
Mechanism-Driven Strength–Conductivity Synergy in Hypereutectic Al-Si Alloys Reinforced with Interface-Engineered Ni-Coated CNTs



Abstract

1. Introduction
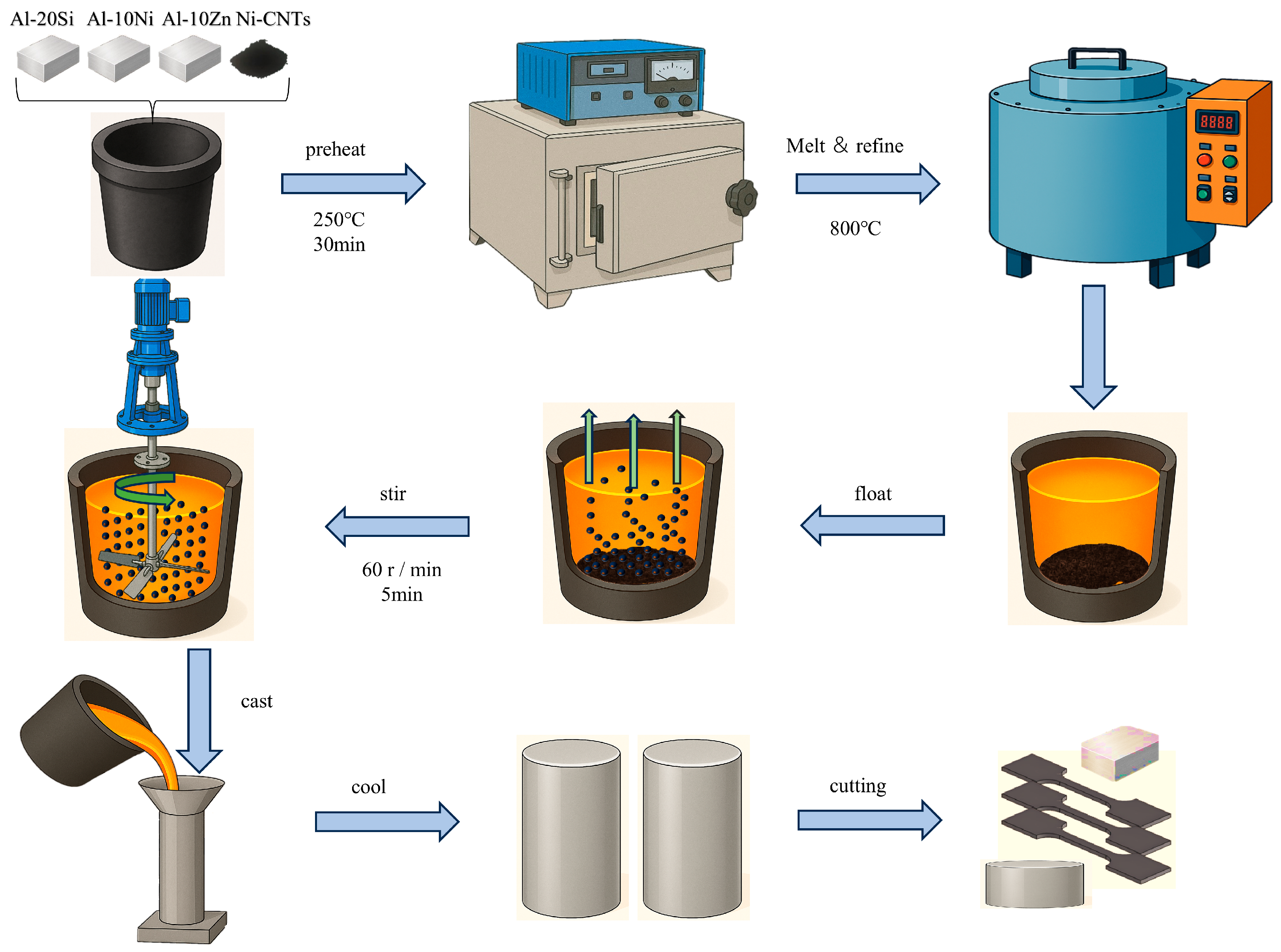
2. Materials and Methods
3. Results
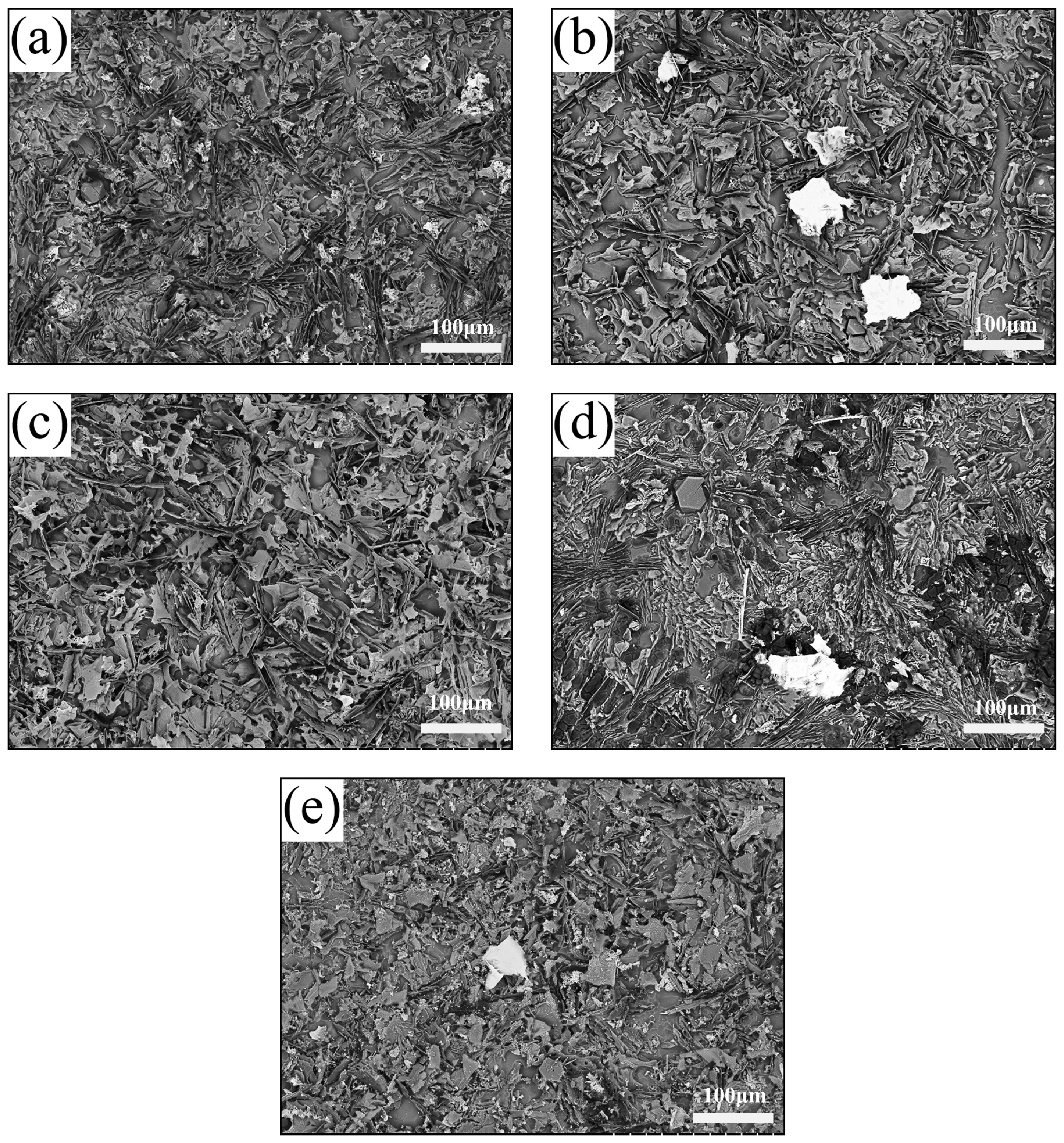
3.1. Microstructural Evolution Induced by Ni-CNT Addition
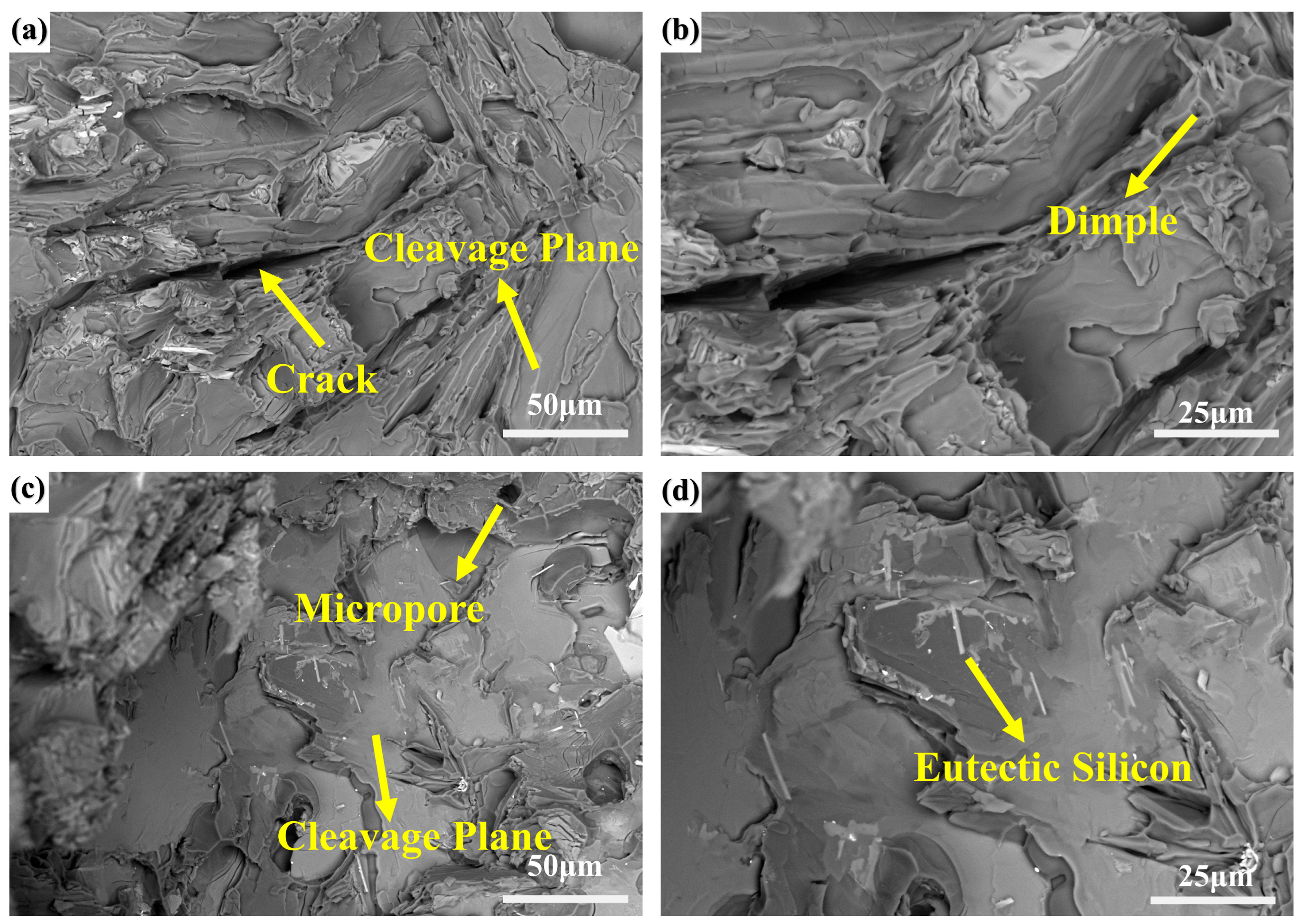
3.2. Mechanical Properties and Fracture Morphology
3.3. Electrical Conductivity
