
Corrosion Performance of Atmospheric Corrosion Resistant Steel Bridges in the Current Climate: A Performance Review



Abstract
1. Introduction
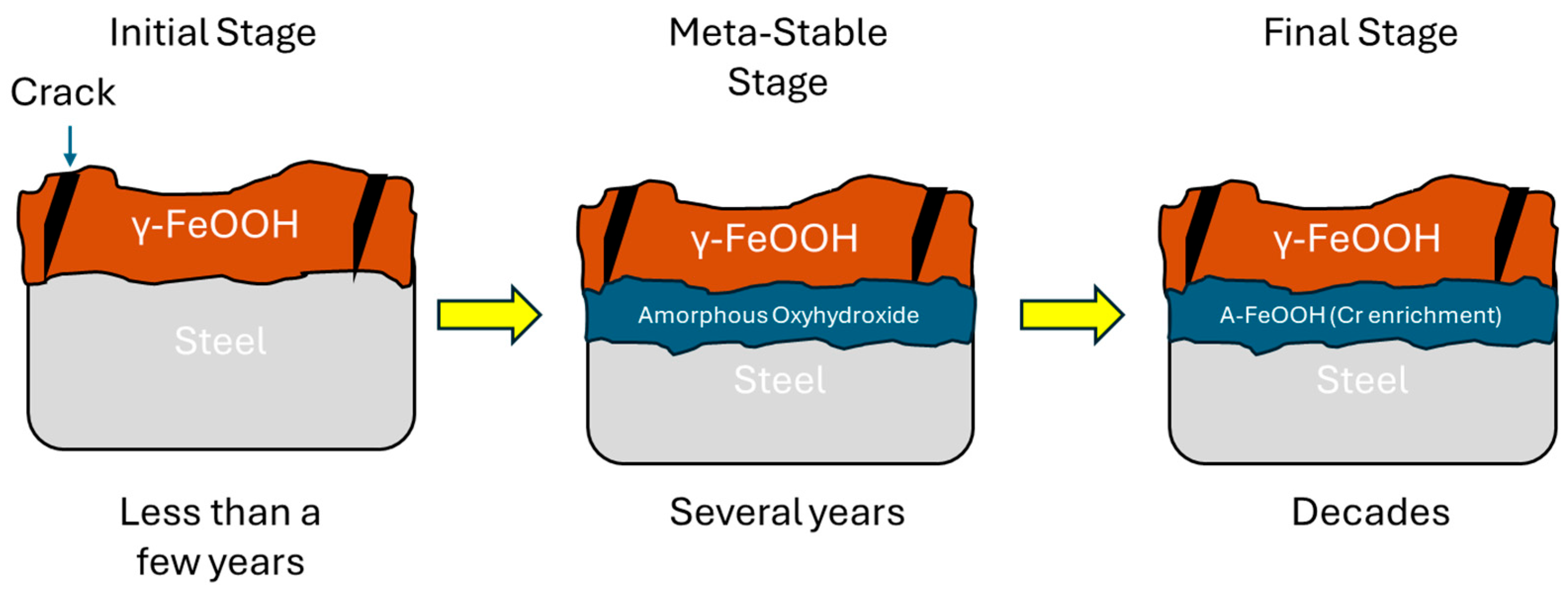
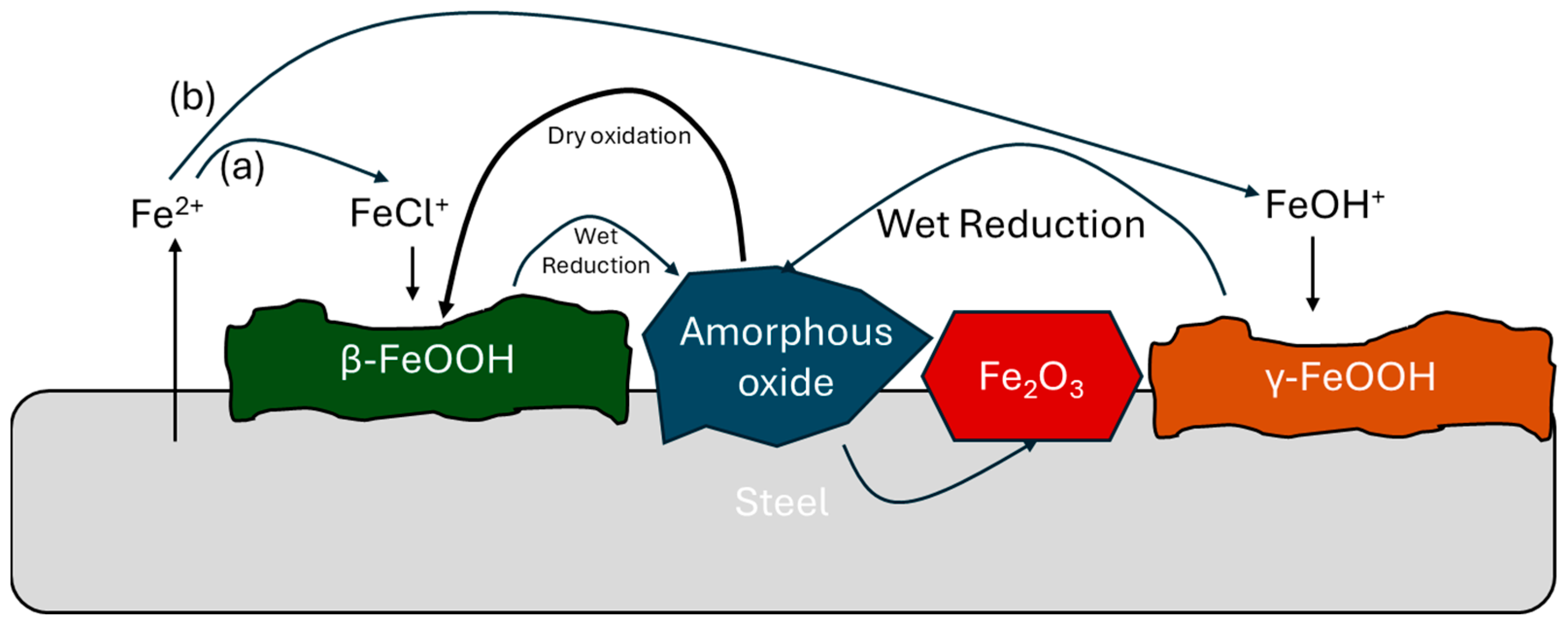
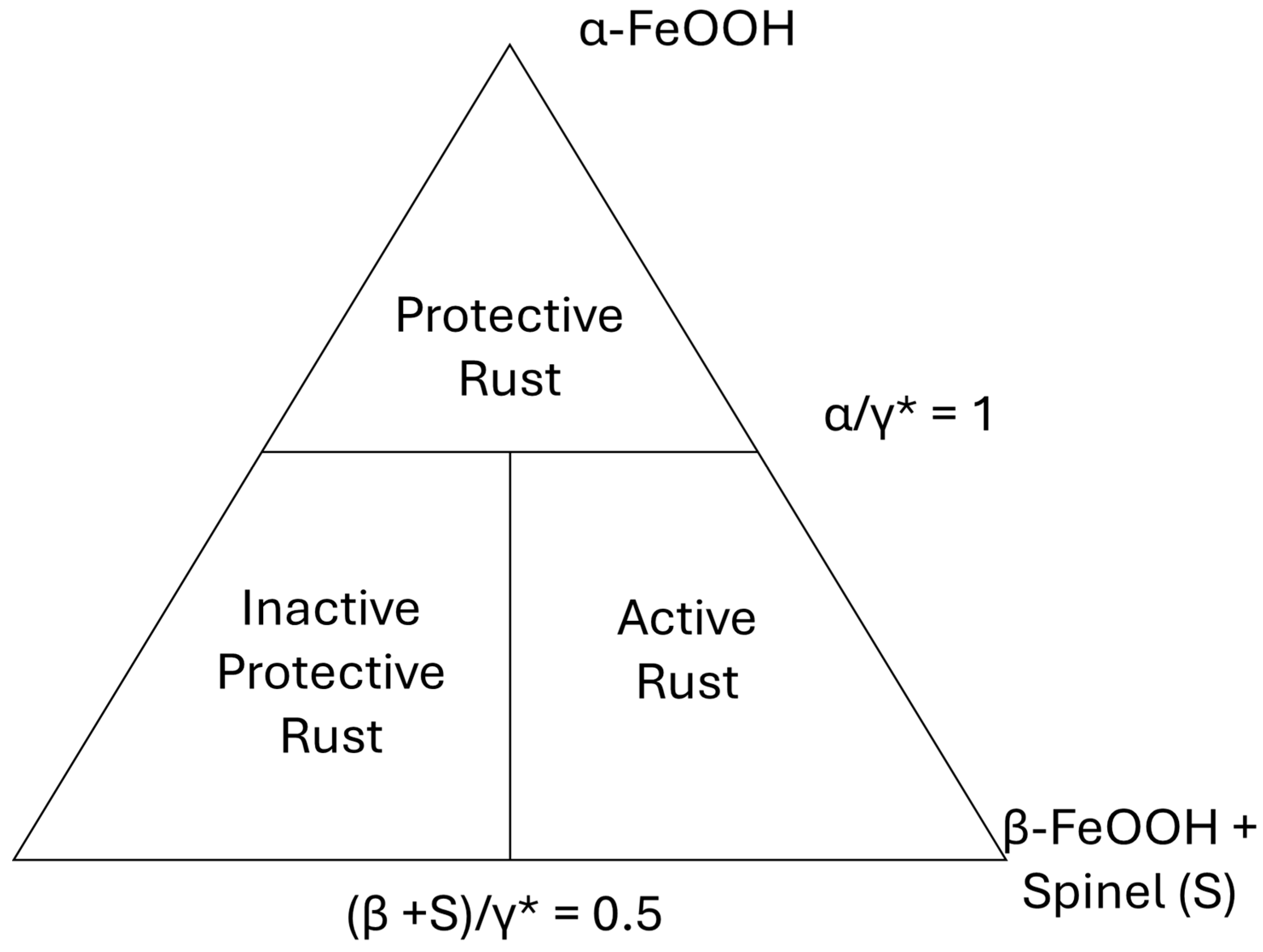
2. Mechanism of Patina Formation
3. Alloying Elements
