


Optimization of Plasma Welding Sequence and Performance Verification for a Fork Shaft: A Comparison of Same-Direction and Reverse-Direction Welding
Abstract
1. Introduction
2. Materials and Methods
3. Simulation Results and Analysis
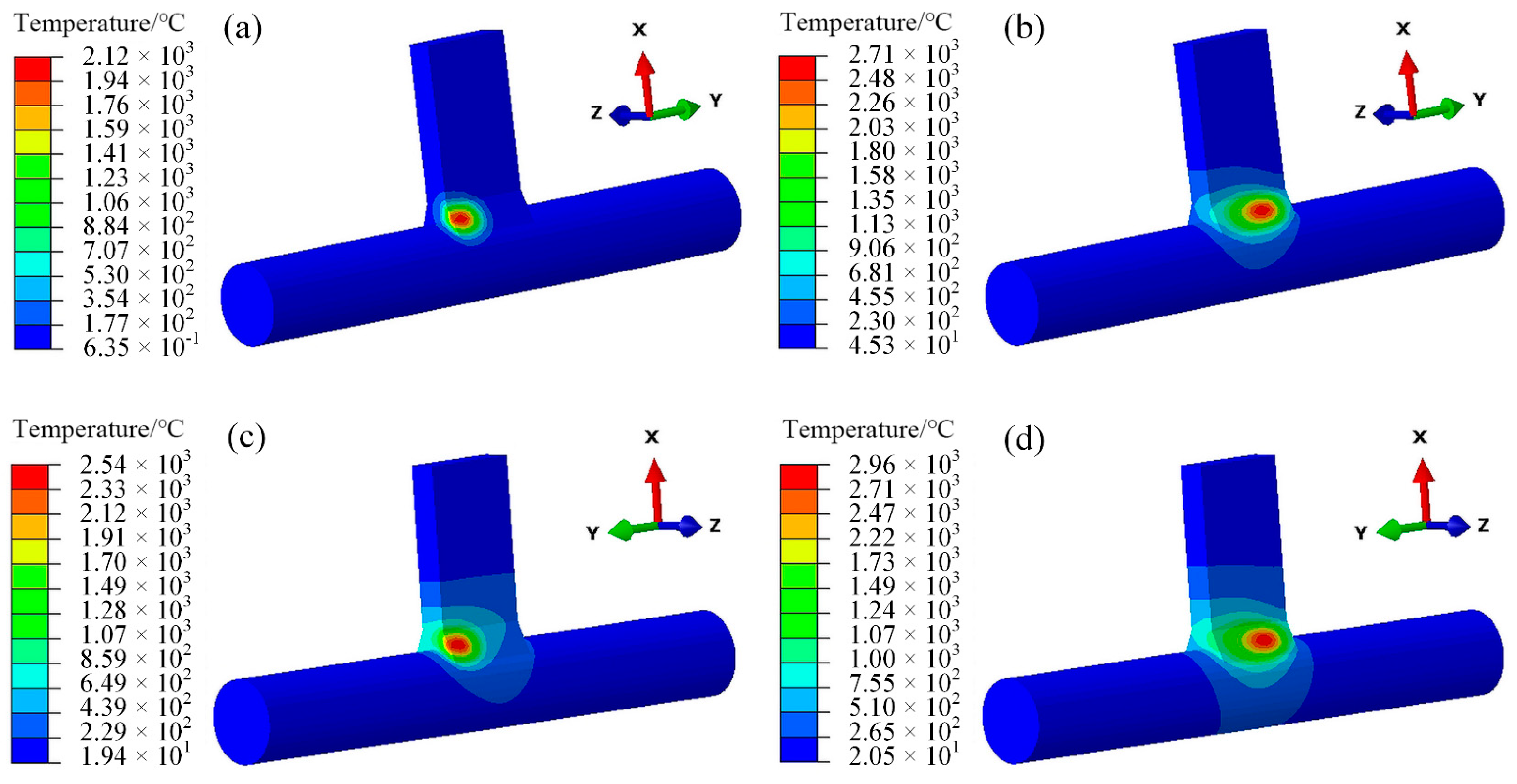
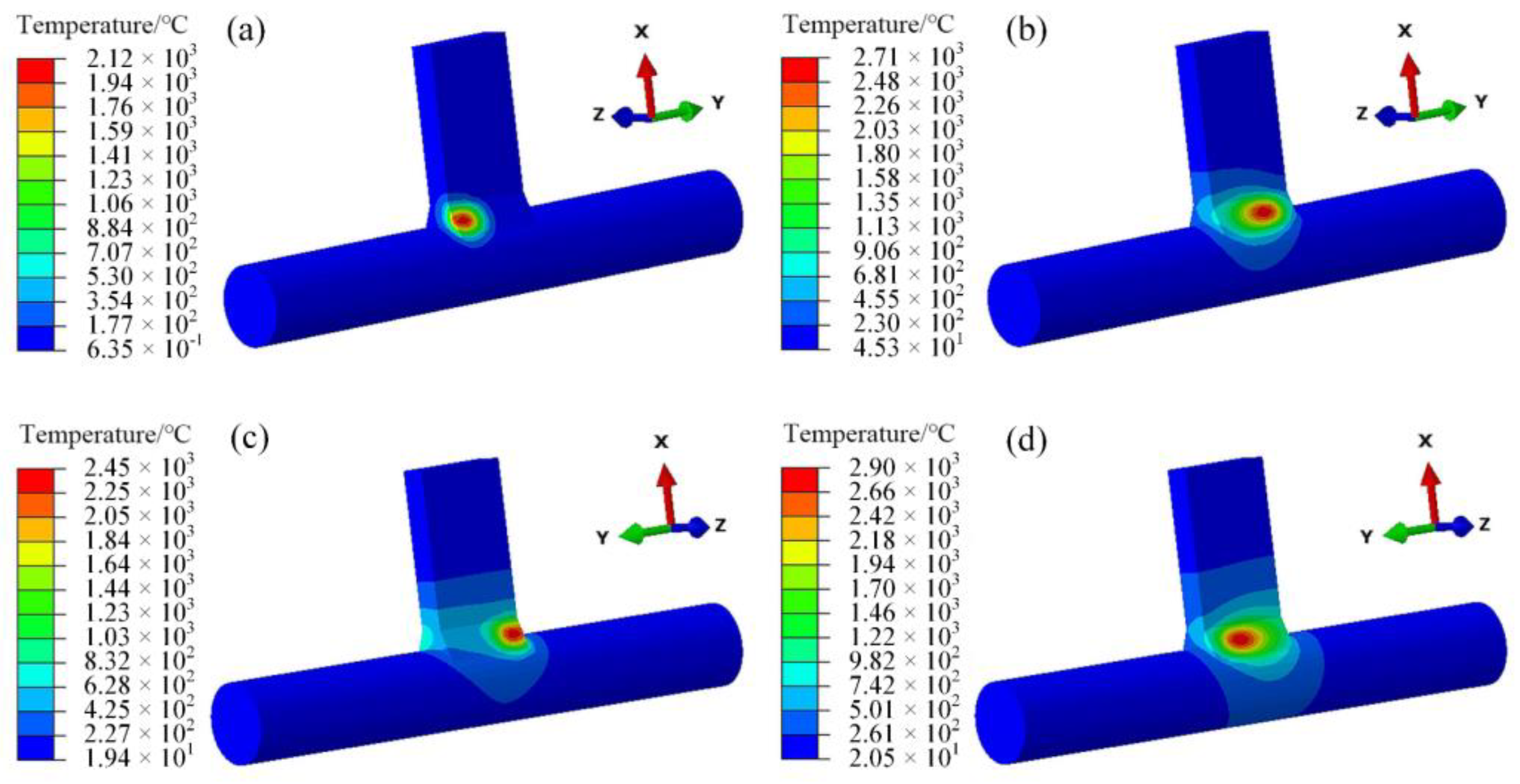
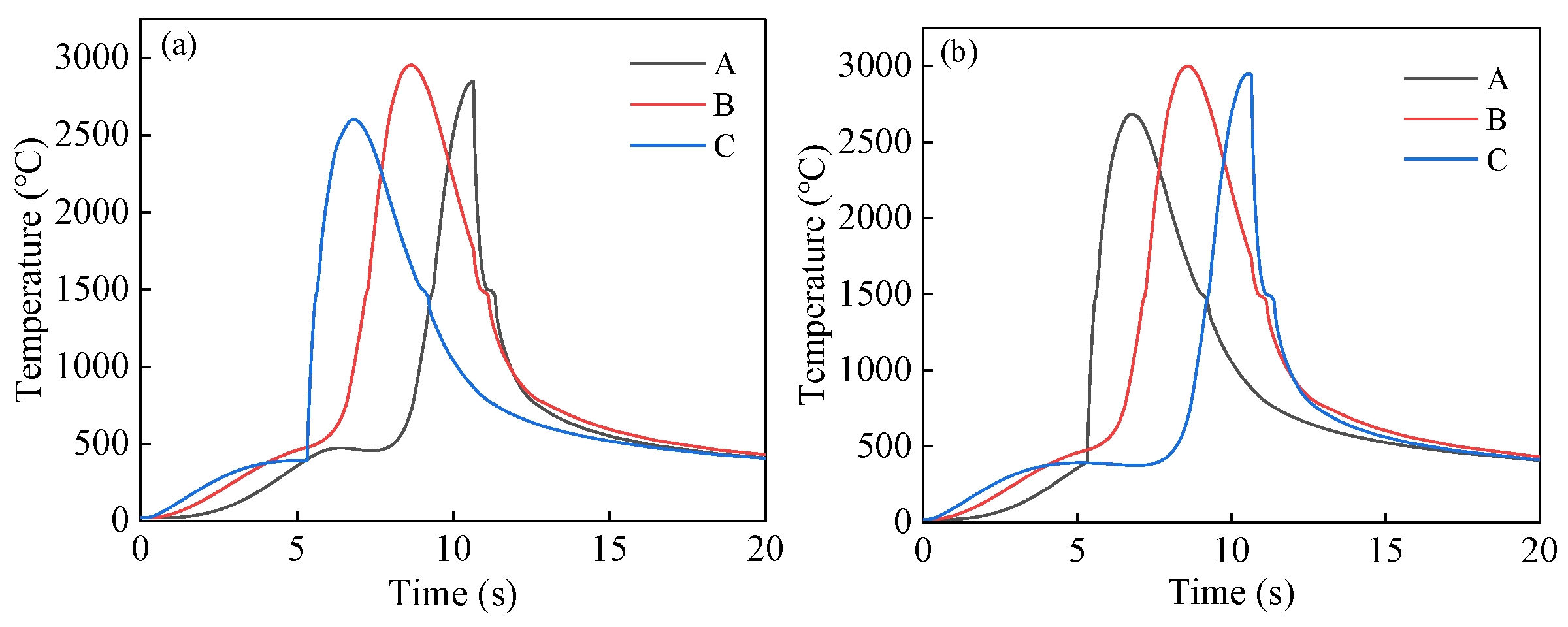
3.1. Temperature Field of Same-Direction and Opposite-Direction Welding
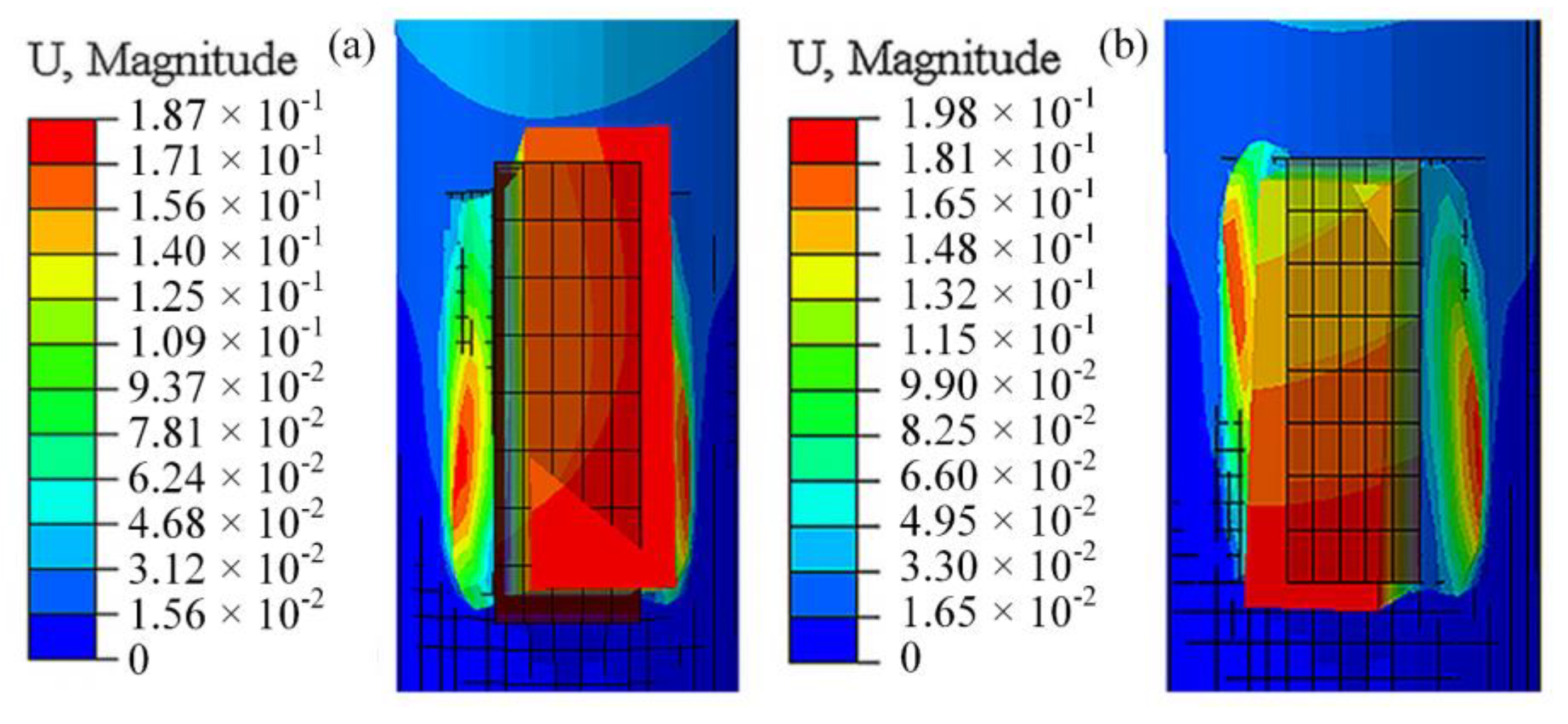
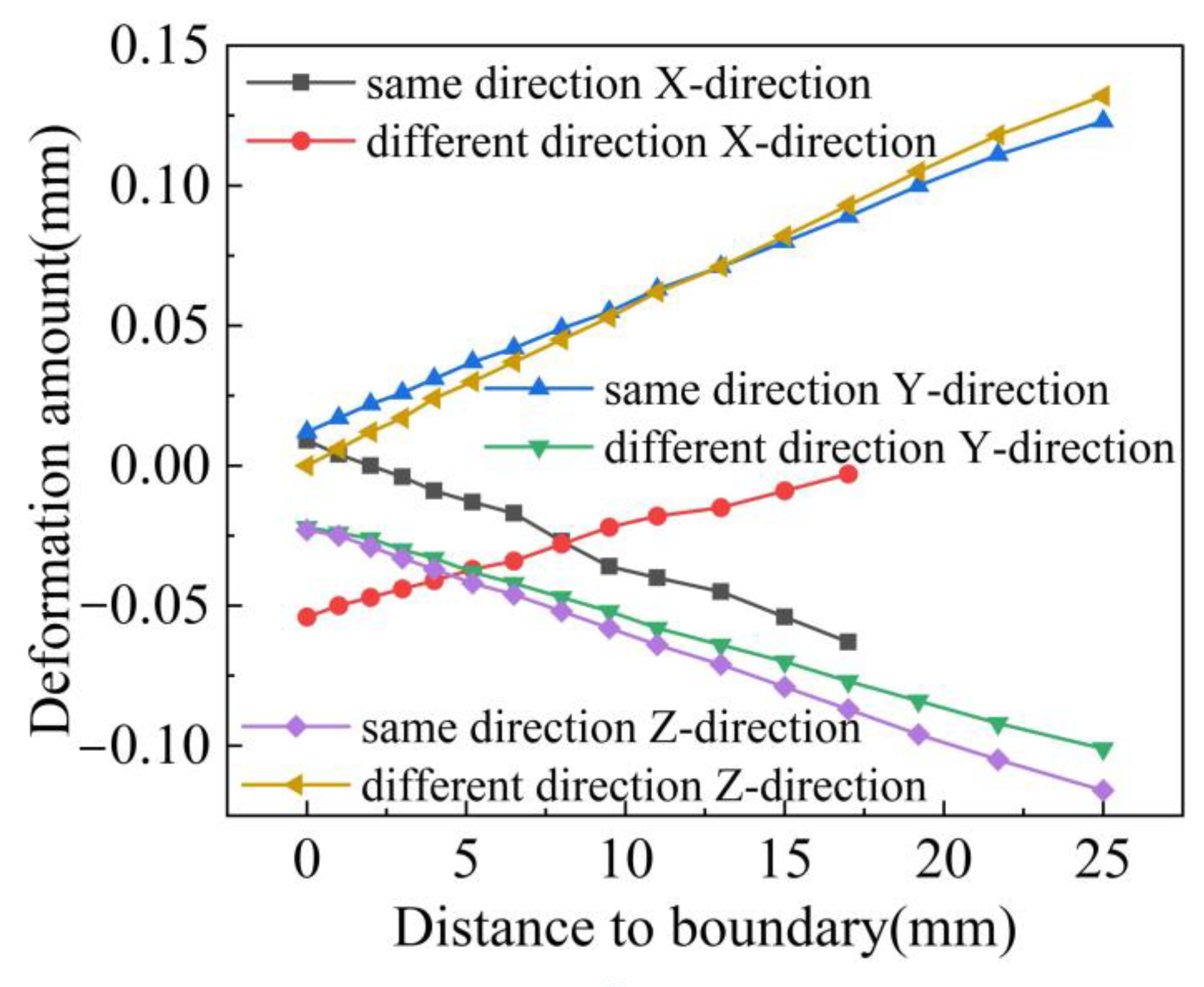