4. Discussion
4.1. Phase Transformation and Nucleation Mechanism Induced by Ni-CNTs
4.2. Strength–Conductivity Coupling Mechanism Under Ni-CNT Regulation
4.3. Thermodynamic Effects and Solidification Behavior Modified by Ni-CNTs
5. Conclusions
- (1)
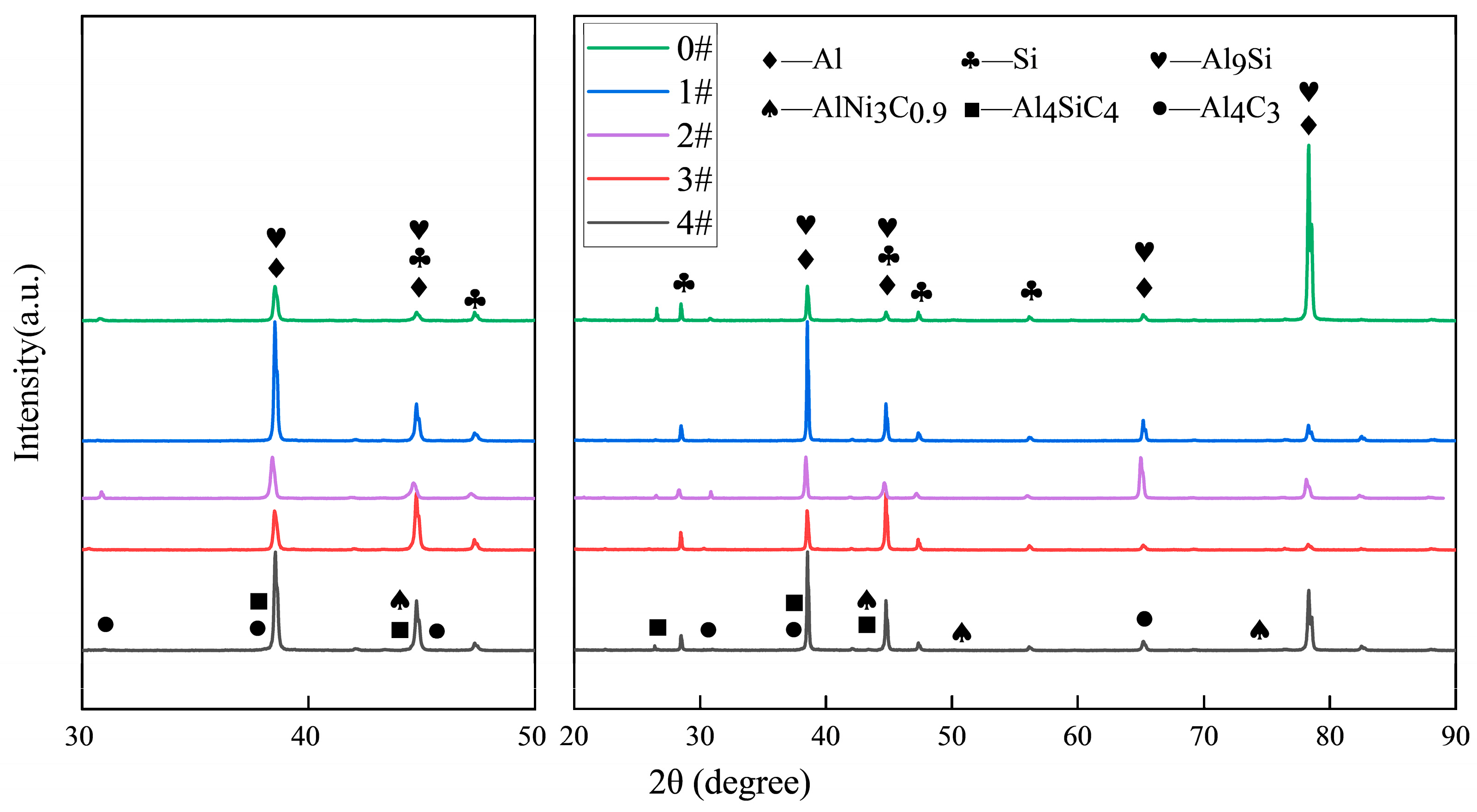
- Ni-CNTs act as effective heterogeneous nucleation sites for both α-Al and primary Si phases. Their presence promotes the refinement of α-Al dendrites and transformation of eutectic Si from coarse lamellae to a more spheroidized and uniformly distributed morphology. XRD and SEM-EDS analyses confirmed the formation of interfacial reaction phases including AlNi3C0.9, Al4C3, and Al4SiC4, which alter the solidification pathway and stabilize the microstructure thermodynamically.
- (2)
- The mechanical enhancements at a low Ni-CNT content (0.1 wt.%) are attributed to multiple synergistic mechanisms, including grain refinement, Orowan looping, load transfer, and the generation of dislocations induced by thermal mismatch between the matrix and the Ni-CNTs. These effects lead to an optimized microstructure with higher tensile strength (170.13 MPa) and ductility (5.64%). However, excessive Ni-CNT addition results in agglomeration, phase coarsening, and brittle interfacial structures that deteriorate mechanical performance.
