
Influence of the Structure and Mechanisms of Intermetallic Phase Formation on the Strength Properties of a Newly Developed Solder Joint




Abstract

1. Introduction
2. Research Materials
- Soldered time of 5 s;
- Cave temperature of 380 °C.
3. Research Methods
3.1. Visual Studies of Macrostructure
3.2. Radiographic Testing of Solder Joints
3.3. Studies of the Microstructure of LM and SEM
3.4. Strength Tests
4. Research Results and Their Analysis
4.1. Results of Macroscopic and X-Ray Examinations and Their Analysis
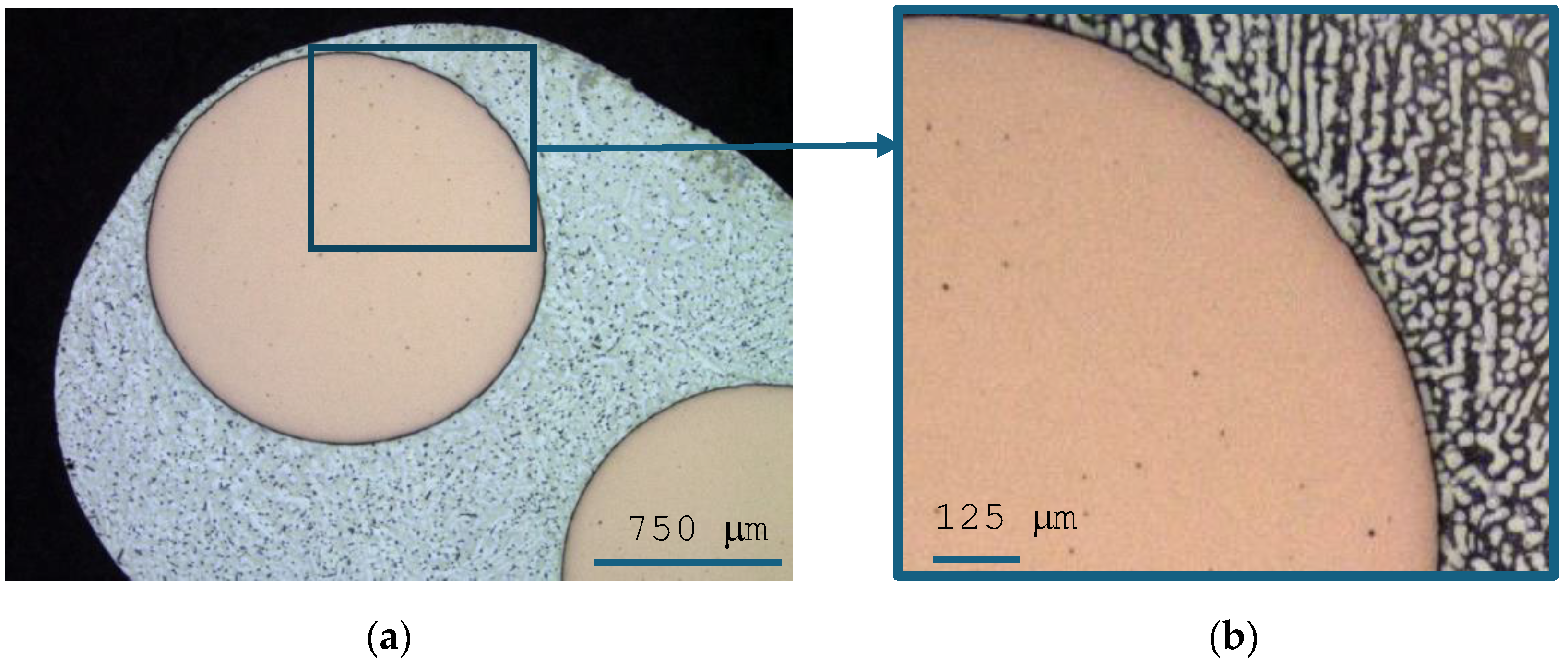
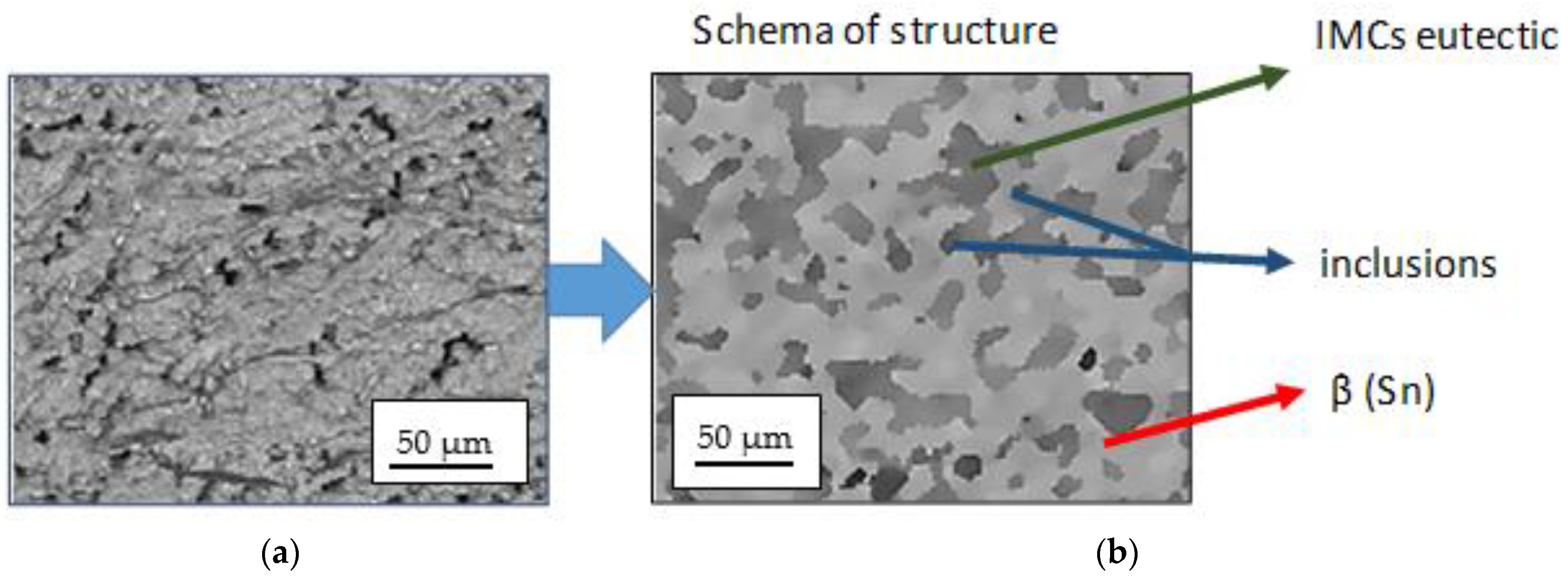
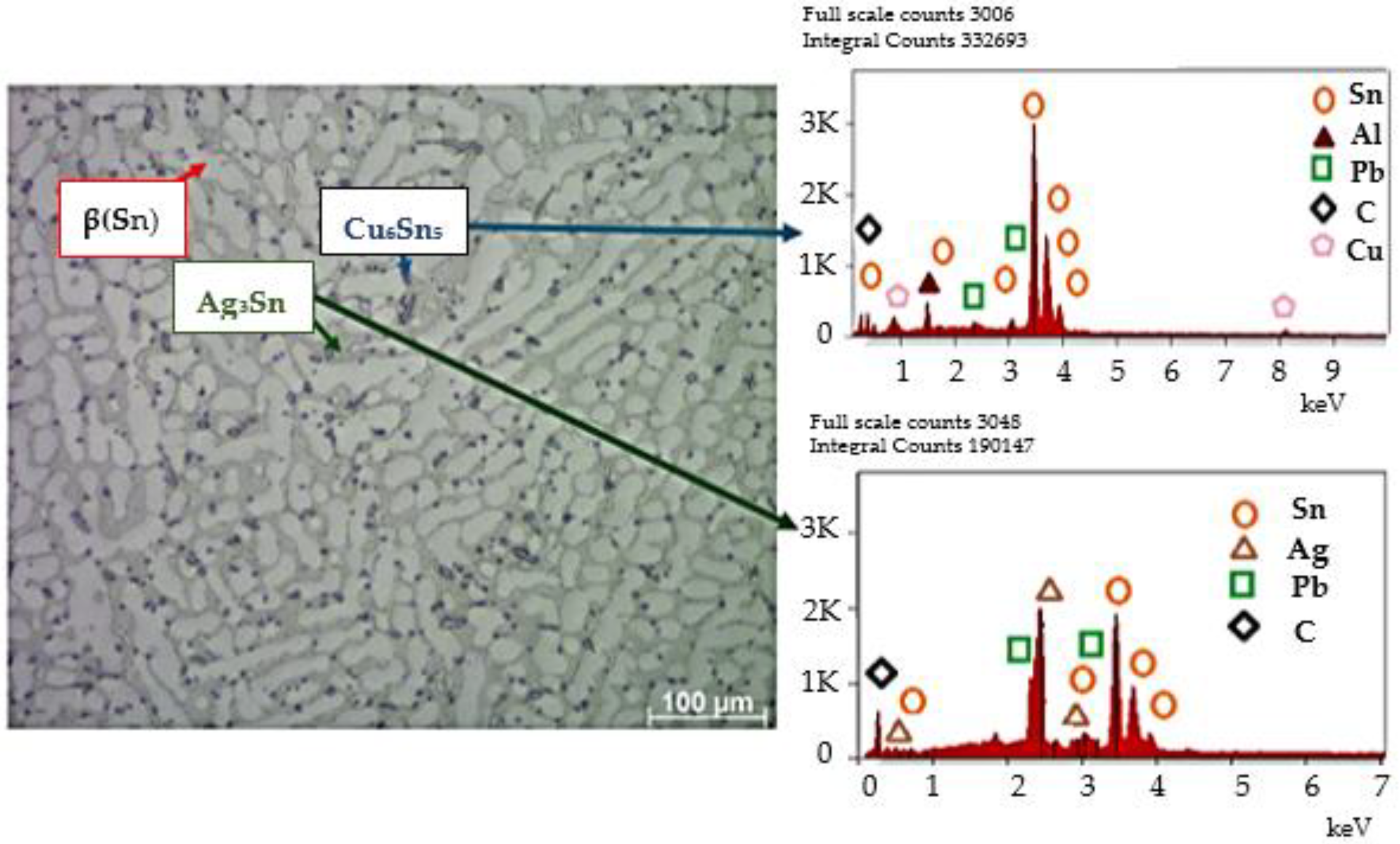
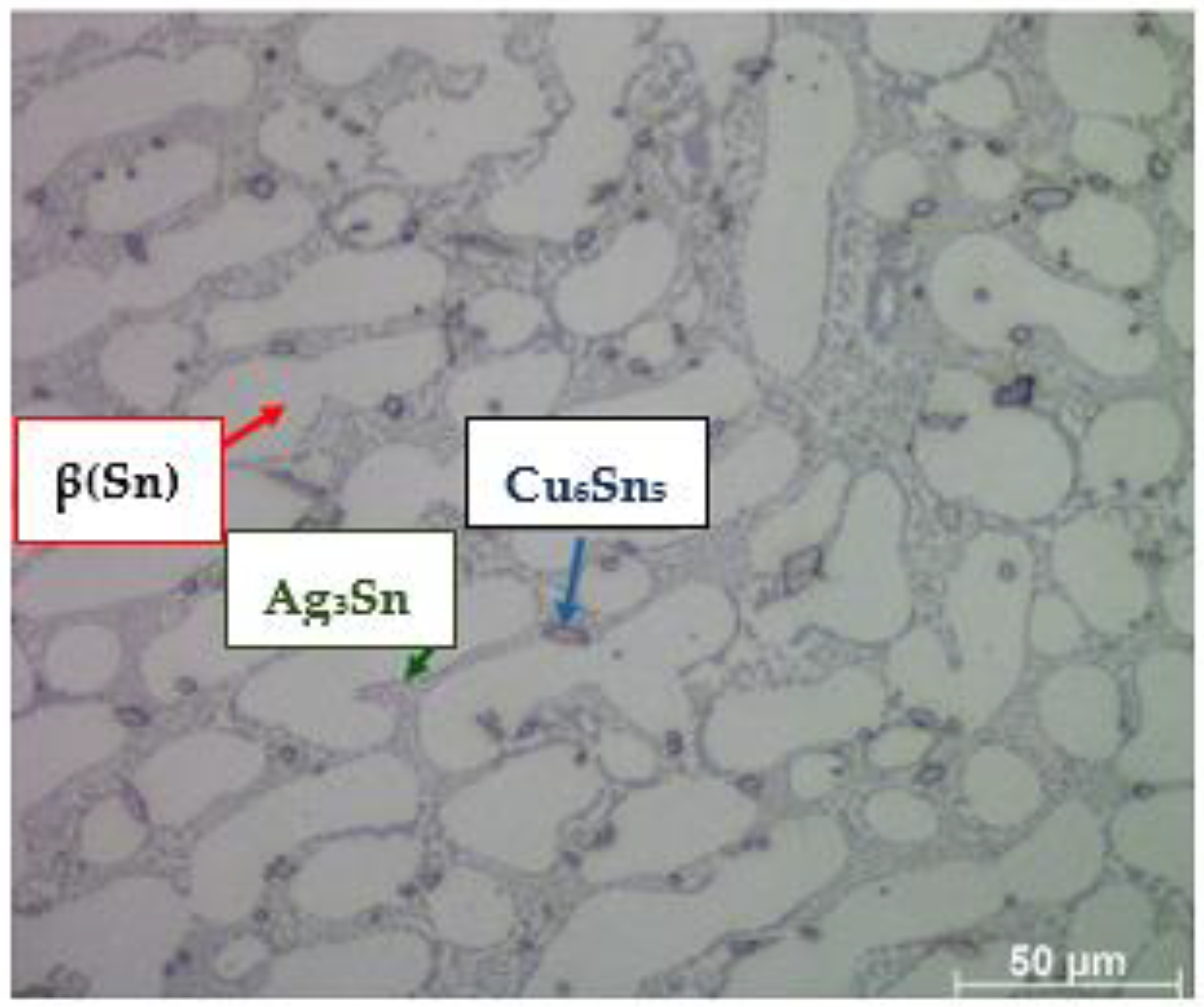
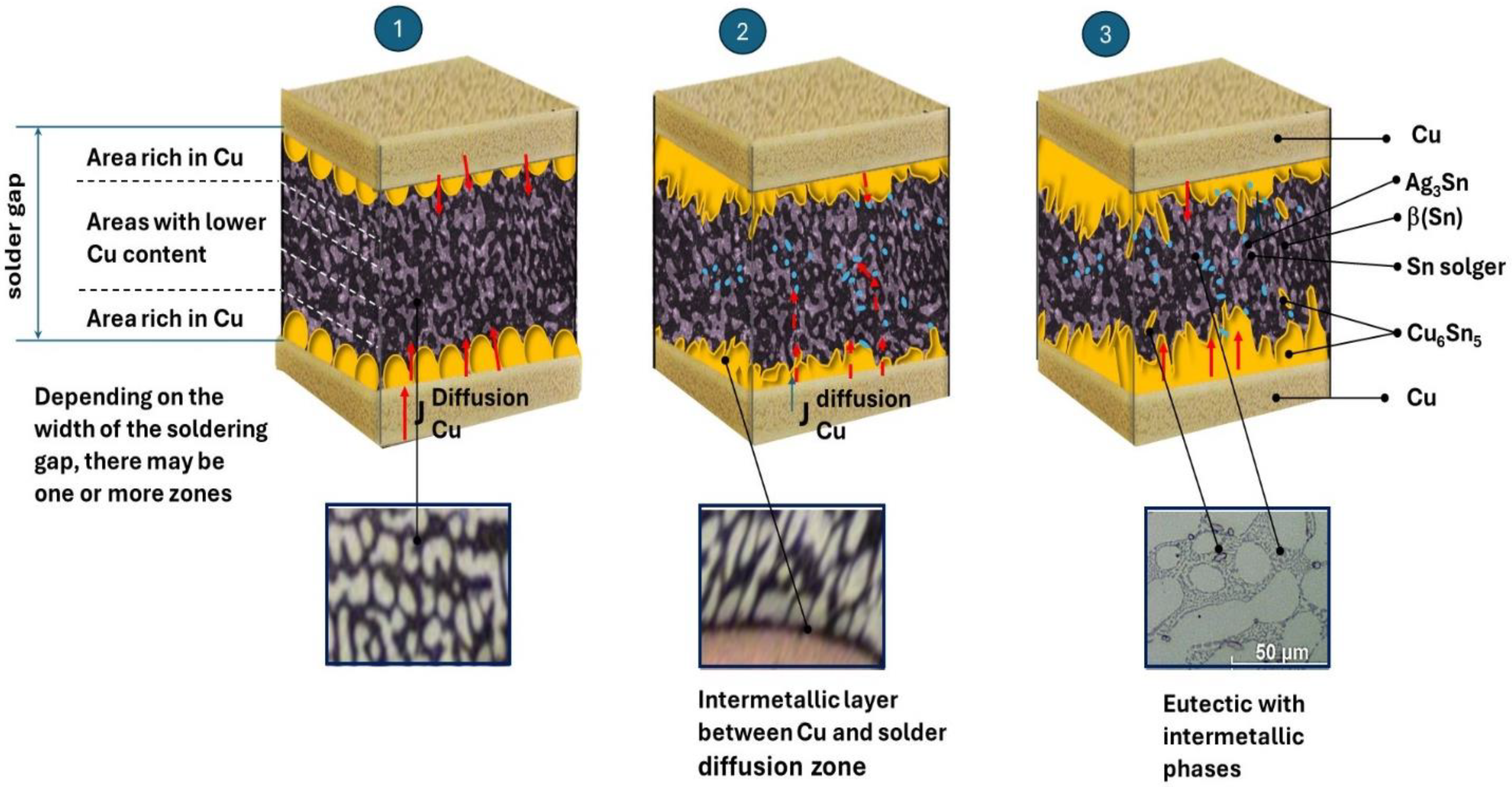
4.2. Microscopic Results and Their Analysis
- Even distribution of the intermetallic phases in the eutectic matrix;
- The areas of the intermetallic phases do not show excessive growth.
- Eutectics with intermetallic phases of the Ag3Sn type, in which eutectics create a diffusion barrier that prevents a rapid reaction between the applied solder and the Cu substrate, and the Ag3Sn particles limit the diffusion of Sn, determining the excessive growth of Cu6Sn5 (Figure 8).
- β(Sn) phase areas.
