

Optimized Mortar Formulations for 3D Printing: A Rheological Study of Cementitious Pastes Incorporating Potassium-Rich Biomass Fly Ash Wastes

 ,
,  ,
,  , , and
, , and Highlights
- Potassium-rich biomass fly ash improves rheological behavior in cement pastes.
- APA enhances material flowability and printable consistency.
- Combined use of BFAK and APA increases thixotropy and yield stress.
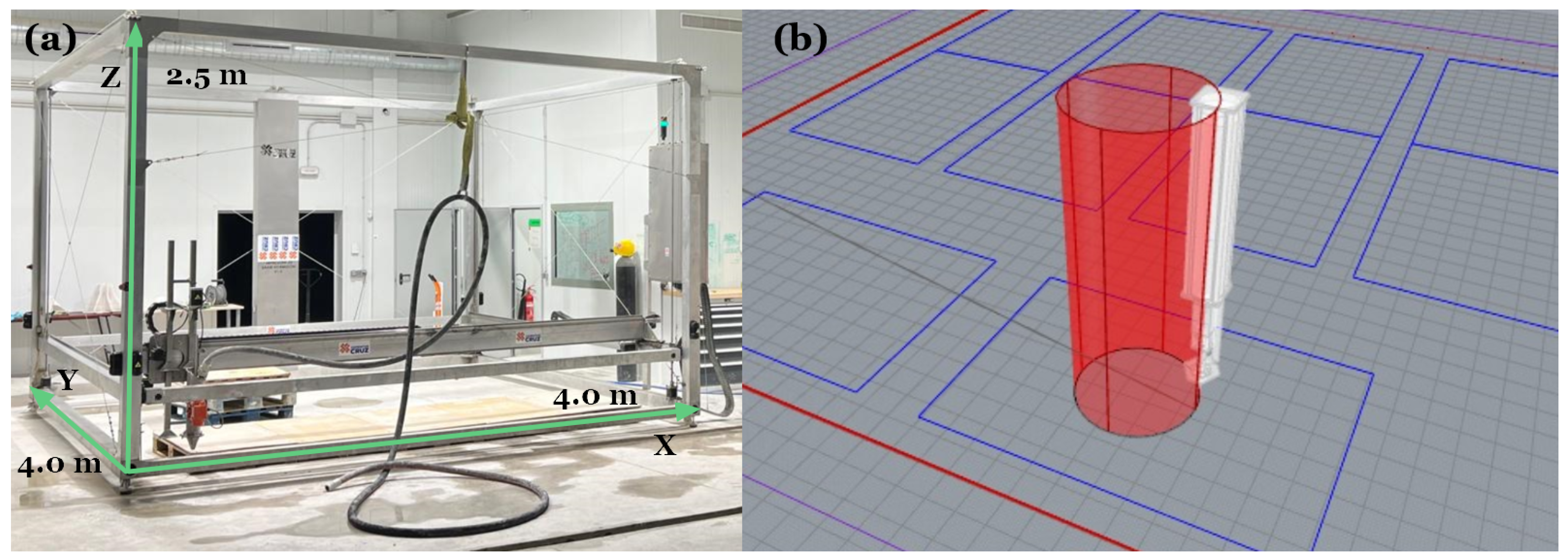
- Optimal formulations validated through 3D-printed calibration cylinders.
- Circular economy solution for waste valorization in digital construction.
Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.1.1. Description of Raw Materials
2.1.2. Physical and Chemical Characterization of Raw Materials
- X-ray fluorescence (XRF): The oxide compositions of WPC and BFAK were quantified using XRF. Raw materials were subjected to an initial conditioning process to ensure uniformity, which was confirmed prior to characterization. Table 1 summarizes the major oxides, accompanied by standard deviations to reflect the reproducibility of the measurements.
- Particle size distribution (PSD): Laser diffraction analyses were conducted using a Malvern Zetasizer Nano ZS under dry dispersion conditions. The cumulative volume curve (Figure 2a) shows that WPC exhibits a narrow, fine distribution (1–30 µm). In contrast, BFAK and APA display broader ranges, with bimodal distributions evident in the volume fraction curve (Figure 2b), characterized by fine particles (10 µm) and larger fractions (50–100 µm). The sand curve is also bimodal, with the dominant peak between 900 and 1000 µm.
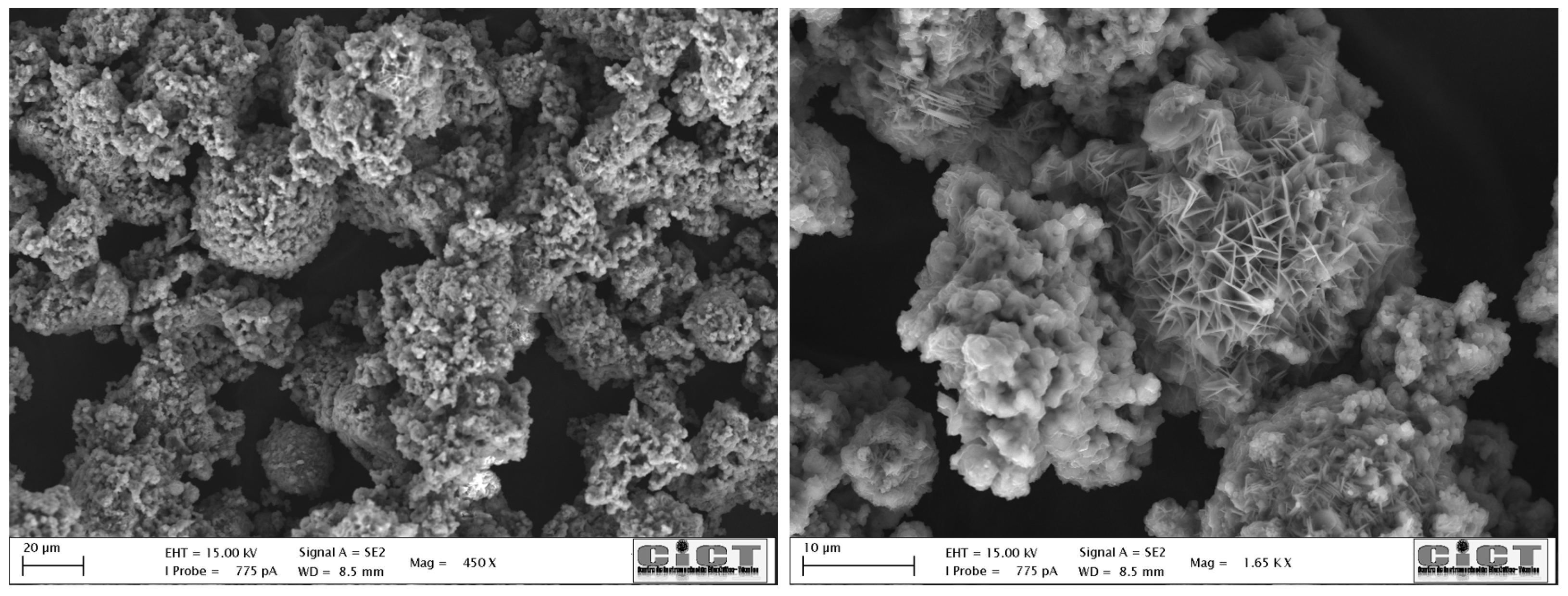
- Scanning electron microscopy (SEM): The microstructure of the biomass fly ash was studied using a JEAL SM 840 model (Akishima, Tokyo, Japan) assisted by energy dispersive X-ray spectroscopy (EDS). The sample was carbon-coated using a JEOL JFC 1100 sputter coating.