- (3)
- The electrical conductivity exhibits a peak at 0.1 wt.% Ni-CNTs (27.60% IACS), which is governed by improved α-Al continuity, refinement of eutectic Si, and the conductive nature of dispersed Ni-CNTs. Beyond this threshold, interface scattering, defect accumulation, and secondary phase agglomeration disrupt the conduction network, leading to a gradual decline in conductivity in accordance with Matthiessen’s Rule.
- (4)
- DSC analysis demonstrated that Ni-CNTs increase the melting enthalpy and slightly shift the melting point via nucleation-induced undercooling and in situ phase formation. At high Ni-CNT contents, the formation of refractory phases and thermal stress accumulation result in solidification hindrance, decreased fluidity, and potential casting defects, revealing a complex interplay between thermal mismatch strengthening and phase transformation energetics.
- (5)
- The incorporation of Ni-CNTs provides an effective strategy for realizing strength–conductivity synergy in Al-Si alloys through precise nanoscale interface engineering. By optimizing the Ni-CNT content and dispersion state, it is possible to simultaneously achieve grain refinement, interfacial reinforcement, thermal stability, and electronic continuity. These findings offer important insights for the design of high-performance, sustainable aluminum matrix composites with multifunctional capabilities, particularly for structural–functional integration in automotive and aerospace sectors.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| DSC | Differential Scanning Calorimetry |
| SEM | Scanning Electron Microscope |
| XRD | X-Ray Diffraction |
| SDAS | Secondary Dendrite Arm Space |
| (Ni-CNTs) | Nickel-Coated Carbon Nanotubes |
References
- Eynde, S.V.; Bracquené, E.; Diaz-Romero, D.; Zaplana, I.; Engelen, B.; Duflou, J.R.; Peeters, J.R. Forecasting global aluminium flows to demonstrate the need for improved sorting and recycling methods. Waste Manag. 2022, 137, 231–240. [Google Scholar] [CrossRef] [PubMed]
- Al-Alimi, S.; Yusuf, N.K.; Ghaleb, A.M.; Lajis, M.A.; Shamsudin, S.; Zhou, W.; Altharan, Y.M.; Abdulwahab, H.S.; Saif, Y.; Didane, D.H.; et al. Recycling aluminium for sustainable development: A review of different processing technologies in green manufacturing. Results Eng. 2024, 23, 102566. [Google Scholar] [CrossRef]
- Ding, C.; Nodooshan, H.R.J.; Shi, Y.; Tan, C.; Wang, R.; Ye, C.; Li, S.; Liu, X.; Yu, P.; Ye, S. Enhancing high-temperature tensile properties of Al-20Si alloy via in-situ Al2O3 reinforcement and its influences on microstructural stability. Mater. Des. 2025, 256, 114253. [Google Scholar] [CrossRef]
- Dong, T.-S.; Ma, Q.-L.; Fu, B.-G.; Li, J.-K.; Li, G.-L.; Lu, P.-W. Al-20Si/Cu-8P high-silicon aluminum alloy coating enhanced by laser remelting and refinement: Microstructure, mechanical properties and wear resistance. Surf. Coat. Technol. 2023, 475, 130120. [Google Scholar] [CrossRef]
- Jeon, J.H.; Shin, J.H.; Bae, D.H. Si phase modification on the elevated temperature mechanical properties of Al-Si hypereutectic alloys. Mater. Sci. Eng. A 2019, 748, 367–370. [Google Scholar] [CrossRef]
- Ding, C.; Yu, P. Effect of extrusion temperatures on the microstructures, mechanical properties and thermal properties of PM Al-20Si alloy. J. Alloys Compd. 2022, 903, 163979. [Google Scholar] [CrossRef]
