
Conceptual Design of a Hybrid Composite to Metal Joint for Naval Vessels Applications

 ,
,  , , ,
, , ,
Abstract
1. Introduction
- Load-bearing capacity,
- Energy absorption before and after peak load
- Joint stiffness,
- Failure mechanisms, and
- Influence of the overlap length.
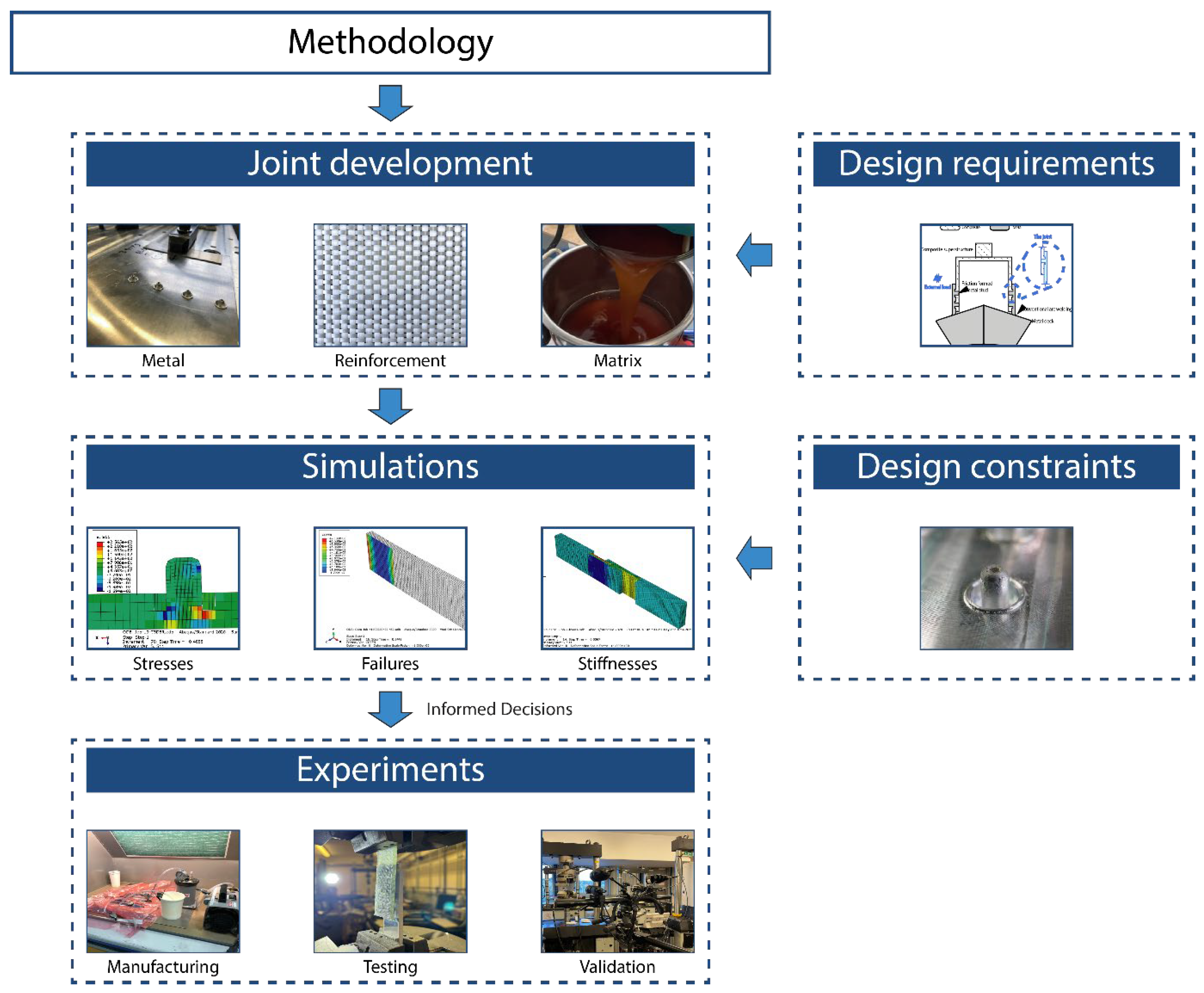
2. Methodology
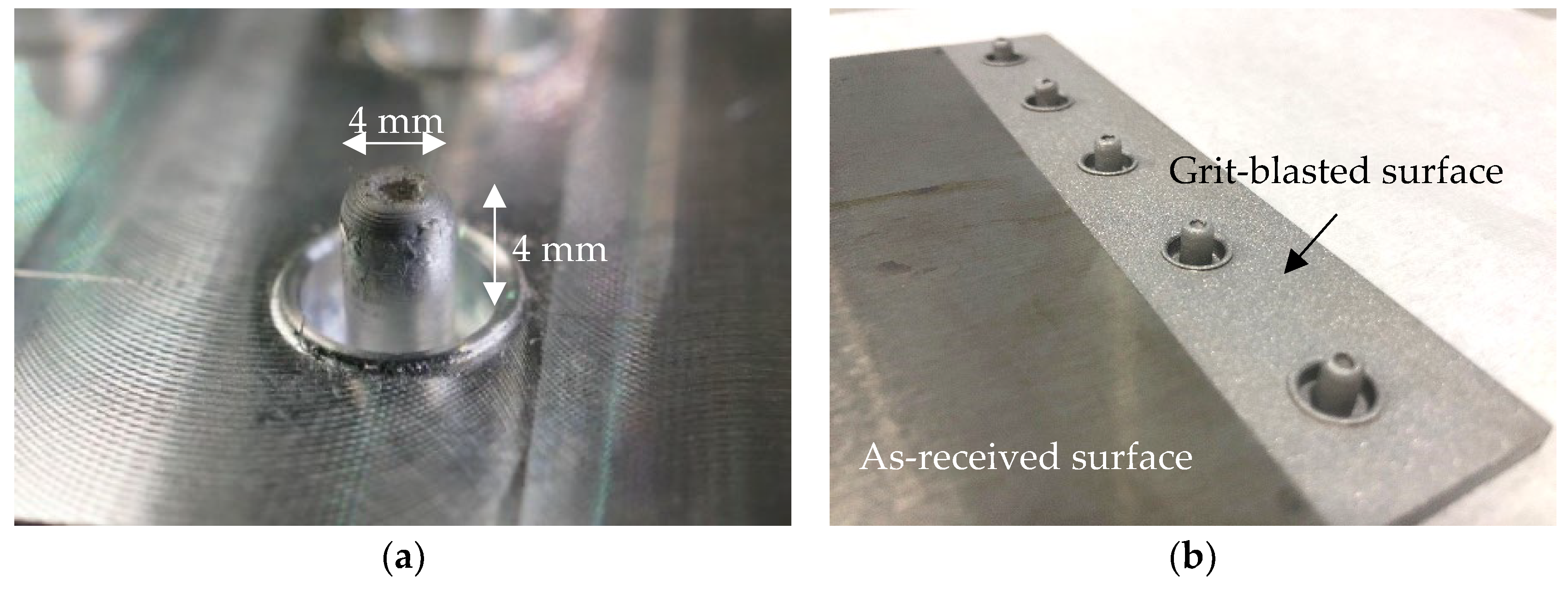
2.1. Conceptual Design
- Material compatibility with marine environments
- The joint design should satisfy the lightweight requirements—minimising weight and avoiding the use of mechanical fasteners, which will also satisfy the aesthetics requirements.
- The principal load is shear, originating from the composite superstructure weight.
- Strength requirements: The novel design must not be overperformed by the available alternatives.
- Joint manufacturing is suitable for naval vessels.
- Compliance with standards: The joint design should comply with relevant industry standards, naval specifications, and regulatory requirements.
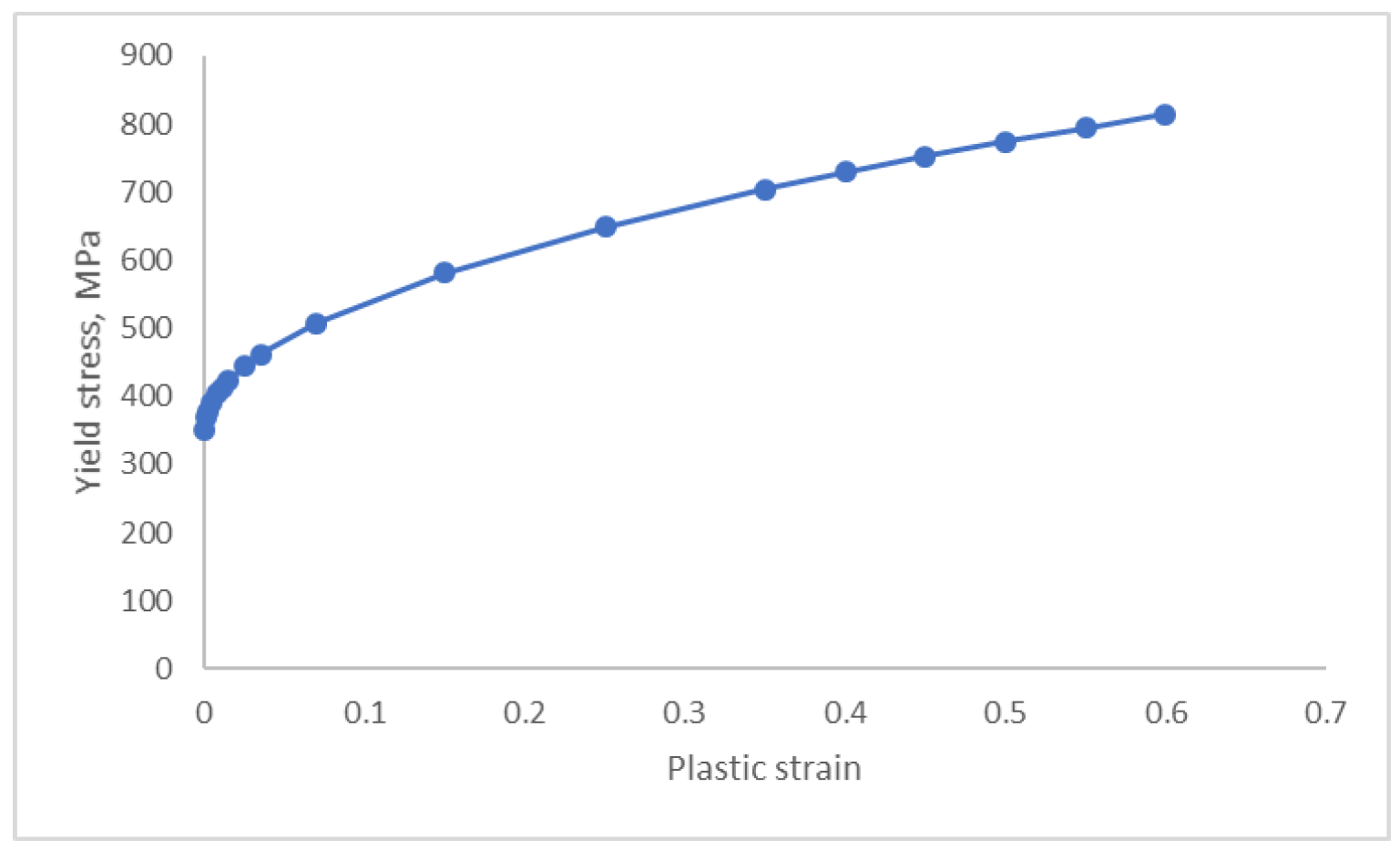
2.2. Finite Element Models Development
2.3. Experimental Programme
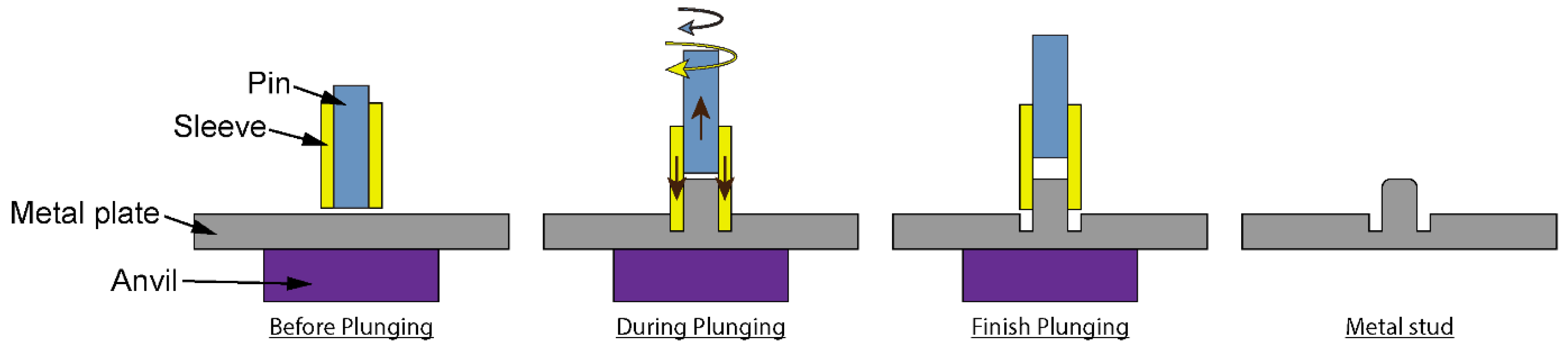
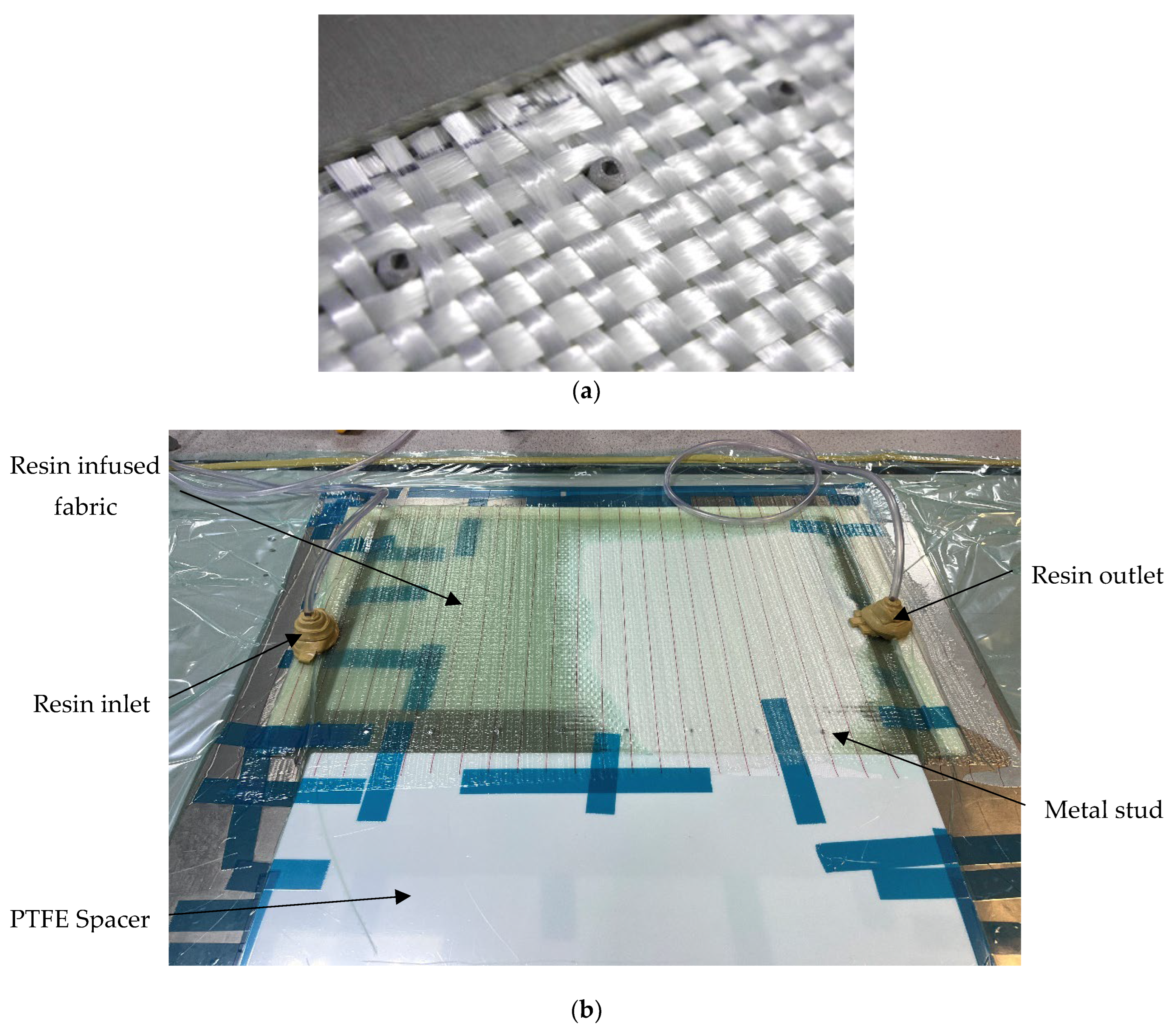