3.2. Deformation Field of Same-Direction and Opposite-Direction Welding
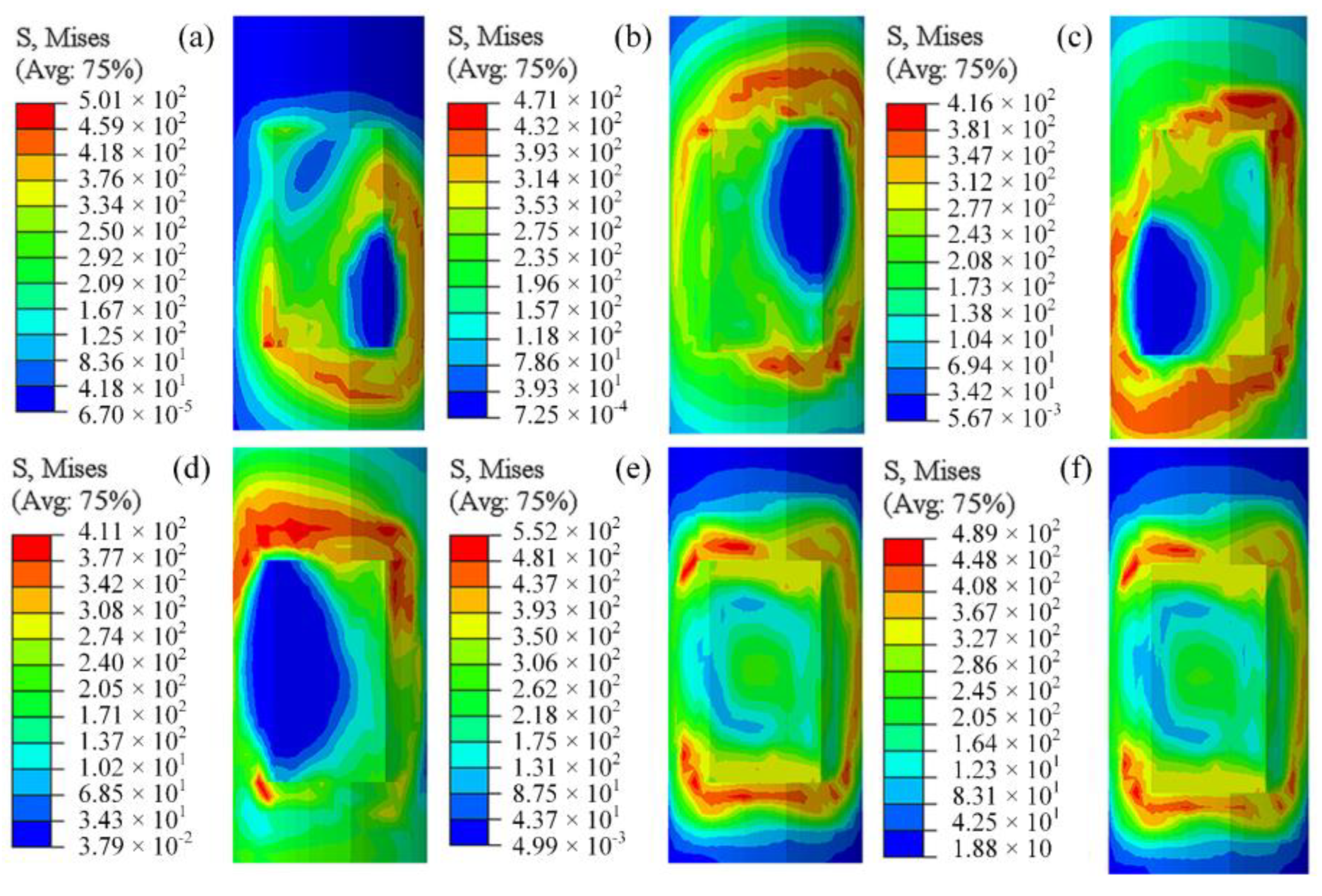
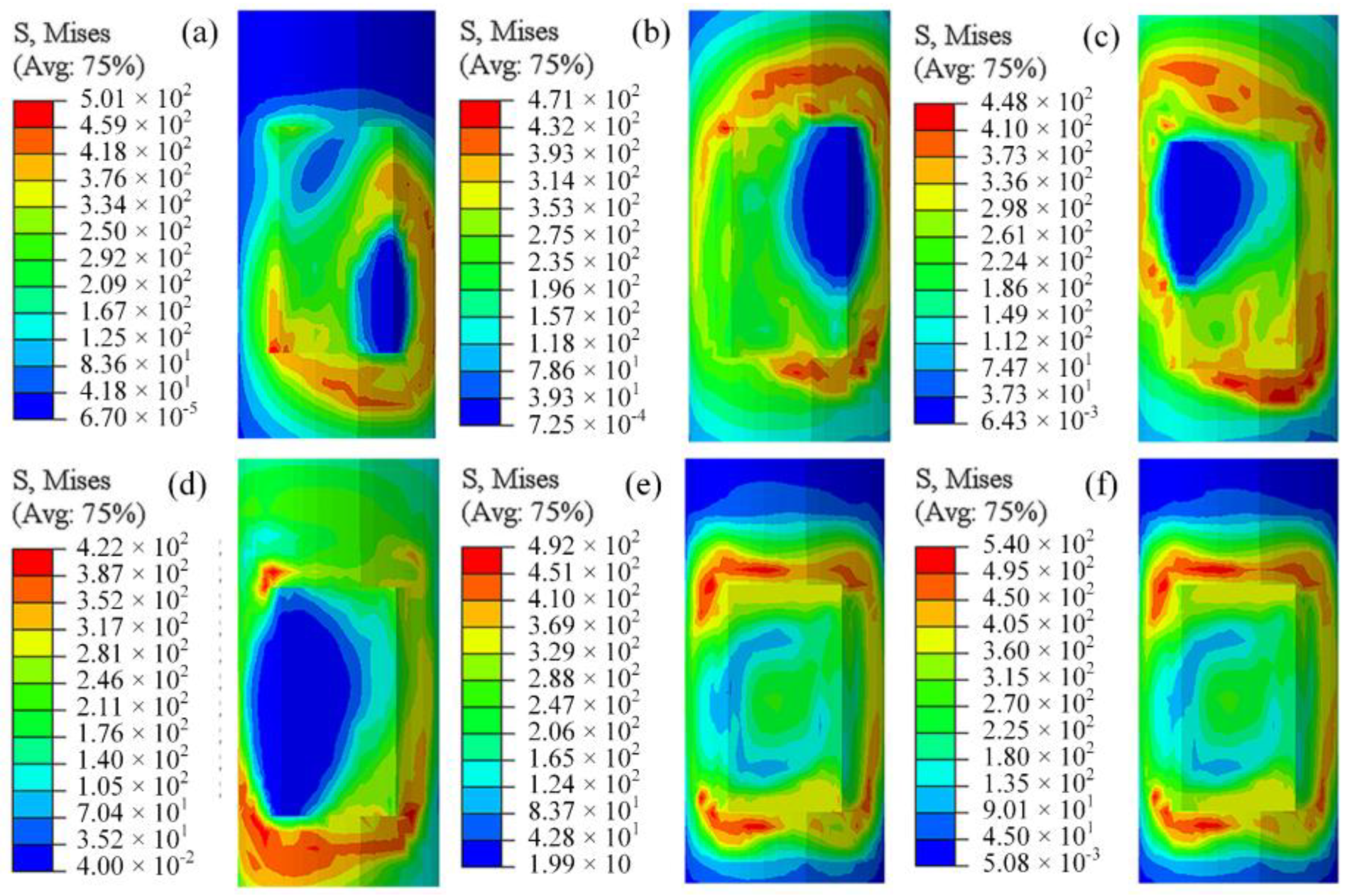
3.3. Stress Field of Same-Direction and Opposite-Direction Welding
4. Macroscopic Morphology and Penetrant Inspection
4.1. Macroscopic Morphology
4.2. Penetrant Inspection
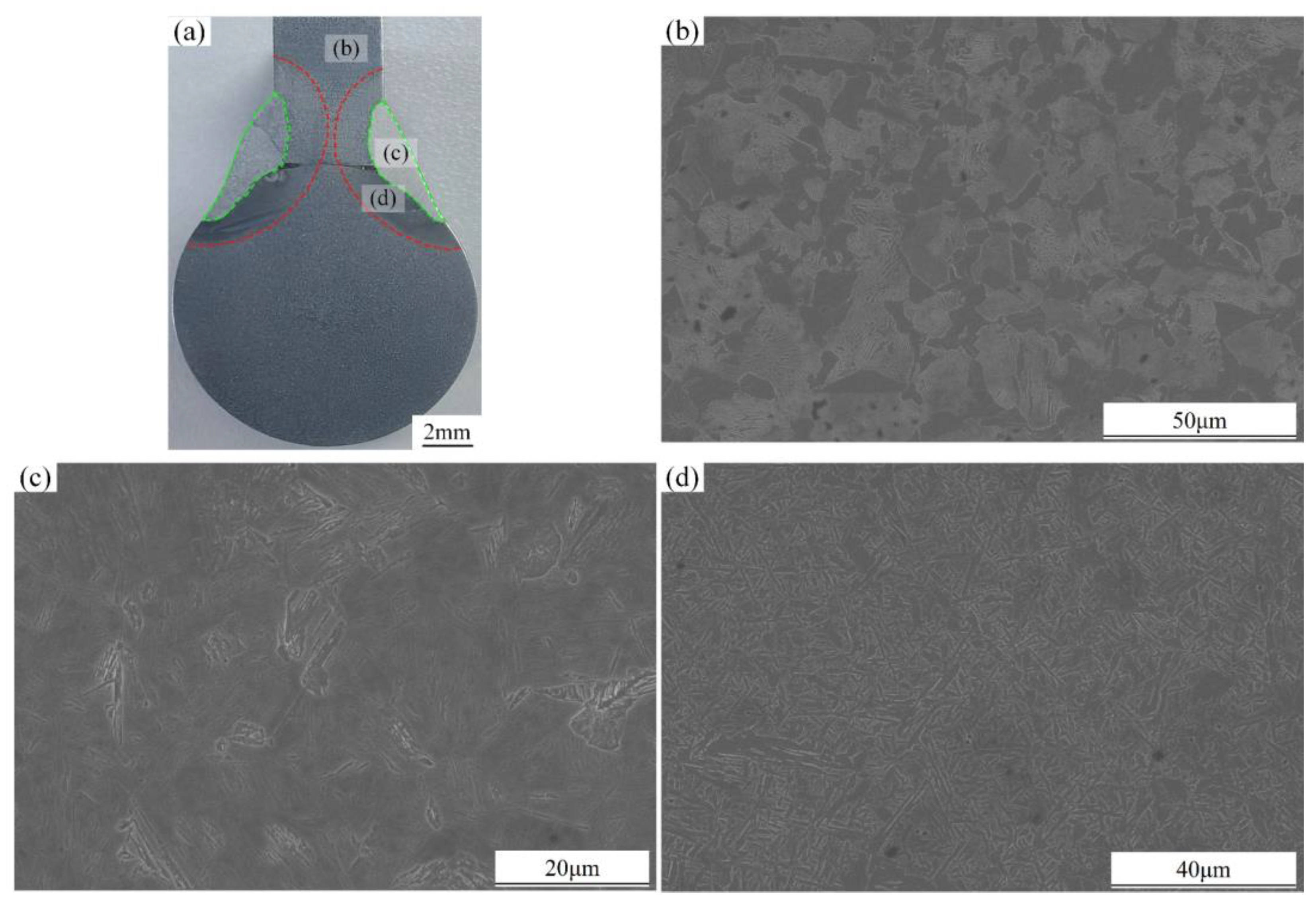
4.3. Microscopic Morphology
5. Mechanical Properties
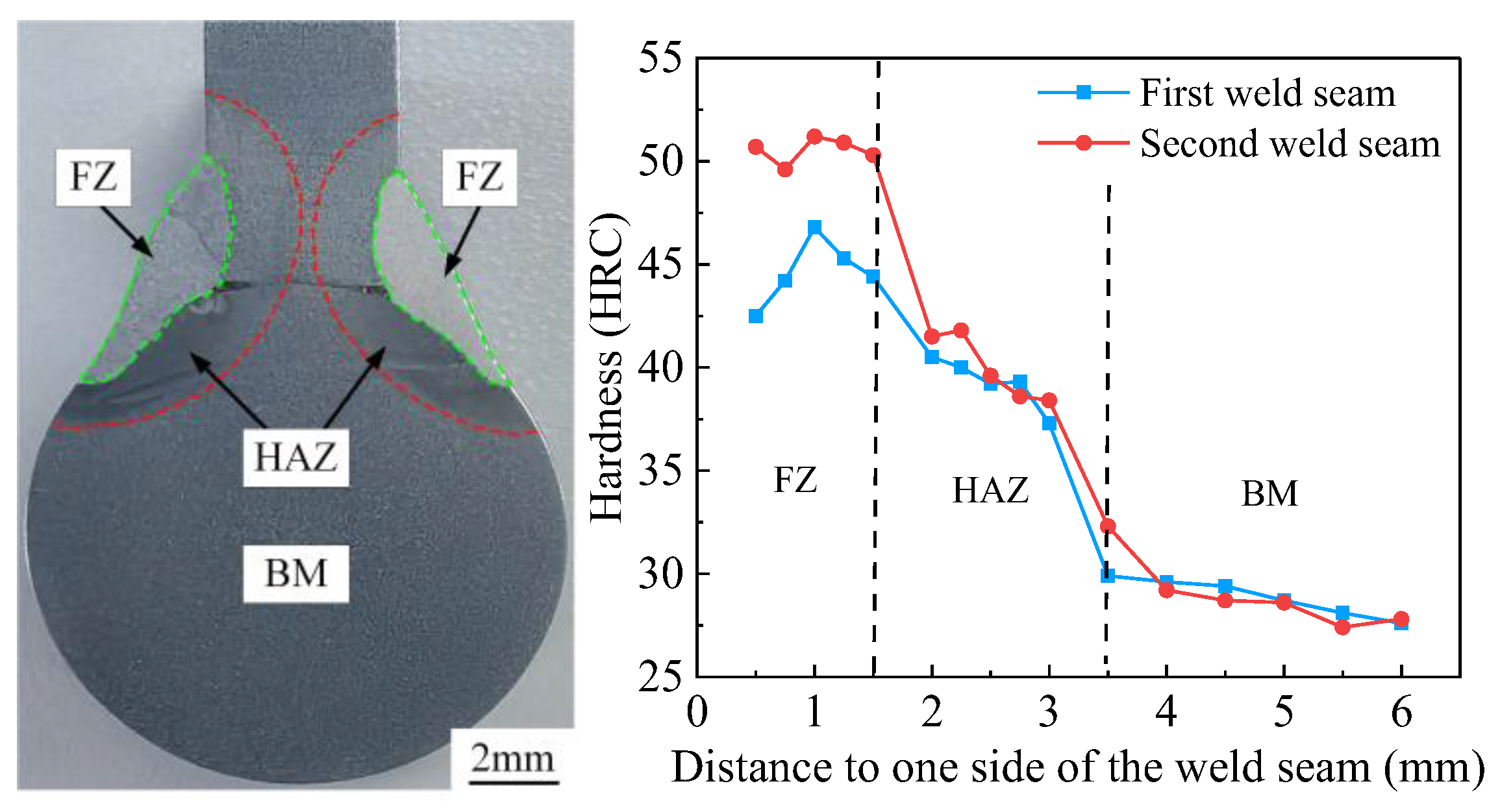
5.1. Microhardness
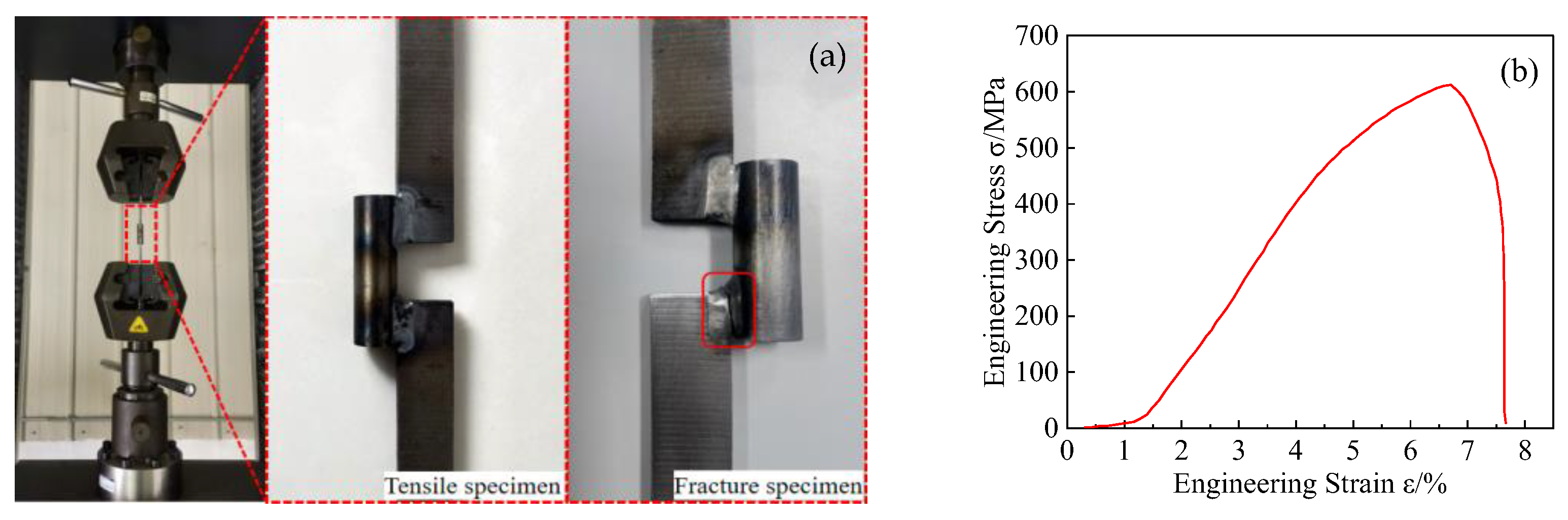
5.2. Tensile Properties
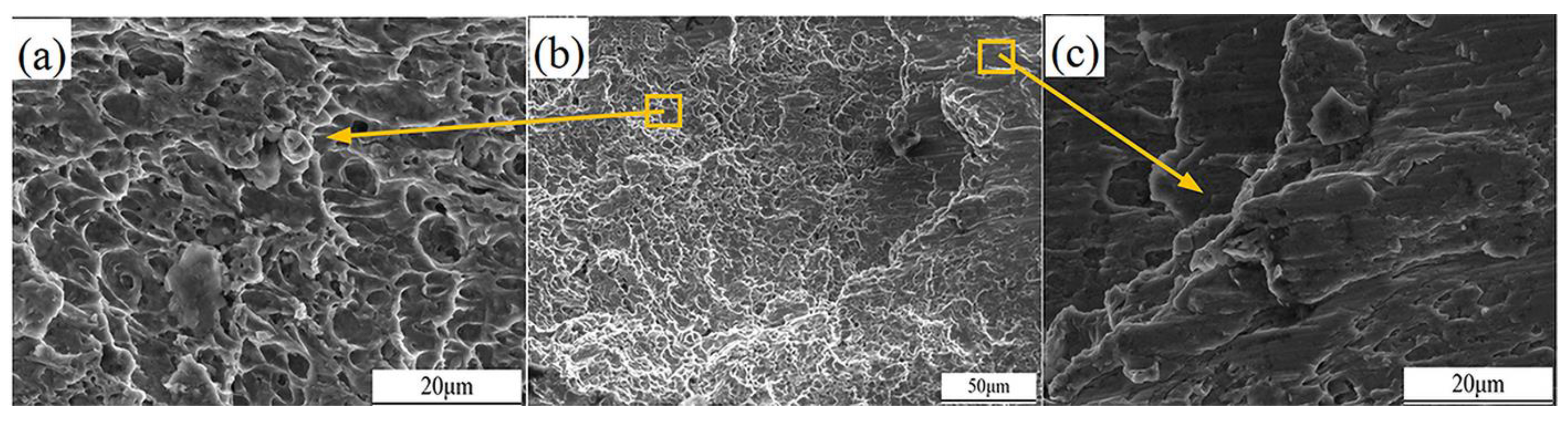