- Ma, P.; Wei, Z.J.; Jia, Y.D.; Zou, C.M.; Scudino, S.; Prashanth, K.G.; Yu, Z.S.; Yang, S.L.; Li, C.G.; Eckert, J. Effect of high-pressure solidification on tensile properties and strengthening mechanisms of Al-20Si. J. Alloys Compd. 2016, 688 Pt A, 88–93. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Bareker, N.; Khan, M.H.; Ahuir-Torres, J.I.; Das, A. Aluminium recycling: A critical review of iron-bearing intermetallics in aluminium alloys. Mater. Today Sustain. 2025, 30, 101119. [Google Scholar] [CrossRef]
- Ergen, S.; Yılmaz, F.; Gul, S.; Kolemen, U.; Kilicaslan, M.F.; Uzun, O. Structural and mechanical properties of hypereutectic AlSiFe powders and a new method for determination of sintering temperature. Adv. Powder Technol. 2018, 29, 563–572. [Google Scholar] [CrossRef]
- Zhang, X.; Li, X.; Liu, L.; Li, B.; Hou, X.; Pan, D.; Gao, L.; Li, S. Interface regulation strategy of Al-CNTs composite induced by Al-Si eutectic reaction and its strengthening mechanism. J. Mater. Sci. Technol. 2023, 151, 1–9. [Google Scholar] [CrossRef]
- Cao, L.; Chen, B.; Wan, J.; Kondoh, K.; Guo, B.; Shen, J.; Li, J.S. Superior high-temperature tensile properties of aluminum matrix composites reinforced with carbon nanotubes. Carbon 2022, 191, 403–414. [Google Scholar] [CrossRef]
- Liang, J.; Li, H.; Qi, L.; Tian, W.; Li, X.; Zhou, J.; Wang, D.; Wei, J. Influence of Ni-CNTs additions on the microstructure and mechanical properties of extruded Mg-9Al alloy. Mater. Sci. Eng. A 2016, 678, 101–109. [Google Scholar] [CrossRef]
- Jagannatham, M.; Sankaran, S.; Prathap, H. Electroless nickel plating of arc discharge synthesized carbon nanotubes for metal matrix composites. Appl. Surf. Sci. 2015, 324, 475–481. [Google Scholar] [CrossRef]
- Cao, J.; Yang, Q.; Zhou, L.; Chen, H.; Zhan, K.; Liu, J.; Ding, R.; You, S.; Zhao, B.; Ji, V. Microstructure, properties and synergetic effect of graphene oxide-functionalized carbon nanotubes hybrid reinforced copper matrix composites prepared by DC electrodeposition. Carbon 2023, 212, 118157. [Google Scholar] [CrossRef]
- Chen, J.; Yan, L.; Liang, S.; Cui, X.; Liu, C.; Wang, B.; Zou, L. Remarkable improvement of mechanical properties of layered CNTs/Al composites with Cu decorated on CNTs. J. Alloys Compd. 2022, 901, 163404. [Google Scholar] [CrossRef]
- Liu, L.; Li, S.; Zhang, X.; Pan, D.; Gao, L.; Chen, B.; Umeda, J.; Kondoh, K. Syntheses, microstructure evolution and performance of strength-ductility matched aluminum matrix composites reinforced by nano SiC-cladded CNTs. Mater. Sci. Eng. A 2021, 824, 141784. [Google Scholar] [CrossRef]
- Saba, F.; Sajjadi, S.A.; Haddad-Sabzevar, M.; Zhang, F. TiC-modified carbon nanotubes, TiC nanotubes and TiC nanorods: Synthesis and characterization. Ceram. Int. 2018, 44, 7949–7954. [Google Scholar] [CrossRef]
- Wei, X.; Tao, J.; Hu, Y.; Liu, Y.; Bao, R.; Li, F.; Fang, D.; Li, C.; Yi, J. Enhancement of mechanical properties and conductivity in carbon nanotubes (CNTs)/Cu matrix composite by surface and intratube decoration of CNTs. Mater. Sci. Eng. A 2021, 816, 141248. [Google Scholar] [CrossRef]