Manufacturing of the Samples
3. Results and Discussion
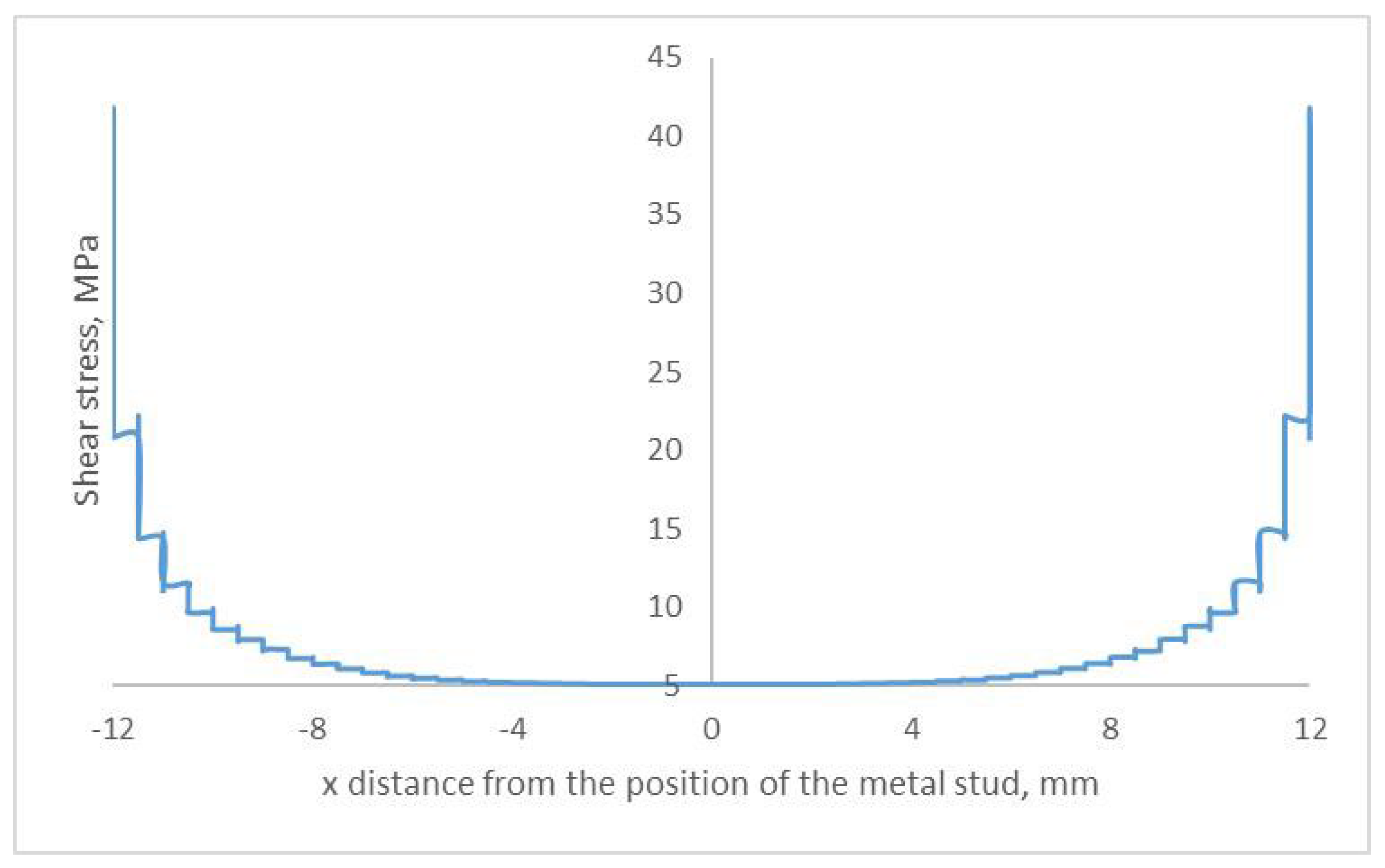
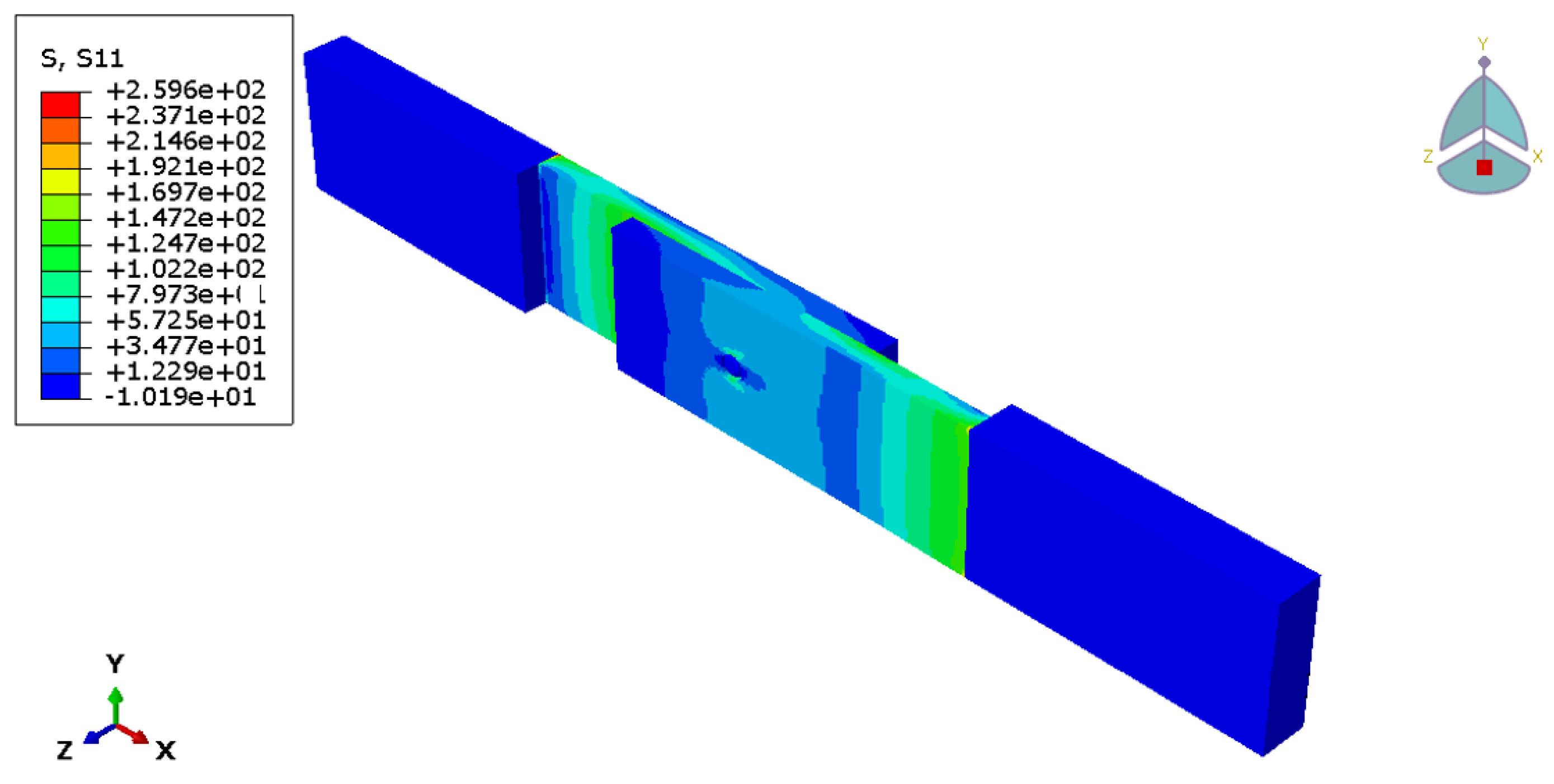
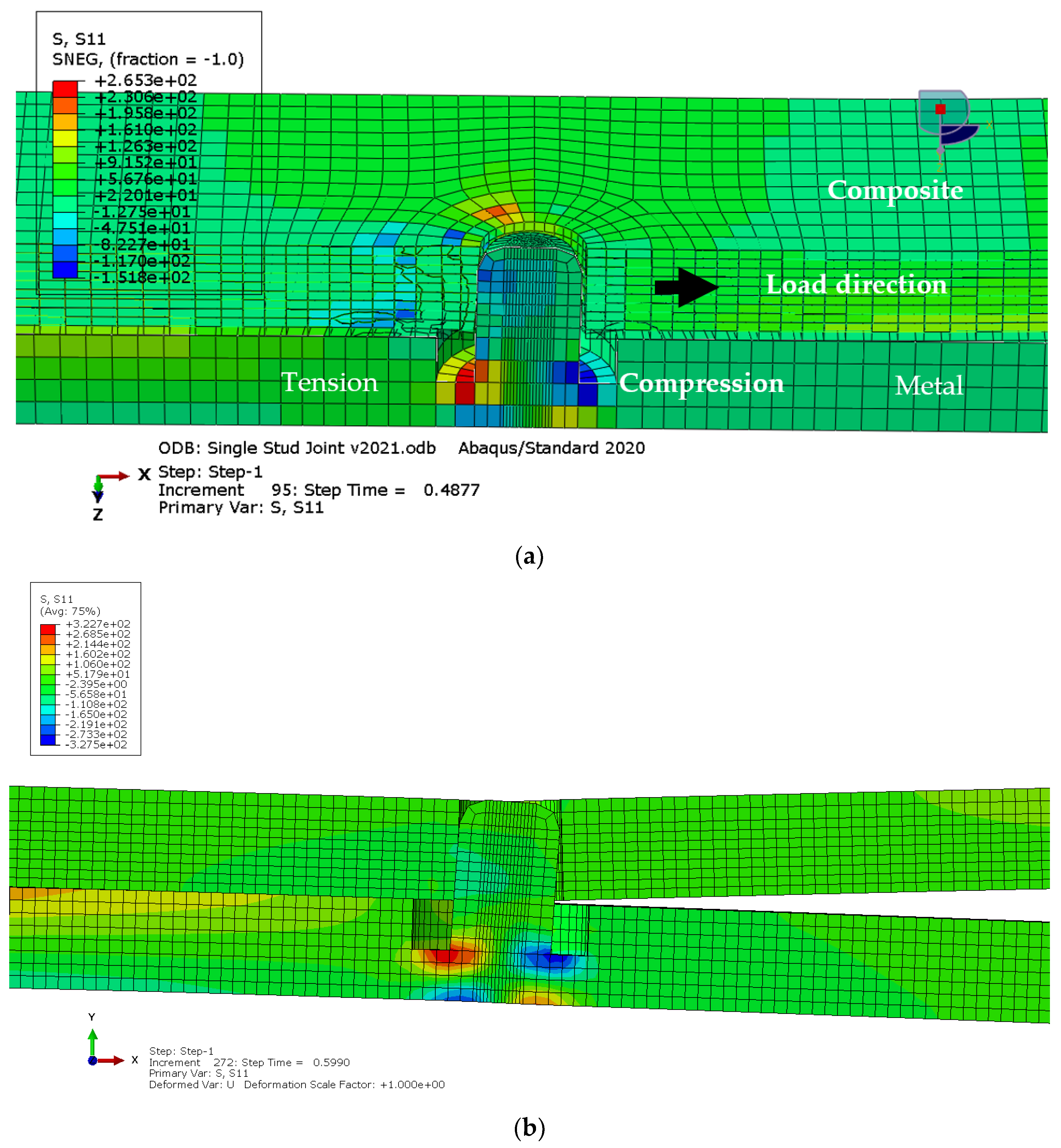
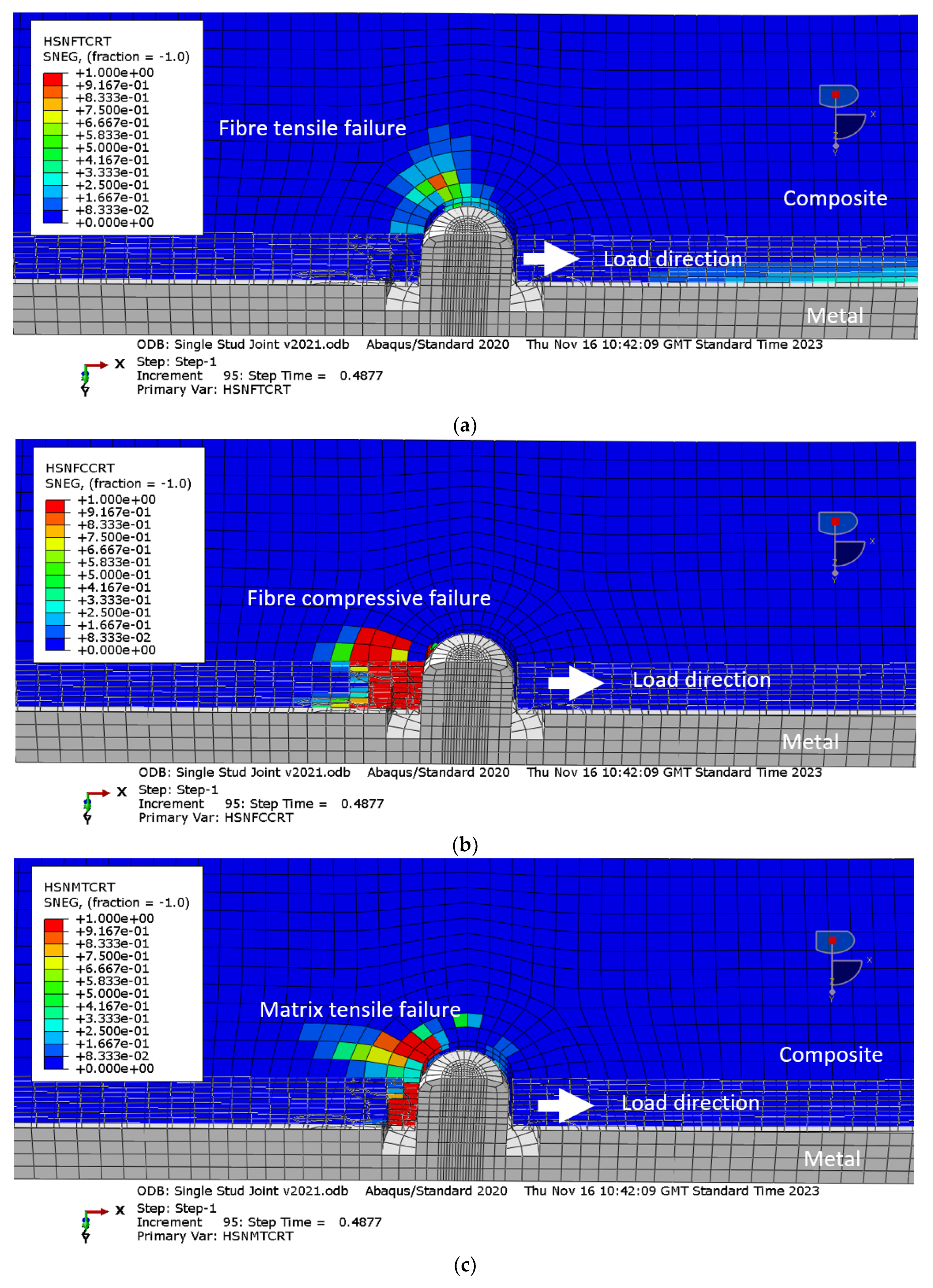
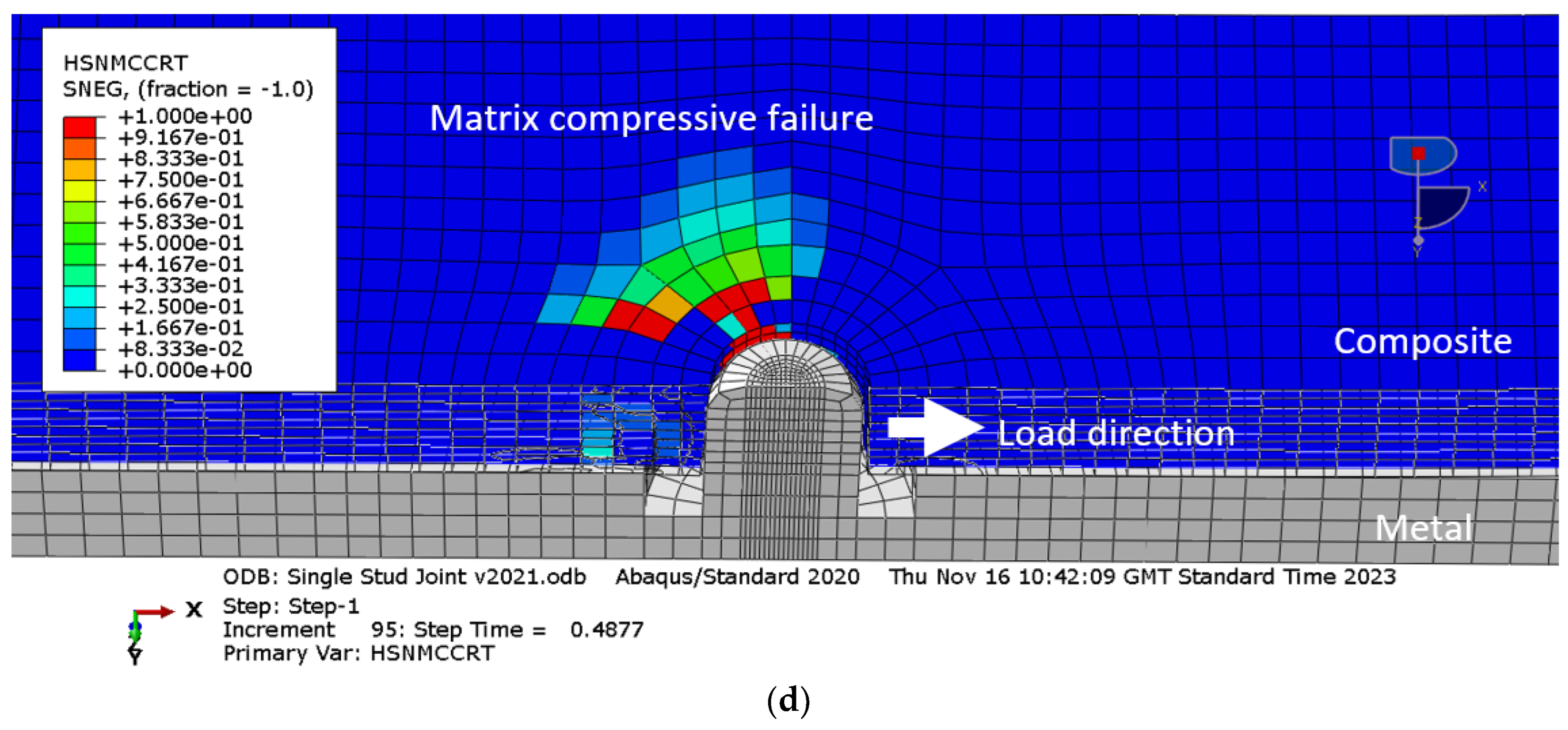
3.1. Simulation Results
3.2. Experimental Results
- Load-bearing capacity defined as the maximum force sustained before failure, as a critical property;
- Load-displacement curve and its main features, including yielding and post maximum behaviour;
- Fracture energy required for opening a new surface, determined by the area under the load-displacement curves;
- Failure modes in terms of dominant damage mechanisms;
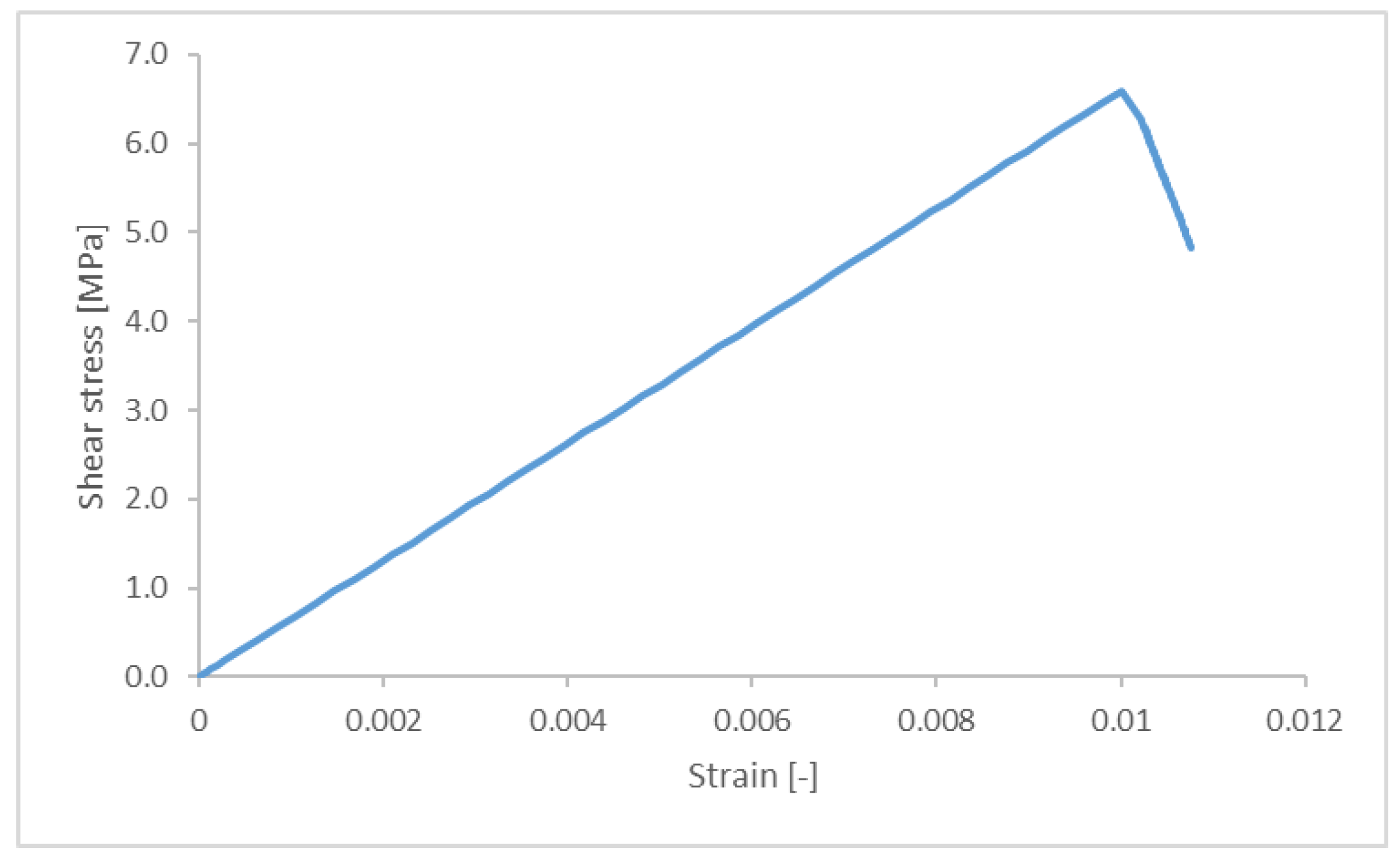
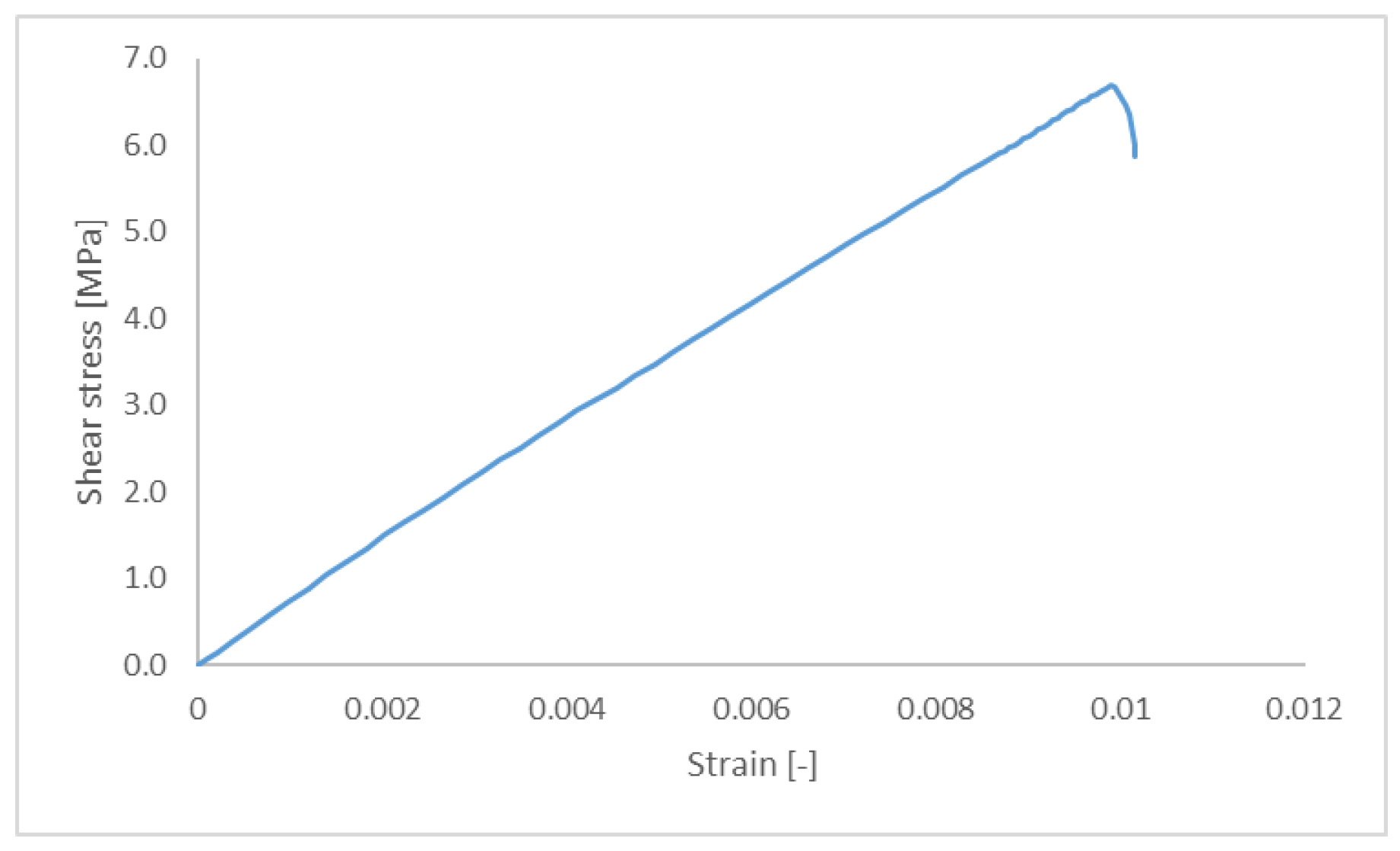
- Stiffness, determined as a slope of the stress−strain curve in the elastic region, between strains of 0.05% and 0.25%;
- Stress distribution and stress concentrations, as a potential location for crack initiation or failure;
- Failure in the bonding area, determined by relative displacement in the out-of-plane direction of the two adherends;
- Sliding distance, as a relative axial displacement between the adherents, determined by the relative displacement of the two adherends.
