitzki, W.; Glowa, G.; Zeidler, H.; Schubert, A. Plasma electrolytic Polishing—An Overview of Applied Technologies and Current Challenges to Extend the Polishable Material Range. Procedia CIRP 2016, 42, 503–507. [Google Scholar] [CrossRef]
- Huang, Y.; Wang, C.; Ding, F.; Yang, Y.; Zhang, T.; He, X.; Zheng, L.; Li, N. Principle, process, and application of metal plasma electrolytic polishing: A review. Int. J. Adv. Manuf. Technol. 2021, 114, 1893–1912. [Google Scholar] [CrossRef]
- Zeidler, H.; Boettger-Hiller, F.; Edelmann, J.; Schubert, A. Surface finish machining of medical parts using Plasma Electrolytic Polishing. Procedia CIRP 2016, 49, 83–87. [Google Scholar] [CrossRef]
- Parfenov, E.; Yerokhin, A.; Nevyantseva, R.; Gorbatkov, M.; Liang, C.-J.; Matthews, A. Towards smart electrolytic plasma technologies: An overview of methodological approaches to process modelling. Surf. Coat. Technol. 2015, 269, 2–22. [Google Scholar] [CrossRef]
- Ji, G.; Sun, H.; Duan, H.; Yang, D.; Sun, J. Enhancement of Corrosion Resistance for Medical Grade 316L Stainless Steel by Electrolytic Plasma Polishing. J. Mater. Eng. Perform. 2022, 32, 1498–1507. [Google Scholar] [CrossRef]
- Rokosz, K.; Solecki, G.; Mori, G.; Fluch, R.; Kapp, M.; Lahtinen, J. Effect of Polishing on Electrochemical Behavior and Passive Layer Composition of Different Stainless Steels. Materials 2020, 13, 3402. [Google Scholar] [CrossRef] [PubMed]
- Yang, D.; Sun, H.; Wang, J.; Ji, G.; Duan, H.; Xiang, Y.; Fan, Y. The formation and stripping mechanism of oxide film on Ti6Al4V alloy surface during electrolytic plasma polishing. Surf. Coat. Technol. 2024, 478, 130469. [Google Scholar] [CrossRef]
- Xiang, Y.; Sun, H.; Yang, D.; Ji, G.; Sun, L.; Duan, H.; Wang, J. Material removal model for describing the plasma discharge effect in magnetic-electrolytic plasma polishing. Int. J. Adv. Manuf. Technol. 2024, 131, 5023–5036. [Google Scholar] [CrossRef]
- Gui, W.; Lin, J.; Hao, G.; Qu, Y.; Liang, Y.; Zhang, H. Electrolytic plasma processing-an innovative treatment for surface modification of 304 stainless steel. Sci. Rep. 2017, 7, 308. [Google Scholar] [CrossRef]
- Yang, L.; Laugel, N.; Housden, J.; Espitalier, L.; Matthews, A.; Yerokhin, A. Plasma additive layer manufacture smoothing (PALMS) technology—An industrial prototype machine development and a comparative study on both additive manufactured and conventional machined AISI 316 stainless steel. Addi. Manuf. 2020, 34, 101204. [Google Scholar] [CrossRef]
- Yerokhin, A.; Mukaeva, V.R.; Parfenov, E.V.; Laugel, N.; Matthews, A. Charge transfer mechanisms underlying Contact Glow Discharge Electrolysis. Electrochim. Acta 2019, 312, 441–456. [Google Scholar] [CrossRef]
- Parfenov, E.V.; Farrakhov, R.G.; Mukaeva, V.R.; Gusarov, A.V.; Nevyantseva, R.R.; Yerokhin, A. Electric field effect on surface layer removal during electrolytic plasma polishing. Surf. Coat. Technol. 2016, 307, 1329–1340. [Google Scholar] [CrossRef]
- Nevyantseva, R.; Gorbatkov, S.; Parfenov, E.; Bybin, A. The influence of vapor–gaseous envelope behavior on plasma electrolytic coating removal. Surf. Coat. Technol. 2001, 148, 30–37. [Google Scholar] [CrossRef]
- Zhou, C.; Su, H.; Qian, N.; Zhang, Z.; Xu, J. Characteristics and Function of Vapour Gaseous Envelope Fluctuation in Plasma Electrolytic Polishing. Int. J. Adv. Manuf. Technol. 2022, 119, 7815–7825. [Google Scholar] [CrossRef]