- Deng, J.; Chen, C.; Liu, X.; Li, Y.; Zhou, K.; Guo, S. A high-strength heat-resistant Al-5.7Ni eutectic alloy with spherical Al3Ni nano-particles by selective laser melting. Scr. Mater. 2021, 203, 114034. [Google Scholar] [CrossRef]
- Costa, D.d.S.; Kellermann, G.; Craievich, A.F.; Montoro, L.A.; Oliveira, C.K.B.Q.M.; Afonso, C.R.M.; Huck-Iriart, C.; Giovanetti, L.J.; Requejo, F.G.; Zanella, I.G.; et al. Highly oriented NiSi2@Si thin-nanocomposite produced by solid state diffusion: Morphological and crystallographic characterization. Surf. Interfaces 2022, 29, 101763. [Google Scholar] [CrossRef]
- Zhang, P.-X.; Xu, W.-M.; Zeng, M.; Lei, Y.-S.; Yan, H. Regulating microstructure, mechanical properties and electrochemical characteristic of 2024-CNTs aluminum composites via decorating nano Ni on the surface of CNTs. Diam. Relat. Mater. 2022, 126, 109132. [Google Scholar] [CrossRef]
- Ding, C.; Lu, Z.; Li, S.; Wang, Z.; Yu, P.; Ye, S. Microstructures, thermal and mechanical properties of Al-Si-CNT composites for thermal management applications. Mater. Chem. Phys. 2023, 297, 127368. [Google Scholar] [CrossRef]
- Yuan, W.; Li, R.; Zhu, Y.; Zhao, Y.; Zhang, X.; Liu, B.; Zhang, B. Structure and properties of nickel-plated CNTs/Fe-based amorphous composite coatings fabricated by high-speed laser cladding. Surf. Coat. Technol. 2022, 438, 128363. [Google Scholar] [CrossRef]
- Lv, J.; Du, J.; Hu, R.; Zhang, Y.; Wang, L.; Li, M. Effects of carbon nanotubes and nickel-plated carbon nanotubes on the microstructure and mechanical properties of AlCoCrFeNiCu high entropy alloy. Met. Mater. Int. 2024, 30, 2331–2341. [Google Scholar] [CrossRef]
- Kadhim, M.M.; Naif, S.K.; Mohammed, D.F.; Hussein, A.W. The concentration influence of multi-walled carbon nanotubes coating on fatigue edge crack growth and other mechanical properties of Al 7075-T6 thin plates. Results Eng. 2024, 23, 102719. [Google Scholar] [CrossRef]
- Fan, T.; Ruan, Z.; Zhong, F.; Xie, C.; Li, X.; Chen, D.; Tang, P.; Wu, Y. Nucleation and growth of L12-Al3RE particles in aluminum alloys: A first-principles study. J. Rare Earths 2023, 41, 1116–1126. [Google Scholar] [CrossRef]
- Shi, S.; Zhao, Y.; Lin, X.; Deng, H.; Zhao, L.; He, G.; Huang, W. Significance of α-Al cellular matrix in tensile behavior and work-hardening of additive manufactured AlSi10Mg alloy. Virtual Phys. Prototyp. 2025, 20, e2449189. [Google Scholar] [CrossRef]
- ASTM E8/E8M-24; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2024.
- Que, Z.; Mendis, C.L. Formation of θ-Al13Fe4 and the multi-step phase transformations to α-Al8Fe2Si, β-Al5FeSi and δ-Al4FeSi2 in Al-20Si-0.7Fe alloy. Intermetallics 2020, 127, 106960. [Google Scholar] [CrossRef]
- Tavoosi, M. Fabrication and thermal characterization of amorphous and nanocrystalline Al9FeNi/Al3Ti compound. Mater. Chem. Phys. 2017, 186, 44–51. [Google Scholar] [CrossRef]
- Terzi, S.; Taylor, J.A.; Cho, Y.H.; Salvo, L.; Suéry, M.; Boller, E.; Dahle, A.K. In situ study of nucleation and growth of the irregular α-Al/β-Al5FeSi eutectic by 3-D synchrotron X-ray microtomography. Acta Mater. 2010, 58, 5370–5380. [Google Scholar] [CrossRef]
- Moustafa, M.A. Effect of iron content on the formation of β-Al5FeSi and porosity in Al-Si eutectic alloys. J. Mater. Process. Technol. 2009, 1, 605–610. [Google Scholar] [CrossRef]