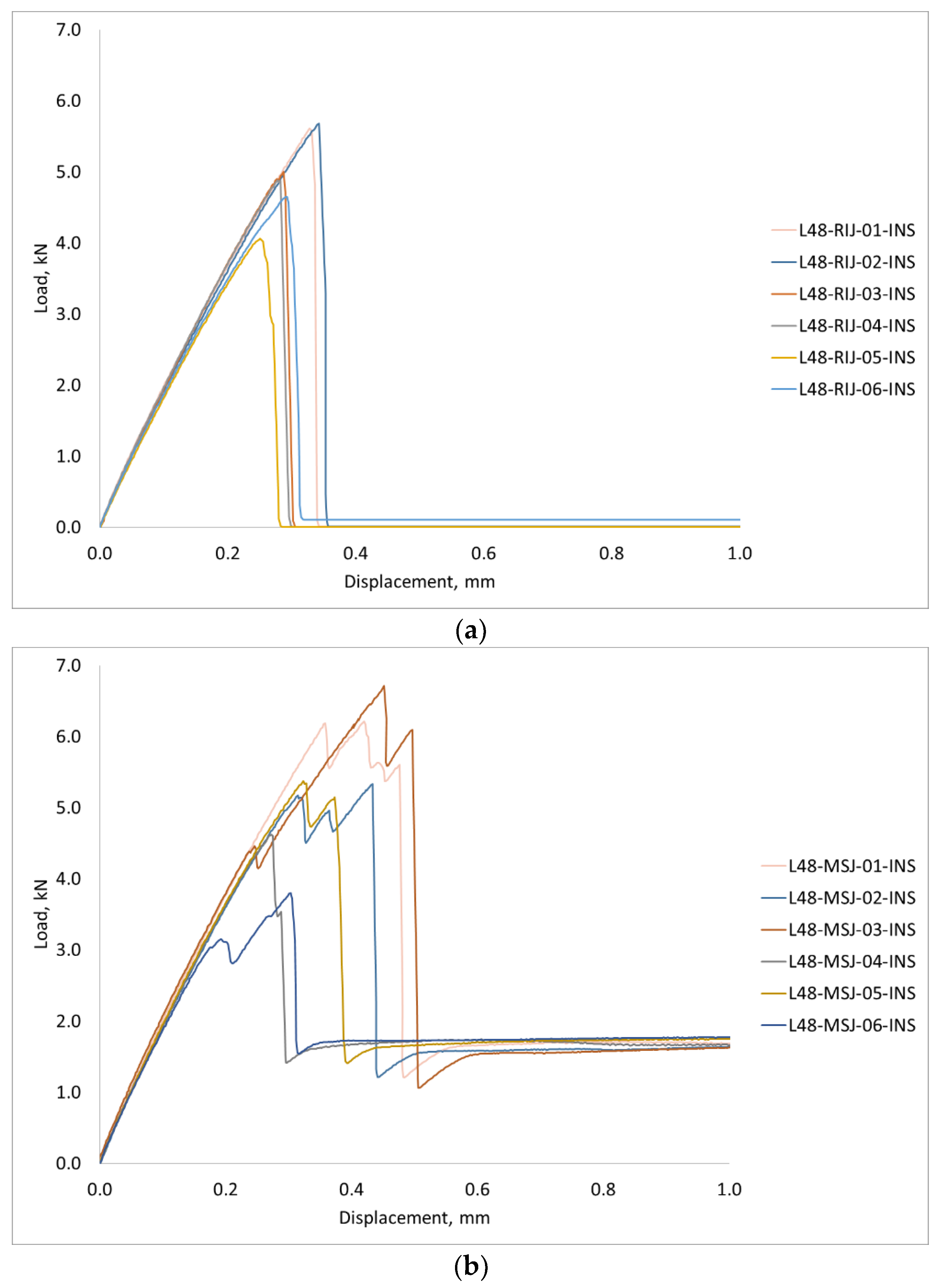
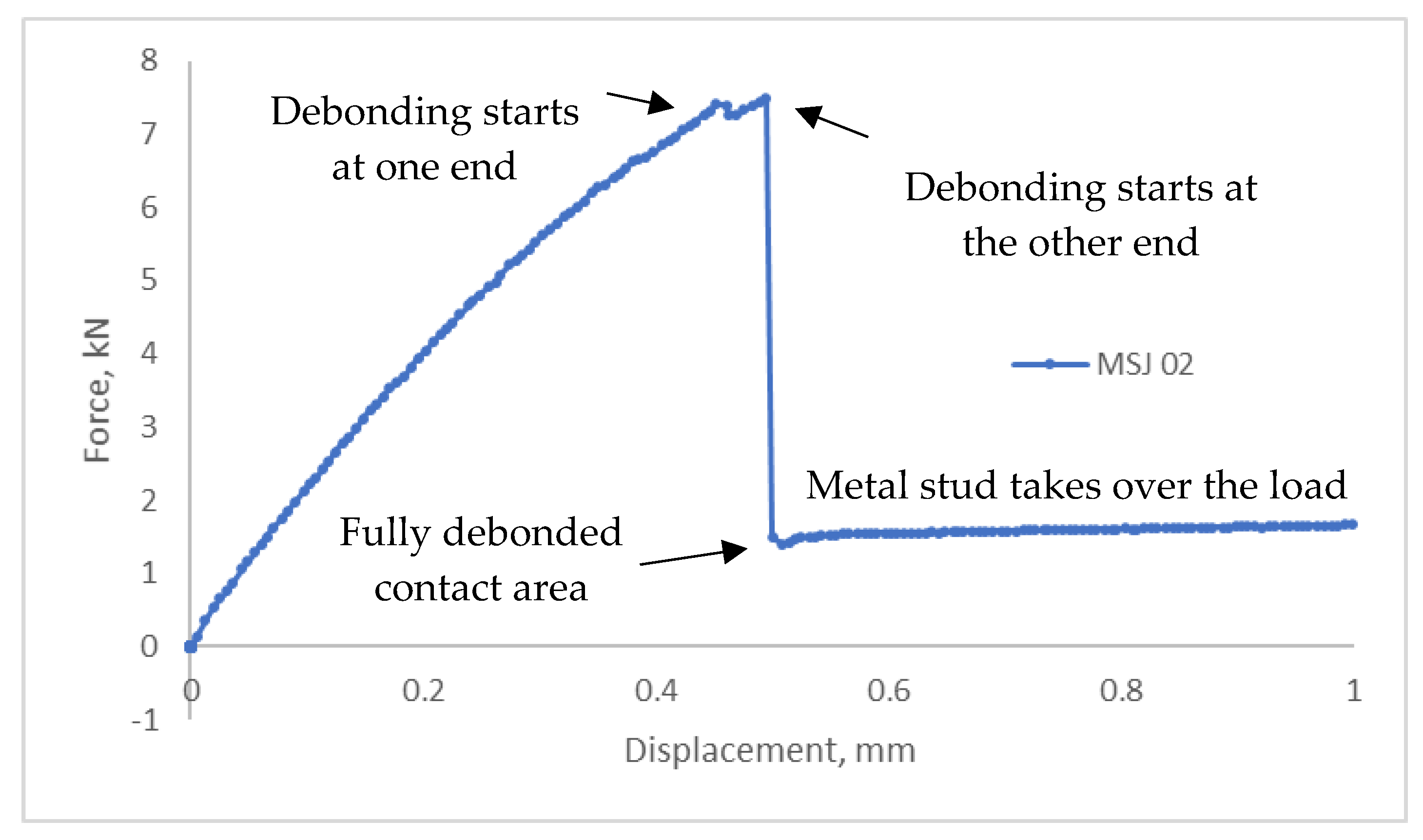
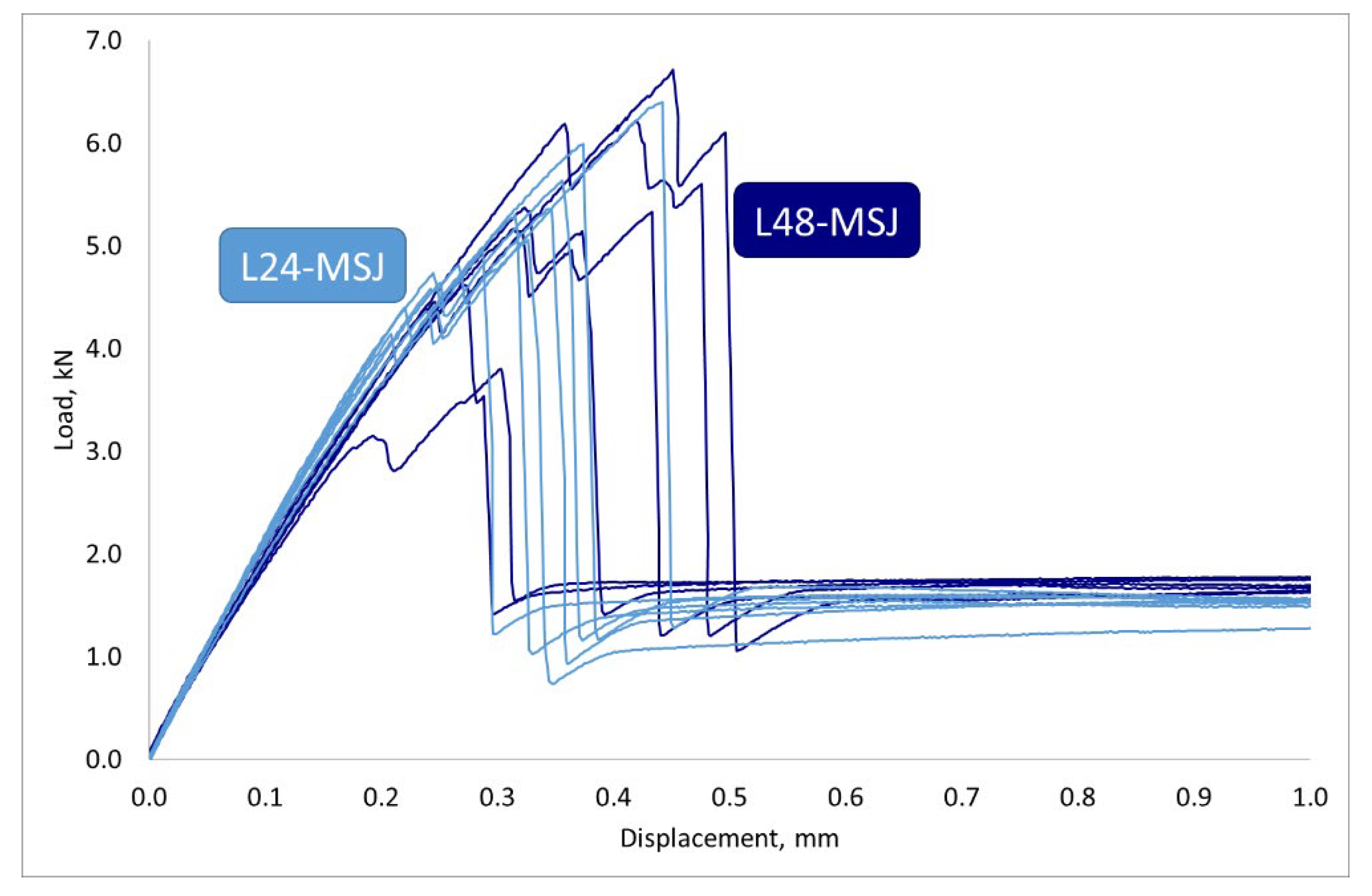
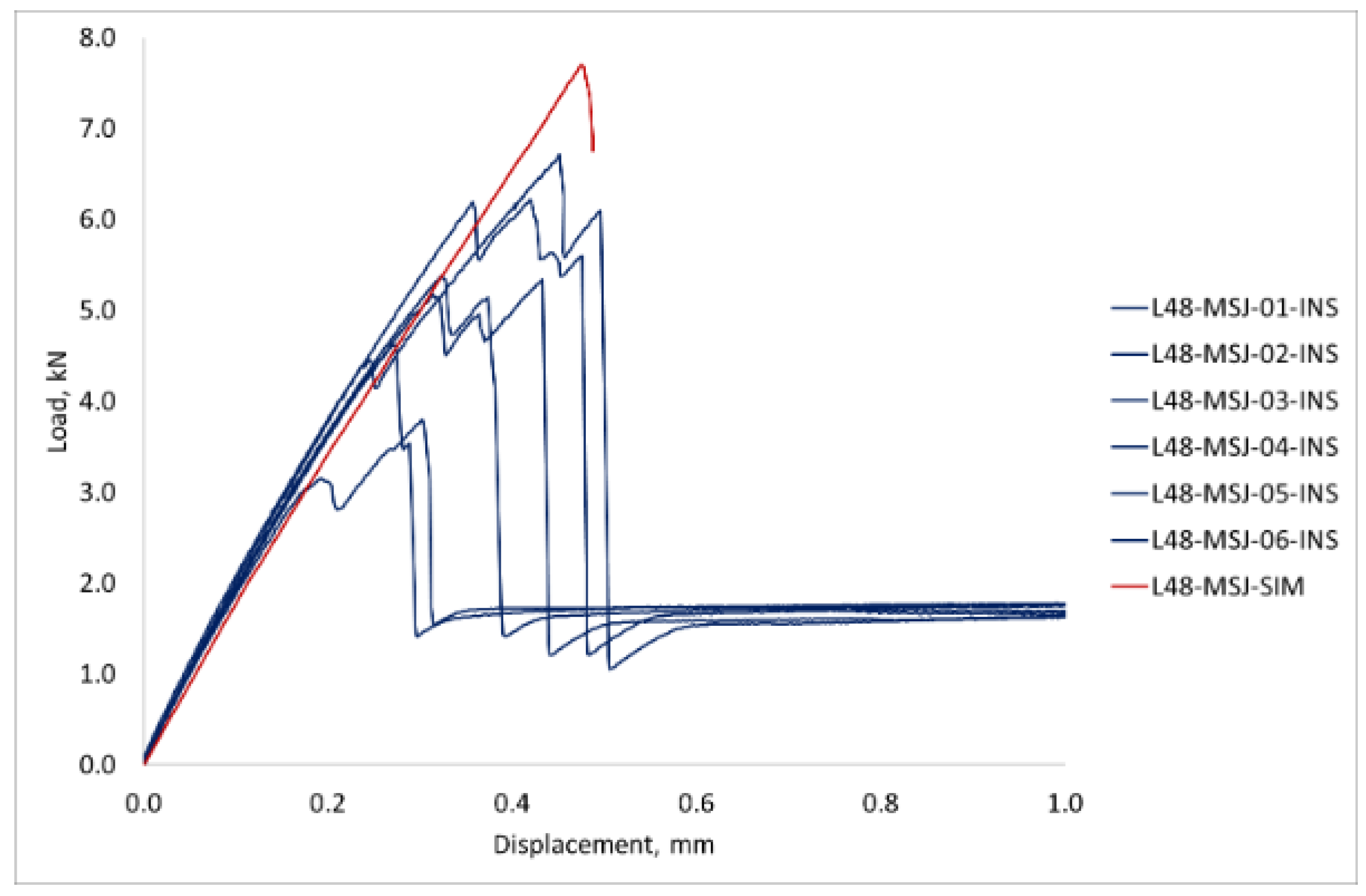
3.2.1. Force Displacement Response
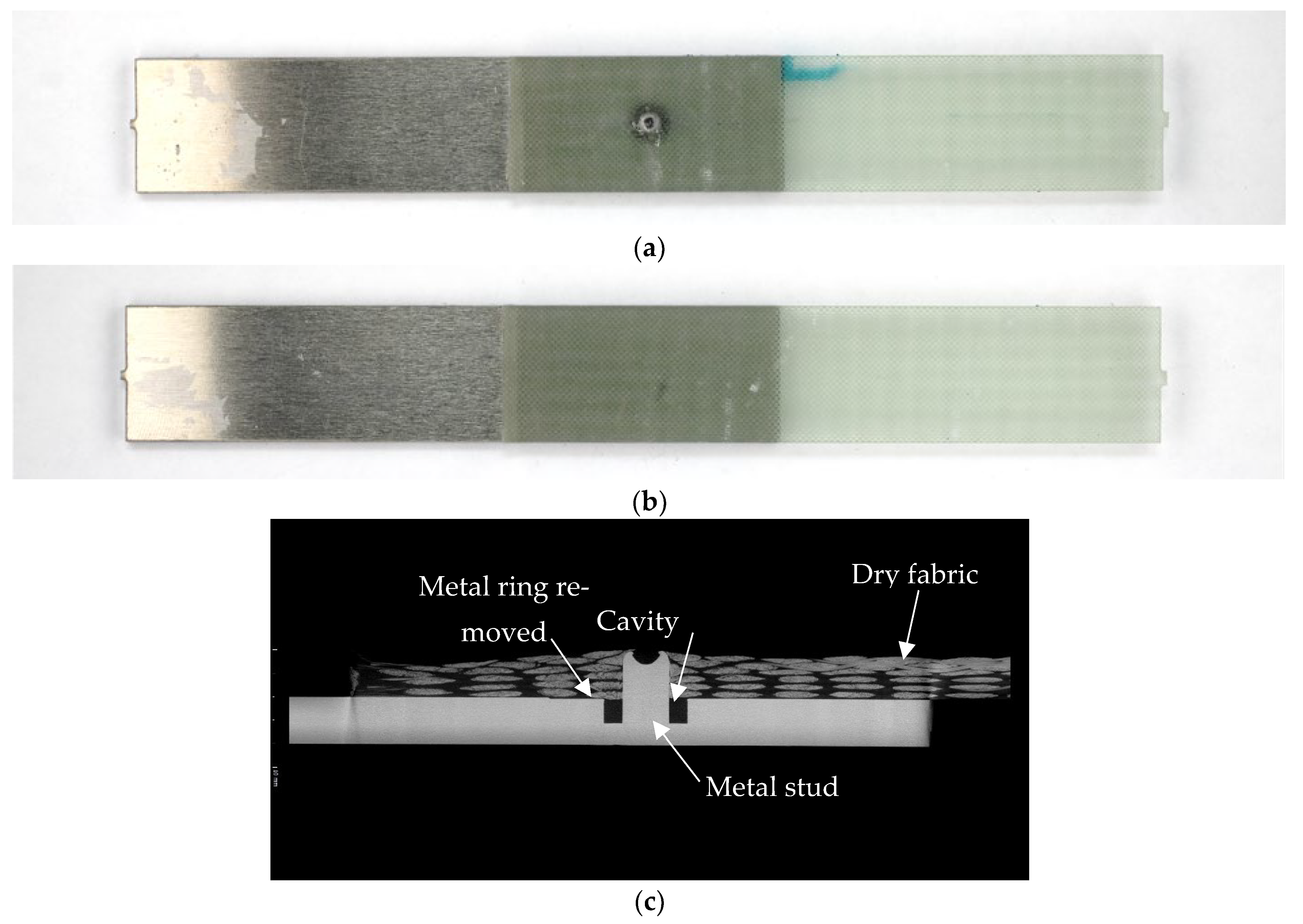
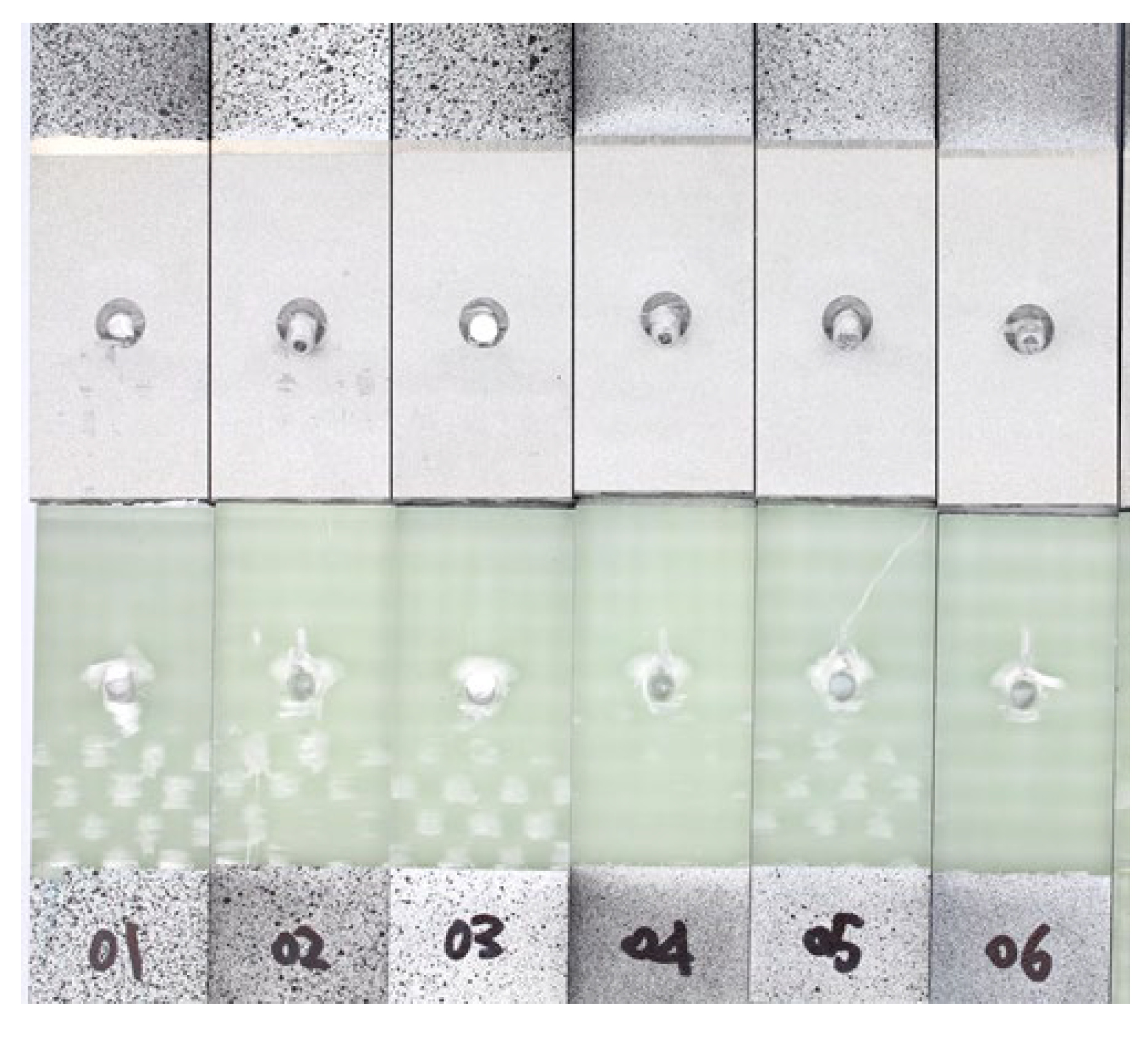
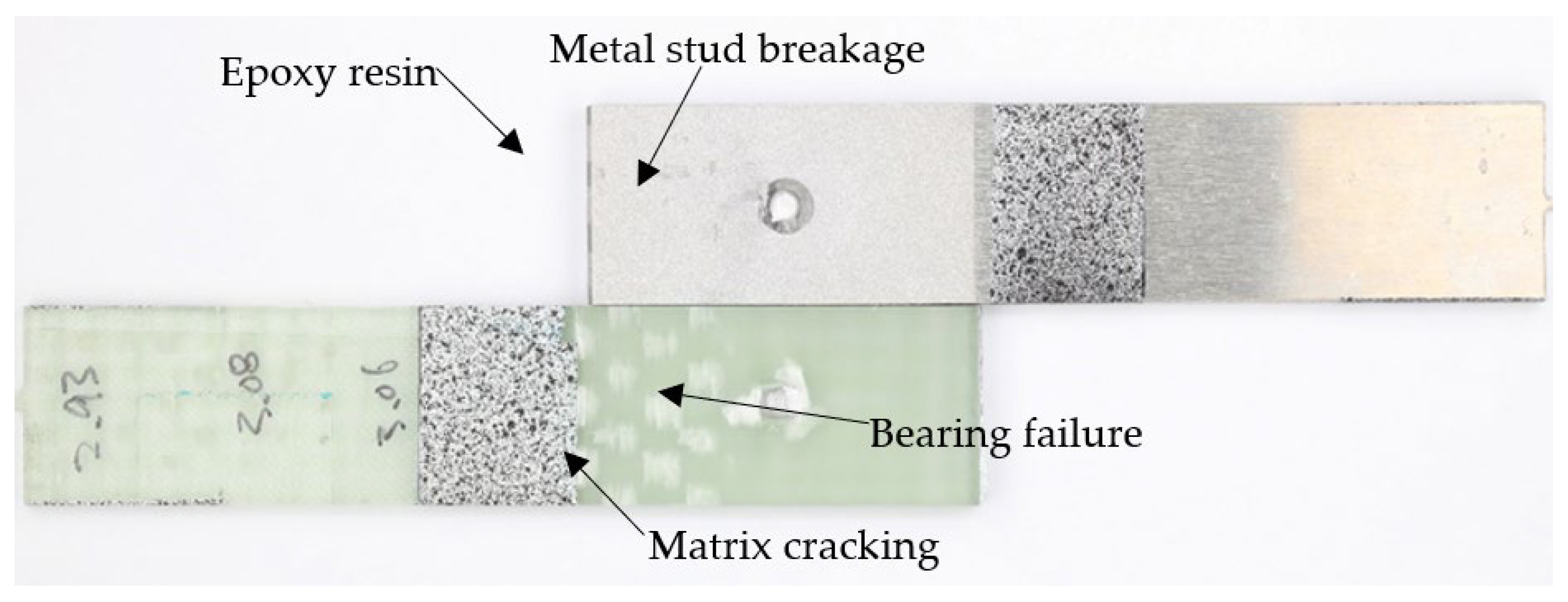
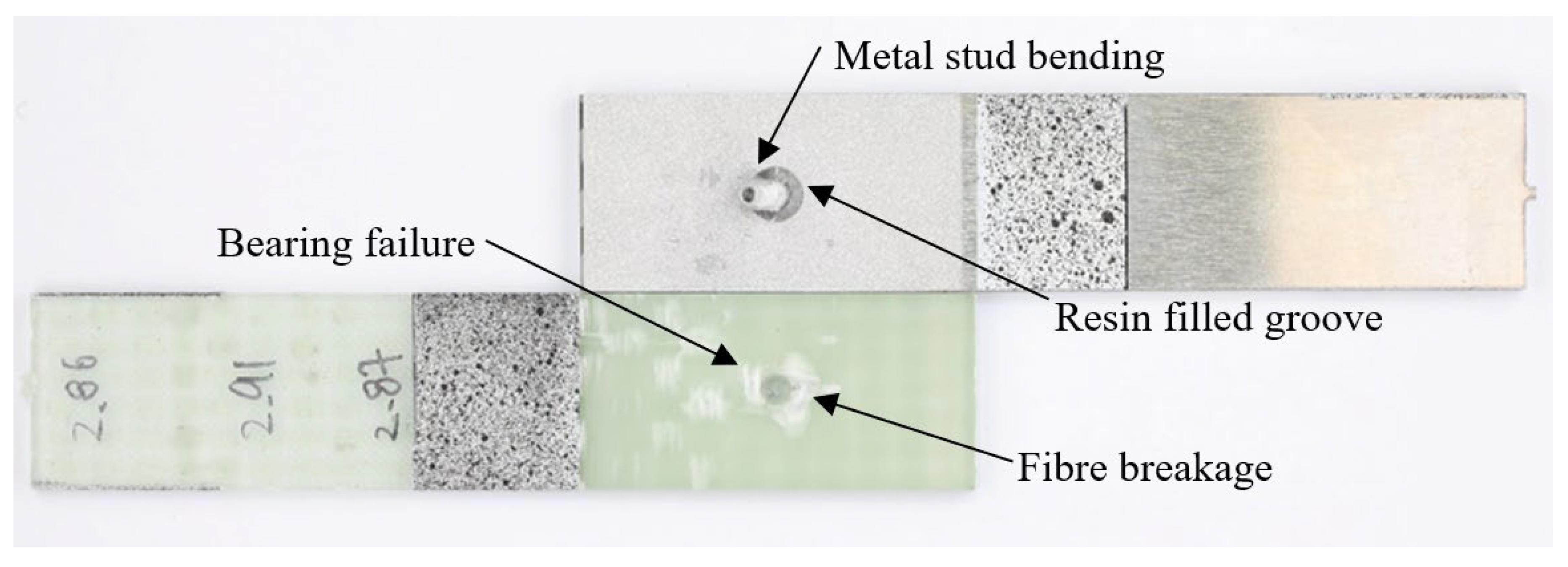
3.2.2. Post Failure and Fracture Surface Analysis
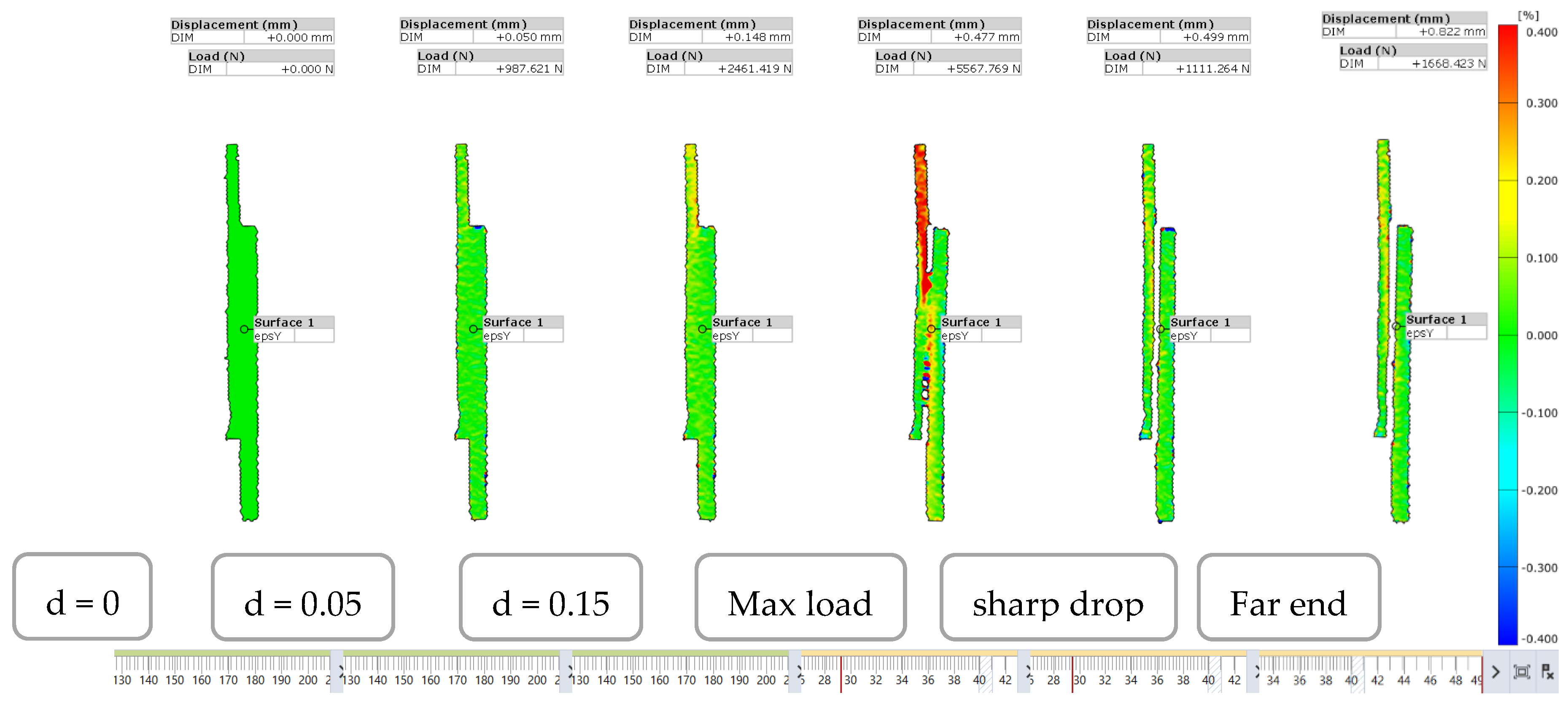
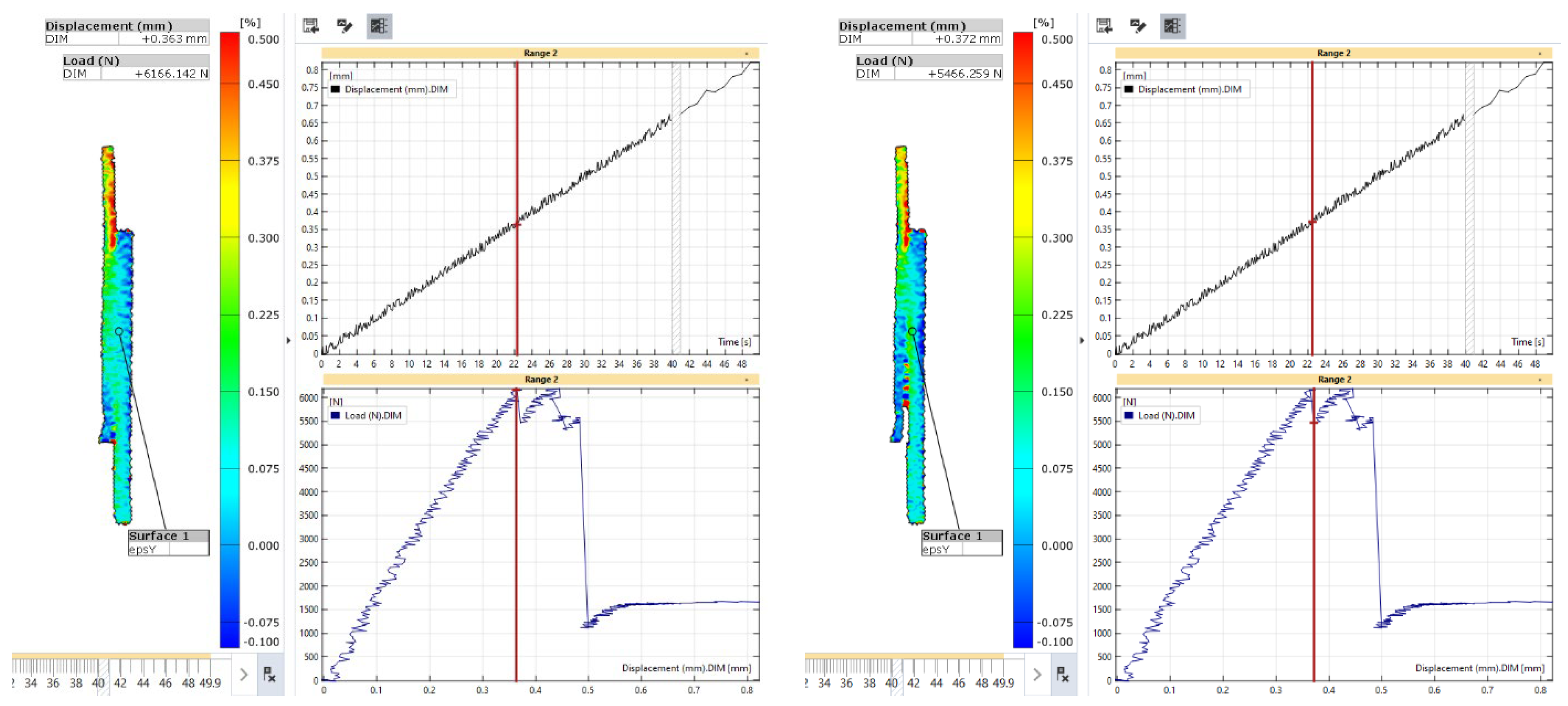
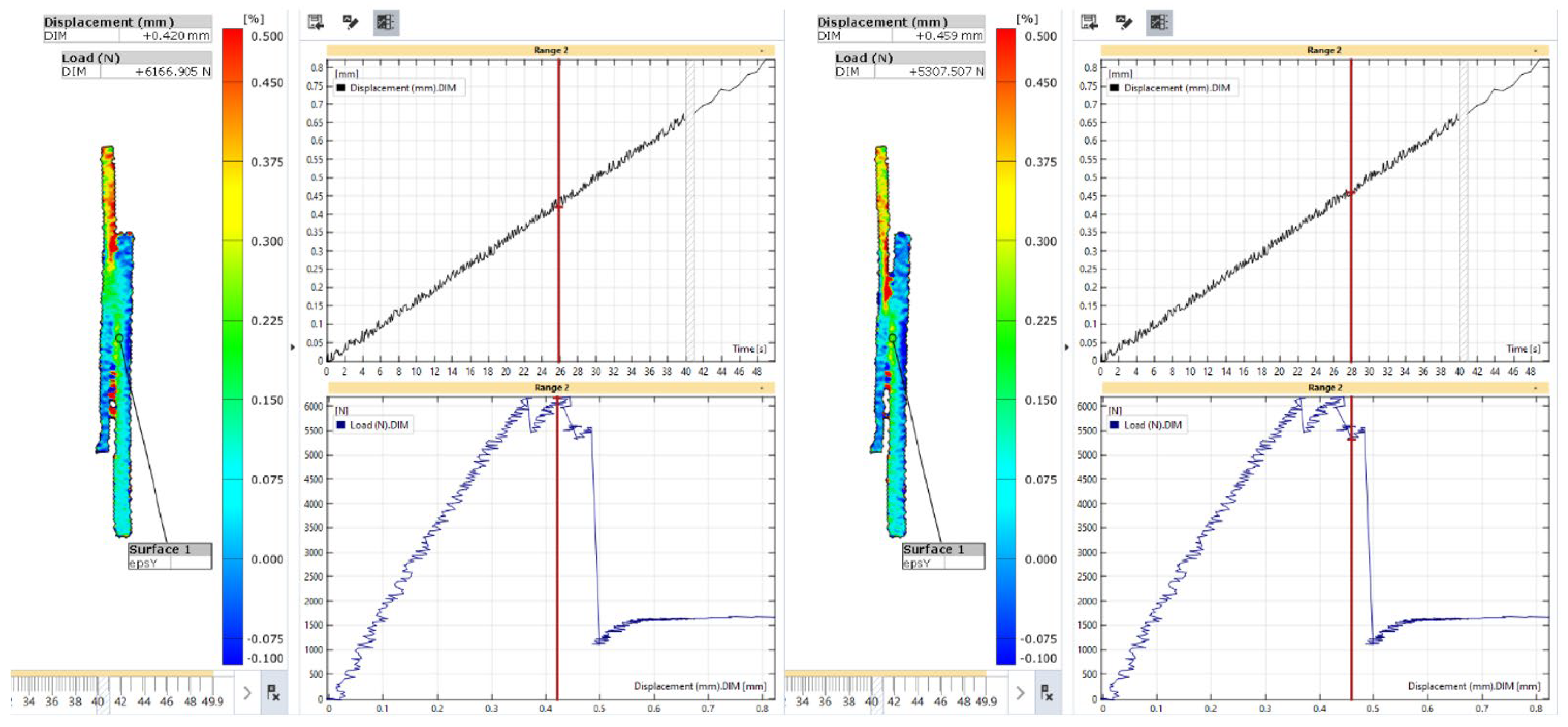
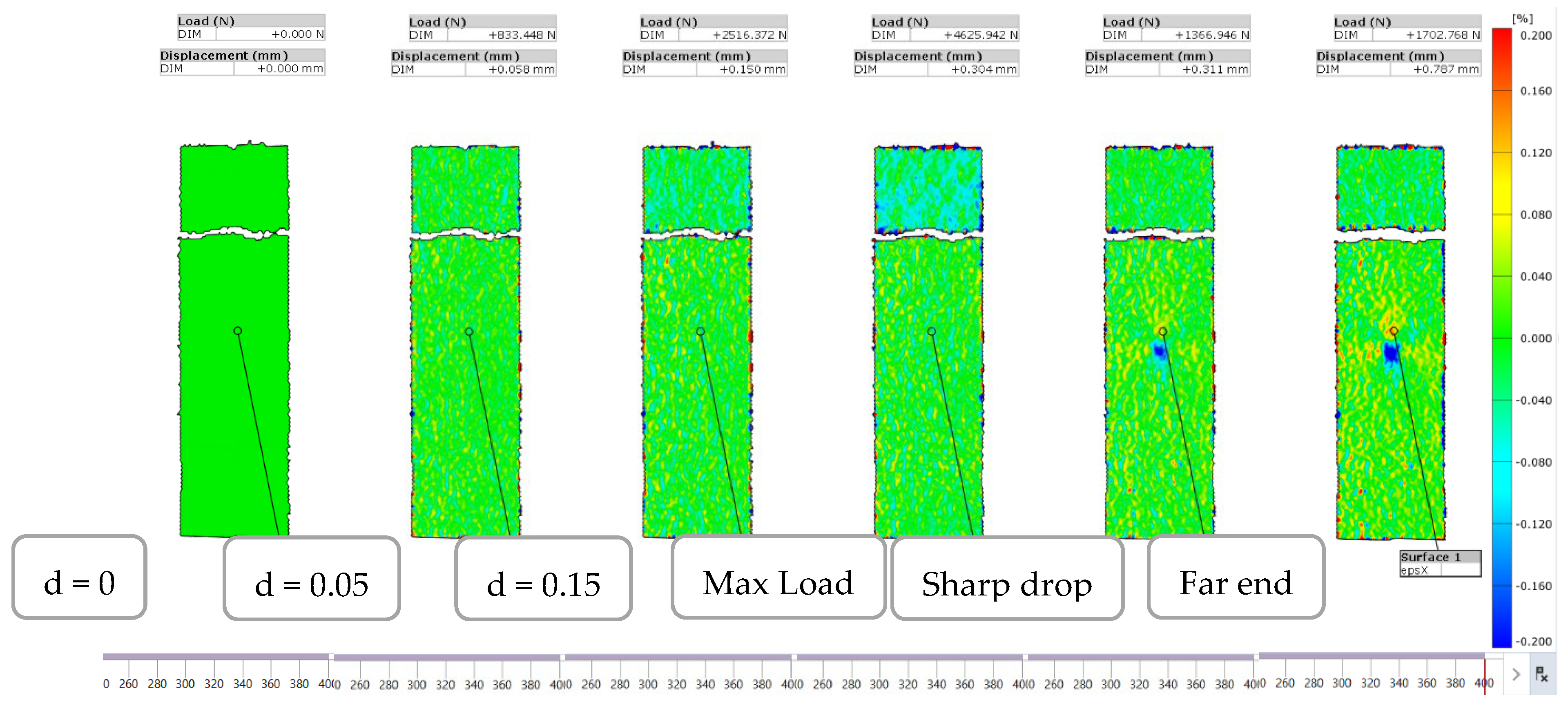
3.2.3. Analysis of the Axial Strain for Novel Metal Stud Joint
3.3. Comparison of the Simulation and Experimental Results
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Maximum Load, kN | Displacement, mm |
|---|---|---|
| L24-MSJ-01 | 5.36 | 0.34 |
| L24-MSJ-02 | 5.06 | 0.33 |
| L24-MSJ-03 | 5.3 | 0.32 |
| L24-MSJ-04 | 5.99 | 0.37 |
| L24-MSJ-05 | 4.96 | 0.29 |
| L24-MSJ-06 | 5.64 | 0.36 |
| L24-MSJ-07 | 6.4 | 0.44 |
| Mean | 5.53 | 0.35 |
| Standard Deviation | 0.48 | 0.05 |
| Specimen | Maximum Load, kN | Displacement, mm |
|---|---|---|
| L48-MSJ-01 | 6.22 | 0.42 |