- Lee, S.J.; Lai, J.J. The effects of electropolishing (EP) process parameters on corrosion resistance of 316L stainless steel. J. Mater. Process. Technol. 2003, 140, 206–210. [Google Scholar] [CrossRef]
- Hermas, A. XPS analysis of the passive film formed on austenitic stainless steel coated with conductive polymer. Corros. Sci. 2008, 50, 2498–2505. [Google Scholar] [CrossRef]
- Kusmanov, S.A.; Tambovskiy, I.V.; Korableva, S.S.; Dyakov, I.G.; Burov, S.V.; Belkin, P.N. Enhancement of wear and corrosion resistance in medium carbon steel by plasma electrolytic nitriding and polishing. J. Mater. Eng. Perform. 2019, 28, 5425–5432. [Google Scholar] [CrossRef]
- He, Y.; Liu, J.; Zhang, S.; Li, Y.; Gao, X. Effect of heat treatment on the microstructure and corrosion resistance of 316L stainless steel fabricated by hybrid in-situ rolled wire-arc additive manufacturing. Mater. Lett. 2023, 331, 133398. [Google Scholar] [CrossRef]
- Dobruchowska, E.; Schulz, J.; Zavaleyev, V.; Walkowicz, J.; Suszko, T.; Warcholinski, B. Influence of the Metallic Sublayer on Corrosion Resistance in Hanks’ Solution of 316L Stainless Steel Coated with Diamond-like Carbon. Materials 2024, 17, 4487. [Google Scholar] [CrossRef] [PubMed]
- Belkin, P.; Kusmanov, S.; Parfenov, E. Mechanism and technological opportunity of plasma electrolytic polishing of metals and alloys surfaces. Appl. Surf. Sci. Adv. 2020, 1, 100016. [Google Scholar] [CrossRef]
- Javidi, M.; Abadeh, H.K.; Yazdanpanah, H.R.; Namazi, F.; Shiri, N.S. Synergistic effect of temperature, concentration and solution flow on corrosion and passive film of austenitic SS 304L and 316L in concentrated sulfuric acid. Corros. Sci. 2024, 237, 112306. [Google Scholar] [CrossRef]
- Wang, Z.; Seyeux, A.; Zanna, S.; Maurice, V.; Marcus, P. Chloride-induced alterations of the passive film on 316L stainless steel and blocking effect of pre-passivation. Electrochim. Acta 2020, 329, 135159. [Google Scholar] [CrossRef]
- Fujimura, A.; Shoji, S.; Kitagawa, Y.; Hasegawa, Y.; Doi, T.; Fushimi, K. Investigation of the dissolution/passivation mechanisms on Fe-Cr alloys in acidic Na2SO4 solution using online ICP-OES. Electrochim. Acta 2023, 463, 142843. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C K | Si K | Cr L | Ni L | Fe L | Mo L |
|---|---|---|---|---|---|---|
| Untreated | 0.35 ± 0.04 | 0.86 ± 0.09 | 19.5 ± 1.05 | 11.44 ± 0.75 | 66.17 ± 1.68 | 2.36 ± 0.36 |
| EPP | 0.31 ± 0.05 | 0.53 ± 0.1 | 16.6 ± 1.22 | 12.06 ± 0.57 | 68.62 ± 0.87 | 2.26 ± 0.29 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, G.; Ma, L.; Zhang, S.; Zhang, J.; Wu, L. Study of Electrochemical Behavior and a Material Removal Mechanism During Electrolytic Plasma Polishing of 316L Stainless Steel. Materials 2025, 18, 1307. https://doi.org/10.3390/ma18061307
Ji G, Ma L, Zhang S, Zhang J, Wu L. Study of Electrochemical Behavior and a Material Removal Mechanism During Electrolytic Plasma Polishing of 316L Stainless Steel. Materials. 2025; 18(6):1307. https://doi.org/10.3390/ma18061307
Chicago/Turabian StyleJi, Gangqiang, Longfei Ma, Sunan Zhang, Juan Zhang, and Liyun Wu. 2025. "Study of Electrochemical Behavior and a Material Removal Mechanism During Electrolytic Plasma Polishing of 316L Stainless Steel" Materials 18, no. 6: 1307. https://doi.org/10.3390/ma18061307
APA StyleJi, G., Ma, L., Zhang, S., Zhang, J., & Wu, L. (2025). Study of Electrochemical Behavior and a Material Removal Mechanism During Electrolytic Plasma Polishing of 316L Stainless Steel. Materials, 18(6), 1307. https://doi.org/10.3390/ma18061307