4.3. Strength Tests—Results and Their Analysis
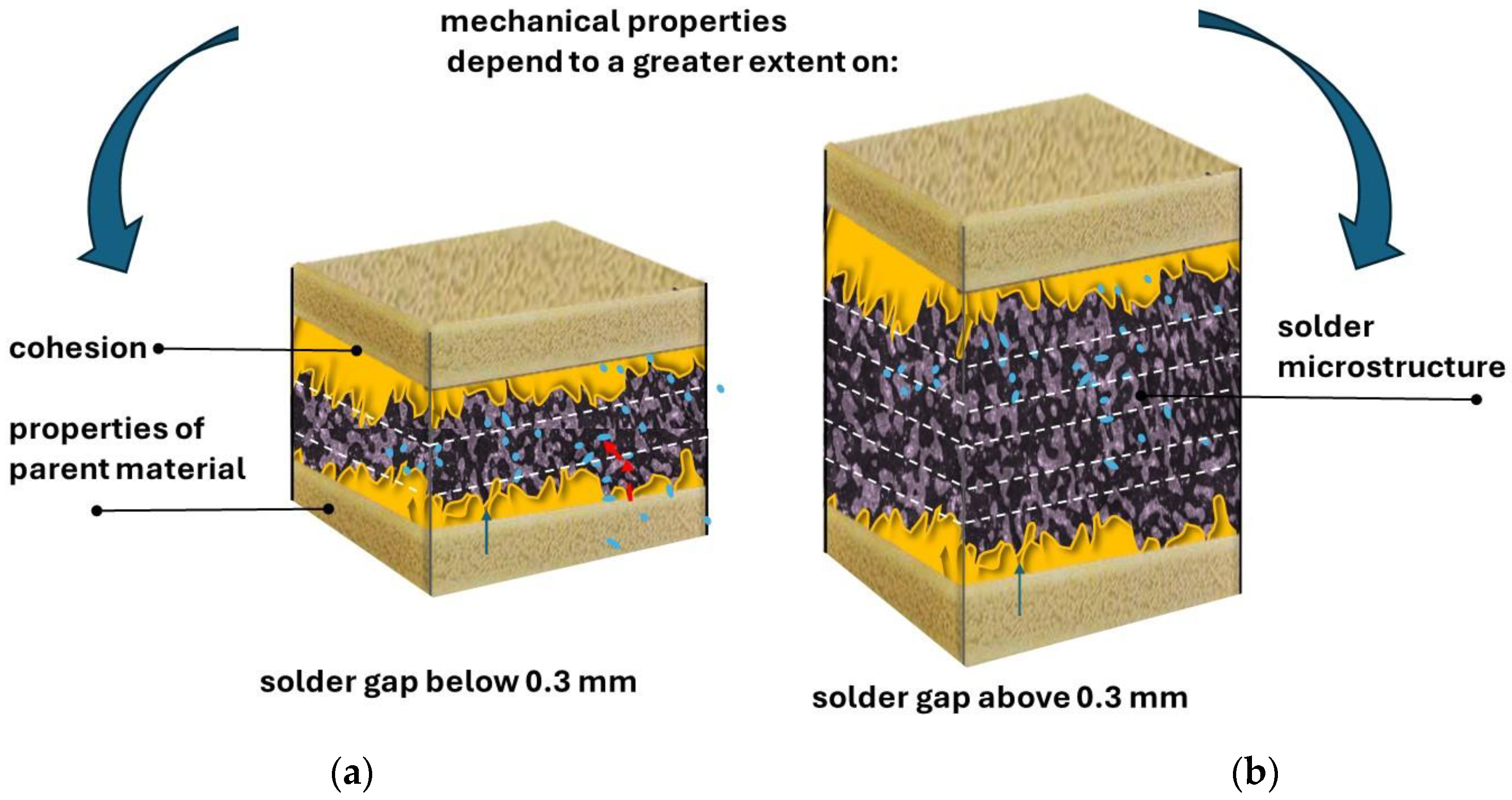
- In the case of a narrower joint, the mechanical properties of the materials and the cohesive forces acting affect the strength.
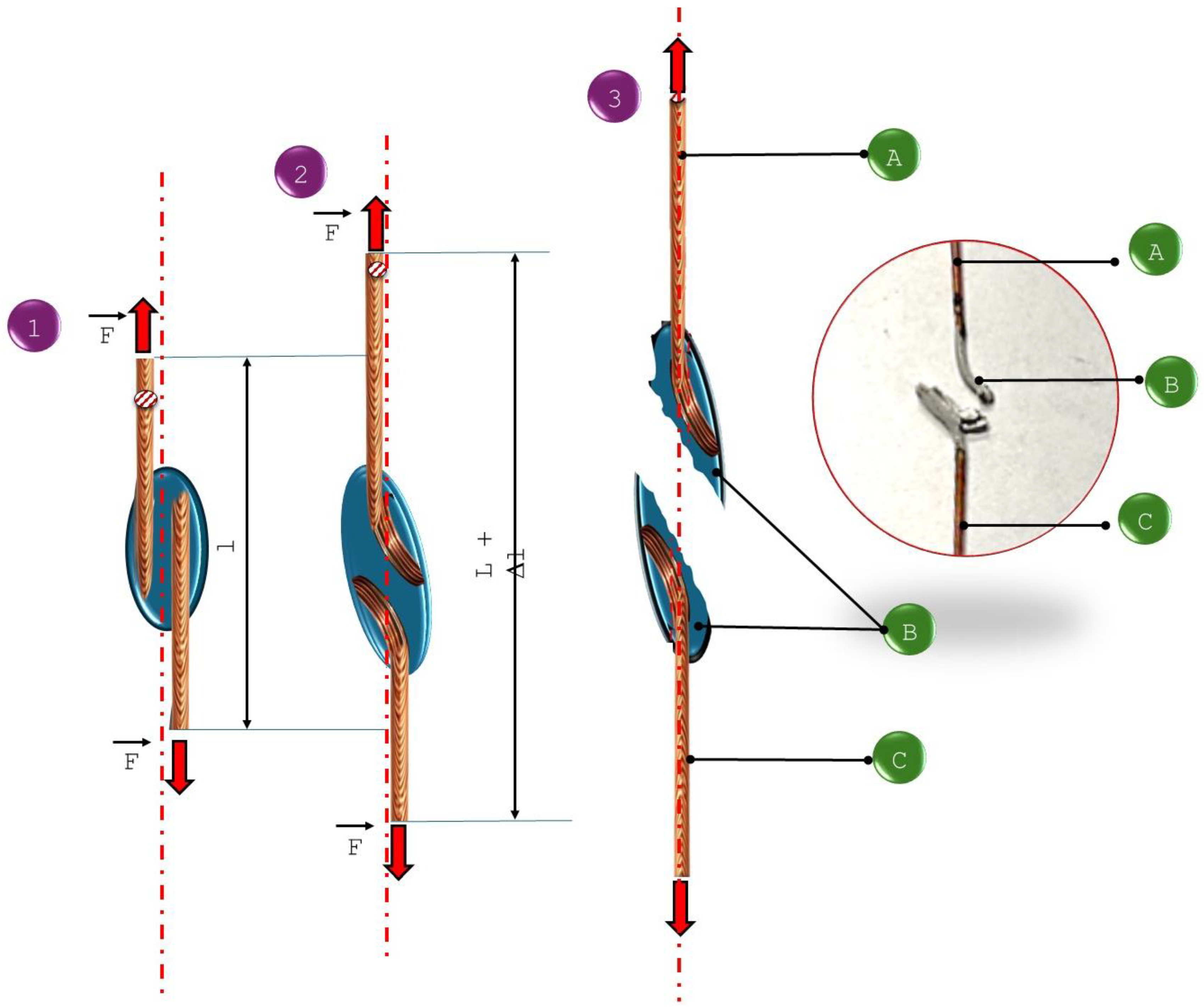
- In the case of wider solder joints, the impact on the shear strength of the material is determined by the shaped microstructure of the solder and the occurrence and distribution of intermetallic phases in it. The results of the research are consistent with the observations made by various authors regarding solders with different chemical compositions than the one in question. For example, in [43], it was found that in joints with a larger gap in the solder microstructure, there is an ASZ zone, the relative volume of which increases with the width of the gap, and a value of >0.3 mm constitutes the entire volume of the solder zone, determining its shear strength properties. Similar relationships were observed in Inconel 718/Palnicro 36M solder joints. The single-phase microstructure of the solder was obtained only in the gap with a width of less than 0.05 mm, while its increase resulted in an increase in the relative volume of the ASZ zone. The publication found that in joints with a solder gap greater than 0.05 mm, the degree of impact of the joint’s microstructure on its strength properties increases with the increase in the width of the joint. In such joints, the most essential thing is to select the chemical composition of the solder. Due to the technological process of alternator manufacturing, the mutual pressing of the copper wires to be joined, without deformation of these materials, can be obtained in the range of 0.1–0.2 mm, and the attempt to obtain a narrower solder gap was not repeatable for the production process. Therefore, the analysis of the obtained research results and their comparison with the literature data allows for the conclusion that the good strength properties of the obtained joint are significantly influenced by the correctly selected chemical composition of the solder, which provided a quasi-composite structure with intermetallic precipitates of the Sn6Cu5 and Ag3Sn types in the matrix of complex five-component eutectics with the presence of a proeutectric ß(Sn) phase, which was confirmed by structural studies. Studies have confirmed that intermetallic phases play a significant role in the formation of a mechanical bond between the solder and the base metal, similarly to tin-based solders with gold addition [44,45,46]. As shown in the previous chapter, a prerequisite for the correct combination of solder and the base metal is the mutual diffusion of atoms of the joined phases, which results in, for example, the formation of intermetallic phases in eutectics. In the case of intermetallic phases, covalent bonds are also present between atoms in addition to metallic bonds, which makes intermetallic phases more brittle than pure metals. These phases exhibit the characteristics of brittle materials with a small elastic range, and their presence in the form of overgrown areas in the solder joint can significantly reduce its fatigue strength, especially when the intermetallic phase occurs in the form of a uniform layer at the interface between the scolded metal and the solder. However, if the