| L48-MSJ-02 | 5.33 | 0.43 |
| L48-MSJ-03 | 6.71 | 0.45 |
| L48-MSJ-04 | 4.62 | 0.27 |
| L48-MSJ-05 | 5.37 | 0.32 |
| L48-MSJ-06 | 3.80 | 0.30 |
| Mean | 5.34 | 0.37 |
| Standard Deviation | 1.05 | 0.08 |
References
- Fratini, L.; Ruisi, V.F. Self-piercing riveting for aluminium alloys-composites hybrid joints. Int. J. Adv. Manuf. Technol. 2009, 43, 61–66. [Google Scholar] [CrossRef]
- Mouritz, P.A.; Gellert, E.; Burchill, P.; Challis, K. Review of advanced composite structures for naval ships and submarines. Compos. Struct. 2001, 53, 21–42. [Google Scholar] [CrossRef]
- Job, S. Why not composites in ships? Reinf. Plast. 2015, 59, 90–93. [Google Scholar] [CrossRef]
- Gaiotti, M.; Ravina, E.; Rizzo, C.M.; Ungaro, A. Testing and simulation of a bolted and bonded joint between steel deck and composite side shell plating of a naval vessel. Eng. Struct. 2018, 172, 228–238. [Google Scholar] [CrossRef]
- Li, X.W.; Li, P.; Lin, Z.; Yu, H. Mechanical Characterisation of Composite Sandwich to Steel Joint for Marine Structures. Mater. Sci. Forum 2015, 813, 210–219. [Google Scholar] [CrossRef]
