

Study on Preparation and Performance of Aerated Concrete Using Spodumene Mining Residue as Silicious Material

Abstract
1. Introduction
2. Raw Materials and Experimental Program
2.1. Raw Materials
2.2. Mixing Proportion and Preparation
2.3. Characterization
3. Result and Discussion
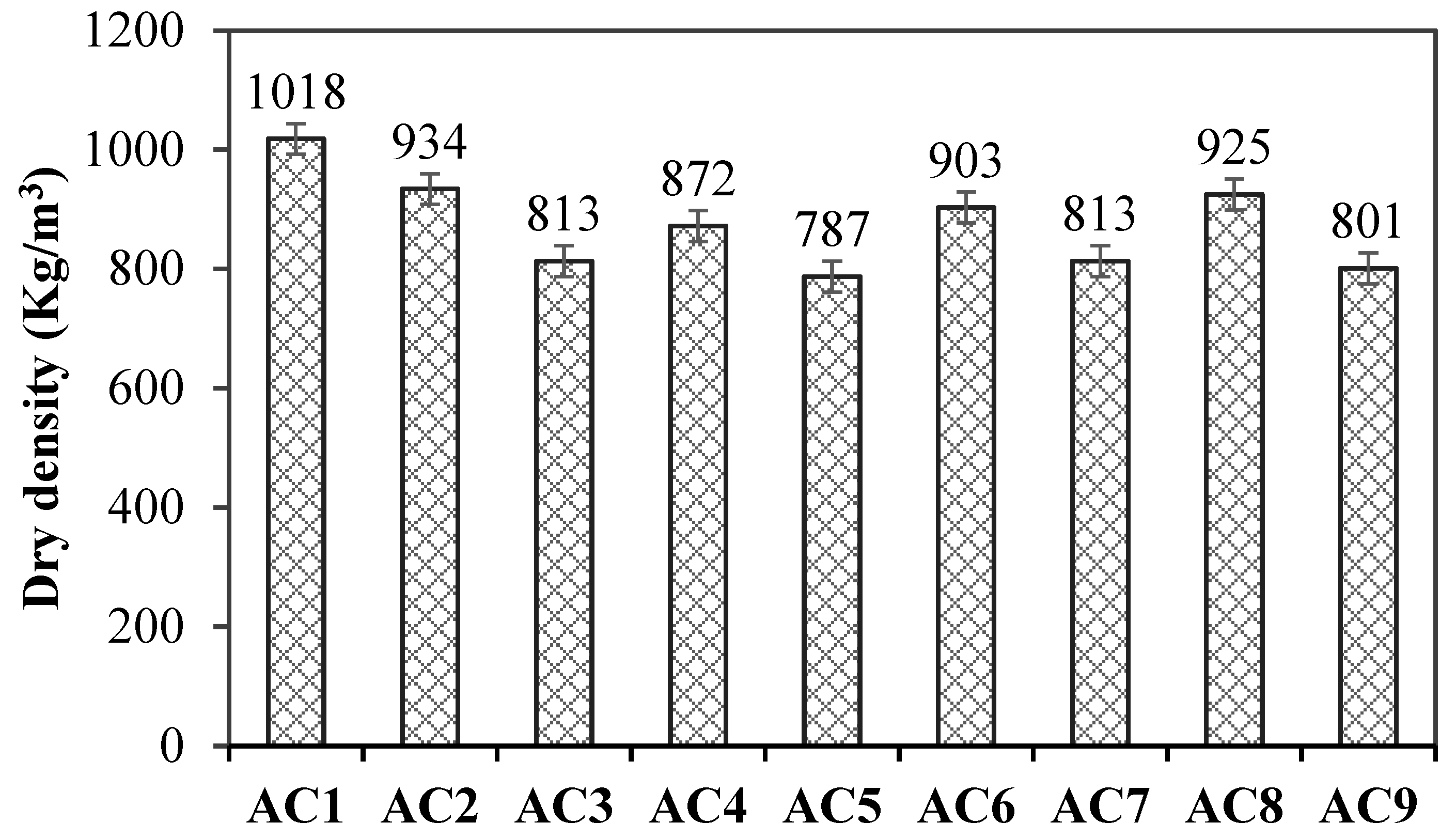
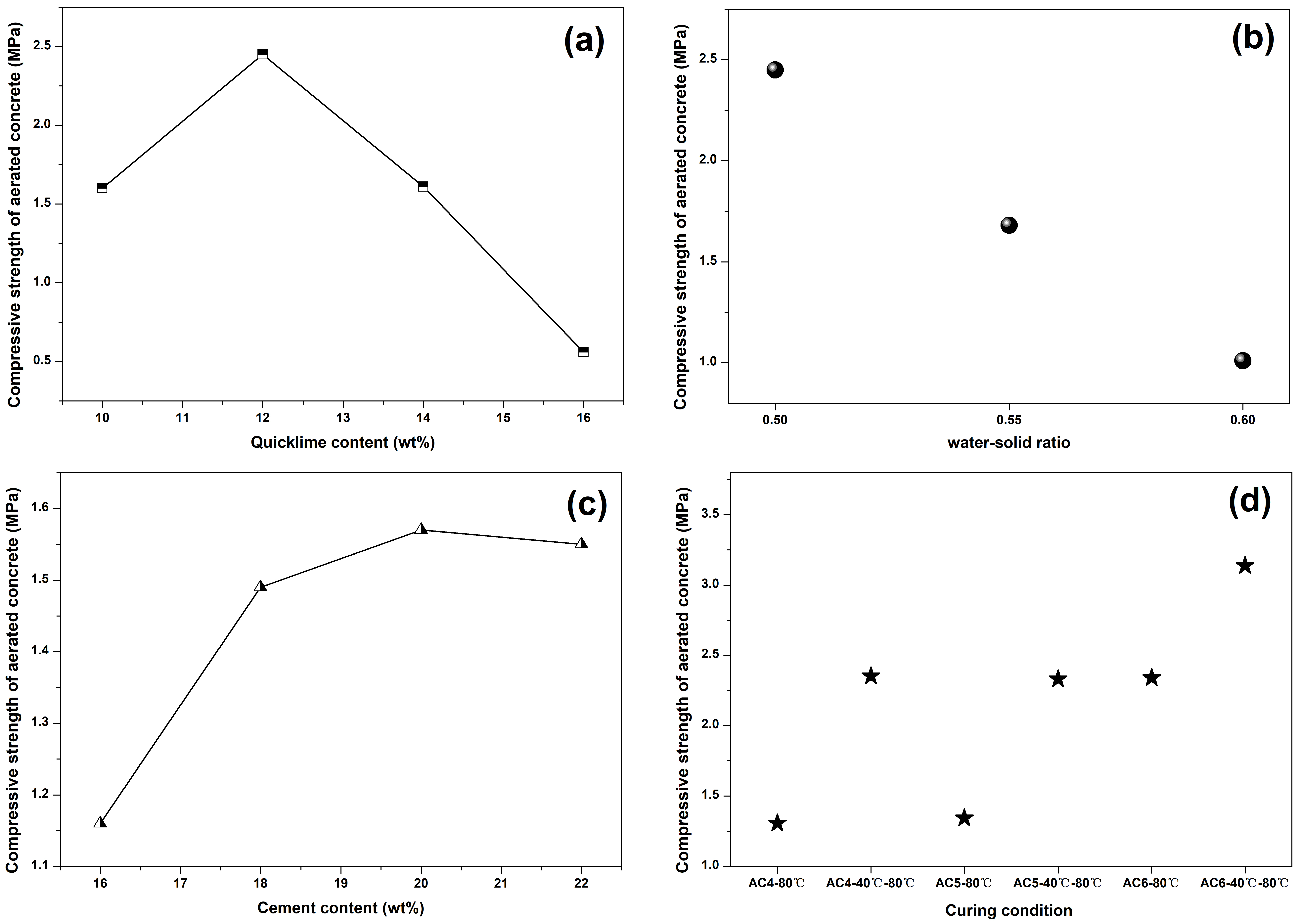
3.1. Dry Density and Mechanical Properties of Aerated Concrete