intermetallic phases in the form of grains are distributed evenly in the joint volume, as was observed during the study of the microstructure of the newly developed soldered joints, they strengthen the joint and increase its mechanical strength. The properties of the microstructure translate into the strength properties of the joint. Hence, the high strengths of joints made using the newly developed solder are recorded in relation to joints made using previously used materials. The thickness of the layers, shape, and variety of the intermetallic phases formed during the soldering process depend mainly on the chemical composition of the materials to be joined, the residence time of the solder joint above the liquidus temperature, and the speed of cooling of the joint immediately after the soldering process, as well as the solder components limiting the excessive growth of brittle phases. The strength of the tested solder joint is influenced by the shape, form, and size of non-metallic inclusions, the excessive growth of which was limited by the addition of Al. Non-metallic inclusions strengthened the matrix with an effect like the reinforcement mechanism occurring in composite materials. It should be noted that the strength of the joint is also affected by good wettability and adhesion of the solder to the copper elements to be joined, which partially contribute to the transfer of tensile stresses. Differences in the strength of joints made of the same solder are the result of a larger width of the solder gap between the materials to be joined. When testing samples with a solder gap width in the range of 0.3–0.5 mm, each time it was found that the sample broke in the solder. The observed oblique crack was the cause of the simultaneous action of shear and tension forces occurring during the test. It should be noted that no detachments or cracks were noticed at the interface between the solder and the substrate material. During the research, a case of cracking of the native material was also noted at a considerable distance from the joint made. The tested specimen achieved the lowest tensile strength before breaking, so the joint should be considered to meet the strength requirements. A crack in the copper wire outside the joint zone indicates a decent quality of the solder joint, and, on the other hand, it indicates a material defect in the wire (Figure 12).
5. Summary and Conclusions
- Depending on the width of the solder gap, the mechanical properties of the obtained joint depend mainly on the structure of the solder (with solder gaps above 0.3 mm) or are resultant of the mechanical properties of the base material and the solder (with solder gaps in the range of 0.1–0.3 mm). The smaller the solder gap, the more important the cohesive forces between the base material and the solder and the mechanical properties of the base material are for the mechanical properties of the joint.
- The recorded crack occurs directly in the vicinity of the solder. The wider the gap, the more the structure of the material, including the amount and distribution of intermetallic phases, becomes of major importance.
- The loss of consistency in the tensile test occurs in the solder material. Solder slant cracking is the result of the simultaneous action of shear and tensile forces during the test.
