

Research on the Effects of the Water–Binder Ratio and Fiber Content on the Tensile and Bending Mechanical Properties of ECCs

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mix Designs
2.3. Test Methods
2.3.1. Tensile Test Method
2.3.2. Bending Test Method
2.3.3. Microscopic Test Method
2.4. Sample Preparation
3. Results
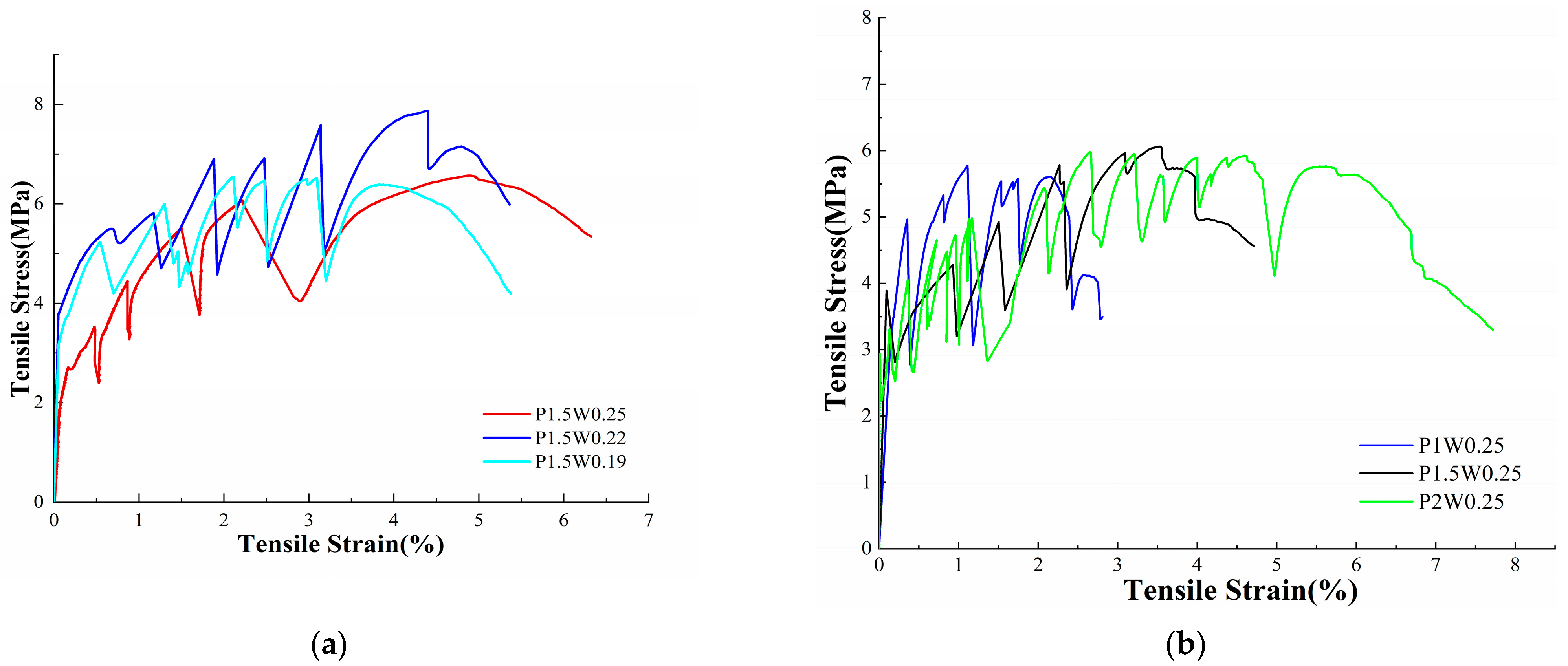
3.1. Analysis of Tensile Test Results
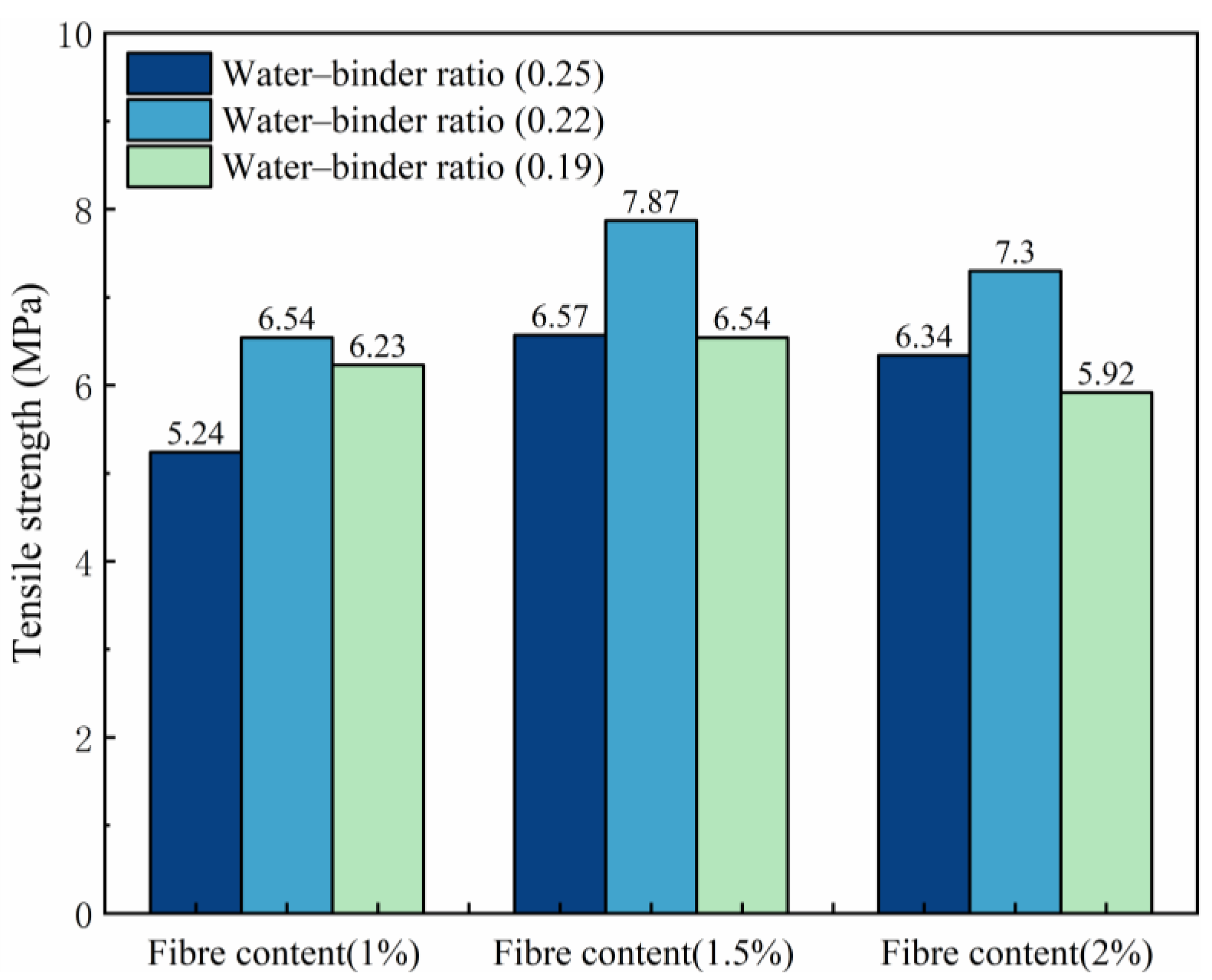
3.1.1. Tensile Strength
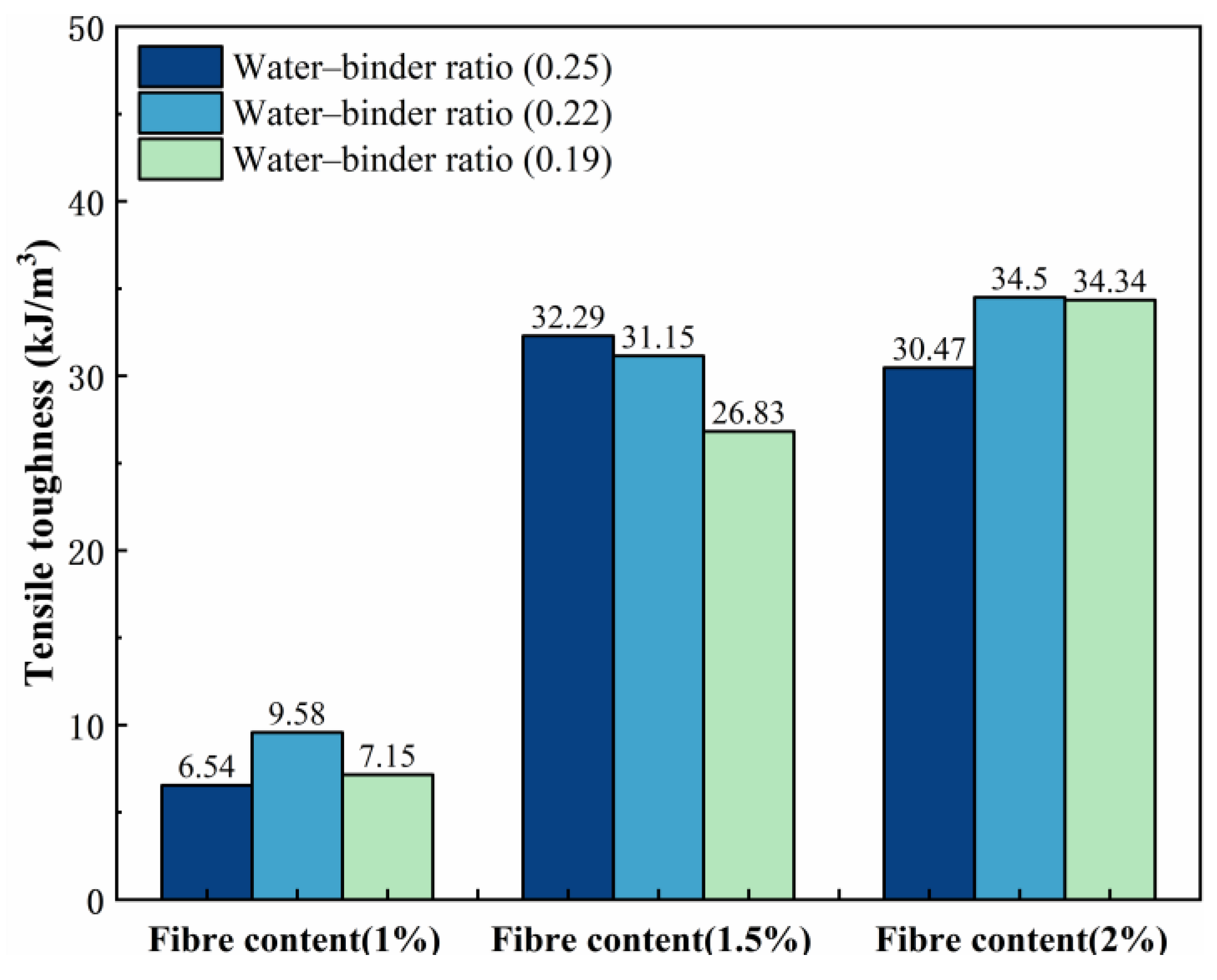
3.1.2. Tensile Toughness
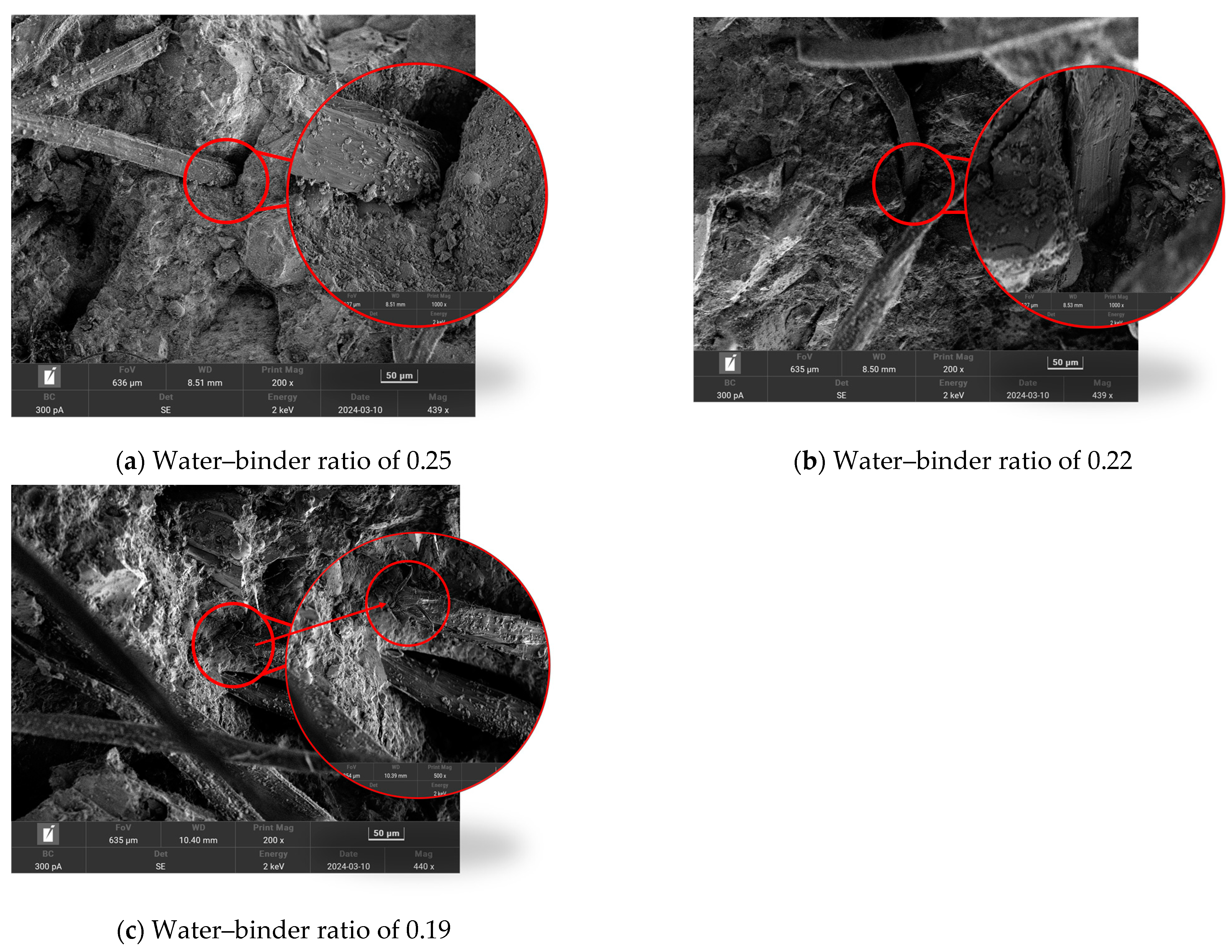
3.1.3. Microscopic Test
3.2. Analysis of the Bending Test Results
3.2.1. Bending Strength
3.2.2. Bending Toughness
- (1)
- Japan JSCE SF-4 Toughness Analysis
- (2)
- ASTM C1609-12 Toughness Analysis
- (3)
- Analysis of ECCs toughness evaluation methods
- (4)
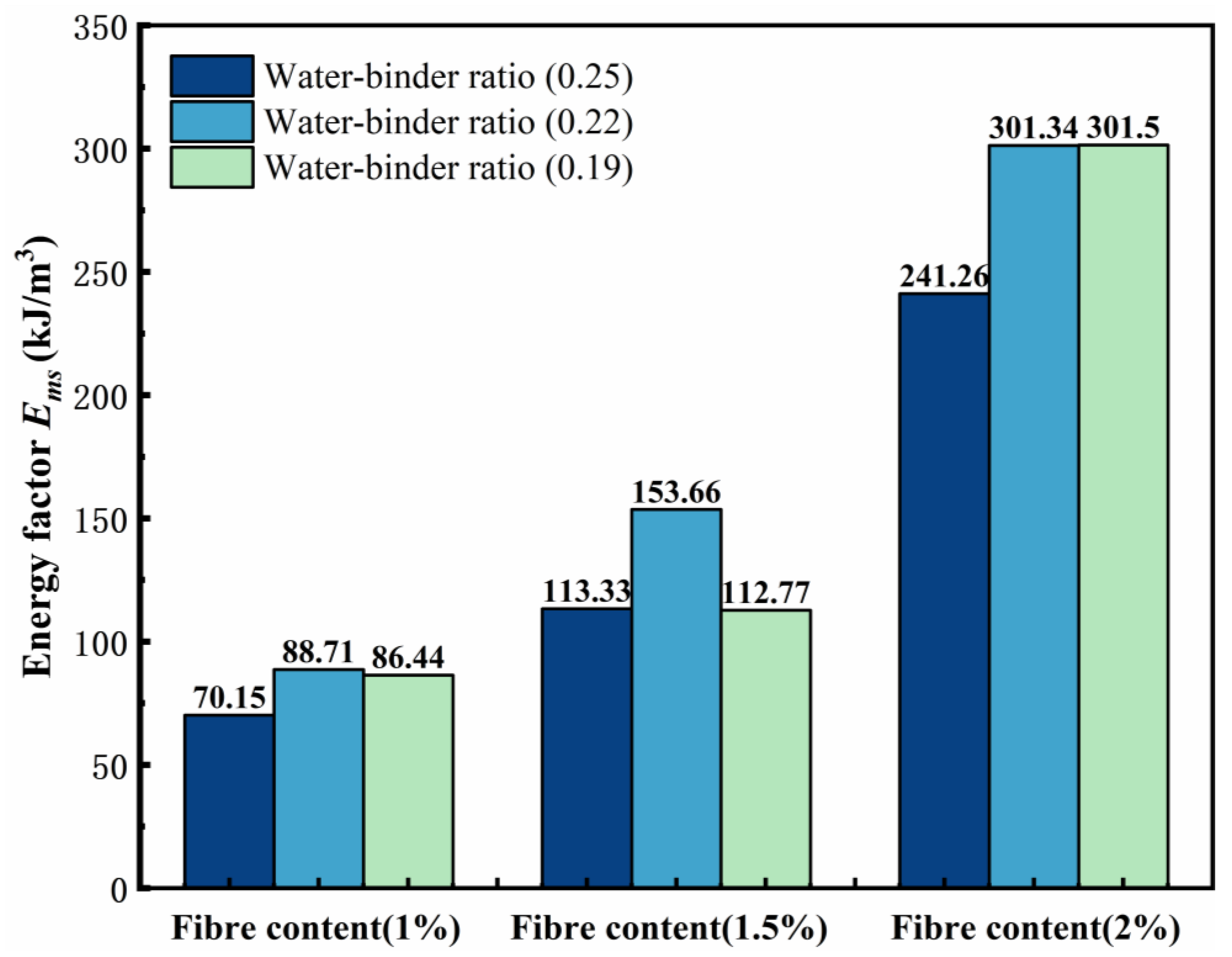
- Energy factor toughness evaluation methods
3.3. Response Surface Methodology Analysis
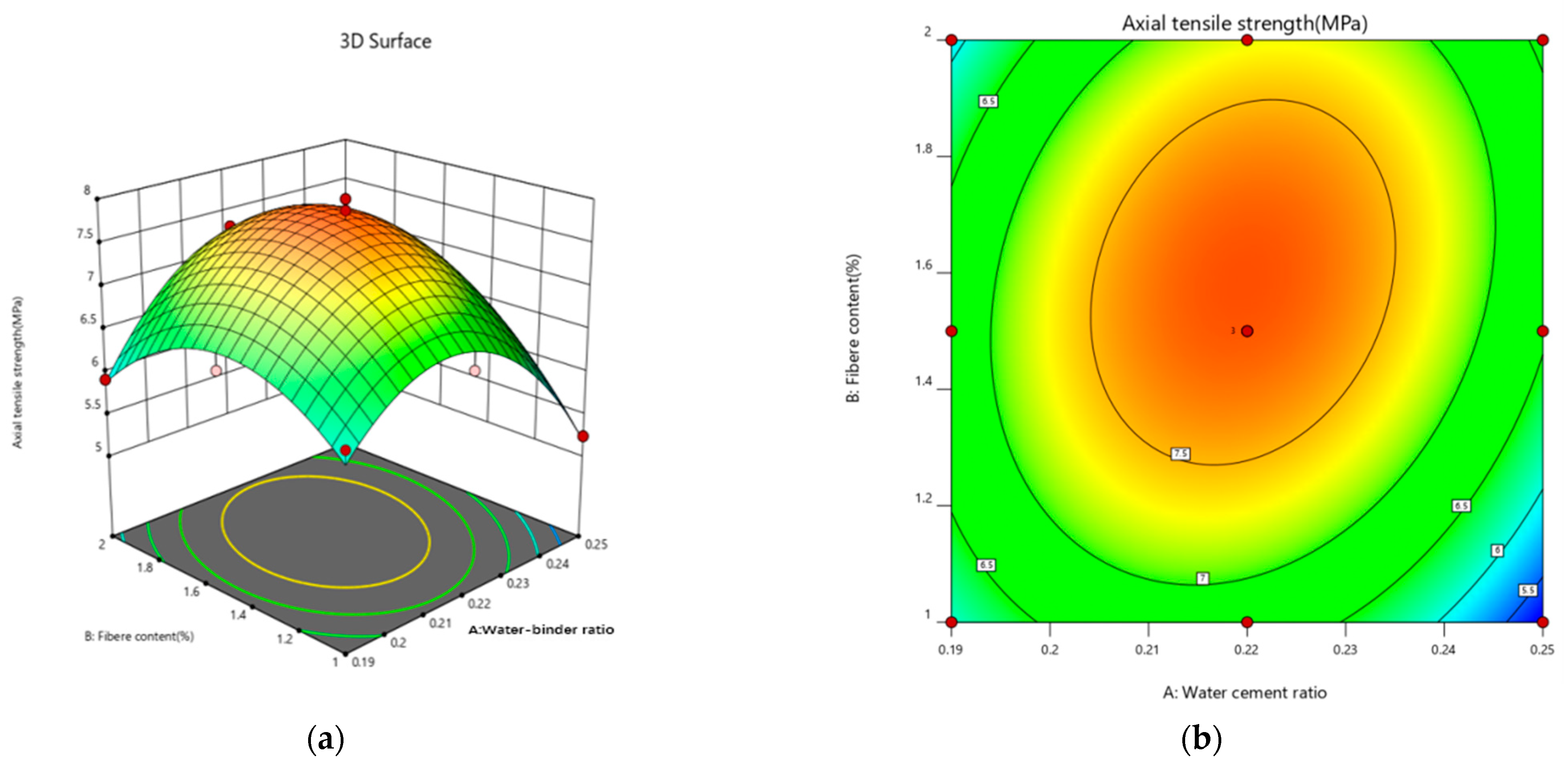
3.3.1. Tensile Strength Response Surface Modeling
3.3.2. Tensile Toughness Response Surface Modeling
3.3.3. Bending Strength Response Surface Modeling
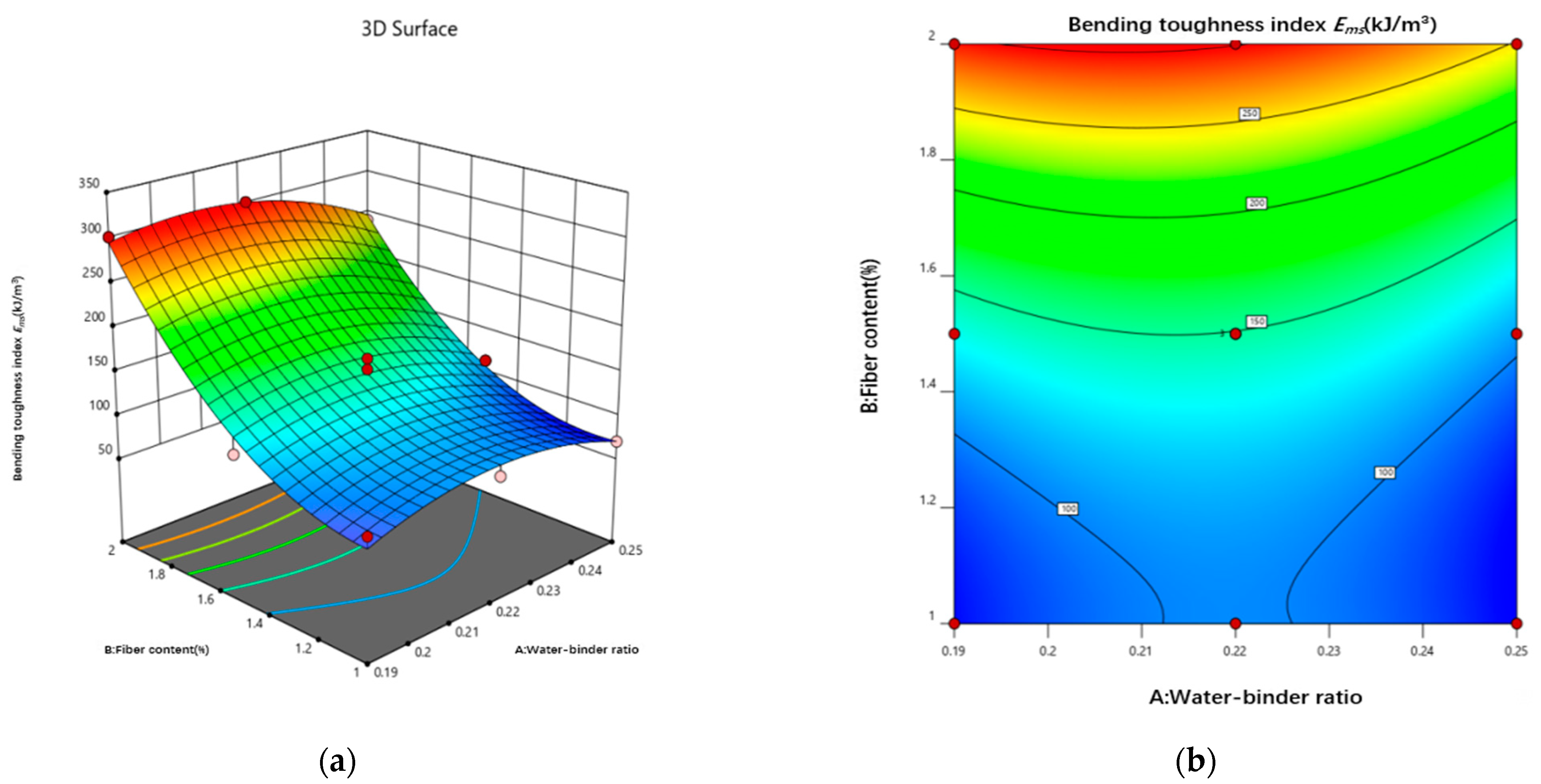
3.3.4. Bending Toughness Response Surface Modeling
3.3.5. Multi-Objective Optimization Scheme
4. Conclusions
- (1)
- The water–binder ratio and fiber content affect growth of the ECC tensile strength in the P1.5W0.22 test group, which reaches a maximum tensile strength of 7.87 MPa. The impact of the fiber content on the ECC tensile toughness and elongation was significant, with a 2% fiber content reaching a maximum. The P2W0.22 test group reached the maximum tensile toughness of 34.50 kJ/m3. The P2W0.25 test group reached the maximum elongation of 6.52%.
- (2)
- Through the scanning electron microscope test, it can be observed that with the decrease in the fiber content ratio, the destructive cross-section of the fiber presents the majority of the pull-out, which progresses as follows: half of the pull-out; half of the pull-off; a few pull-out; then most of the pull-off. This is in line with the change in the rule of the tensile strength, which suggests that with the reduction in the fiber content ratio, the fiber/matrix cross-section adhesion presents an initial rise and then fall, according to the rule of law. This occurs in the fiber content ratio of 0.22 to reach the maximum.