3.1. Phosphorus
3.2. Copper
3.3. Chromium
3.4. Nickel
3.5. Calcium
3.6. Niobium
3.7. Other Elements
4. Effective Parameters of Corrosion Performance
4.1. Wet–Dry Cycle or Time of Wetness
- At any time of the year, the bridge must not be shaded by permanent obstructions, such as surrounding hills between the hours of 9 a.m. and 3 p.m.
- There must be an unobstructed flow of air over the steelwork of the bridges.
- Within three meters of the bridge steelwork, no vegetation must be higher than grass.
4.2. Humidity
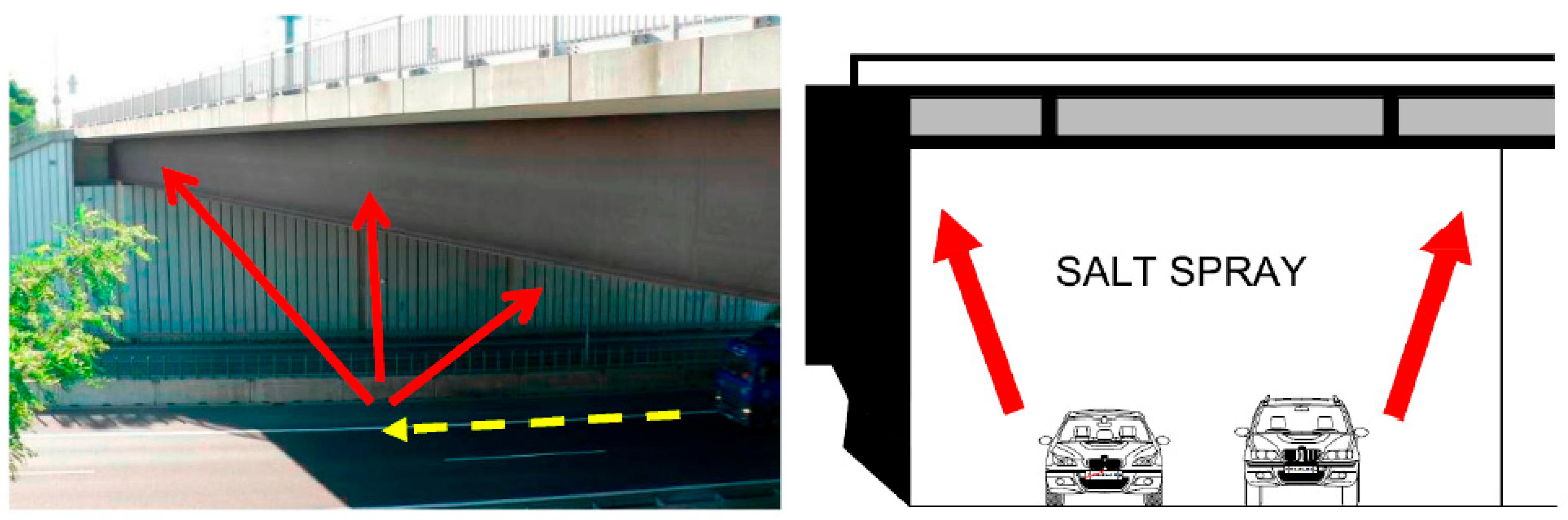
4.3. Chloride Ions (Cl−)
4.4. Sulfur Dioxide (SO2)
4.5. Dust and Debris