Containing Spodumene Mining Residue
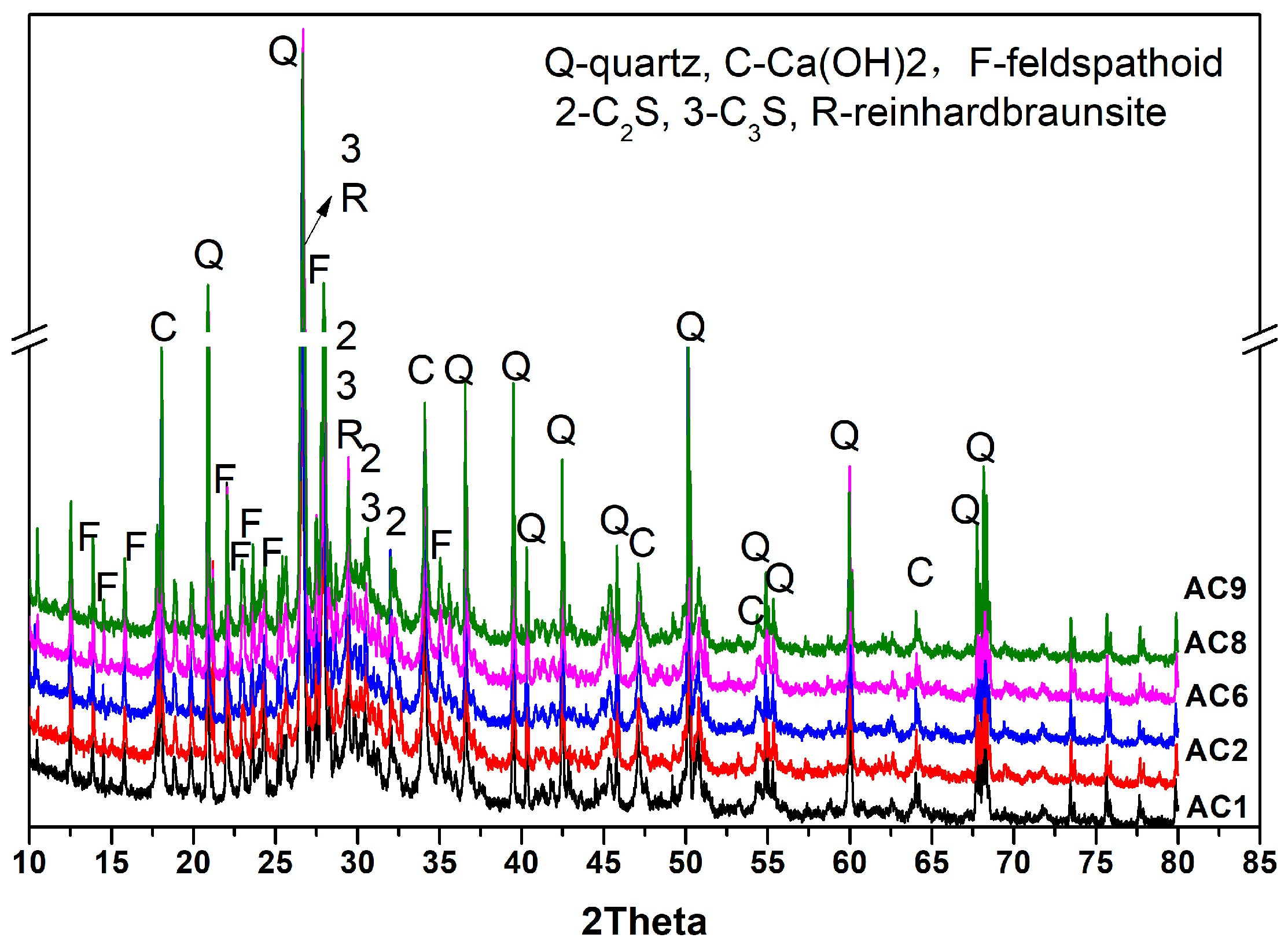
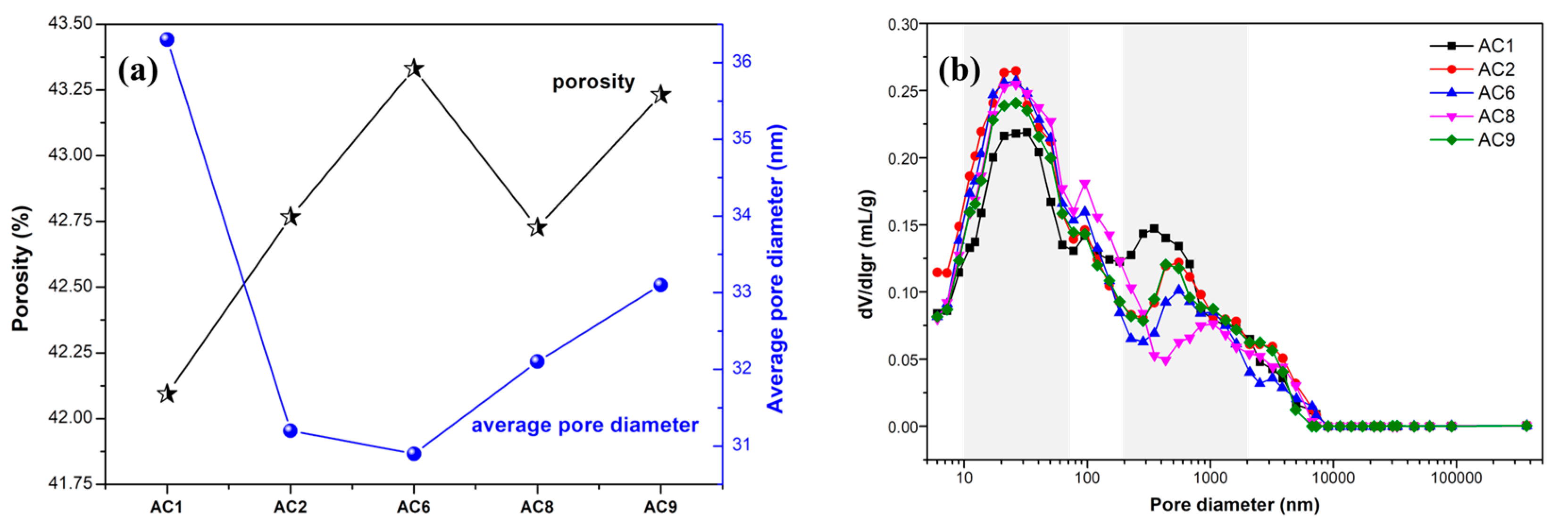
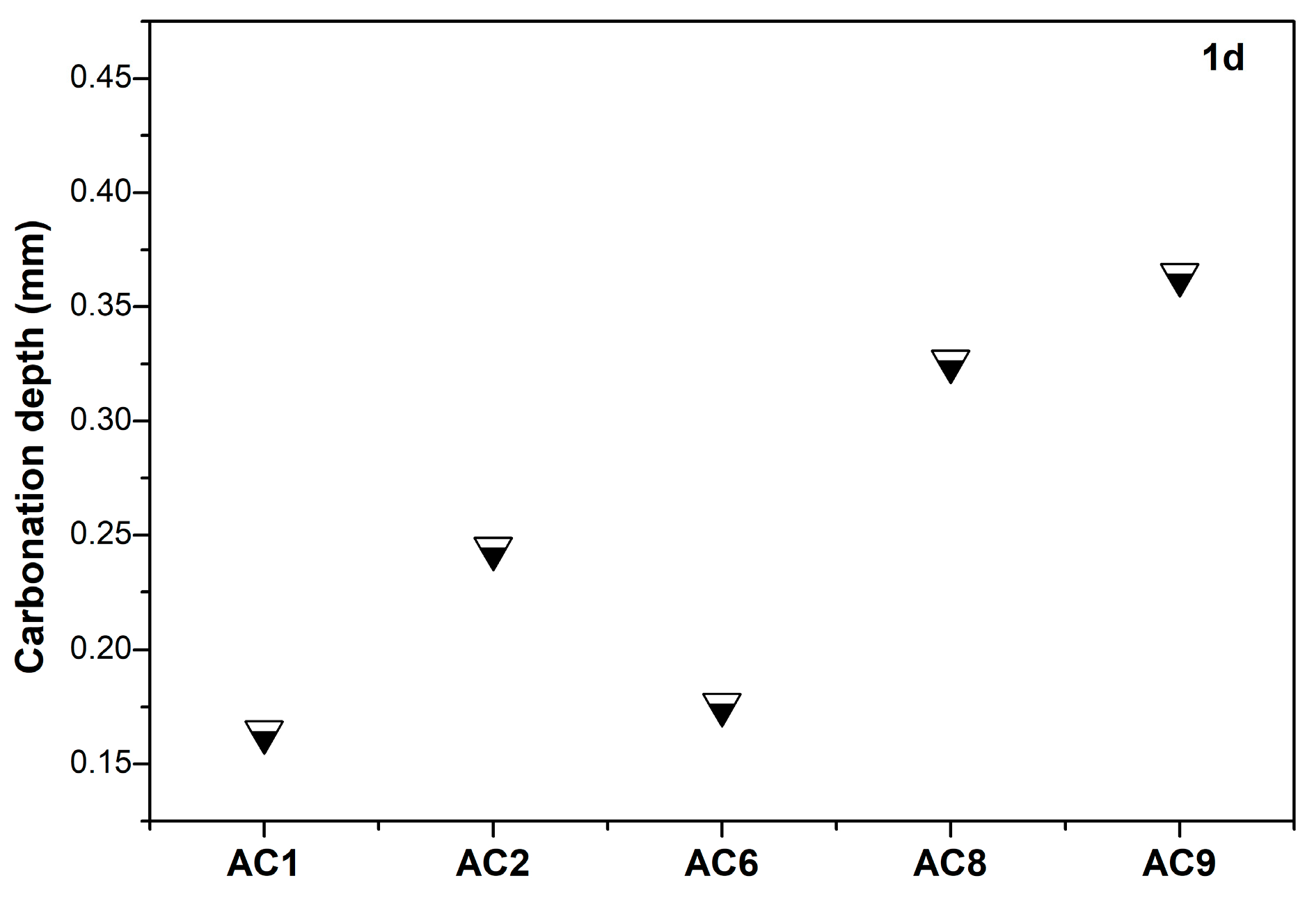
3.2. Hydration Products, Pore Structure and Carbonation