- (3)
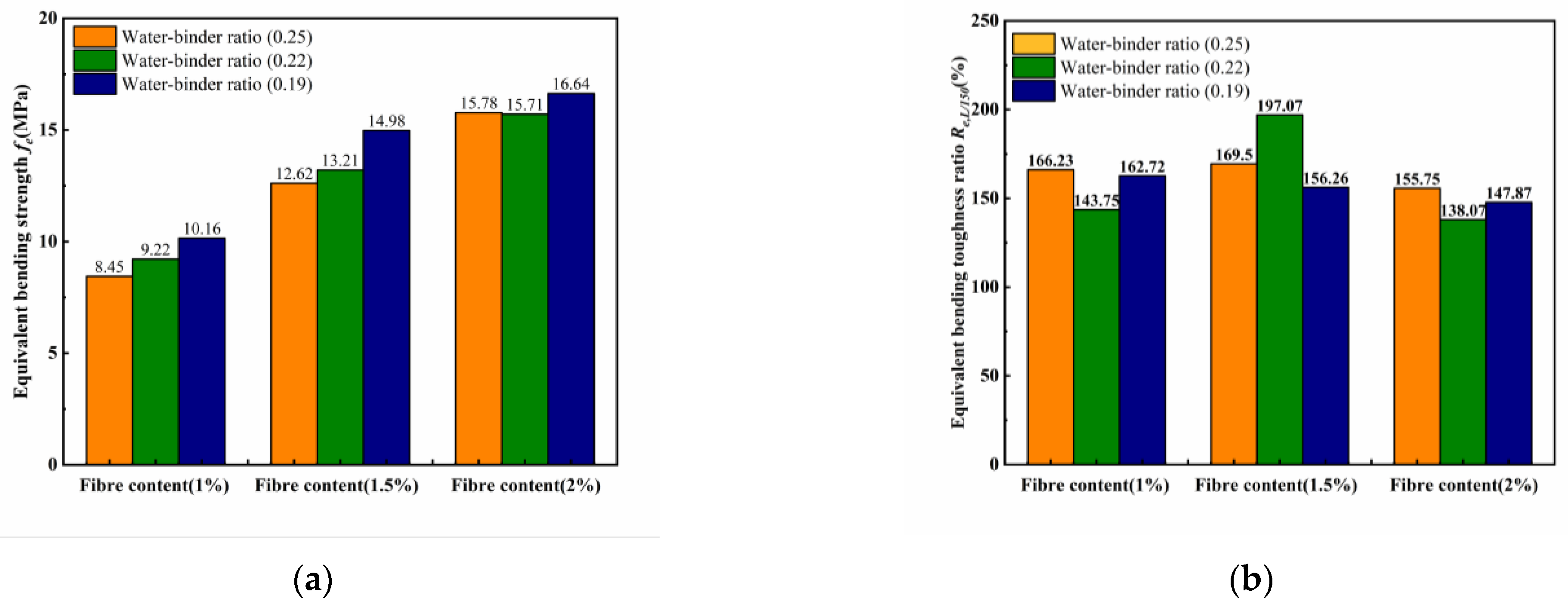
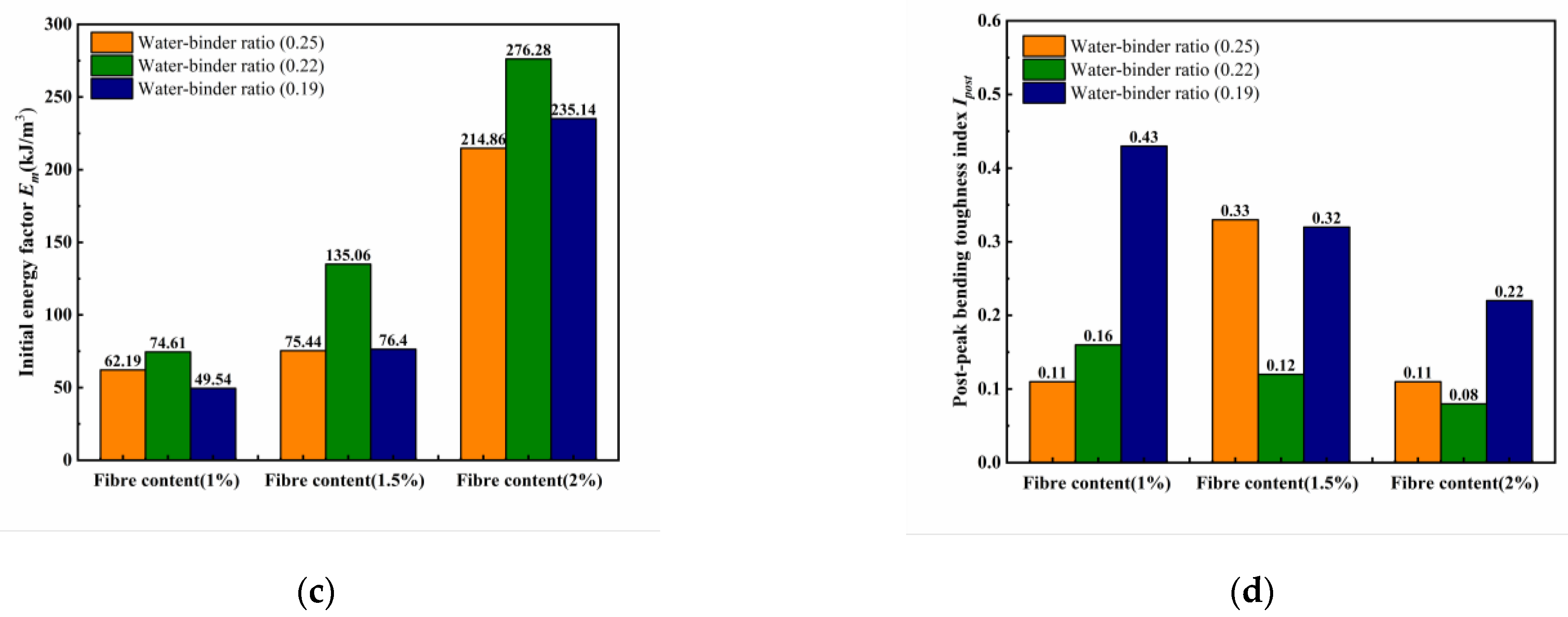
- By comparing three bending toughness evaluation indicators, it was found that the JSCE SF-4 test standard and the ASTM C1609 standard are not fully adequate for calculating the bending toughness of high-deflection ECC, and cannot completely reflect the high toughness of ECC. Zhang’s toughness evaluation method analyzed and evaluated the prepeak and postpeak toughness indicators, but due to the reduction in the water–binder ratio causing the specimen to reach the peak load earlier, and the inability to jointly analyze the prepeak and postpeak phases, it cannot fully reflect the overall toughness of the ECC specimen failure. Therefore, this experiment proposes the energy factor Ems to eliminate the evaluation of prepeak and postpeak bending toughness and uses the deflection area at 0 to 0.85 times the peak load to calculate the energy factor Ems, thereby evaluating the bending toughness of ECC. The energy factor Ems of the P2W0.19 test group reached a maximum value of 301.5 kJ/m3, with a growth rate of 248.80% in bending toughness compared to the P1W0.19 test group.
- (4)
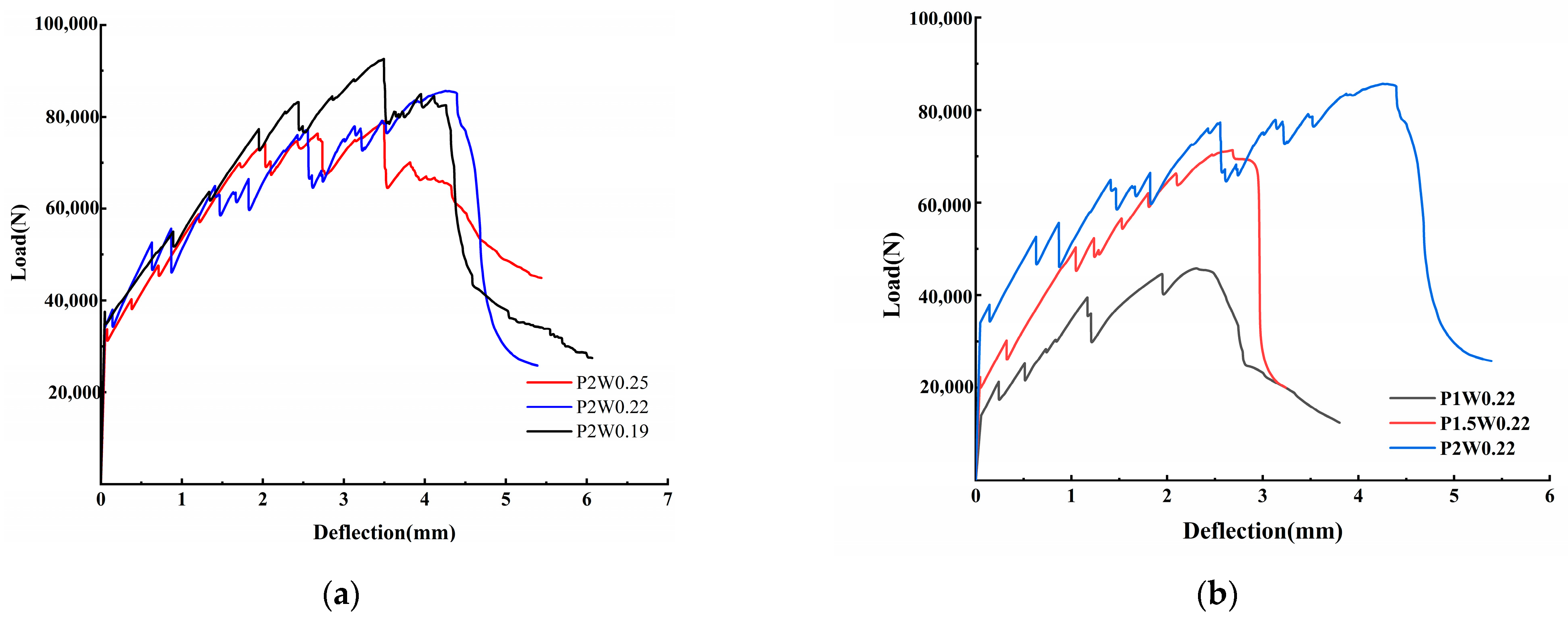
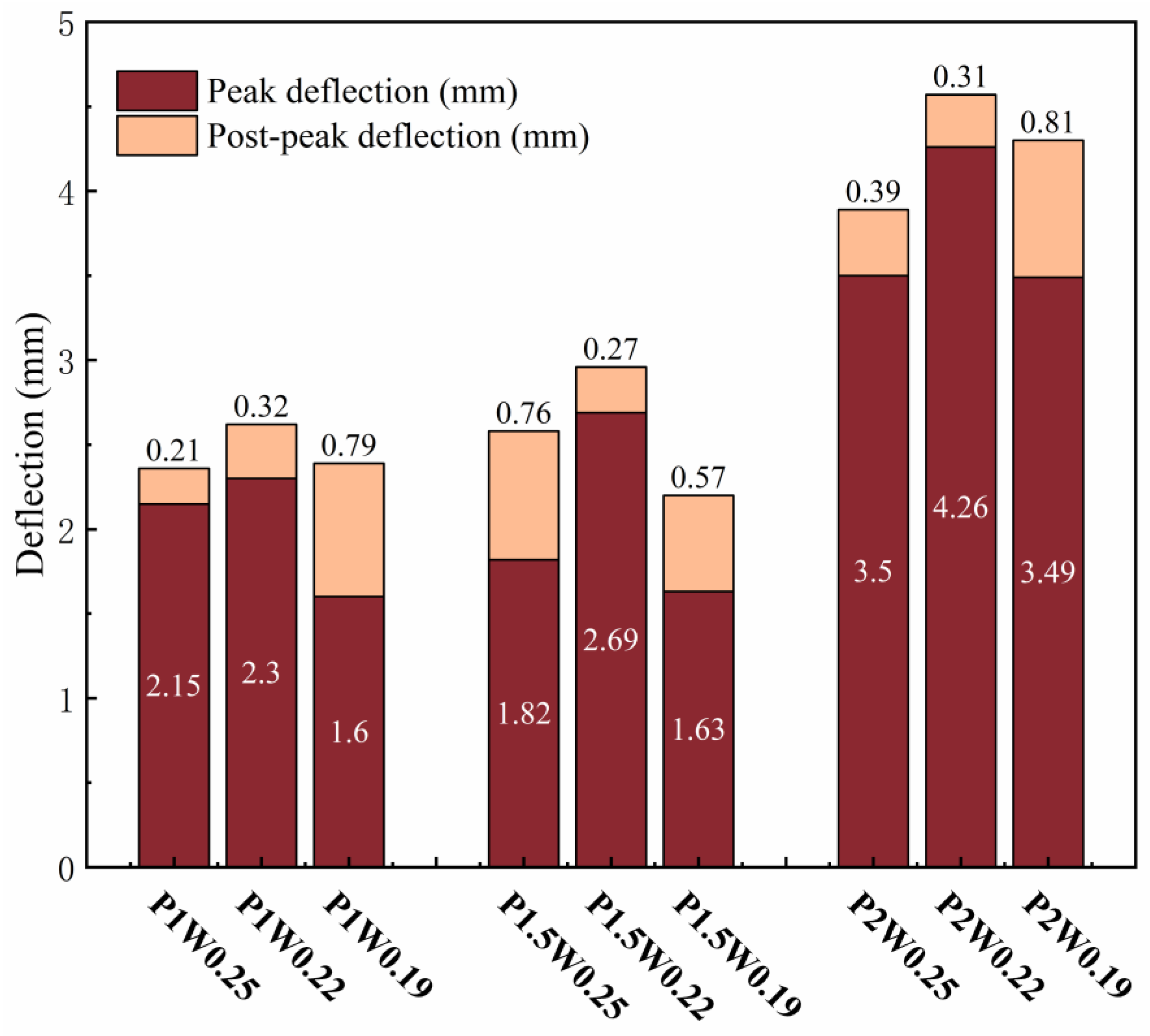
- The fiber content has a significant effect on the growth of ECC bending strength and peak deflection, both of which show excellent performance at 2% fiber content. Among them, the P2W0.19 test group reached the maximum bending strength of 27.79 MPa, and the P2W0.22 test group reached the maximum peak deflection of 4.26 mm. The growth rates of bending strength and peak deflection were 82.59% and 85.22%, respectively, compared with those of the same water–binder ratio and 1% fiber content.
- (5)
- Under the combined influence of two crucial factors, namely the water–binder ratio and fiber content, the response surface methodology was employed to meticulously analyze their impacts on several key mechanical properties, including tensile strength, bending strength, tensile toughness, and bending toughness Ems. By setting the maximum values of tensile strength, bending strength, tensile toughness, and bending toughness Ems as the optimization targets, the optimal predicted values of 7.34 MPa, 25.9 MPa, 34.02 kJ/m3, and 289.84 kJ/m3 were achieved