4.6. Environment and Location
4.7. Bridge Design
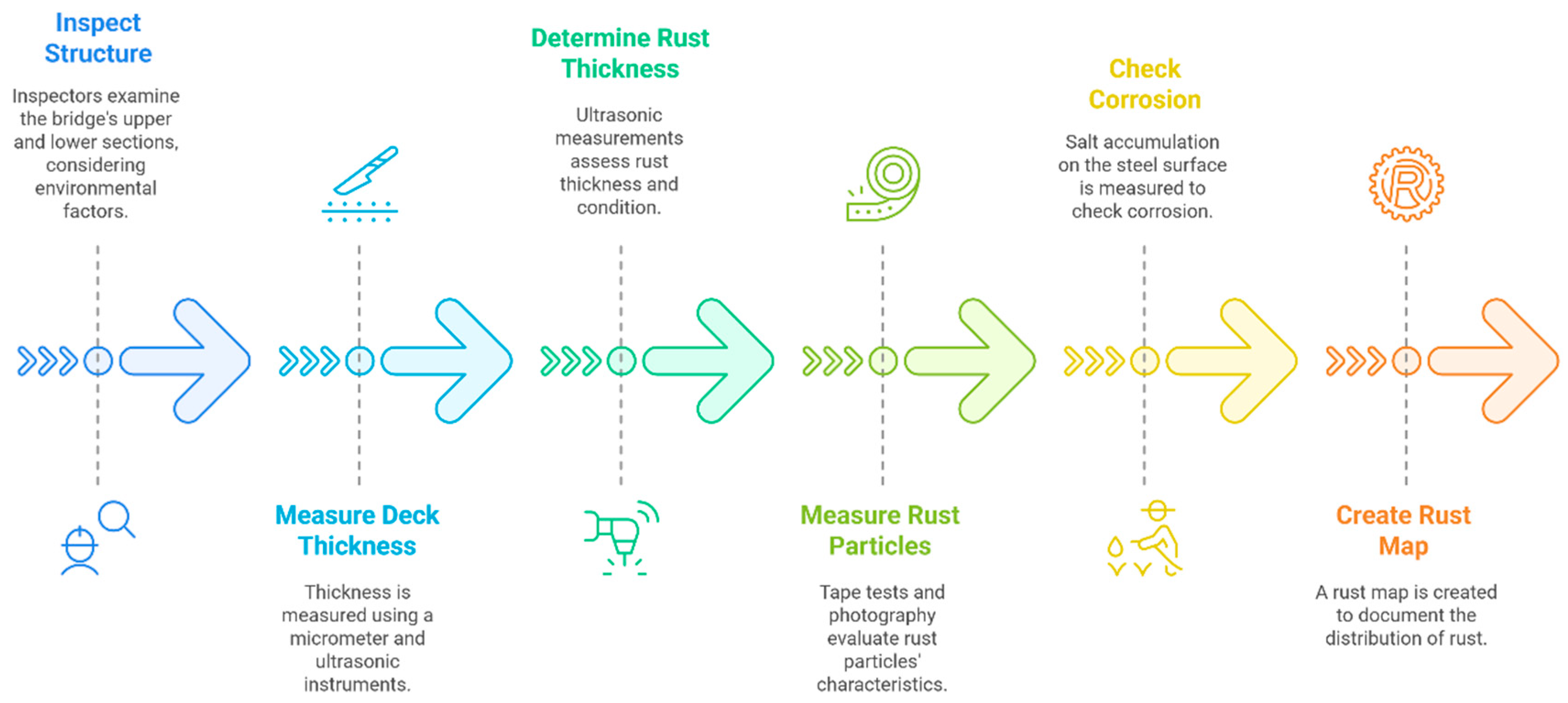
5. Inspection
5.1. Inspection Procedure
5.2. Checklist for Inspectors
5.3. Vulnerable Members of Bridges
- Internal girders, which are shielded from direct rainfall but can trap moisture, creating localized corrosion sites.