5.3. Fracture Morphology
6. Conclusions
- (1)
- The welding sequence significantly influences the distribution of the thermal field during the welding process. In particular, the peak temperature in the reverse welding of the fork shaft exceeds that observed in the direct welding process. Both welding methods induce angular distortion of the plates, though in opposite directions. In the direction of the applied welding force, reverse welding results in a marginally greater angular deformation compared with direct welding. Furthermore, the concentration of residual stress varies with the welding sequence; reverse welding leads to a higher level of residual stress concentration, particularly in localized regions, which can influence the overall structural integrity of the weld.
- (2)
- By carefully selecting the optimal welding sequence and utilizing direct welding, a high-quality weld is achieved, exhibiting excellent surface morphology. The weld is free from common defects such as pores, inclusions, or cracks. Additionally, the second weld pass demonstrates superior flatness compared with the first, with a more complete and uniform melting of both the base metal and the filler material. This improved melting process ensures better fusion and a more stable weld joint, contributing to the overall integrity of the structure.
- (3)
- Detailed microstructural analysis of the heat-affected zone (HAZ) reveals that the welding heat input causes significant grain coarsening, resulting in a mixture of acicular martensite and non-martensitic phases. In the fusion zone (FZ), following the melting and subsequent cooling of the base metal and filler wire, the microstructure undergoes recrystallization, leading to the formation of fine-grained ferrite with a notable presence of martensite. Microhardness testing reveals a distinct hardness gradient from the FZ to the base metal (BM), which corresponds to the microstructural variations across these regions. Notably, the microhardness in the FZ of the second weld pass is significantly higher than that of the first pass, emphasizing the pronounced effect of inter-pass temperature interactions on the final hardness profile.