when the water–binder ratio was precisely adjusted to 0.22 and the fiber content was maintained at 1.9%. Subsequently, a verification experiment was conducted using this specific mix ratio. The measured values of the aforementioned mechanical properties were obtained as 7.53 MPa, 25.05 MPa, 35.12 kJ/m3, and 293.36 kJ/m3, respectively. Compared with the predicted values, these measured values exhibited improvements of 2.64%, −3.39%, 3.22%, and 1.21%. Overall, the optimized mix ratio design based on the response surface method has essentially realized the desirable combination of high strength and high toughness in ECCs materials.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maalej, M.; Hashida, T.; Li, V.C. Effect of Fiber Volume Fraction on the Off-Crack-Plane Fracture Energy in Strain -Hardening Engineered Cementitious Composites. J. Am. Ceram. Soc. 1995, 78, 3369–3375. [Google Scholar] [CrossRef]
- Li, V.C. From micromechanics to structural engineering the design of cementitious composites for civil engineering applications. Doboku Gakkai Ronbunshu 1993, 1993, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Li, V.C. Engineered Cementitious Composites (ECC): Bendable Concrete for Sustainable and Resilient Infrastructure; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Wu, H.; Li, V.C. Fiber/cement interface tailoring with plasma treatment. Cem. Concr. Compos. 1999, 21, 205–212. [Google Scholar] [CrossRef]
- Yang, G.; Dong, Z.; Bi, J.; Zhao, K.; Li, F. Experimental study on the dynamic splitting tensile properties of polyvinyl alcohol fiber reinforced cementitious composites. Constr. Build. Mater. 2023, 383, 131233. [Google Scholar] [CrossRef]
- Hao, Z.; Lu, C.; Li, Z. Highly accurate and automatic semantic segmentation of multiple cracks in engineered cementitious composites (ECC) under dual pre-modification deep-learning strategy. Cem. Concr. Res. 2023, 165, 107066. [Google Scholar] [CrossRef]
- Rahmati, K.; Saradar, A.; Mohtasham Moein, M.; Sardrinejad, I.; Bristow, J.; Yavari, A.; Karakouzian, M. Evaluation of Engineered Cementitious Composites (ECC) containing Polyvinyl Alcohol (PVA) fibers under compressive, direct tensile, and drop-weight test. Multiscale Multidiscip. Model. Exp. Des. 2023, 6, 147–164. [Google Scholar] [CrossRef]