- The same chemical composition of solder used to join the base material does not guarantee the same mechanical properties of the joint each time; an essential element is to maintain the stability and repeatability of the process during production and to carefully select the width of the solder gap.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schaefer, M.; Fournelle, R.A.; Liang, J. Theory for intermetallic phase growth between Cu and liquid Sn-Pb solder based on grain boundary diffusion control. J. Electron. Mater. 1998, 27, 1167–1176. [Google Scholar] [CrossRef]
- Sun, J.; Zhao, L.; Liang, H.; Zhang, Y.; Li, X.; Teng, C.; Wang, H.; Bai, H.A. Review on Phase Field Modeling for Formation of η-Cu6Sn5 Intermetallic. Metals 2022, 12, 2043. [Google Scholar] [CrossRef]
- Chinnam, R.K.; Fauteux, C.; Neuenschwander, J.; Janczak-Rusch, J. Evolution of the microstructure of Sn–Ag–Cu solder joints exposed to ultrasonic waves during solidification. Acta Mater. 2011, 59, 1474–1482. [Google Scholar] [CrossRef]
- Salleh, M.M.; Al Bakri, A.M.; Zan, M.H.; Somidin, F.; Alui, N.F.M.; Ahmad, Z.A. Mechanical properties of Sn-0.7Cu/Si3N4 lead-free composite solder. Mater. Sci. Eng. A 2012, 556, 633–637. [Google Scholar] [CrossRef]
- Pal, M.K.; Gergely, G.; Koncz-Horvath, D.; Gacsi, Z. Influence of ceramic particles on the microstructure and mechanical properties of SAC305 lead-free soldering material. Arch. Metall. Mater. 2019, 64, 603–606. [Google Scholar] [CrossRef]
- Martinkovič, M.; Kovačócy, P. Possibilities of analyzing the mechanical properties of welded and soldered joints. J. Phys. Conf. Ser. 2024, 2712, 012023. [Google Scholar] [CrossRef]
- Khan, M.; Ali, G.; Khan, M.N.; Zaib, A.; Abbas, S. Structural and mechanical analyses of soldering materials containing Pb, Sn, Ag, Cu, Bi and Zn. Mater. Today Proc. 2020, 47, S83–S93. [Google Scholar] [CrossRef]
- Li, M.-L.; Zhang, L.; Jiang, N.; Zhang, L.; Zhong, S.-J. Materials modification of the lead-free solders incorporated with micro/nano-sized particles: A review. Mater. Des. 2021, 197, 109224. [Google Scholar] [CrossRef]
- Kim, K.S.; Huh, S.H.; Suganuma, K. Effects of intermetallic compounds on properties of Sn-Ag-Cu lead-free soldered joints. J. Alloys Compd. 2003, 352, 226–236. [Google Scholar] [CrossRef]
- Lee, J.H.; Lee, Y.-H. Fluxless laser reflow bumping of Sn-Pb eutectic solder. Scr. Mater. 2000, 42, 1359–6462. [Google Scholar] [CrossRef]
- Khatibi, G.; Betzwar Kotas, A.; Lederer, M. Effect of aging on mechanical properties of high temperature Pb-rich solder joints. Microelectron. Reliab. 2018, 85, 1–11. [Google Scholar] [CrossRef]
- Yao, Y.; Keer, L.M.; Fine, M.E. Modeling the failure of intermetallic/solder interfaces. Intermetallics 2010, 18, 1603–1611. [Google Scholar] [CrossRef]
- Ramli, M.I.I.; Salleh, M.A.A.M.; Abdullah, M.M.A.B.; Zaimi, N.S.M.; Sandu, A.V.; Vizureanu, P.; Rylski, A.; Amli, S.F.M. Formation and Growth of Intermetallic Compounds in Lead-Free Solder Joints: A Review. Materials 2022, 15, 1451. [Google Scholar] [CrossRef] [PubMed]
- Roduan, S.F.; Wahab, J.A.; Salleh, M.A.A.M.; Mahayuddin, N.A.H.M.; Abdullah, M.M.A.B.; Halil, A.B.M.; Zaifuddin, A.Q.S.; Muhammad, M.I.; Sandu, A.V.; Baltatu, M.S.; et al. Effectiveness of Dimple Microtextured Copper Substrate on Performance of Sn-0.7Cu Solder Alloy. Materials 2023, 16, 96. [Google Scholar] [CrossRef] [PubMed]
- Wan, J.B.; Liu, Y.C.; Wei, C.; Gao, Z.M.; Ma, C.S. Effect of Al content on the formation of intermetallic compounds in Sn-Ag-Zn lead-free solder. J. Mater. Sci. Mater. Electron. 2008, 19, 247–253. [Google Scholar] [CrossRef]
- Sabbar, E.H.; Al-Zubaidi, H.A.; Aljumaili, A.K.; Al-Jumaili, M.H.; Al-Jumaili, A.I.; Alsheakh, H. Effects of Ag content on microstructure evolution, intermetallic compound (IMC) and mechanical behaviour of SAC solder joints. Microelectron. Reliab. 2023, 147, 115103. [Google Scholar] [CrossRef]
- Wang, F.; Li, D.; Tian, S.; Zhang, Z.; Wang, J.; Yan, C. Interfacial behaviors of Sn-Pb, Sn-Ag-Cu Pb-free and mixed Sn-Ag-Cu/Sn-Pb solder joints during electromigration. Microelectron. Reliab. 2017, 73, 106–115. [Google Scholar] [CrossRef]
- Mohd Salleh, M.M.A.; Mcdonald, S.; Nogita, K. Non-metal reinforced lead-free composite solder fabrication methods and its reinforcing effects to the suppression of intermetallic formation: Short review. Appl. Mech. Mater. 2013, 421, 260–266. [Google Scholar] [CrossRef]
- Wojewoda-Budka, J.; Zieba, P. Formation and growth of intermetallic phases in diffusion soldered Cu/In-Bi/Cu interconnections. J. Alloys Compd. 2009, 476, 164–171. [Google Scholar] [CrossRef]
- Sayyadi, R.; Naffakh-Moosavy, H. The Role of Intermetallic Compounds in Controlling the Microstructural, Physical and Mechanical Properties of Cu-[Sn-Ag-Cu-Bi]-Cu Solder Joints. Sci. Rep. 2019, 9, 8389. [Google Scholar] [CrossRef]
- Bi, X.; Hu, X.; Li, Q. Effect of Co addition into Ni film on shear strength of solder/Ni/Cu system: Experimental and theoretical investigations. Mater. Sci. Eng. A 2020, 788, 139589. [Google Scholar] [CrossRef]
- Qiu, J.; Peng, Y.; Gao, P.; Li, C. Effect of Cu content on performance of Sn-Zn-Cu lead-free solder alloys designed by cluster-plus-glue-atom model. Materials 2021, 14, 2335. [Google Scholar] [CrossRef]
- Mohd Salleh, M.A.A.; Al Bakri, A.M.M.; Kamarudin, H.; Bnhussain, M.; Somidin, F. Solderability of Sn-0.7Cu/Si3N4 lead-free composite solder on Cu-substrate. Phys. Procedia 2011, 22, 299–304. [Google Scholar] [CrossRef]
- Fallahi, H.; Nurulakmal, M.S.; Arezodar, A.F.; Abdullah, J. Effect of iron and indium on IMC formation and mechanical properties of lead-free solder. Mater. Sci. Eng. A 2012, 553, 22–31. [Google Scholar] [CrossRef]
- Sonawane, P.D.; Bupesh Raja, V.K.; Palanikumar, K.; Ananda Kumar, E.; Aditya, N.; Rohit, V. Effects of gallium, phosphorus, and nickel addition in lead-free solders: A review. Mater. Today Proc. 2020, 46, 3578–3581. [Google Scholar] [CrossRef]
- Yamashita, M.; Hidaka, N.; Shohji, I. The Effects of Ag, Ni, and Ge elements in Lead-free Sn Base Solder Alloy. In Proceedings of the 2008 10th Electronics Packaging Technology Conference, Singapore, 9–12 December 2008; pp. 582–587. [Google Scholar] [CrossRef]
- Tan, C.Y.; Salleh, M.A.A.M.; Saud, N. The Effect of Germanium Addition on the Lead-free Solder Alloys: A Short Review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 957, 012060. [Google Scholar] [CrossRef]
- Ma, X.; Qian, Y.; Yoshida, F. Effect of La on the Cu-Sn intermetallic compound (IMC) growth and solder joint reliability. J. Alloys Compd. 2002, 334, 224–227. [Google Scholar] [CrossRef]
- Mahdavifard, M.H. Research Project Submitted in Partial Fulfilment of the Requirements. Master’s Thesis, Faculty of Engineering University of Malaya, Kuala Lumpur, Malaysia, 2013; pp. 1–56. Available online: https://core.ac.uk/download/pdf/268879372.pdf (accessed on 12 December 2024).