- Boyd, S.W.; Blake, J.I.R.; Shenoi, R.A.; Kapadia, A. Integrity of hybrid steel-to-composite joints for marine application. Proc. Inst. Mech. Eng. Part M J. Eng. Marit. Environ. 2004, 218, 235–246. [Google Scholar] [CrossRef]
- Galińska, A. Mechanical Joining of Fibre Reinforced Polymer Composites to Metals—A Review. Part I: Bolted Joining. Polymers 2020, 12, 2252. [Google Scholar] [CrossRef]
- Lambiase, F.; Scipioni, S.I.; Lee, C.-J.; Ko, D.-C.; Liu, F. A State-of-the-Art Review on Advanced Joining Processes for Metal-Composite and Metal-Polymer Hybrid Structures. Materials 2021, 14, 1890. [Google Scholar] [CrossRef]
- Jahn, J.; Weeber, M.; Boehner, J.; Steinhilper, R. Assessment Strategies for Composite-metal Joining Technologies—A Review. Procedia CIRP 2016, 50, 689–694. [Google Scholar] [CrossRef]
- Siddique, A.; Iqbal, Z.; Nawab, Y.; Shaker, K. A review of joining techniques for thermoplastic composite materials. J. Thermoplast. Compos. Mater. 2023, 36, 3417–3454. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Santos, J.F.D. Joining of polymers and polymer–metal hybrid structures: Recent developments and trends. Polym. Eng. Sci. 2009, 49, 1461–1476. [Google Scholar] [CrossRef]