- Interior surfaces of webs, particularly in areas with insufficient drainage, where water can accumulate and promote corrosion.
- Horizontal surfaces, which tend to retain moisture and contaminants, increasing the risk of corrosion over time.
- Sheltered conditions, where reduced airflow prevents rapid drying, leading to prolonged moisture exposure and corrosion initiation.
- Bolted joints, which are particularly prone to “pack rust” due to crevice formation and differential aeration effects.
- Drainage systems, where accumulated debris and standing water can cause corrosion of surrounding structural components.
- The interior of box sections, which can trap humidity and pollutants, accelerating hidden corrosion.
- Concrete–steel interfaces, where moisture ingress and Cl penetration can initiate corrosion beneath protective coatings.
- Ledges, angles, and channels, which often accumulate debris and water, creating localized corrosion hotspots.
- Wide flange shapes, whose exposed surfaces are susceptible to corrosion in high-humidity environments.
- Meeting points of dissimilar metals, where galvanic corrosion can occur due to differences in electrochemical potential.
6. Maintenance
6.1. Debris and Contaminant Removal
- ○
- Loose debris should be cleared using compressed air or vacuum cleaning equipment to prevent moisture retention and localized corrosion.
- ○
- Poorly adhering rust layers must be removed to enhance the stability of the protective patina.
- ○
- High-pressure washing should be used to eliminate damp debris and corrosive substances, particularly in areas contaminated with salt, to mitigate Cl-induced corrosion.
6.2. Leak Detection and Drainage System Maintenance
- ○
- Water infiltration sources should be identified and repaired, particularly near expansion joints, by observing water flow during rainy conditions.
- ○
- Drainage systems and downpipes should be regularly cleaned to maintain proper water flow and prevent excessive moisture accumulation on steel surfaces.
- ○
- Vegetation around the bridge should be removed to minimize organic debris accumulation, which can trap moisture and accelerate corrosion.
- ○
- If existing drainage systems are inadequate, new systems should be installed to redirect water away from both the superstructure and substructure.
6.3. Structural Protection and Sealing
- ○
- Bolted joint crevices should be sealed to prevent ‘pack-out,’ particularly at the ends of weathering steel girders and end diaphragms, where moisture can accumulate and accelerate corrosion.
- ○
6.4. Surface Treatment and Corrosion Mitigation
- ○
- Rust stains on concrete piers and abutments should be removed using water blasting, sandblasting, or chemical stain removers. Additional protective measures, such as installing drip pans and plates, should be considered to prevent recurring staining [47].
- ○
- Severe and progressive corrosion may require an acid solution wash to restore steel surfaces [45].
- ○
- Weld spatter, rust deposits, coatings, foreign matter, oil, grease, and cutting residues should be properly removed to maintain surface integrity [31].
- ○
- Post-construction stain removal methods, including water blasting, abrasive cleaning, or proprietary chemical stain removers, should be employed to minimize staining and enhance surface protection.
6.5. Graffiti Removal
- Apply an anti-graffiti coating to the painted areas on the bridge, typically around the abutments. Keep in mind that this may hinder patina formation in those specific regions.
- Use a citrus-based cleaner on graffiti, preferably within 24 h of application, before it sets. Then clean it with low-pressure water at 4000 psi.
- Completely remove graffiti and the underlying protective patina layer through high-pressure water jetting at 10,000 psi. This approach will also remove the patina layer, resulting in a patchy appearance until it redevelops.
- Explore the use of dry ice for graffiti removal.
- If the graffiti is not objectionable, consider leaving it, as it will eventually blend into the patina as it naturally forms (the ‘do nothing’ approach).