- (4)
- The tensile strength of the welded joint reaches a peak of 612 MPa, which is 94% of the tensile strength of the base material. However, the elongation of the welded joint is 7.7%, which is only 48% of that of the base material. The fracture mode of the welded joint exhibits a combination of brittle and ductile fracture characteristics. The fracture surface displays both smooth, river-patterned zones, indicative of brittle fracture, as well as dimpled regions, which are typical of ductile fracture. This mixed fracture behavior suggests that, while the weld exhibits high tensile strength, its ductility is reduced compared with the base material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, J.; Han, Y.; Sun, Z.; Hong, H. Effect of plasma welding current on heat source penetration ability of plasma-GMAW hybrid welding. Int. J. Adv. Manuf. Technol. 2022, 123, 1835–1844. [Google Scholar] [CrossRef]
- Wei, W.; Satoshi, Y.; Qi, W.; Liang, S.; Xiao, Z.; Zhong, W.; Ying, Y.; Yu, S.; Hiroki, N.; Ji, L.; et al. Visual sensing and quality control in plasma MIG welding. J. Manuf. Process. 2023, 86, 163–176. [Google Scholar]
- Marques, E.S.V.; Silva, F.J.G.; Pereira, A.B. Comparison of finite element methods in fusion welding processes—A review. Metals 2020, 10, 75. [Google Scholar] [CrossRef]
- Wang, Y.; Feng, G.; Pu, X.; Deng, D. Influence of welding sequence on residual stress distribution and deformation in Q345 steel H-section butted-welded joint. J. Mater. Res. Technol. 2021, 13, 144–153. [Google Scholar] [CrossRef]
- Jin, H.; Chen, Z.; Liu, X.; Wei, Y.; Chen, J. Numerical simulation research on welded residual stress and distortion of aero-engine afterburner lobe mixer with different welding sequences. Int. J. Adv. Manuf. Technol. 2023, 126, 1329–1346. [Google Scholar] [CrossRef]
- Barrionuevo, G.O.; Mullo, J.L.; Ramos-Grez, J.A. Predicting the ultimate tensile strength of AISI 1045 steel and 2017-T4 aluminum alloy joints in a laser-assisted rotary friction welding process using machine learning: A comparison with response surface methodology. Int. J. Adv. Manuf. Technol. 2021, 116, 1247–1257. [Google Scholar] [CrossRef]
- Geng, P.; Qin, G.; Zhou, J. Numerical and experimental investigation on friction welding of austenite stainless steel and middle carbon steel. J. Manuf. Process. 2019, 47, 83–97. [Google Scholar] [CrossRef]
- Yuan, M.; Liu, S.; Sun, H.; Gao, Y.; Dai, X.; Chen, W. FEM Research on Welding Thermal Deformation of Copper Alloy Sheet and Optimization of Welding Sequence. Coatings 2021, 11, 1287. [Google Scholar] [CrossRef]
- Mai, C.; Hu, X.; Zhang, L.; Song, B.; Zheng, X. Influence of Interlayer Temperature and Welding Sequence on the Temperature Distribution and Welding Residual Stress of the Saddle-Shaped Joint of Weldolet-Header Butt Welding. Materials 2021, 14, 5980. [Google Scholar] [CrossRef] [PubMed]
- Ding, H.; Zhang, W.; Zhang, Z.; Yin, D.; He, W.; Xie, D. Influence of welding sequences and boundary conditions on residual stress and residual deformation in DH36 steel T-joint fillet welds. Thin Wall Struct. 2024, 204, 112337. [Google Scholar] [CrossRef]
- Khidhir, G.I.; Baban, S.A. Efficiency of dissimilar friction welded 1045 medium carbon steel and 316L austenitic stainless-steel joints. J. Mater. Res. Technol. 2019, 8, 1926–1932. [Google Scholar] [CrossRef]
- Wang, L.; Qian, X.; Feng, L. Effect of welding residual stresses on the fatigue life assessment of welded connections. Int. J. Fatigue 2024, 189, 108570. [Google Scholar] [CrossRef]
- Wang, B.; Zhou, L.; Du, J.; Cao, Y. Analysis of residual stresses in electron beam welding with filler wire of Ti62A alloy. J. Mater. Res. Technol. 2023, 23, 985–997. [Google Scholar] [CrossRef]
- Kang, F. Practical Handbook of Mechanical Engineering Materials; Machinery Industry Press: Beijing, China, 2021. [Google Scholar]
- Euser, V.; Jones, D.; Martinez, D.; Valdez, J.; Trujillo, C.; Cady, C.; Fensin, S. The effect of microstructure on the dynamic shock response of 1045 steel. Acta. Mater. 2023, 250, 118874. [Google Scholar] [CrossRef]
- Mullo, L.; Ramos-Grez, A.; Barrionuevo, O. Effect of Laser Heat Treatment on the Mechanical Performance and Microstructural Evolution of AISI 1045 Steel-2017-T4 Aluminum Alloy Joints during Rotary Friction Welding. J. Mater. Eng. Perform. 2021, 30, 2617–2631. [Google Scholar] [CrossRef]
- Eyercioglu, O.; Anwar, A.S.; Gov, K.; Yilmaz, N.F. The 2D Finite Element Microstructure Evaluation of V-Shaped Arc Welding of AISI 1045 Steel. Metals 2017, 7, 41. [Google Scholar] [CrossRef]
- Bai, X.; Jiang, J.; Li, C.; Lan, D.; Ali, H.; Sharma, S. Tribological Performance of Different Concentrations of Al2O3 Nanofluids on Minimum Quantity Lubrication Milling. Chin. J. Mech. Eng. 2023, 36, 11. [Google Scholar] [CrossRef]
- Zhang, C.; Li, S.; Sun, J.; Wang, Y.; Deng, D. Controlling angular distortion in high strength low alloy steel thick-plate T-joints. J. Mater. Process. Tech. 2019, 267, 257–267. [Google Scholar] [CrossRef]
- Cheng, J.; Hu, X.; Sun, X.; Vivek, A.; Daehn, G.; Cullen, D. Multi-scale characterization and simulation of impact welding between immiscible Mg/steel alloys. J. Mater. Sci. Technol. 2020, 59, 149–163. [Google Scholar] [CrossRef]
- Kollár, D.; Kövesdi, B.; Vigh, L.G.; Horváth, S. Weld process model for simulating metal active gas welding. Int. J. Adv. Manuf. Technol. 2019, 102, 2063–2083. [Google Scholar] [CrossRef]
- Zhang, W.; Liang, J.; Fan, J. Research and verification of welding heat source parameter optimization model. J. Tsinghua Univ. 2022, 62, 367–373. [Google Scholar]
- Nezamdost, M.; Esfahani, M.; Hashemi, S.; Mirbozorgi, S. Investigation of temperature and residual stresses field of submerged arc welding by finite element. Int. J. Adv. Manuf. Technol. 2016, 87, 615–624. [Google Scholar] [CrossRef]
- Wang, M.; Guom, K.; Wei, Y.; Cao, C.; Tong, Z. Welding process optimization for the inner tank of the electric water heater by numerical simulation and experimental study. J. Manuf. Process. 2023, 85, 52–68. [Google Scholar] [CrossRef]