- Raimondi, L.; Tomesani, L.; Zucchelli, A. Enhancing the Robustness of Hybrid Metal-Composite Connections Through 3D Printed Micro Penetrative Anchors. Appl. Compos. Mater. 2024, 31, 1275–1293. [Google Scholar] [CrossRef]
- Castro, B.; Orifici, A.C.; Khatibi, A.A. Mixed-mode pull-out behaviour of pin-reinforced resin-infused metal-composite joints. Compos. Part A Appl. Sci. Manuf. 2025, 191, 108710. [Google Scholar] [CrossRef]
- Oliveira, G.H.M.; Sciuti, V.F.; Canto, R.B.; Arneitz, S.; Minkowitz, L.; Amancio-Filho, S.T.; Canto, L.B. Additive manufacturing of surface structured metal parts for high strength lightweight injection overmolded polymer-metal hybrid joints. Int. J. Adhes. Adhes. 2025, 141, 104045. [Google Scholar] [CrossRef]
- Kralovec, C.; Dengg, A.; Schagerl, M.; Schiller, A.; Bisagni, C.; Loebbecke, M.; Haubrich, J.; Hanelt, R. Static strength and fatigue life of pinned hybrid titanium-composite single-lap-shear joints. Compos. Struct. 2025, 354, 118765. [Google Scholar] [CrossRef]
- Wahid, M.A.; Siddiquee, A.N.; Khan, Z.A. Aluminum alloys in marine construction: Characteristics, application, and problems from a fabrication viewpoint. Mar. Syst. Ocean. Technol. 2020, 15, 70–80. [Google Scholar] [CrossRef]