- Rezaie, A.B.; Liebscher, M.; Ranjbarian, M.; Simon, F.; Zimmerer, C.; Drechsler, A.; Frenzel, R.; Synytska, A.; Mechtcherine, V. Enhancing the interfacial bonding between PE fibers and cementitious matrices through polydopamine surface modification. Compos. Part B Eng. 2021, 217, 108817. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, F.; Yu, J.; Dong, F.; Ye, J. Effect of polyethylene fiber content on physical and mechanical properties of engineered cementitious composites. Constr. Build. Mater. 2020, 251, 118917. [Google Scholar] [CrossRef]
- Yu, K.; Zhu, H.; Hou, M.; Li, V.C. Self-healing of PE-fiber reinforced lightweight high-strength engineered cementitious composite. Cem. Concr. Compos. 2021, 123, 104209. [Google Scholar] [CrossRef]
- Maalej, M.; Quek, S.T.; Zhang, J. Behavior of hybrid-fiber engineered cementitious composites subjected to dynamic tensile loading and projectile impact. J. Mater. Civ. Eng. 2005, 17, 143–152. [Google Scholar] [CrossRef]
- Li, V.C.; Mishra, D.K. Micromechanics of Fiber Effect on the Unaxial Compressive Strength of Cementitious Composites; CRC Press: Boca Raton, FL, USA, 1992. [Google Scholar]
- Cheng, B.; Gu, X.; Gao, Y.; Ma, P.; Yang, W.; Wu, J. Rheological and Mechanical Properties of High-Performance Fiber-Reinforced Cement Composites with a Low Water—Cement Ratio. ACS Omega 2022, 7, 9142–9151. [Google Scholar] [CrossRef] [PubMed]
- Yu, K.; Ding, Y.; Liu, J.; Bai, Y. Energy dissipation characteristics of all-grade polyethylene fiber-reinforced engineered cementitious composites (PE-ECC). Cem. Concr. Compos. 2020, 106, 103459. [Google Scholar] [CrossRef]
- Mostofinejad, D.; Nikoo, M.R.; Hosseini, S.A. Determination of optimized mix design and curing conditions of reactive powder concrete (RPC). Constr. Build. Mater. 2016, 123, 754–767. [Google Scholar] [CrossRef]
- Deng, Z.; Daud, J.R.; Gao, L. Bending toughness performance of hybrid fiber-reinforced RPC. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 279–288. [Google Scholar] [CrossRef]
- Zhu, D.; Tang, A.; Wan, C.; Zeng, Y.; Wang, Z. Investigation on the Bending toughness evaluation method and surface cracks fractal characteristics of polypropylene fiber reinforced cement-based composites. J. Build. Eng. 2021, 43, 103045. [Google Scholar] [CrossRef]
- Abid, M.; Hou, X.; Zheng, W.; Hussain, R.R. High temperature and residual properties of reactive powder concrete—A review. Constr. Build. Mater. 2017, 147, 339–351. [Google Scholar] [CrossRef]