Resistance of Aerated Concrete Containing Spodumene Mining Residue
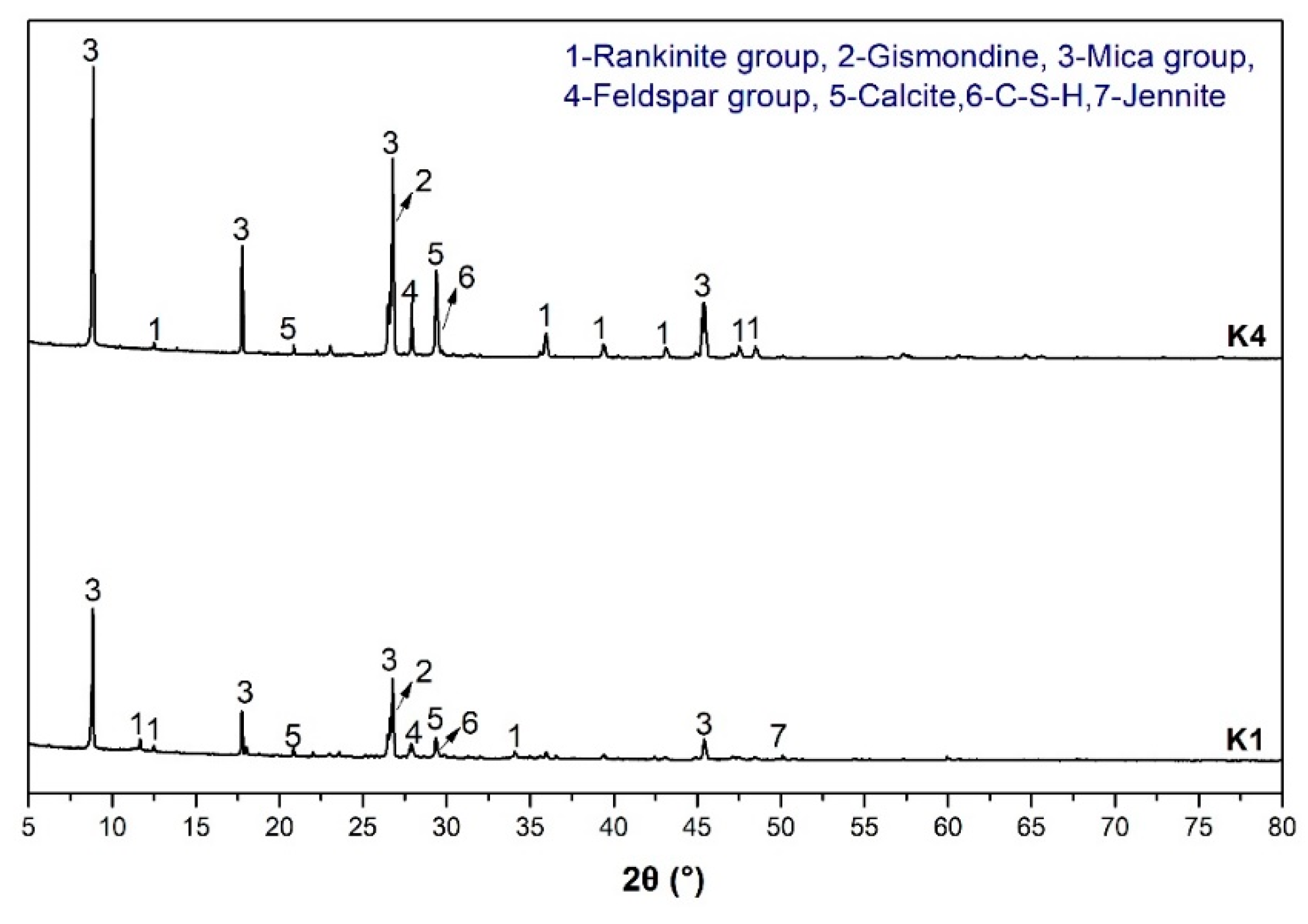
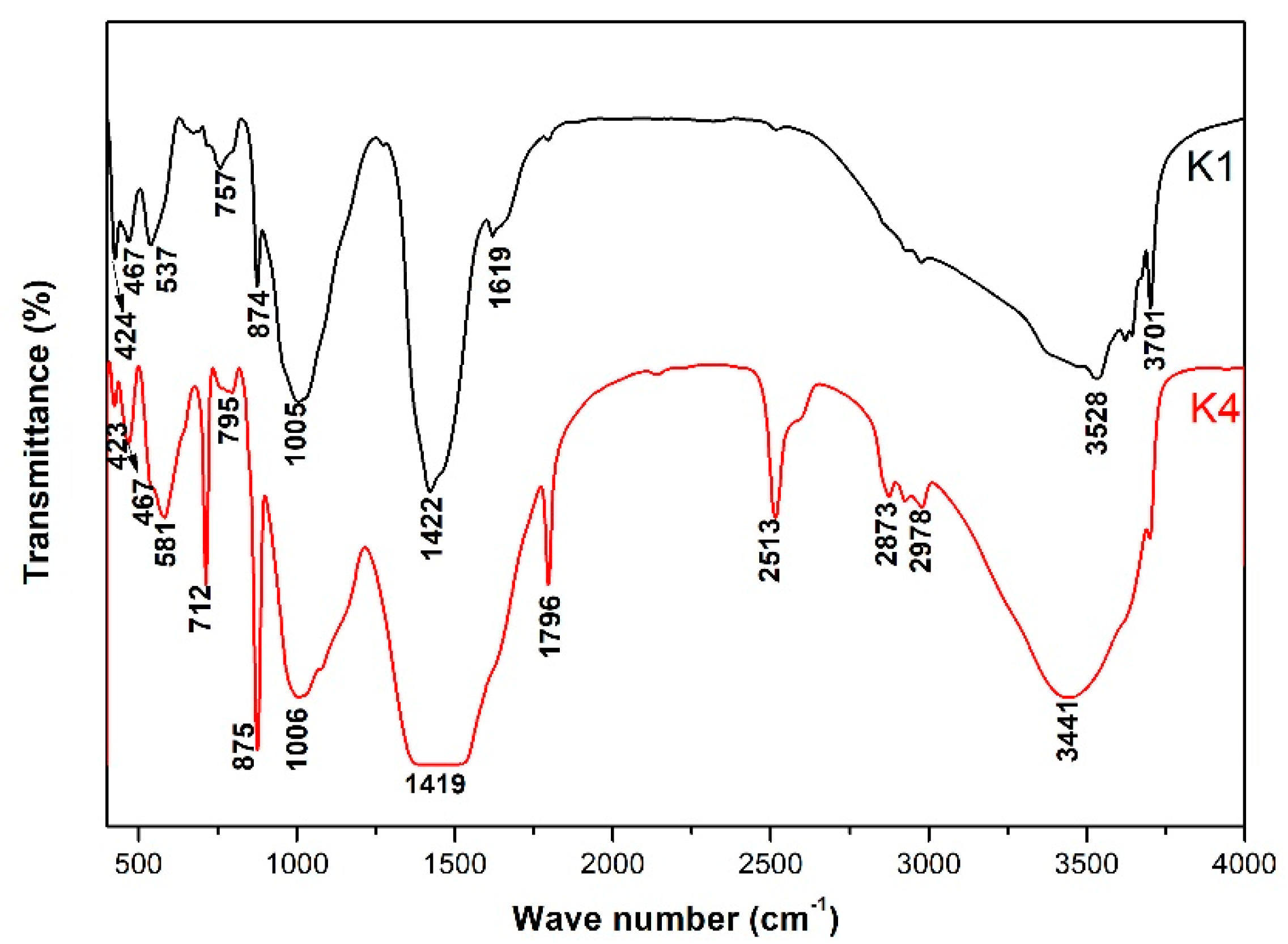
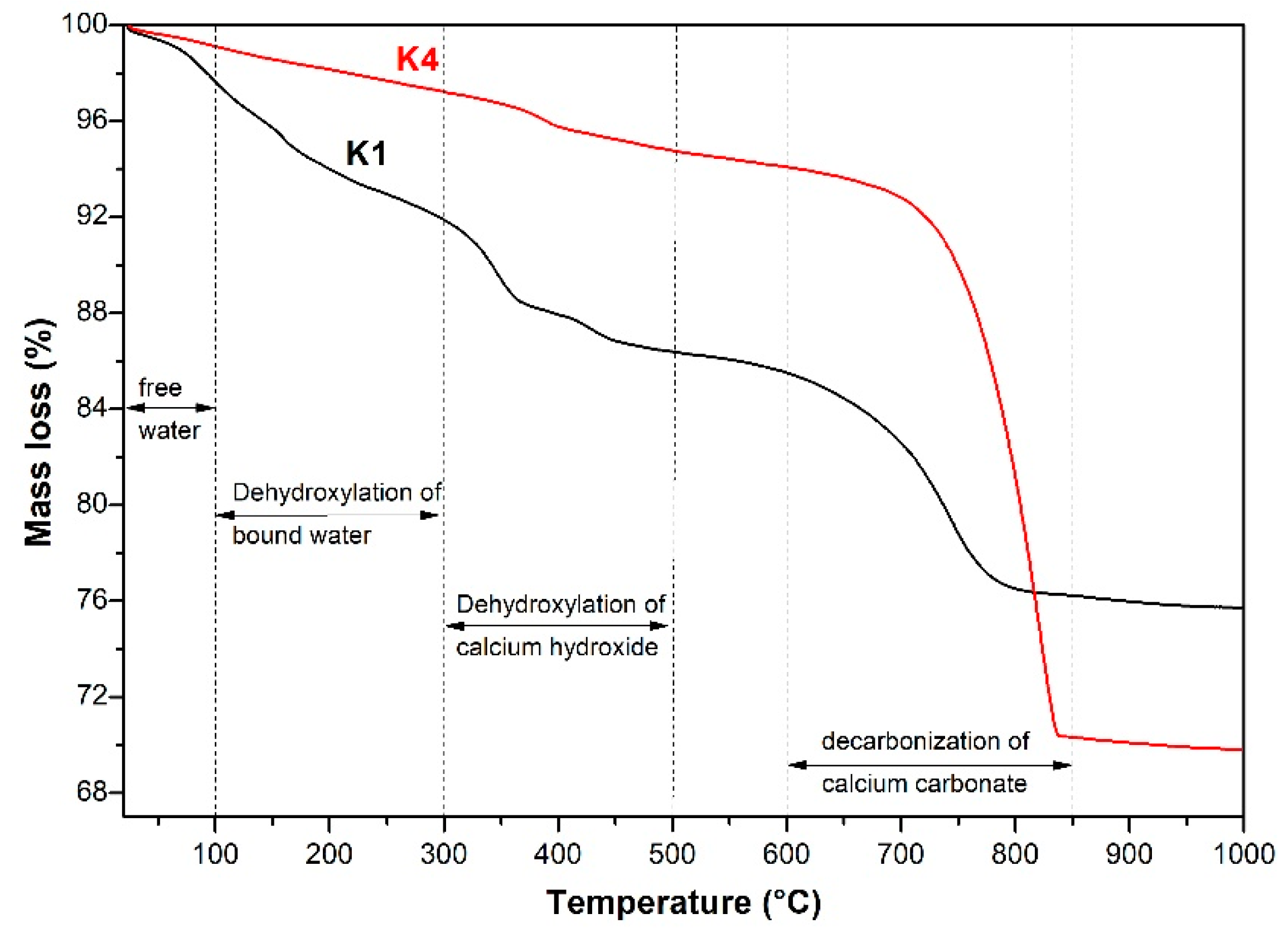
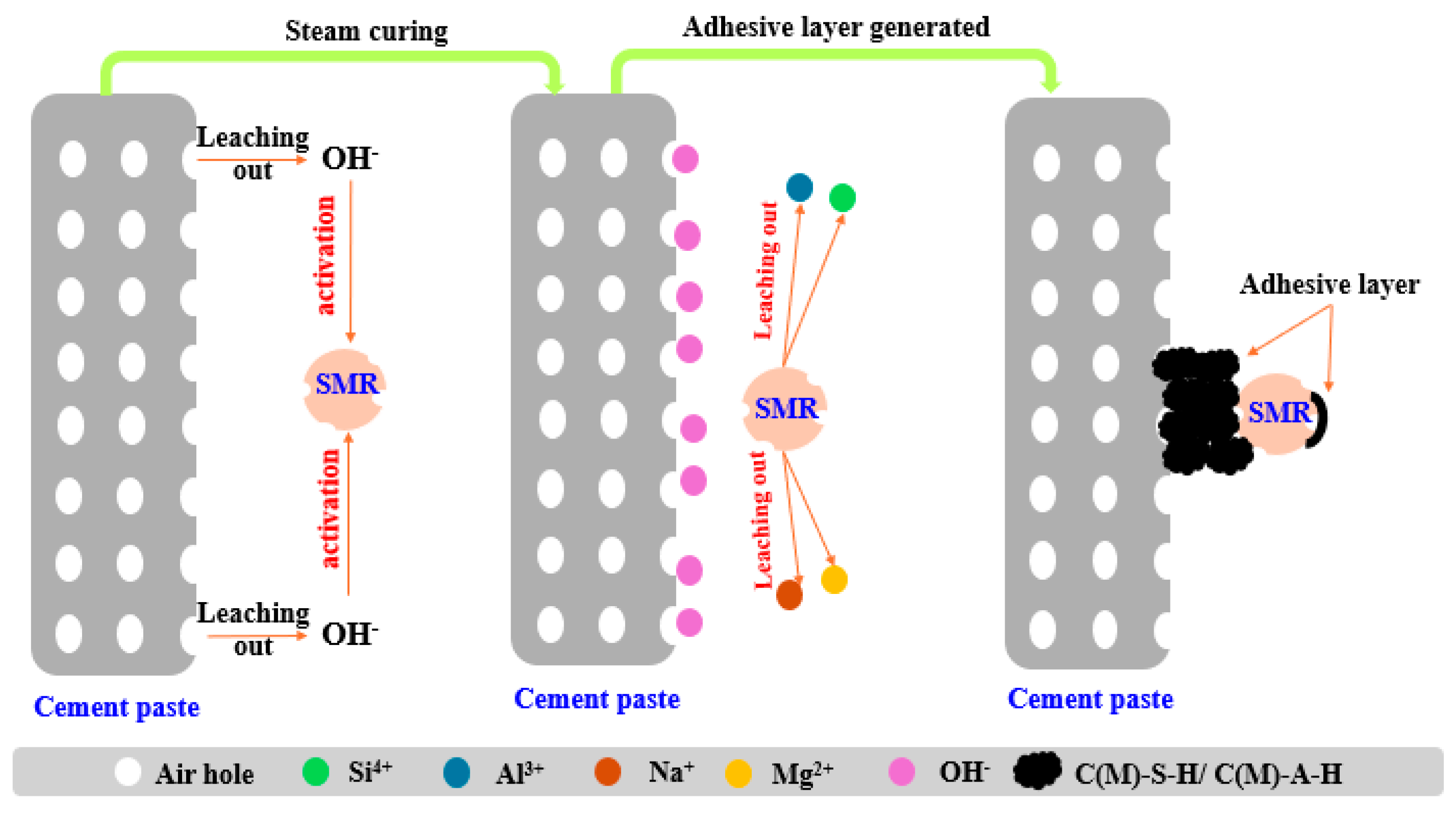
3.3. Interaction Between Cement Paste and Spodumene Mining Residue
4. Conclusions
- (1)
- It was feasible to produce aerated concrete with superior mechanical properties and excellent pore structure using spodumene mining residue as siliceous material, completely replacing quartz sand.
- (2)
- The interfacial compactness and mechanical properties of aerated concrete were improved by the secondary hydration of SMR.