- Zhang, A.; Li, Y. Effect of Fe addition on microstructure and properties of Al-3Ni alloys. J. Alloys Compd. 2025, 1010, 177922. [Google Scholar] [CrossRef]
- Liu, K.; Huang, X.; Yang, W.; Wang, P. Study of the thermal stability of the Al4SiC4 phase via experiments and thermodynamic assessment. J. Alloys Compd. 2024, 976, 172967. [Google Scholar] [CrossRef]
- Zhang, X.; Li, S.; Pan, B.; Pan, D.; Zhou, S.; Yang, S.; Jia, L.; Kondoh, K. A novel strengthening effect of in-situ nano Al2O3w on CNTs reinforced aluminum matrix nanocomposites and the matched strengthening mechanisms. J. Alloys Compd. 2018, 764, 279–288. [Google Scholar] [CrossRef]
- Vogt, R.; Zhang, Z.; Li, Y.; Bonds, M.; Browning, N.D.; Lavernia, E.J.; Schoenung, J.M. The absence of thermal expansion mismatch strengthening in nanostructured metal-matrix composites. Scr. Mater. 2009, 61, 1052–1055. [Google Scholar] [CrossRef]
- Konijnenberg, P.J.; Zaefferer, S.; Raabe, D. Assessment of geometrically necessary dislocation levels derived by 3D EBSD. Acta Mater. 2015, 99, 402–414. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample No. | Nominal Compositions (wt.%)/Actual Compositions (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Nickel-Plated CNTs | Si | Zn | Fe | Cu | Ni | Mn | Al | |
| #1 | 0 | 20/19.94 | 1.30/1.21 | 0.80/1.32 | 0.70/1.02 | 0.30/0.29 | 0.10/0.21 | 76.80/76.01 |
| #2 | 0.1 | 20/19.78 | 1.30/0.96 | 0.80/1.33 | 0.70/0.84 | 0.30/0.41 | 0.10/0.19 | 76.70/76.49 |
| #3 | 0.2 | 20/20.06 | 1.30/1.12 | 0.80/1.42 | 0.70/0.83 | 0.30/0.44 | 0.10/0.13 | 76.60/76.00 |
| #4 | 0.3 | 20/20.15 | 1.30/1.01 | 0.80/1.17 | 0.70/0.79 | 0.30/0.38 | 0.10/0.14 | 76.50/76.36 |
| #5 | 0.4 | 20/20.01 | 1.30/0.98 | 0.80/1.46 | 0.70/1.06 | 0.30/0.34 | 0.10/0.26 | 76.40/75.89 |
| Point | Al | Si | Fe | Ni | Zn | Cu | Possible Phase |
|---|---|---|---|---|---|---|---|
| A | 43.71 | 55.70 | 0.08 | 0.04 | 0.47 | \ | Eutectic Si |
| B | 65.99 | 9.70 | 23.00 | 0.77 | 0.54 | \ | α-Al8Fe2Si |
| C | 67.30 | 2.04 | 5.99 | 19.70 | 1.37 | 3.60 | Al9FeNi + Al3Ni |
| D | 65.15 | 13.65 | 19.10 | 1.62 | 0.47 | \ | β-Al5FeSi |
| E | 18.37 | 81.05 | 0.01 | 0.05 | 0.18 | 0.33 | Primary Si |
| F | 64.18 | 7.77 | 22.39 | 0.65 | 4.08 | 0.94 | α-Al8Fe2Si |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Ren, Y.; Tang, P.; Tan, J. Mechanism-Driven Strength–Conductivity Synergy in Hypereutectic Al-Si Alloys Reinforced with Interface-Engineered Ni-Coated CNTs. Materials 2025, 18, 3647. https://doi.org/10.3390/ma18153647
Yang X, Ren Y, Tang P, Tan J. Mechanism-Driven Strength–Conductivity Synergy in Hypereutectic Al-Si Alloys Reinforced with Interface-Engineered Ni-Coated CNTs. Materials. 2025; 18(15):3647. https://doi.org/10.3390/ma18153647
Chicago/Turabian StyleYang, Xuexuan, Yulong Ren, Peng Tang, and Jun Tan. 2025. "Mechanism-Driven Strength–Conductivity Synergy in Hypereutectic Al-Si Alloys Reinforced with Interface-Engineered Ni-Coated CNTs" Materials 18, no. 15: 3647. https://doi.org/10.3390/ma18153647
APA StyleYang, X., Ren, Y., Tang, P., & Tan, J. (2025). Mechanism-Driven Strength–Conductivity Synergy in Hypereutectic Al-Si Alloys Reinforced with Interface-Engineered Ni-Coated CNTs. Materials, 18(15), 3647. https://doi.org/10.3390/ma18153647