- ASTM D5961/D5961M-17; Test Method for Bearing Response of Polymer Matrix Composite Laminates. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- Dassault Systemes. Abaqus 2020; Dassault Systèmes: Vélizy-Villacoublay, France, 2020. [Google Scholar]
- Hashin, Z. Failure Criteria for Unidirectional Fiber Composites. J. Appl. Mech. 1980, 47, 329–334. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G.; Banea, M.D.; Neto, J.A.B.P.; da Silva, L.F.M. Modelling of Single-Lap Joints Using Cohesive Zone Models: Effect of the Cohesive Parameters on the Output of the Simulations. J. Adhes. 2012, 88, 513–533. [Google Scholar] [CrossRef]
- Campilho, R.D.S.G. Strength Prediction of Adhesively-Bonded Joints; A science publishers book; Taylor & Francis Group: Abingdon, UK; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar] [CrossRef]
- TWI. Refill Friction Stir Spot Welding. Available online: https://www.twi-global.com/technical-knowledge/job-knowledge/refill-friction-stir-spot-welding-150 (accessed on 28 March 2025).
- ISO 16269-4:2014; Statistical Interpretation of Data—Part 4: Detection and Treatment of Outliers. ISO Standard: Geneva, Switzerland, 2014.
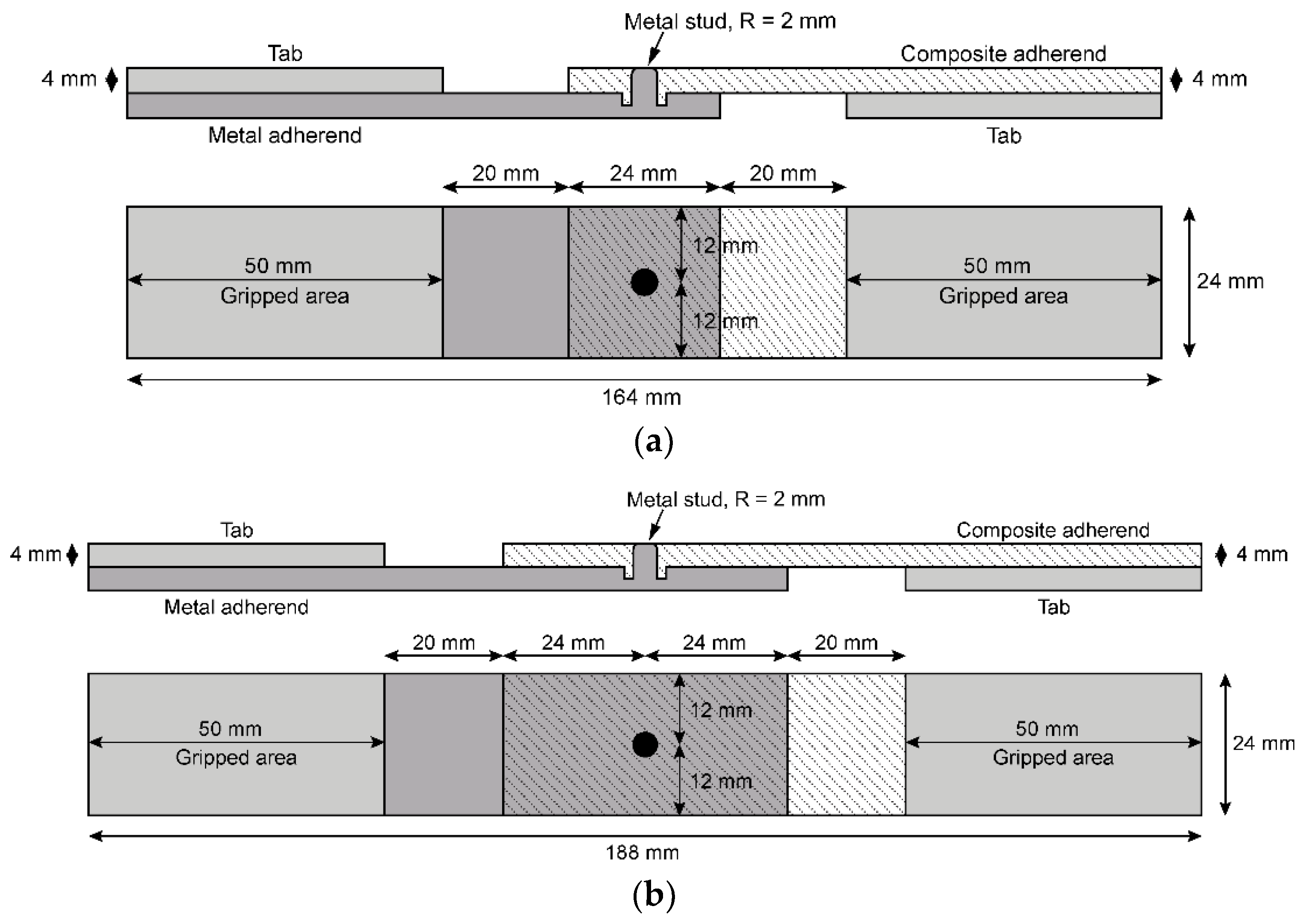