- (3)
- In an alkaline environment, the active ions Ca2+, Si4+ and Mg2+ in spodumene mining residue leached out and generated C-S-H (or its derivatives), which adhered to the surface of SMR and filled the gap between the spodumene mining residue particles and cement paste.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jin, P.; Wang, S.; Meng, Z.; Chen, B. China’s lithium supply chains: Network evolution and resilience assessment. Resour. Policy 2023, 87, 104339. [Google Scholar] [CrossRef]
- Guo, X.; Zhang, J.; Tian, Q. Modeling the potential impact of future lithium recycling on lithium demand in China: A dynamic SFA approach. Renew. Sustain. Energy Rev. 2021, 137, 110461. [Google Scholar] [CrossRef]
- Melton, N.; Axsen, J.; Sperling, D. Moving beyond alternative fuel hype to decarbonize transportation. Nat. Energy 2016, 1, 599–670. [Google Scholar] [CrossRef]
- Harper, G.; Sommerville, R.; Kendrick, E.; Driscoll, L.; Slater, P.; Stolkin, R.; Walton, A.; Christensen, P.; Heidrich, O.; Lambert, S.; et al. Recycling lithium-ion batteries from electric vehicles. Nature 2019, 575, 75–86. [Google Scholar] [CrossRef] [PubMed]
- Yuan, H.; Zhu, S.; Akehurst, S.; Wang, L.; Wang, L. A novel numerical implementation of electrochemical-thermal battery model for electrified powertrains with conserved spherical diffusion and high efficiency. Int. J. Heat Mass Transf. 2021, 178, 121614. [Google Scholar] [CrossRef]
- Salakjani, N.K.; Singh, P.; Nikoloski, A.N. Acid roasting of spodumene: Microwave vs. conventional heating. Miner. Eng. 2019, 138, 161–167. [Google Scholar] [CrossRef]
- He, T.; Yang, X.; Wen, W.; Zhang, W.; Yu, X. Heavy medium separation of spodumene waste rock in Sichuan. Multipurp. Util. Miner. Resour. 2024, 45, 62–68. [Google Scholar]
- Kan, X. Experimental study on the characteristics of full tailings filling material in a spodumene mine in western Sichuan. Min. Res. Dev. 2023, 43, 23–27. [Google Scholar]
- Yang, F.; Wang, Q.; Min, X.; Fang, M.; Huang, Z.; Liu, Y.; Liu, Y. Influence of Low-Grade Spodumene on Preparation of Mulite-based Compound Ceramics with Bauxite Tailings. Met. Mine 2022, 9, 250–256. [Google Scholar]
- Yang, J.; Xu, L.-H.; Wu, H.-Q.; Wang, Z.-J.; Shu, K.-Q.; Xu, Y.-B.; Luo, L.-P.; Tang, Z. Sintering behavior and mechanical properties of sintered ceramics based on spodumene tailings. J. Cent. South Univ. 2021, 28, 1637–1651. [Google Scholar] [CrossRef]
- Zhou, J.E.; Wang, Y.Q.; Zhang, L.H.; Hu, H.Q. Analysis of factors affecting forming properties of wet roll-forming glay. China Ceramic Industry. 2009, 16, 4–7. [Google Scholar]
- Huang, L.; Deng, M. Effectiveness of decrepitated spodumene in inhibiting alkali-silica reaction. J. Nanjing Univ. Technol. 2007, 29, 49–53. [Google Scholar]
- GB/T 11969-2020; Test Methods of Autoclaved Aerated Concrete. State Administration for Market Regulation, National Standardization Administration: Beijing, China, 2020.
- Zhou, J.; Ye, G.; Breugel, V.K. Characterization of pore structure in cement-based materials using pressurization–depressurization cycling mercury intrusion porosimetry (PDC-MIP). Cem. Concr. Res. 2010, 40, 1120–1128. [Google Scholar] [CrossRef]
- Arandigoyen, M.; Alvarez, J. Pore structure and mechanical properties of cement–lime mortars. Cem. Concr. Res. 2007, 37, 767–775. [Google Scholar] [CrossRef]
- Oktar, O.N.; Moral, H.; Taşdemir, M.A. Sensitivity of concrete properties to the pore structure of hardened cement paste. Cem. Concr. Res. 1996, 26, 1619–1627. [Google Scholar] [CrossRef]
- Sulapha, P.; Wong, S.F.; Wee, T.H.; Swaddiwudhipong, S. Carbonation of Concrete Containing Mineral Admixtures. J. Mater. Civ. Eng. 2003, 15, 134–143. [Google Scholar] [CrossRef]
- Jiang, L.; Lin, B.; Cai, Y. A model for predicting carbonation of high-volume fly ash concrete. Cem. Concr. Res. 2000, 30, 699–702. [Google Scholar] [CrossRef]
- Song, H.W.; Kwon, S.J. Permeability characteristics of carbonated concrete considering capillary pore structure. Cem. Concr. Res. 2007, 37, 909–915. [Google Scholar] [CrossRef]
- Števula, L.; Madej, J.; Kozánková, J.; Madejová, J. Hydration products at the blast furnace slag aggregate-cement paste interface. Cem. Concr. Res. 1994, 24, 413–423. [Google Scholar] [CrossRef]
- Aligizaki, K.K.; de Rooij, M.R.; Macdonald, D.D. Analysis of iron oxides accumulating at the interface between aggregates and cement paste. Cem. Concr. Res. 2000, 30, 1941–1945. [Google Scholar] [CrossRef]
- GB/T 1596-2017; Fly Ash Used for Cement and Concrete. National Standardization Administration: Beijing, China, 2017.
- Yang, Q.; Wu, J.; Jiang, J.; Li, Q.; Yu, L.; Lu, X.; Guo, J.; Ye, Z. Study on the solidification and hydration release behavior of K+ ions in high-potassium cement clinkers under different silica modulus. Cem. Concr. Res. 2024, 186, 107661. [Google Scholar] [CrossRef]
- Kalinkina, E.V.; Kalinkin, A.M.; Forsling, W.; Makarov, V.N. Sorption of atmospheric carbon dioxide and structural changes of ca and mg silicate minerals during grinding I. diopside. Int. J. Miner. Process. 2001, 61, 273–288. [Google Scholar] [CrossRef]