- Li, J.; Niu, J.; Wan, C.; Liu, X.; Jin, Z. Comparison of flexural property between high performance polypropylene fiber reinforced lightweight aggregate concrete and steel fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2017, 157, 729–736. [Google Scholar] [CrossRef]
- ASTM C1609/C1609M-12; Standard Test Method for Flexural Performance of Fiber-Reinforced Concrete (Using Beam with Third-Point Loading). ASTM International: West Conshohocken, PA, USA, 2012.
- JSCE-SF4; Method of Test for Bending Strength and Bending Toughness Test of Fiber Reinforced Concrete. Japan Society of Civil Engineers (JSCE): Tokyo, Japan, 1984; pp. 45–51.
- Suthiwarapirak, P.; Matsumoto, T. Fiber bridging degradation based fatigue analysis of ECC under flexure. J. Appl. Mech. 2003, 6, 1179–1188. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Jamshidi, M.; Latifi, M. Study on fiber hybridization effect of engineered cementitious composites with low-and high-modulus polymeric fibers. Constr. Build. Mater. 2016, 112, 739–746. [Google Scholar] [CrossRef]
- Turk, K.; Nehdi, M.L. Bending toughness of sustainable ECC with high-volume substitution of cement and silica sand. Constr. Build. Mater. 2021, 270, 121438. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, S.; Deng, M. Four-point bending tests of ECC: Mechanical response and toughness evaluation. Case Stud. Constr. Mater. 2022, 17, e1573. [Google Scholar] [CrossRef]
- Long, X.; Xue, H.; Tan, Y.; Xia, C.; Huang, X.; Yan, X.; Zheng, L. Effect of ultra-low temperature freezing-thawing cycles on bending fatigue properties of PE-ECC. Case Stud. Constr. Mater. 2023, 19, e2603. [Google Scholar] [CrossRef]
- Yang, B.; Wang, C.; Chen, S.; Qiu, K.; Jiang, J. Optimisation of the Mechanical Properties and Mix Proportion of Multiscale-Fabre-Reinforced Engineered Cementitious Composites. Polymers 2023, 15, 3531. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H. Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- JCT 2461-2018; Test Methods for Mechanical Properties of High Ductility Fiber Reinforced Cement-Based Composites. Ministry of Industry and Information Technology of the People’s Republic of China: Beijing, China, 2018.
- Jin, H. Experimental Study on Tensile Properties of Ultra-High Performance Concrete; Zhejiang University of Technology: Hangzhou, China, 2020. [Google Scholar]