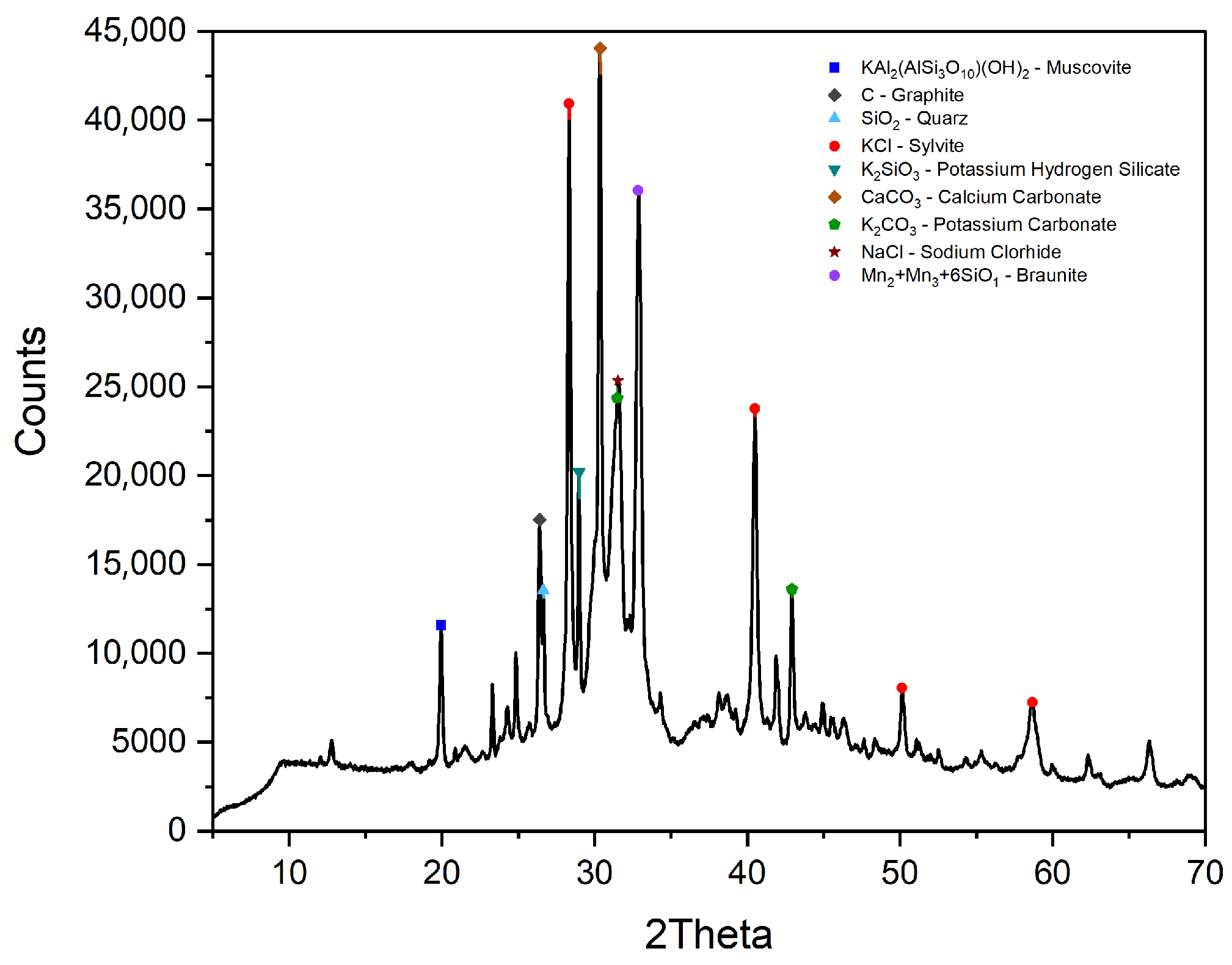
- X-ray diffraction (XRD): The mineralogical characterization of the samples was performed using X-ray diffraction (XRD), a Bruker D2 PHASER diffractometer (Bruker, Billerica, MA, USA), operating with Cu K radiation ( = 1.5406 Å) in –2 configuration. The scan was conducted over a 2 range of 5° to 70°, with a step size of 0.02° and a counting time of 2 s per step; the corresponding diffractogram is presented in Figure 3. Rietveld refinement was used; BFAK consists of approximately 64% amorphous phase. The crystalline phases identified included sylvite (KCl) and potassium carbonate (K2CO3). Quartz (SiO2), muscovite (KAl2(AlSi3O10)(OH)2), and calcium carbonate (CaCO3) were also detected.