- Huang, H.; Ma, N.; Rashed, S.; Narasaki, K.; Kado, K.; Agano, Y.; Tanaka, N.; Mao, W. Experimental and numerical investigation of a gouging heat source model and gouging/welding residual stress and deformation. J. Manuf. Process. 2024, 110, 101–113. [Google Scholar] [CrossRef]
- Mahmood, M.; Tariq, U.; Oane, M.; Liou, F. Analytical and FEM models for thermal analysis and residual stresses using wire arc-based welding and additive manufacturing of SUS304. Int. J. Adv. Manuf. Technol. 2024, 133, 2363–2380. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, J.; Yang, G.; Xu, S.; Deng, S.; Liu, Q.; Li, Z.; Ou, W.; Li, T.; Xiong, J.; et al. Multi-pass butt welding of thick TA5 titanium-alloy plates by MIG: Microstructure and properties. Mater. Today Commun. 2024, 39, 108965. [Google Scholar] [CrossRef]
- Amirreza, K.; Armin, D. Effects of welding parameters and welding sequence on residual stress and distortion in Al6061-T6 aluminum alloy for T-shaped welded joint. T. Nonferr. Metal. Soc. 2020, 30, 76–89. [Google Scholar]
- Cao, X.; Zhou, X.; Wang, H.; Luo, Z.; Duan, J. Microstructures and mechanical properties of laser offset welded 5052 aluminum to press-hardened steel. J. Mater. Res. Technol. 2020, 9, 5378–5390. [Google Scholar] [CrossRef]
- Yang, B.; Zhao, H.; Wu, L.; Tan, C.; Xia, H.; Chen, B.; Song, X. Interfacial microstructure and mechanical properties of laser-welded 6061Al/AISI304 dissimilar lap joints via beam oscillation. J. Mater. Res. Technol. 2020, 9, 14630–14644. [Google Scholar] [CrossRef]
- Gao, Y.; Morisada, Y.; Fujii, H.; Liao, J. Dissimilar friction stir lap welding of magnesium to aluminum using plasma electrolytic oxidation interlayer. Mater. Sci. Eng. A 2018, 711, 109–118. [Google Scholar] [CrossRef]
- Das, B.; Pal, S.; Bag, S. Torque based defect detection and weld quality modelling in friction stir welding process. J. Manuf. Process. 2017, 27, 8–17. [Google Scholar] [CrossRef]
- Bouarroudj, E.; Abdi, S.; Miroud, D. Improved performance of a heterogeneous weld joint of copper-steel AISI 1045 obtained by rotary friction using a metal powder insert. Int. J. Adv. Manuf. Technol. 2023, 124, 1905–1924. [Google Scholar] [CrossRef]
- Chamanfar, A.; Huang, M.; Pasang, T.; Tsukamoto, M.; Misiolek, W. Microstructure and mechanical properties of laser welded Ti-10V-2Fe-3Al (Ti1023) titanium alloy. J. Mater. Res. Technol. 2020, 9, 7721–7731. [Google Scholar] [CrossRef]
- Wu, Y.; Mao, Y.; Fu, L.; Qin, D.; Xiao, X. Dual laser-beam synchronous self-fusion welding of Ti-6Al-4V titanium alloys T-joints based on prefabricated welding materials. J. Mater. Res. Technol. 2022, 17, 2560–2571. [Google Scholar] [CrossRef]
- Xu, X.; You, G.; Ding, Y.; Tong, X.; Zai, L.; Liu, Q. Microstructure and mechanical properties of inertia friction welded joints between high-strength low-alloy steel and medium carbon steel. J. Mater. Process. Technol. 2020, 286, 116811. [Google Scholar] [CrossRef]
- Li, Y.; Liu, S.; Wang, Y.; Wei, Y.; Han, L.; Zhi, H.; Yang, X. Effects of process parameters on the microstructure and mechanical properties of AISI 1045 steel prepared by selective laser melting. Mater. Today Commun. 2023, 37, 107287. [Google Scholar] [CrossRef]
- Liu, S.; Li, Y.; Wang, Y.; Wei, Y.; Zhang, L.; Wang, J.; Yang, X. Selective laser melting of WC-Co reinforced AISI 1045 steel composites: Microstructure characterization and mechanical properties. J. Mater. Res. Technol. 2022, 19, 1821–1835. [Google Scholar] [CrossRef]
- Bauri, L.; Alves, L.; Pereira, H.; Tschiptschin, A.; Goldenstein, H. The role of welding parameters on the control of the microstructure and mechanical properties of rails welded using FBW. J. Mater. Res. Technol. 2020, 9, 8058–8073. [Google Scholar] [CrossRef]
- Haftlang, F.; Habibolahzadeh, A. Influence of Treatment Sequence on Tribological Performance of Duplex Surface-Treated AISI 1045 Steel. Acta Metall. Sin. (Engl. Lett.) 2019, 32, 1227–1236. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | S | P | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|
| 0.42~0.50 | 0.17~0.37 | 0.50~0.80 | ≤0.035 | ≤0.035 | ≤0.25 | ≤0.25 | ≤0.25 |
| Temperature/ °C | Specific Heat/106 (J∙kg−1∙K−1) | Density/ 10−9 t/mm3 | Thermal Conductivity/ (W∙m−1∙K−1) | Elastic Modulus/ 105 MPa | Thermal Expansion/10−5 °C−1 | Yield Strength/ MPa |
|---|---|---|---|---|---|---|
| 20 | 465 | 7.81 | 54.5 | 2.06 | 0 | 426 |
| 300 | 485 | 49.5 | 1.31 | 310 | ||
| 400 | 523 | 7.81 | 41.45 | 1.85 | ||
| 700 | 854 | 7.81 | 31.82 | 1.44 | 1.50 | 273 |
| 800 | 513 | 25.96 | 1.30 | 1.25 | 128 | |
| 1000 | 602 | 7.81 | 29 | 1.08 | 1.44 | 70 |
| 1200 | 639 | 31.3 | 0.87 | 20 | ||
| 1400 | 654 | 7.81 | 33.4 | 0.01 | 1 |
| Qf/Qr | af | ar | b | c |
|---|---|---|---|---|
| 0.5 | 5 | 10 | 6 | 2 |
| Welding Speed/mm·s−1 | Welding Current/A | Welding Voltage/V |
|---|---|---|
| 2.5 | 105 | 26 |
| Tensile Strength/MPa | Yield Strength/MPa | Elongation Rate/% |
|---|---|---|
| ≥600 | ≥355 | ≥16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Cao, P.; Yao, J.; Wang, J.; Mao, Q.; Yang, Y. Optimization of Plasma Welding Sequence and Performance Verification for a Fork Shaft: A Comparison of Same-Direction and Reverse-Direction Welding. Materials 2025, 18, 288. https://doi.org/10.3390/ma18020288
Yang J, Cao P, Yao J, Wang J, Mao Q, Yang Y. Optimization of Plasma Welding Sequence and Performance Verification for a Fork Shaft: A Comparison of Same-Direction and Reverse-Direction Welding. Materials. 2025; 18(2):288. https://doi.org/10.3390/ma18020288
Chicago/Turabian StyleYang, Jianguang, Peigang Cao, Jiaqing Yao, Junyong Wang, Qilin Mao, and Yu Yang. 2025. "Optimization of Plasma Welding Sequence and Performance Verification for a Fork Shaft: A Comparison of Same-Direction and Reverse-Direction Welding" Materials 18, no. 2: 288. https://doi.org/10.3390/ma18020288
APA StyleYang, J., Cao, P., Yao, J., Wang, J., Mao, Q., & Yang, Y. (2025). Optimization of Plasma Welding Sequence and Performance Verification for a Fork Shaft: A Comparison of Same-Direction and Reverse-Direction Welding. Materials, 18(2), 288. https://doi.org/10.3390/ma18020288