- ASTM C 1018; Standard Test Method for Bending Toughness and First-Crack Strength of Fiber Reinforced Concrete. ASTM: Philadelphia, PA, USA, 2001; pp. 533–539.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (μm) | 0.46 | 1.13 | 2.75 | 5.21 | 9.86 | 14.5 | 21.1 | 31.3 | 51.8 | 98.1 | 250 |
| Cement (%) | 0 | 3.5 | 12.2 | 25 | 41.5 | 53.7 | 68.2 | 82.9 | 96.2 | 100 | 100 |
| Fly ash (%) | 0 | 2.3 | 18.5 | 36.2 | 52.4 | 62.8 | 72.5 | 80.9 | 97.1 | 100 | 100 |
| Silica fume (%) | 1.7 | 16.5 | 43.7 | 75.6 | 96.1 | 100 | 100 | 100 | 100 | 100 | 100 |
| quartz sand (%) | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 26 | 100 |
| Items | Density | Diameter | Lengths | Modulus of Elasticity |
|---|---|---|---|---|
| (g·cm3) | (mm) | (mm) | (GPa) | |
| Test results | 0.97 | 0.025 | 18 | 116 |
| Items | Density | Specific Surface Area | Condensation Time (min) | Bending Strength (MPa) | ||
|---|---|---|---|---|---|---|
| (kg/m3) | (m2/kg) | Initial Condensation | Final Condensation | 7 d | 28 d | |
| Test results | 3155 | 3600 | 200 | 300 | 4.7 | 9.2 |
| Items | Density | Firing Vector (physics) | Moisture Content | Fineness | Packing Density |
|---|---|---|---|---|---|
| (g/cm3) | (%) | (%) | (%) | (g/cm3) | |
| Test results | 2.55 | 2.8 | 0.85 | 16 | 1.12 |
| Items | Chloride Ion Content | Scorch Reduction | Water-Demand Ratio | 28 d Activity Indice | SiO2 |
|---|---|---|---|---|---|
| (%) | (%) | (%) | (%) | (%) | |
| Test results | 0.01 | 1.48 | 112 | 105 | 1.12 |
| Items | Packing Density | Breakage Rate | Wear Rate | Porosity | Proportion | Mohs’ Hardness |
|---|---|---|---|---|---|---|
| (g/cm3) | (%) | (%) | (%) | (g/cm3) | ||
| Test results | 1.65 | 0.51 | 0.35 | 43 | 2.66 | 7.5 |
| Sample Number | Cement (kg/m3) | Fly Ash (kg/m3) | Silica Fume (kg/m3) | Quartz Sand (kg/m3) | PE (%) | Water-Binder Ratio | Water (kg/m3) |
|---|---|---|---|---|---|---|---|
| P1W0.25 | 824 | 357 | 51 | 703 | 1 | 0.25 | 308 |
| P1W0.22 | 0.22 | 271 | |||||
| P1W0.19 | 0.19 | 234 | |||||
| P1.5W0.25 | 824 | 357 | 51 | 703 | 1.5 | 0.25 | 308 |
| P1.5W0.22 | 0.22 | 271 | |||||
| P1.5W0.19 | 0.19 | 234 | |||||
| P2W0.25 | 824 | 357 | 51 | 703 | 2 | 0.25 | 308 |
| P2W0.22 | 0.22 | 271 | |||||
| P2W0.19 | 0.19 | 234 |
| Factor | Level | ||
|---|---|---|---|
| −1 | 0 | 1 | |