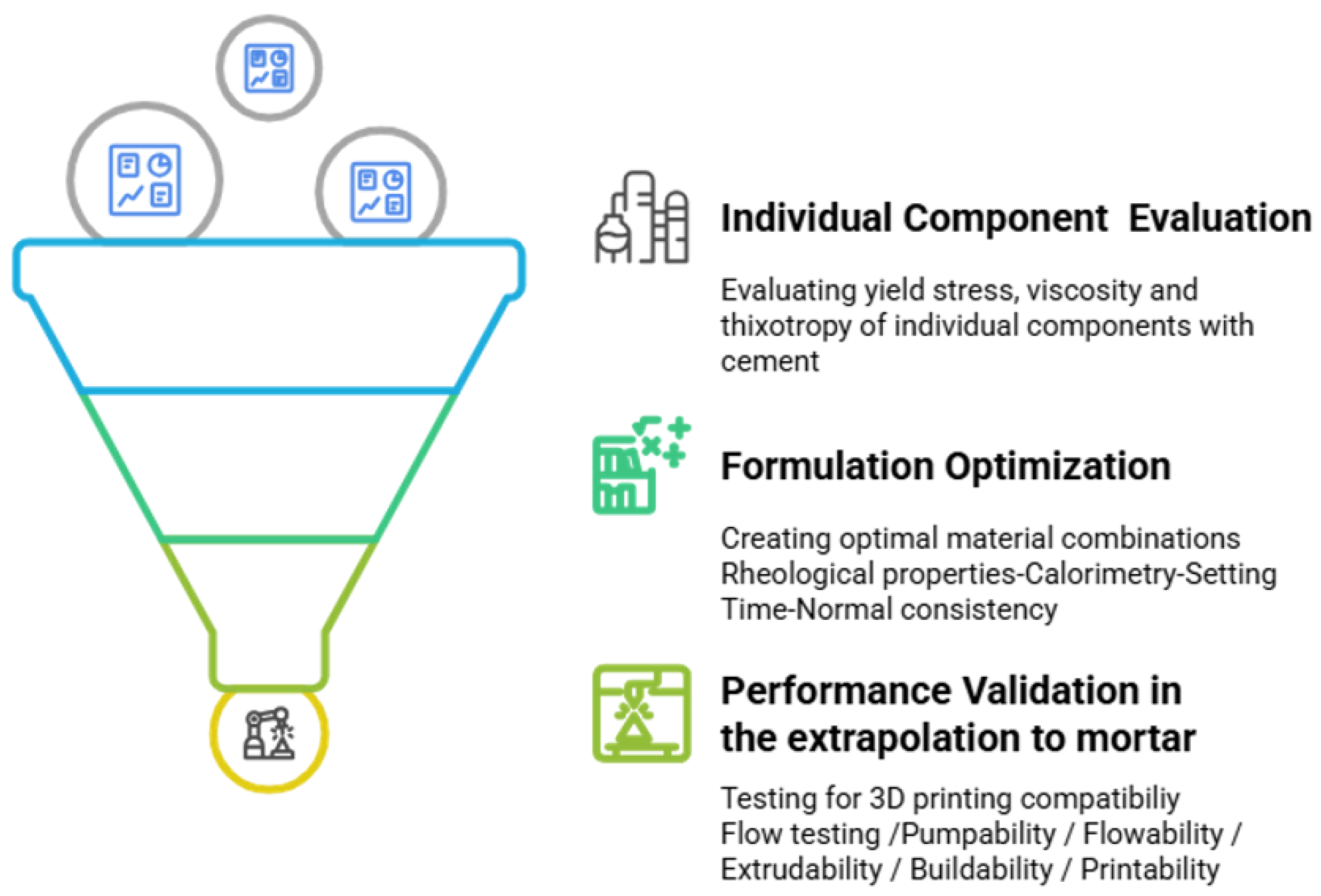
2.2. Conceptual Research Method
2.3. Paste Characterization
2.3.1. Paste Mix Formulations
2.3.2. Rheological Performance and Relevance for 3D Printing
2.3.3. Setting Time
2.3.4. Isothermal Calorimetry
2.4. Mortar Characterization
2.4.1. Mortar Mix Formulations
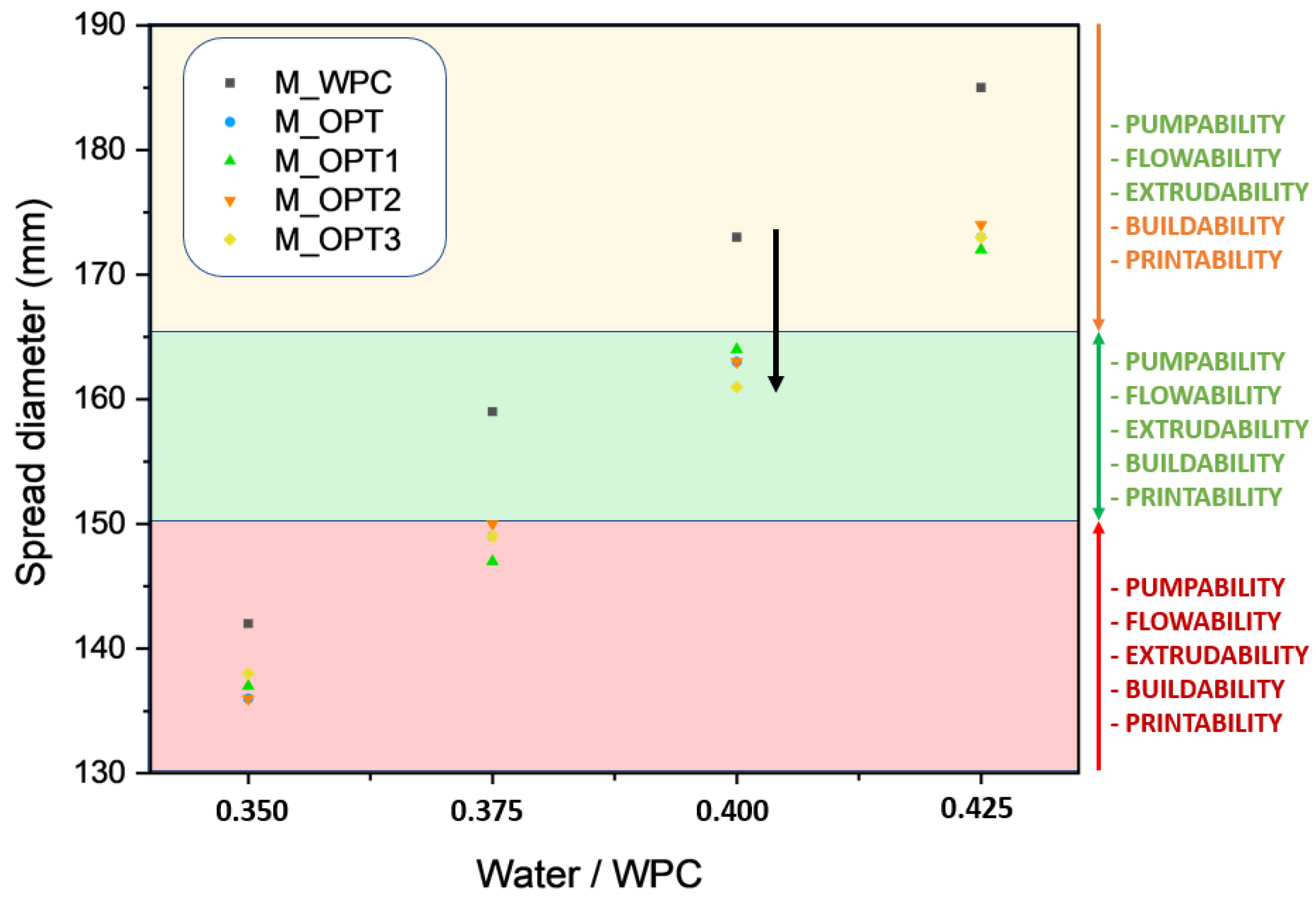
2.4.2. Flow Testing
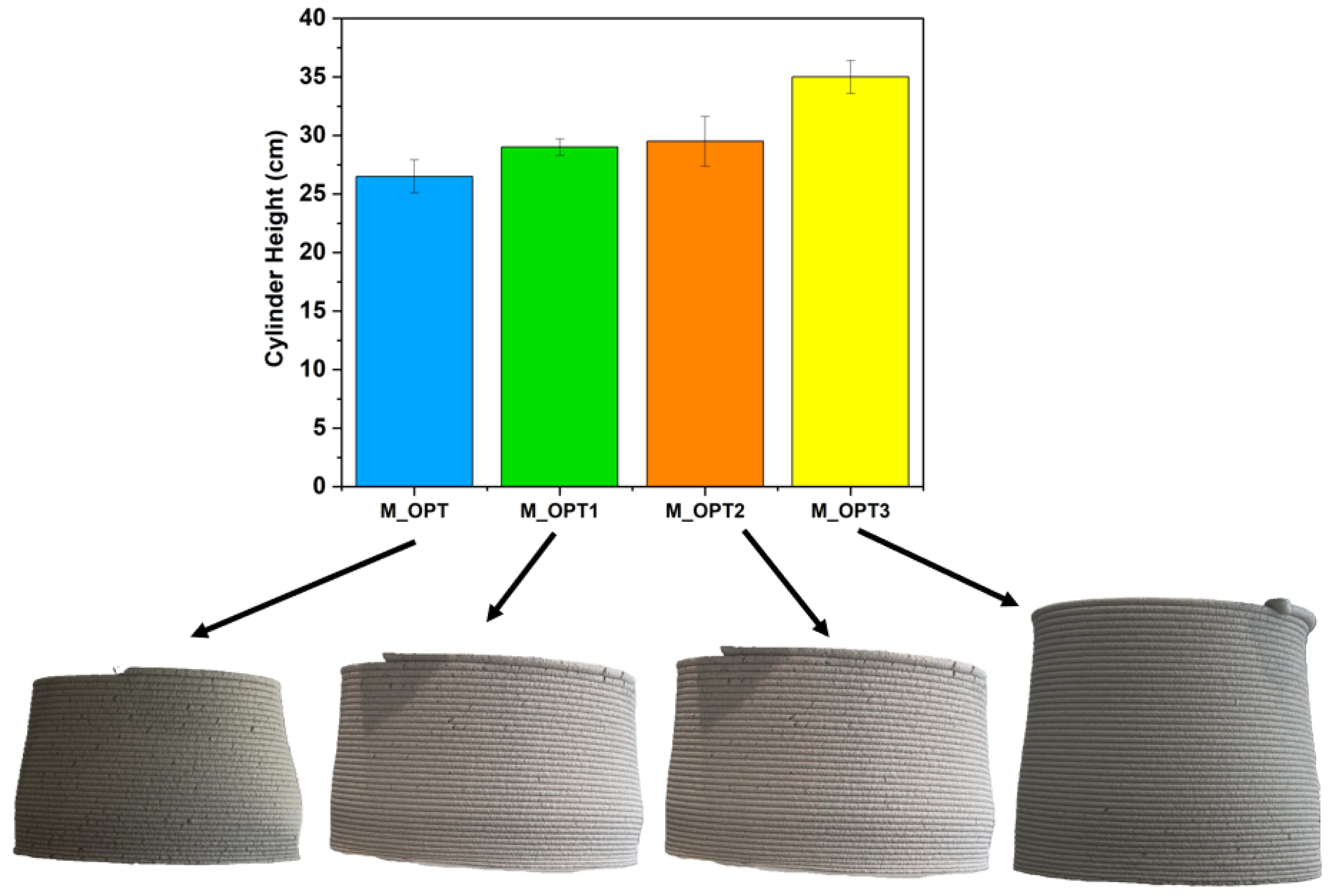
2.4.3. Calibration Cylinder Fabrication
3. Results and Discussion
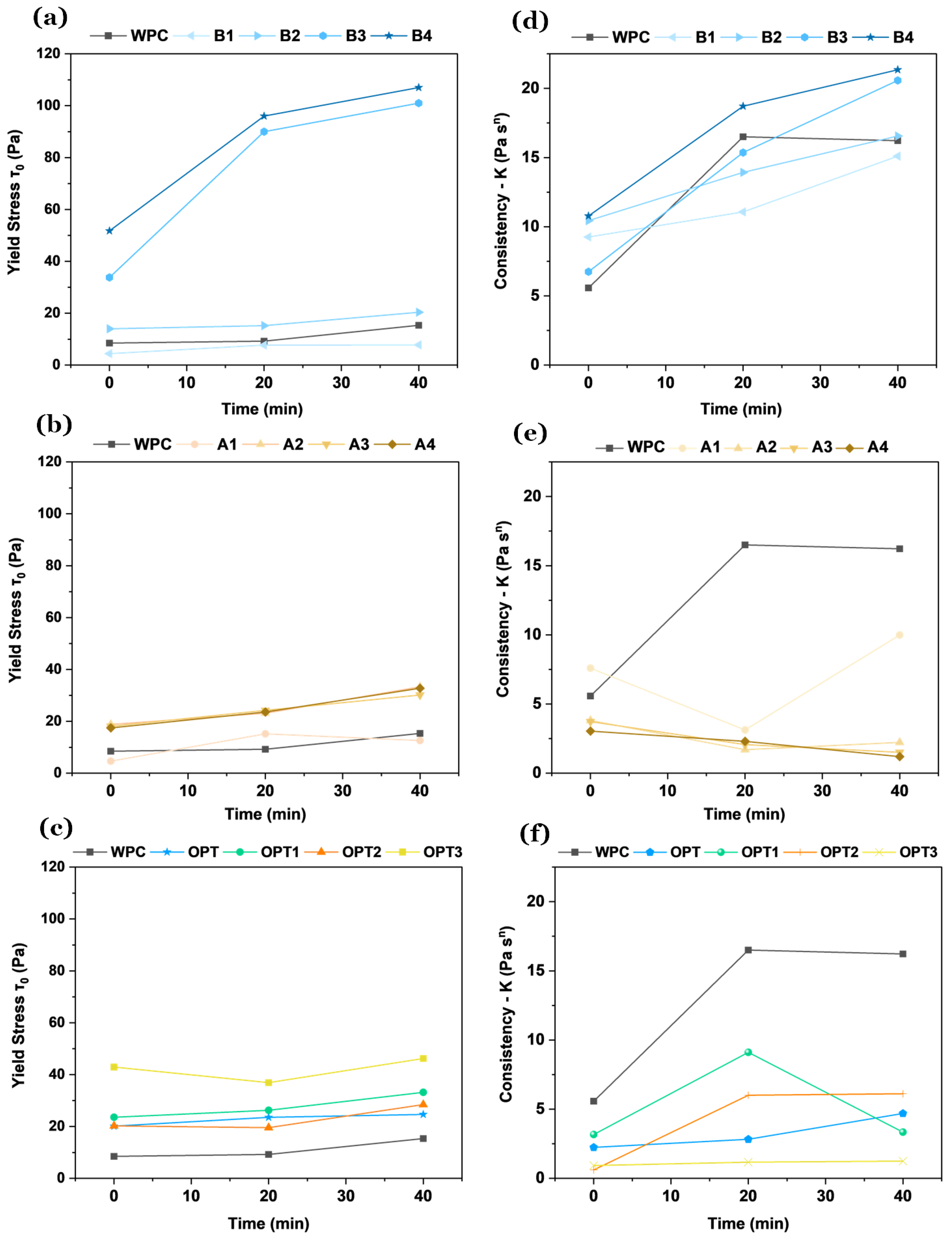
3.1. Rheology Behavior of Individual and Combined Additives in Cement Paste: Yield Stress and Consistency
3.1.1. Yield Stress and Consistency
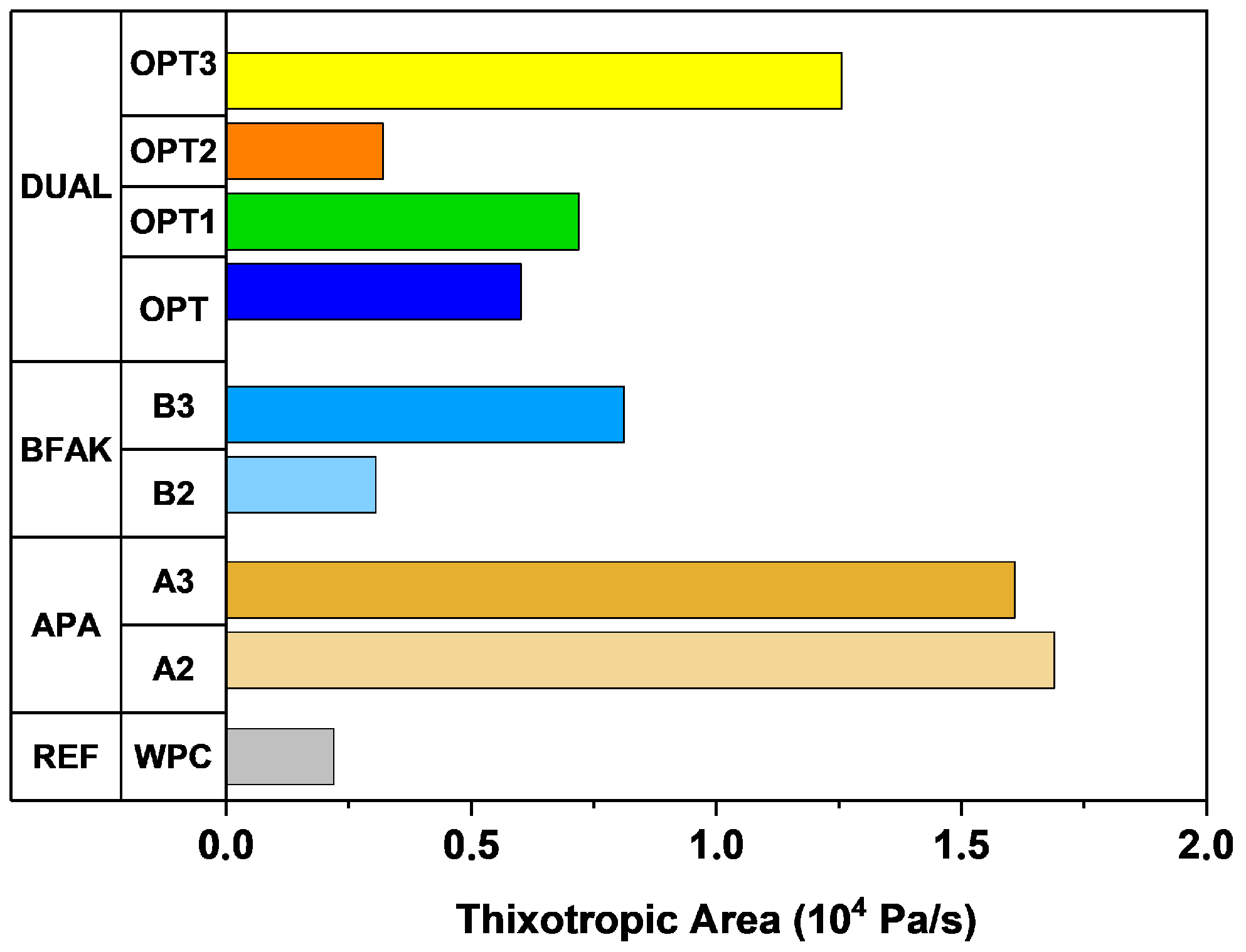
3.1.2. Pseudothixotropy and Structural Buildability
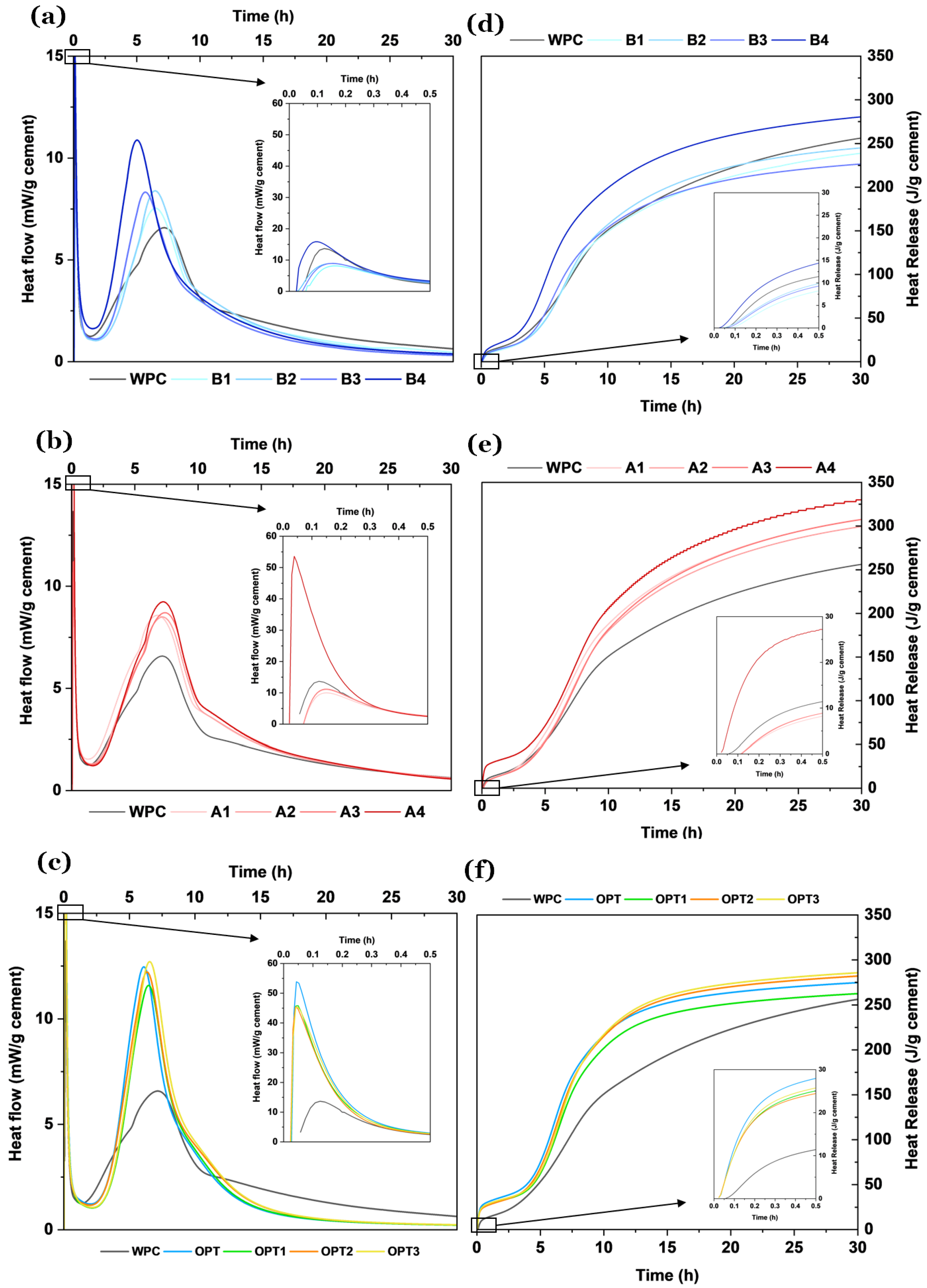
3.2. Setting Time and Hydration Kinetics of Cementitious System
3.3. Evaluation of Workability and Structural Performance of Mortar for 3D Printing
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bravo, M.; Silva, R.V.; Duarte, A.P. (Eds.) Recycled Aggregate Concrete and Alternative Binders for Sustainable Building Engineering (Second Volume); MDPI: Basel, Switzerland, 2024. [Google Scholar]
- Ahmad, M.R.; Fernàndez-Jimenez, A.; Chen, B.; Leng, Z.; Dai, J.G. Low-carbon cementitious materials: Scale-up potential, environmental impact and barriers. Constr. Build. Mater. 2024, 455, 139087. [Google Scholar] [CrossRef]
- Petek Gursel, A.; Masanet, E.; Horvath, A.; Stadel, A. Life-cycle inventory analysis of concrete production: A critical review. Cem. Concr. Compos. 2014, 51, 38–48. [Google Scholar] [CrossRef]
- Mohamad, N.; Muthusamy, K.; Embong, R.; Kusbiantoro, A.; Hashim, M.H. Environmental impact of cement production and Solutions: A review. Mater. Today Proc. 2022, 48, 741–746. [Google Scholar] [CrossRef]
- Buswell, R.; Leal de Silva, W.; Jones, S.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2015, 49, 1–8. [Google Scholar] [CrossRef]