- Spinthaki, A.; Petratos, G.; Matheis, J.; Hater, W.; Demadis, K.D. The precipitation of, ‘‘magnesium silicate”, under geothermal stresses. Form. Charact. Geotherm. 2018, 74, 172–180. [Google Scholar] [CrossRef]
- Huang, H.; Qian, C.; Zhao, F.; Qu, J.; Guo, J.; Danzinger, M. Improvement on microstructure of concrete by polycarboxylate superplasticizer (PCE) and its influence on durability of concrete. Constr. Build. Mater. 2016, 110, 293–299. [Google Scholar] [CrossRef]
- Gallucci, E.; Zhang, X.; Scrivener, K.L. Effect of temperature on the microstructure of calcium silicate hydrate (C-S-H). Cem. Concr. Res. 2013, 53, 85–195. [Google Scholar] [CrossRef]
- Matos, P.R.D.; Prudêncio, L.R.; Oliveira, A.L.D.; Pelisser, F.; Gleize, P.J.P. Use of porcelain polishing residue as a supplementary cementitious material in self-compacting concrete. Constr. Build. Mater. 2018, 193, 623–630. [Google Scholar] [CrossRef]
- Famy, C.; Brough, A.; Taylor, H. The C-S-H gel of Portland cement mortars: Part I. The interpretation of energy-dispersive X-ray microanalyses from scanning electron microscopy, with some observations on C-S-H, AFm and AFt phase compositions. Cem. Concr. Res. 2003, 33, 1389–1398. [Google Scholar] [CrossRef]
- Brown, P.W.; Franz, E.; Frohnsdorff, G.; Taylor HF, W. Analyses of the aqueous phase during early C3S hydration. Cem. Concr. Res. 1984, 3, 257–262. [Google Scholar] [CrossRef]
- Shen, X.; Feng, P.; Zhang, Q.; Lu, J.; Liu, X.; Ma, Y.; Jin, P.; Wang, W.; Ran, Q.; Hong, J. Toward the formation mechanism of synthetic calcium silicate hydrate (C-S-H)—pH and kinetic considerations. Cement and Concr. Res. 2023, 172, 107248. [Google Scholar] [CrossRef]
- Liu, L.; Sun, C.; Geng, G.; Feng, P.; Li, J.; Dähn, R. Influence of decalcification on structural and mechanical properties of synthetic calcium silicate hydrate (C-S-H). Cement and Concr. Res. 2019, 123, 105793. [Google Scholar] [CrossRef]
- John, E.; Matschei, T.; Stephan, D. Nucleation seeding with calcium silicate hydrate-A review. Cem. Concr. Res. 2018, 113, 11374–11385. [Google Scholar] [CrossRef]
- L’Hôpital, E.; Lothenbach, B.; Scrivener, K.; Kulik, D. Alkali uptake in calcium alumina silicate hydrate (C-A-S-H). Cem. Concr. Res. 2016, 85, 122–136. [Google Scholar] [CrossRef]
- Richardson, I. The calcium silicate hydrates. Cem. Concr. Res. 2007, 38, 137–158. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Materials | SiO2 | Al2O3 | CaO | Fe2O3 | K2O | Na2O | TiO2 | MgO | SO3 | P2O3 | Others |
|---|---|---|---|---|---|---|---|---|---|---|---|
| SMR | 66.38 | 16.11 | 5.66 | 5.23 | 3.11 | 1.13 | 0.87 | 0.79 | 0.27 | 0.22 | 0.23 |
| CE | 18.17 | 4.34 | 63.15 | 3.09 | 0.8 | 0.11 | 0.3 | 0.87 | 4.68 | 0.25 | 4.24 |
| LI | 1.17 | 0.41 | 97.31 | 0.08 | - | - | - | 0.72 | 0.15 | - | 0.16 |
| GY | 3.57 | 0.71 | 41.83 | 0.53 | 0.30 | 0.09 | 0.09 | 0.42 | 52.12 | 0.02 | 0.32 |
| SF | 91.33 | 0.7 | 0.96 | 4.64 | 1.07 | 0.12 | - | - | 0.65 | 0.13 | 0.40 |
| Chemical Drugs | NaOH | KOH | Ca(OH)2 | Na2SO4 | Na2SiO3 |
|---|---|---|---|---|---|
| Purity/% | 98 | 99.7 | 99.5 | 99 | 99 |
| Code | CE/% | LI/% | SF/% | SMR/% | AP/% | W/S | GY/% | Curing Condition |
|---|---|---|---|---|---|---|---|---|
| AC1 | 20 | 12 | 0 | 68 | 0.08 | 0.50 | 2 | Curing temperature: 20 °C, 40 °C, 80 °C Curing time 48 h |
| AC2 | 20 | 12 | 2 | 66 | 0.10 | 0.55 | 2 | |
| AC3 | 20 | 12 | 4 | 64 | 0.12 | 0.60 | 2 | |
| AC4 | 20 | 12 | 0 | 68 | 0.08 | 0.55 | 2 | |
| AC5 | 20 | 12 | 2 | 66 | 0.10 | 0.60 | 2 | |
| AC6 | 20 | 12 | 4 | 64 | 0.12 | 0.50 | 2 | |
| AC7 | 20 | 12 | 0 | 68 | 0.08 | 0.60 | 2 | |
| AC8 | 20 | 12 | 2 | 66 | 0.10 | 0.50 | 2 | |
| AC9 | 20 | 12 | 4 | 64 | 0.12 | 0.55 | 2 |
| Code | Cement/g | Spodumene-Mining-Residue Powder/g | Standard Sand/g | Water/g | Activity Index (%) | |
|---|---|---|---|---|---|---|
| 7 d/g | 28 d/g | |||||
| Control group | 450 | 0 | 1350 | 225 | 100.00 | 100.00 |
| SMR-30 | 315 | 135 | 1350 | 225 | 68.35 | 56.33 |
| SMR-50 | 225 | 225 | 1350 | 225 | 42.40 | 38.26 |
| Code | Concentration/mol·L−1 | pH | Reaction Temperature/°C | ||||
|---|---|---|---|---|---|---|---|
| Ca(OH)2 | NaOH | KOH | Na2SO4 | Na2SiO3 | |||
| K1 | 0.001 | 0.2 | 0.6 | 0 | 0 | 13.63 | 80 |
| K4 | Saturation | 0 | 0 | 0 | 0 | 12.54 | 80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Zeng, Q.; Zhu, Z.; Ren, J.; Lu, Z. Study on Preparation and Performance of Aerated Concrete Using Spodumene Mining Residue as Silicious Material. Materials 2025, 18, 957. https://doi.org/10.3390/ma18050957
Li X, Zeng Q, Zhu Z, Ren J, Lu Z. Study on Preparation and Performance of Aerated Concrete Using Spodumene Mining Residue as Silicious Material. Materials. 2025; 18(5):957. https://doi.org/10.3390/ma18050957
Chicago/Turabian StyleLi, Xiaoying, Qiang Zeng, Zhongtao Zhu, Jie Ren, and Zhongyuan Lu. 2025. "Study on Preparation and Performance of Aerated Concrete Using Spodumene Mining Residue as Silicious Material" Materials 18, no. 5: 957. https://doi.org/10.3390/ma18050957
APA StyleLi, X., Zeng, Q., Zhu, Z., Ren, J., & Lu, Z. (2025). Study on Preparation and Performance of Aerated Concrete Using Spodumene Mining Residue as Silicious Material. Materials, 18(5), 957. https://doi.org/10.3390/ma18050957