| Specimen Type | Edge Distance to Hole Diameter Ratio (e/d) | Width to Hole Diameter Ratio (w/d) | Bonding Length |
|---|---|---|---|
| MSJ-L24 | 3 | 6 | 24 mm |
| MSJ-L48 | 6 | 6 | 48 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheung, M.C.; Djordjevic, N.; Worrall, C.; Vignjevic, R.; Kazilas, M.; Hughes, K. Conceptual Design of a Hybrid Composite to Metal Joint for Naval Vessels Applications. Materials 2025, 18, 3512. https://doi.org/10.3390/ma18153512
Cheung MC, Djordjevic N, Worrall C, Vignjevic R, Kazilas M, Hughes K. Conceptual Design of a Hybrid Composite to Metal Joint for Naval Vessels Applications. Materials. 2025; 18(15):3512. https://doi.org/10.3390/ma18153512
Chicago/Turabian StyleCheung, Man Chi, Nenad Djordjevic, Chris Worrall, Rade Vignjevic, Mihalis Kazilas, and Kevin Hughes. 2025. "Conceptual Design of a Hybrid Composite to Metal Joint for Naval Vessels Applications" Materials 18, no. 15: 3512. https://doi.org/10.3390/ma18153512
APA StyleCheung, M. C., Djordjevic, N., Worrall, C., Vignjevic, R., Kazilas, M., & Hughes, K. (2025). Conceptual Design of a Hybrid Composite to Metal Joint for Naval Vessels Applications. Materials, 18(15), 3512. https://doi.org/10.3390/ma18153512