- Zaneldin, E.; Elhassan, A.; Ahmed, W. Exploring the Role of Additive Manufacturing in Green Building Materials and Energy Technology. In Proceedings of the 9th International Conference on Civil Structural and Transportation Engineering (ICCSTE 2024), Toronto, ON, Canada, 13–15 June 2024; pp. 239-1–239-6. [Google Scholar] [CrossRef]
- Habibi, A.; Buswell, R.; Osmani, M.; Aziminezhad, M. Sustainability principles in 3D concrete printing: Analysing trends, classifying strategies, and future directions. J. Build. Eng. 2024, 98, 111354. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Yim, H.J.; Kim, J.H.; Shah, S.P. Cement particle flocculation and breakage monitoring under Couette flow. Cem. Concr. Res. 2013, 53, 36–43. [Google Scholar] [CrossRef]
- Vanhove, Y.; Dossa, J.G.; Page, J.; Djelal, C. Rheological benefits of biomass fly ash as filler replacement in cement-based materials. Case Stud. Constr. Mater. 2025, 22, e04133. [Google Scholar] [CrossRef]
- Roussel, N. A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- Zhang, C.; Nerella, V.N.; Krishna, A.; Wang, S.; Zhang, Y.; Mechtcherine, V.; Banthia, N. Mix design concepts for 3D printable concrete: A review. Cem. Concr. Compos. 2021, 122, 104155. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A review of 3D printed concrete: Performance requirements, testing measurements and mix design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- Lee, K.W.; Lee, H.J.; Choi, M.S. Correlation between thixotropic behavior and buildability for 3D concrete printing. Constr. Build. Mater. 2022, 347, 128498. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Liang, X.; Li, Z.; Dong, H.; Ye, G. A review on the characteristics of wood biomass fly ash and their influences on the valorization in cementitious materials. J. Build. Eng. 2024, 97, 110927. [Google Scholar] [CrossRef]