6.6. Washing and Cleaning
- Decks: Include roadways, expansion joints, drainage components, sidewalks, curbs, and railings.
- Superstructure: Focus on horizontal surfaces prone to debris accumulation, areas beneath deck expansion joints, and parts exposed to road-level splash.
- Substructure: Address abutment and pier seats, as well as splash-prone areas.
- Additional areas may need cleaning based on environmental factors:
- Superstructure: Cover entire girder lengths, diaphragms, and cross frames.
- Substructure: Attend to all exposed surfaces, especially those at risk of staining.
6.7. Rehabilitation
- Dry blast all surfaces, if necessary, as obtaining a high-quality finish can be challenging due to the rough surface and pitting.
- Select a paint system that can accommodate significant variations in dry film thickness due to the rough steel substrate. Achieving a polished surface appearance may require up to four times the usual amount of primer used in a standard application.
- Ensure the chosen primer system resists the formation of rust residues and chemical residues, which can be challenging to completely remove from numerous pits in the substrate.
- For connections that are not crucial to the structural integrity of the bridge, such as specific cross frame and lateral bracing members, it is permissible to disassemble the connection, perform dry blasting cleaning for the required surface preparation standard, apply a suitable coating, and then reassemble it. However, before disassembling any connection, a structural stability analysis should be conducted, and a disassembly and reassembly sequence should be formulated.
- For corroded weathering steel in severe environments, suitable coatings include IOZ Epoxy, Polyurethane, Organic Zinc, Epoxy, and Polyurethane, as well as Thermally Sprayed Zinc/Epoxy. In mild/moderate environments, MCU Zinc, Epoxy, Polyurethane, epoxy mastic, and polyurethane are recommended. Applying a 3-layer coating on new weathering steel is beneficial, as it allows for better coating maintenance due to improved surface preparation, the absence of salt contamination, and potentially better coating application [52].
7. Design and Construction
7.1. Recommendations
- Thin flange widths.
- Splice plates with a narrow profile to prevent ponding water at the leading edge.
- Stiffeners that do not trap water.
- Use of a minimum number of transverse and longitudinal stiffeners.
- Installation of water diverter plates on the bottom flanges.
- Painting the ends of steel members below joints, including integral abutments.
- Reducing the use of scuppers.
- Elimination of lateral bracing at the bottom of the flange, even on curved girders.
- To prevent water from flowing over or along the steel components, expansion joints should be positioned at a distance from the structural steel elements.
- To prevent water from running along the underside of the flange, it is advisable to extend the web plates of box girders approximately 20 mm beyond the bottom flange, ensuring that water flowing down the web drips off.
- The presence of a horizontal drip channel on the underside of the concrete deck at the joints seemed to effectively divert water from the girder ends [40].
- Minimizing or eliminating joints.
- Inclining horizontal surfaces.
- Avoiding corners that face inward.
- Applying seals to box sections.
- Incorporating diversion plates or weep holes for efficient water drainage.
- Using blast to clean mill scales on all girders.
7.2. Things to Avoid in the Design
- Reducing or eliminating joints by utilizing integral abutments.
- Incorporating horizontal surfaces with a slope.
- Minimizing the risk of re-entry.
- Sealing the sections of the box.
- Designing diversion plates or weeps to facilitate water drainage.
- Ensuring that stiffeners not welded to the bottom flange extend at least 30 mm above the flange.
7.3. Conditions Not Recommended for Using WSs
- Harsh environments, such as marine settings with high Cl exposure.
- Structures or structural elements that may accumulate significant Cl deposits due to de-icing salt usage.
- Continuous exposure to wet or damp conditions can affect steel.
- Buried steel in soil should be protected from corrosion by applying appropriate coating. However, steel structures embedded in concrete, with sufficient concrete cover, typically do not require a protective coating for longevity.
- In environments with extreme atmospheric pollution or concentrated corrosive industrial fumes, although this is less of a concern today.
- Bridge crossings over bodies of water with limited headroom, such as 2.5 m in Ireland.