| A: water–binder ratio | 0.19 | 0.22 | 0.25 |
| B: Fiber content/% | 1 | 1.5 | 2 |
| Sample Number | Factor | Tensile Strength | Bending Strength | Tensile Toughness | Ems | |
|---|---|---|---|---|---|---|
| A | B | (MPa) | (MPa) | (N·μm·mm−3) | (kJ/m3) | |
| 1 | 0.19 | 1% | 6.23 | 15.22 | 7.15 | 86.44 |
| 2 | 0.19 | 1.5% | 6.54 | 21.81 | 26.83 | 112.77 |
| 3 | 0.19 | 2% | 5.92 | 27.79 | 34.34 | 301.50 |
| 4 | 0.22 | 1% | 6.54 | 13.73 | 9.58 | 86.44 |
| 5 | 0.22 | 1.5% | 7.87 | 21.40 | 31.15 | 153.66 |
| 6 | 0.22 | 2% | 7.30 | 25.71 | 34.50 | 301.34 |
| 7 | 0.25 | 1% | 5.24 | 12.15 | 6.54 | 70.15 |
| 8 | 0.25 | 1.5% | 6.57 | 18.05 | 32.29 | 113.33 |
| 9 | 0.25 | 2% | 6.34 | 23.70 | 30.47 | 241.26 |
| Sample Number | Square Sum | Degrees of Freedom | Squared Difference | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| mold | 7.16 | 5 | 1.43 | 34 | 0.0007 | significant |
| A-A | 0.0486 | 1 | 0.0486 | 1.15 | 0.3318 | |
| B-B | 0.4004 | 1 | 0.4004 | 9.51 | 0.0274 | |
| AB | 0.497 | 1 | 0.497 | 11.8 | 0.0185 | |
| A2 | 3.18 | 1 | 3.18 | 75.53 | 0.0003 | |
| B2 | 1.45 | 1 | 1.45 | 34.34 | 0.0021 | |
| residual | 0.2106 | 5 | 0.0421 | - | - | |
| lost item | 0.1273 | 3 | 0.0424 | 1.02 | 0.5299 | insignificant |
| absolute error | 0.0833 | 2 | 0.0416 | - | - | |
| total deviation | 7.37 | 10 | - | - | - |
| Sample Number | Square Sum | Degrees of Freedom | Squared Difference | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| mold | 1237.71 | 5 | 247.54 | 64.68 | 0.0002 | significant |
| A-A | 0.1601 | 1 | 0.1601 | 0.0418 | 0.846 | |
| B-B | 913.65 | 1 | 913.65 | 238.73 | <0.0001 | |
| AB | 0.3969 | 1 | 0.3969 | 0.1037 | 0.7605 | |
| A2 | 7.9 | 1 | 7.9 | 2.07 | 0.2102 | |
| B2 | 268.05 | 1 | 268.05 | 70.04 | 0.0004 | |
| residual | 19.14 | 5 | 3.83 | - | - | |
| lost item | 11.12 | 3 | 3.71 | 0.925 | 0.557 | insignificant |
| absolute error | 8.02 | 2 | 4.01 | - | - | |
| total deviation | 1256.85 | 10 | - | - | - |
| Sample Number | Square Sum | Degrees of Freedom | Squared Difference | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| mold | 241.85 | 5 | 48.37 | 18.76 | 0.003 | significant |
| A-A | 19.87 | 1 | 19.87 | 7.71 | 0.0391 | |
| B-B | 217.2 | 1 | 217.2 | 84.26 | 0.0003 | |
| AB | 0.2601 | 1 | 0.2601 | 0.1009 | 0.7636 | |
| A2 | 1.24 | 1 | 1.24 | 0.4801 | 0.5192 | |
| B2 | 2.09 | 1 | 2.09 | 0.812 | 0.4088 | |