- Danish, A.; Karadag, O.; Bilir, T.; Ozbakkaloglu, T. Valorization of biomass ashes in the production of cementitious composites: A comprehensive review of properties and performance. Constr. Build. Mater. 2023, 405, 133244. [Google Scholar] [CrossRef]
- Salvo, M.; Rizzo, S.; Caldirola, M.; Novajra, G.; Canonico, F.; Bianchi, M.; Ferraris, M. Biomass ash as supplementary cementitious material (SCM). Adv. Appl. Ceram. 2015, 114, 3–10. [Google Scholar] [CrossRef]
- Yang, L.; Xu, W.Y.; Ji, Y.C.; Liu, X.; Li, C.; Wu, Y.X. Research on the properties and mechanisms of activated straw biomass ash composite cement from multiple-angle approach. Constr. Build. Mater. 2025, 480, 141500. [Google Scholar] [CrossRef]
- Instituto Para la Diversificación y Ahorro de la Energía (IDAE). Informe Anual Sobre Biomasa en España; Instituto Para la Diversificación y Ahorro de la Energía (IDAE): Madrid, Spain, 2023; Available online: https://www.idae.es (accessed on 20 April 2025).
- Shakouri, M.; Exstrom, C.L.; Ramanathan, S.; Suraneni, P. Hydration, strength, and durability of cementitious materials incorporating untreated corn cob ash. Constr. Build. Mater. 2020, 243, 118171. [Google Scholar] [CrossRef]
- Chen, J.; Jia, J.; Zhu, M. Understanding the effect of alkali content on hydration, hardening, and performance of Portland cement—A comprehensive review. Mater. Today Commun. 2024, 40, 109728. [Google Scholar] [CrossRef]
- UNE-EN 197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. European Committee for Standardization: Brussels, Belgium, 2011.
- Şahin, H.G.; Öznur Biricik, A.; Eser, M.; Mardani, A.; Bilgin, M. Research on modeling the thixotropic properties of cementitious systems using regression methods in machine learning. Constr. Build. Mater. 2024, 411, 134633. [Google Scholar] [CrossRef]
- UNE-EN 196-3:2017; Methods of Testing Cement—Part 3: Determination of Setting Times and Soundness. European Committee for Standardization: Brussels, Belgium, 2017.