- Abdullah, M.A.; Idris, S.R.A. Effect of Different Nickel Percentage in Solder Alloy towards Intermetallic Compound Formation and Growth. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1092, 012012. [Google Scholar] [CrossRef]
- Gumaan, M.S.; Shalaby, R.M.; Yousef, M.K.M.; Ali, E.A.; Abdel-Hady, E.E. Nickel effects on the structural and some physical properties of the eutectic Sn-Ag lead-free solder alloy. Solder. Surf. Mt. Technol. 2019, 31, 40–51. [Google Scholar] [CrossRef]
- Sweatman, K.; Nishimura, T.; Fukami, T. The Effects of Phosphorus In Lead-Free Solders. In Proceedings of the SMTA International, Rosemont, IL, USA, 27 September–1 October 2015; pp. 315–320. Available online: https://www.circuitinsight.com/pdf/effects_phosphorus_lead_free_solders_smta.pdf (accessed on 12 December 2024).
- Lee, H.T.; Yang, C.L.; Chen, M.H.; Li, C.S. Effect of Sb addition on microstructure and shear strength of Sn-Ag solder joints. Key Eng. Mater. 2004, 261–263, 501–506. [Google Scholar] [CrossRef]
- Chuang, C.L.; Tsao, L.C.; Lin, H.K.; Feng, L.P. Effects of small amount of active Ti element additions on microstructure and property of Sn3.5Ag0.5Cu solder. Mater. Sci. Eng. A 2012, 558, 478–484. [Google Scholar] [CrossRef]
- Chen, W.M.; Kang, S.K.; Kao, C.R. Effects of Ti addition to Sn-Ag and Sn-Cu solders. J. Alloys Compd. 2012, 520, 244–249. [Google Scholar] [CrossRef]
- Wang, M.C.; Yu, S.P.; Chang, T.C.; Hon, M.H. Kinetics of intermetallic compound formation at 91Sn-8.55Zn-0.45Al lead-free solder alloy/Cu interface. J. Alloys Compd. 2004, 381, 162–167. [Google Scholar] [CrossRef]
- Mayappan, R.; Yahya, I.; Ab Ghani, N.A.; Hamid, H.A. The effect of adding Zn into the Sn-Ag-Cu solder on the intermetallic growth rate. J. Mater. Sci. Mater. Electron. 2014, 25, 2913–2922. [Google Scholar] [CrossRef]
- Zhao, M.; Zhang, L.; Liu, Z.Q.; Xiong, M.Y.; Sun, L. Structure, and properties of Sn-Cu lead-free solders in electronics packaging. Sci. Technol. Adv. Mater. 2019, 20, 421–444. [Google Scholar] [CrossRef] [PubMed]
- El-Daly, A.A. Tensile properties of Pb-Sn bearing alloy containing small amount of Sb. Phys. Status Solidi (A) Appl. Res. 2004, 201, 2035–2041. [Google Scholar] [CrossRef]
- Li, Y.; Yu, S.; Li, L.; Song, S.; Qin, W.; Qi, D.; Yang, W.; Zhan, Y. A Review on the Development of Adding Graphene to Sn-Based Lead-Free Solder. Metals 2023, 13, 1209. [Google Scholar] [CrossRef]
- Zhang, S.; Zhang, S.; Zhou, H.; Paik, K.W.; Ding, T.; Long, W.; Zhong, S.; He, P. Preparation and characterization of Sn-3.0Ag-0.5Cu nano-solder paste and assessment of the reliability of joints fabricated by microwave hybrid heating. Mater. Charact. 2024, 207, 113512. [Google Scholar] [CrossRef]
- Adetunji, O.R.; Ashimolowo, R.A.; Aiyedun, P.O.; Adesusi, O.M.; Adeyemi, H.O.; Oloyede, O.R. Tensile, hardness and microstructural properties of Sn-Pb solder alloys. Mater. Today Proc. 2021, 44, 321–325. [Google Scholar] [CrossRef]
- Krystek, K.; Dul, I.; Wierzbińska, M.; Motyka, M. Effect of Vacuum Brazing Conditions of Inconel 718 Superalloy Sheets on Microstructure and Mechanical Properties of Joints. Arch. Metall. Mater. 2024, 69, 761–773. [Google Scholar] [CrossRef]
- Szostak, K.M.; Keshavarz, M.; Constandinou, T.G. Hermetic chip-scale packaging using Au:Sn eutectic bonding for implantable devices. J. Micromech. Microeng. 2021, 31, 095003. [Google Scholar] [CrossRef]
- Szostak, K.M.; Constandinou, T.G. Hermetic packaging for implantable microsystems: Effectiveness of sequentially electroplated AuSn alloy. In Proceedings of the Annual International Conference of the IEEE Engineering in Medicine and Biology Society, EMBS, Honolulu, HI, USA, 18–21 July 2018. [Google Scholar] [CrossRef]
- Huang, M.L.; Huang, F.F.; Yang, Y.C. Composition design of Sn-rich Sn–Au–Ag solders using cluster-plus-glue-atom model. J. Mater. Sci. Mater. Electron. 2017, 28, 11192–11201. [Google Scholar] [CrossRef]
- PN-EN ISO 17636-1:2023-02; Non-Destructive Testing of Welds—Radiographic Testing—Part 1: X-Ray and Gamma Techniques with Film. Polish Committee for Standardization: Warsaw, Poland, 2023.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Influence on the Formation of Intermetallic Phases | Ref. |
|---|---|---|
| Connection below 0.5% Al | Decrease in the thickness of IMC. | [13,14,15] |
| Connection over 0.5% Al | Increase in the thickness of IMC; a special phase of the Cu6Sn5 | [13,14,15] |
| Connection below 3% Ag | Decrease in the thickness of IMC; a special phase of Cu6Sn5; creation of small phases of Ag3Sn. | [9,16,17,18] |
| Connection over 3% Ag | Creation of overly developed phases of Ag3Sn; | |