| residual | 12.89 | 5 | 2.58 | - | - | |
| lost item | 1.37 | 3 | 0.4561 | 0.0792 | 0.9654 | insignificant |
| absolute error | 11.52 | 2 | 5.76 | - | - | |
| total deviation | 254.73 | 10 | - | - | - |
| Sample Number | Square Sum | Degrees of Freedom | Squared Difference | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| mold | 68,812.58 | 5 | 13,762.52 | 56.39 | 0.0002 | significant |
| A-A | 961.91 | 1 | 961.91 | 3.94 | 0.1039 | |
| B-B | 59,760.24 | 1 | 59,760.24 | 244.86 | <0.0001 | |
| AB | 482.9 | 1 | 482.9 | 1.98 | 0.2185 | |
| A2 | 2227.55 | 1 | 2227.55 | 9.13 | 0.0294 | |
| B2 | 6935.26 | 1 | 6935.26 | 28.42 | 0.0031 | |
| residual | 1220.28 | 5 | 244.06 | - | - | |
| lost item | 881.99 | 3 | 294 | 1.74 | 0.3855 | insignificant |
| absolute error | 338.29 | 2 | 169.15 | - | - | |
| total deviation | 70,032.86 | 10 | - | - | - |
| PE (%) | Water– Cement Ratio | Tensile Strength (MPa) | Bending Strength (MPa) | Tensile Toughness g(kJ/m3) | Energy Factor Ems (kJ/m3) | ||||
|---|---|---|---|---|---|---|---|---|---|
| 1.9 | 0.22 | predicted value | measured value | predicted value | measured value | predicted value | measured value | predicted value | measured value |
| 7.34 | 7.53 | 25.93 | 25.05 | 34.02 | 35.12 | 289.84 | 293.36 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ai, J.; Qiu, K.; Yang, B.; Peng, S.; Zhang, Q.; Jiang, J. Research on the Effects of the Water–Binder Ratio and Fiber Content on the Tensile and Bending Mechanical Properties of ECCs. Materials 2025, 18, 509. https://doi.org/10.3390/ma18030509
Ai J, Qiu K, Yang B, Peng S, Zhang Q, Jiang J. Research on the Effects of the Water–Binder Ratio and Fiber Content on the Tensile and Bending Mechanical Properties of ECCs. Materials. 2025; 18(3):509. https://doi.org/10.3390/ma18030509
Chicago/Turabian StyleAi, Jifeng, Kaixin Qiu, Bowei Yang, Shiwei Peng, Qiang Zhang, and Jiuhong Jiang. 2025. "Research on the Effects of the Water–Binder Ratio and Fiber Content on the Tensile and Bending Mechanical Properties of ECCs" Materials 18, no. 3: 509. https://doi.org/10.3390/ma18030509
APA StyleAi, J., Qiu, K., Yang, B., Peng, S., Zhang, Q., & Jiang, J. (2025). Research on the Effects of the Water–Binder Ratio and Fiber Content on the Tensile and Bending Mechanical Properties of ECCs. Materials, 18(3), 509. https://doi.org/10.3390/ma18030509