- Pang, X. The effect of water-to-cement ratio on the hydration kinetics of Portland cement at different temperatures. In Proceedings of the 14th International Congress on Cement Chemistry, Beijing, China, 13–16 October 2015; Volume 10. [Google Scholar] [CrossRef]
- Lafhaj, Z.; Rabenantoandro, A.Z.; el Moussaoui, S.; Dakhli, Z.; Youssef, N. Experimental Approach for Printability Assessment: Toward a Practical Decision-Making Framework of Printability for Cementitious Materials. Buildings 2019, 9, 245. [Google Scholar] [CrossRef]
- Cuenca, J.; Rodríguez, J.; Martín-Morales, M.; Sánchez-Roldán, Z.; Zamorano, M. Effects of olive residue biomass fly ash as filler in self-compacting concrete. Constr. Build. Mater. 2013, 40, 702–709. [Google Scholar] [CrossRef]
- Cruz, I.D.L.; Vázquez, T.; Fernández-Peña, O. Sulfatos en el cemento Portland y su incidencia sobre el falso fraguado: Estado actual del conocimiento. Mater. Constr. 1983, 192, 43–55. [Google Scholar] [CrossRef]
- Zhu, Z.; Xu, X.; Liu, R.; Liu, P.; Tang, H.; Gong, Y.; Zhang, C.; Li, X.; Liu, Y.; Bai, J.; et al. Feasibility study of highly alkaline biomass ash to activate alkali-activated grouts. Constr. Build. Mater. 2023, 393, 132067. [Google Scholar] [CrossRef]
- Moraes, M.J.B.d. Valorization of Bamboo Leaf Ash in Biocomposites for Fibercement and 3D Printing. Ph.D. Thesis, Unidade da USP, São Paulo, SP, Brazil, 2024. [Google Scholar] [CrossRef]
- Liu, W.; Du, H.; Yi, P.; Li, Y.; Luo, Y.; Chen, Q.; Xing, F. The early hydration and rheological characteristics of cement paste containing co-combustion fly ash. J. Build. Eng. 2023, 78, 107736. [Google Scholar] [CrossRef]
- Skevi, L.; Baki, V.A.; Feng, Y.; Valderrabano, M.; Ke, X. Biomass Bottom Ash as Supplementary Cementitious Material: The Effect of Mechanochemical Pre-Treatment and Mineral Carbonation. Materials 2022, 15, 8357. [Google Scholar] [CrossRef]