| Bi < 3 wt.%. | unchanged ICM.Increase in tensile strength, creep, and fatigue properties. Increase in brittleness and prone to thermal fatigue. | [19,20] |
| Co | Decrease. | [21] |
| Cu | Increase in the thickness of IMC; a special phase of Cu6Sn5 and Cu3Sn5. | [22,23] |
| Fe | Unchanged. | [23,24] |
| Ga | Decrease or Increase. | [25,26] |
| In | Unchanged. | [13,24,27] |
| Increase in the thickness of IMC; a special phase of Cu6Sn5, but it builds γ-SnIn4 IMC. Decrease in melting temperature. Improved wettability. High ductility and low strength in the case of high In-containing solder alloys. Accelerated oxidation during melting. | ||
| La | Decrease. | [28] |
| Mo | Decrease. | [29] |
| Ni | Suppressed growth of the brittle Cu3Sn IMC layer. Decrease. | [25,30,31] |
| P | Increase. | [25,32] |
| Sb | Unchanged. Forms new IMC Cu6(Sn, Sb)5 and Ag3(Sn, Sb) in the microstructure. | [33] |
| Ti < 1 wt. % | Forms the new Ti2Sn3 IMC, which is hard and stiff. Increase in mechanical strength in low weight percentages. Below 1%. Suppressed void formation and coalescence at the Cu (substrate)/Cu3Sn interface. | [34,35] |
| Zn | Decreased but facilitated formation of new IMC (Cu, Zn)6Sn5 in the reaction layer at the interface. | [36,37] |
| Sample: | Measured Solder Gap b | Tab Length | Macroscopic Examination Result /X-Ray Analysis |
|---|---|---|---|
| L1 | 0.2 mm | 1.1 cm | No solder defects |
| L2 | 0.3 mm | 0.9 cm | No solder defects |
| L3 | 0.3 mm | 0.9 cm | No solder defects |
| L4 | 0.4 mm | 1.0 cm | No solder defects |
| L5 | 0.5 mm | 1.1 cm | No solder defects |
| Admixture Used | Effect |
|---|---|
| 0.3% Al | Doping of Al solder is justified because it effectively counteracts the beading of IMC, thus positively affecting the mechanical properties of the joint, slowing down the degradation of mechanical properties, and increasing impact resistance. The result is confirmed by measurements of interdendritic areas. |
| 1% Pb | Lead enables the production of eutectics, which is an effective diffusion barrier, preventing a rapid reaction between the applied solder and the Cu substrate. The result is confirmed by structural obstructions of eutectic areas without Cu precipitates and small Cu precipitates recorded at the σ(Sn) interfaces. |
| 1% Ag | Ag combines with Sn and is released on the surface of eutectics, forming the first hard intermetallic phase and a diffusion barrier for Sn, thus limiting the excessive growth of the brittle and hard phase of Cu6Sn5. |
| Ok.1% Cu (Cu comes from solder and substrate) | Formation of the Cu6Sn5 intermetallic phase of a strengthening nature. With the action of mechanisms limiting the diffusion of Sn in metallurgical processes, an unexpanded Cu6Sn5 phase is formed, and the phase forms strengthening inclusions. Diffusion amplification mechanism. Results confirm structural testing in combination with mechanical testing. |
| Sample | Solder Gap [mm] | Ellipse Radius r1 | Ellipse Radius r2 | Area of Cross-Section A [mm2] | Measured Force [N] | Calculated Strength [MPa] |
|---|---|---|---|---|---|---|
| Sample 1 | 0.1 | 0.75 | 1.61 | 3.792 | 600 | 158.25 |
| Sample 2 | 0.2 | 0.75 | 1.64 | 3.862 | 580 | 150.17 |
| Sample 3 | 0.3 | 0.76 | 1.66 | 3.961 | 570 | 143.89 |
| Sample 4 | 0.4 | 0.76 | 1.72 | 4.105 | 580 | 141.30 |
| Sample 5 | 0.5 | 0.76 | 1.76 | 4.200 | 550 | 130.95 |
| Sample | Solder Gap [mm] | Ellipse Radius r1 [mm] | Ellipse Radius r2 [mm] | Area of Cross-Section A [mm2] | Measured Force [N] | Calculated Strength [MPa] |
|---|---|---|---|---|---|---|
| Sample A | 0.4 | 0.76 | 1.73 | 4.128 | 280 | 67.82 |
| Sample B | 0.2 | 0.76 | 1.63 | 3.890 | 250 | 64.27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szczucka-Lasota, B.; Węgrzyn, T.; Łazarz, B. Influence of the Structure and Mechanisms of Intermetallic Phase Formation on the Strength Properties of a Newly Developed Solder Joint. Materials 2025, 18, 489. https://doi.org/10.3390/ma18030489
Szczucka-Lasota B, Węgrzyn T, Łazarz B. Influence of the Structure and Mechanisms of Intermetallic Phase Formation on the Strength Properties of a Newly Developed Solder Joint. Materials. 2025; 18(3):489. https://doi.org/10.3390/ma18030489
Chicago/Turabian StyleSzczucka-Lasota, Bożena, Tomasz Węgrzyn, and Bogusław Łazarz. 2025. "Influence of the Structure and Mechanisms of Intermetallic Phase Formation on the Strength Properties of a Newly Developed Solder Joint" Materials 18, no. 3: 489. https://doi.org/10.3390/ma18030489
APA StyleSzczucka-Lasota, B., Węgrzyn, T., & Łazarz, B. (2025). Influence of the Structure and Mechanisms of Intermetallic Phase Formation on the Strength Properties of a Newly Developed Solder Joint. Materials, 18(3), 489. https://doi.org/10.3390/ma18030489