- Rocha, C.; Cordeiro, G.; Toledo Filho, R. Influence of sodium and potassium chlorides on the hydration kinetics and its impact on the strength of oil well cement pastes. In Proceedings of the 14th International Congress on the Chemistry of Cement (ICCC 2015), Beijing, China, 13–16 October 2016. [Google Scholar]
- Kaminskas, R.; Cesnauskas, V. Influence of activated biomass fly ash on portland cement hydration. Ceram. Silik. 2014, 58, 260–268. [Google Scholar]
- Carević, I.; Štirmer, N.; Serdar, M.; Ukrainczyk, N. Effect of wood biomass ash storage on the properties of cement composites. Materials 2021, 14, 1632. [Google Scholar] [CrossRef] [PubMed]
- Fořt, J.; Šál, J.; Ševčík, R.; Doleželová, M.; Keppert, M.; Jerman, M.; Záleská, M.; Stehel, V.; Černý, R. Biomass fly ash as an alternative to coal fly ash in blended cements: Functional aspects. Constr. Build. Mater. 2021, 271, 121544. [Google Scholar] [CrossRef]
- Cheung, J.; Jeknavorian, A.; Roberts, L.; Silva, D. Impact of admixtures on the hydration kinetics of Portland cement. Cem. Concr. Res. 2011, 41, 1289–1309. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Cai, L.; Chen, F.; Xie, D.; Ye, K. Time-varying work performance of cementitious 3D printing mortar: Effect of SAC, H-PC and HPMC. Case Stud. Constr. Mater. 2025, 22, e04809. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Oxide Content (%wt) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Na2O | K2O | TiO2 | P2O5 | Cl | LOI | Total | |
| WPC | 22.5 | 5.2 | 0.3 | 66.5 | 0.9 | 2.5 | 0.1 | 0.1 | – | – | 0.1 | 1.5 | 99.7 |
| BFAK | 15.7 | 2.9 | 1.5% | 6.8 | 3.4 | 5.1 | 0.7 | 45.2 | 0.2 | 3.7 | 4.4 | 9.6 | 99.2 |
| Mixture | WPC (g) | Additives (g/100 g WPC) | |
|---|---|---|---|
| APA | BFAK | ||
| WPC | 100.0 | 0.0 | 0.0 |
| A1 | 100.0 | 0.5 | 0.0 |
| A2 | 100.0 | 1.0 | 0.0 |
| A3 | 100.0 | 1.5 | 0.0 |
| A4 | 100.0 | 2.0 | 0.0 |
| B1 | 100.0 | 0.0 | 1.0 |
| B2 | 100.0 | 0.0 | 2.0 |
| B3 | 100.0 | 0.0 | 3.0 |
| B4 | 100.0 | 0.0 | 4.0 |
| OPT | 100.0 | 1.0 | 3.0 |
| OPT1 | 100.0 | 1.5 | 3.0 |
| OPT2 | 100.0 | 1.0 | 2.0 |
| OPT3 | 100.0 | 1.5 | 2.0 |
| Mixture | WPC (%wt) | LS (%wt) | Additives (g/100 g WPC) | |
|---|---|---|---|---|
| APA | BFAK | |||
| M_WPC | 62.5 | 37.5 | 0.0 | 0.0 |
| M_OPT | 62.5 | 37.5 | 1.0 | 3.0 |
| M_OPT1 | 62.5 | 37.5 | 1.5 | 3.0 |
| M_OPT2 | 62.5 | 37.5 | 1.0 | 2.0 |
| M_OPT3 | 62.5 | 37.5 | 1.5 | 2.0 |
| Mixture | Normal Consistency w/c (%wt) | Setting Time (min) | |
|---|---|---|---|
| Initial | Final | ||
| WPC_NC | 30.5 | 87.0 | 175.0 |
| OPT_NC | 29.5 | 125.0 | 305.0 |
| OPT1_NC | 28.5 | 116.0 | 277.0 |
| OPT2_NC | 29.5 | 164.0 | 319.0 |
| OPT3 _NC | 28.8 | 156.0 | 304.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vico Lujano, R.; Pérez Villarejo, L.; Novais, R.M.; Torrano, P.H.; Rodrigues Neto, J.B.; Labrincha, J.A. Optimized Mortar Formulations for 3D Printing: A Rheological Study of Cementitious Pastes Incorporating Potassium-Rich Biomass Fly Ash Wastes. Materials 2025, 18, 3564. https://doi.org/10.3390/ma18153564
Vico Lujano R, Pérez Villarejo L, Novais RM, Torrano PH, Rodrigues Neto JB, Labrincha JA. Optimized Mortar Formulations for 3D Printing: A Rheological Study of Cementitious Pastes Incorporating Potassium-Rich Biomass Fly Ash Wastes. Materials. 2025; 18(15):3564. https://doi.org/10.3390/ma18153564
Chicago/Turabian StyleVico Lujano, Raúl, Luis Pérez Villarejo, Rui Miguel Novais, Pilar Hidalgo Torrano, João Batista Rodrigues Neto, and João A. Labrincha. 2025. "Optimized Mortar Formulations for 3D Printing: A Rheological Study of Cementitious Pastes Incorporating Potassium-Rich Biomass Fly Ash Wastes" Materials 18, no. 15: 3564. https://doi.org/10.3390/ma18153564
APA StyleVico Lujano, R., Pérez Villarejo, L., Novais, R. M., Torrano, P. H., Rodrigues Neto, J. B., & Labrincha, J. A. (2025). Optimized Mortar Formulations for 3D Printing: A Rheological Study of Cementitious Pastes Incorporating Potassium-Rich Biomass Fly Ash Wastes. Materials, 18(15), 3564. https://doi.org/10.3390/ma18153564