8. Future
9. Summary
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Morcillo, M.; Díaz, I.; Chico, B.; Cano, H.; de la Fuente, D. Weathering steels: From empirical development to scientific design. A review. Corros. Sci. 2014, 83, 6–31. [Google Scholar] [CrossRef]
- Morcillo, M.; Díaz, I.; Cano, H.; Chico, B.; de la Fuente, D. Atmospheric corrosion of weathering steels. Overview for engineers. Part I: Basic concepts. Constr. Build. Mater. 2019, 213, 723–737. [Google Scholar] [CrossRef]
- Xue, W.; Li, Z.; Xiao, K.; Yu, W.; Song, J.; Chen, J.; Dong, C.; Li, X. Initial microzonal corrosion mechanism of inclusions associated with the precipitated (Ti, Nb)N phase of Sb-containing weathering steel. Corros. Sci. 2020, 163, 108232. [Google Scholar] [CrossRef]
- Zhang, Y.; Ayyub, B.M.; Fung, J.F. Projections of corrosion and deterioration of infrastructure in United States coasts under a changing climate. Resilient Cities Struct. 2022, 1, 98–109. [Google Scholar] [CrossRef]
- Morcillo, M.; Díaz, I.; Cano, H.; Chico, B.; de la Fuente, D. Atmospheric corrosion of weathering steels. Overview for engineers. Part II: Testing, inspection, maintenance. Constr. Build. Mater. 2019, 222, 750–765. [Google Scholar] [CrossRef]
- Yang, X.; Yang, Y.; Sun, M.; Jia, J.; Cheng, X.; Pei, Z.; Li, Q.; Xu, D.; Xiao, K.; Li, X. A new understanding of the effect of Cr on the corrosion resistance evolution of weathering steel based on big data technology. J. Mater. Sci. Technol. 2022, 104, 67–80. [Google Scholar] [CrossRef]
- ASTM A-242; High-Strength, Low-Alloy (HSLA) Structural Steel. American Society for Testing and Materials: West Conshohocken, PA, USA, 1941.
- ASTM A-588; High-Strength, Low-Alloy (HSLA) Structural Steel with Atmospheric Corrosion Resistance. American Society for Testing and Materials: West Conshohocken, PA, USA, 1968.
- ASTM A-709; Structural Steel for Bridges. American Society for Testing and Materials: West Conshohocken, PA, USA, 1975.
- BS EN 10025; Hot Rolled Products of Structural Steels—Part 5: Technical Delivery Conditions for Structural Steels with Improved Atmospheric Corrosion Resistance. The European Standard: Brussels, Belgium, 2019.
- JIS G 3125; Superior Atmospheric Corrosion Resisting Rolled Steels. Japanese Standards Association: Tokyo, Japan, 2010.
- GB/T 4171; Atmospheric Corrosion Resisting Structural Steel. The General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China and the Standardization Administration of the People’s Republic of China: Beijing, China, 2008.
- AS/NZS 3678; Structural Steel—Hot-Rolled Plates, Floorplates and Slabs. Standards New Zealand, Standards Australia: Sydney, NSW, Australia, 2016.
- ASTM A-606; Standard Specification for Steel, Sheet and Strip, High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, with Improved Atmospheric Corrosion Resistance. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- ASTM A709-50W; Structural Steel Used Primarily in Bridge Construction. American Society for Testing and Materials: West Conshohocken, PA, USA, 2024.
- ASTM A-847; Standard Specification for Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing with Improved Atmospheric Corrosion Resistance. American Society for Testing and Materials: West Conshohocken, PA, USA, 2021.
- ASTM A871-65; High-strength Low-Alloy Structural Steel Plate with Atmospheric Corrosion Resistance. American Society for Testing and Materials: West Conshohocken, PA, USA, 2020.
- JIS G 3114; Hot-Rolled Atmospheric Corrosion Resisting Steels for Welded Structure. Japanese Standards Association: Tokyo, Japan, 2022.
- AS/NZS 1594; Hot-Rolled Steel Flat Products (Reconfirmed 2016). Standards New Zealand, Standards Australia: Sydney, NSW, Australia, 2002.
- AS/NZS 1595; Cold-Rolled, Unalloyed, Steel Sheet and Strip. Standards New Zealand, Standards Australia: Sydney, NSW, Australia, 1998.
- Morel, J.M.; Creus, J.; Gaillet, L.; Chatel, V.; Astic, J.Y. Evaluation of the Durability of Weathering Steel—Effects of Environmentals Changes on Corrosion Behavior of Low Alloyed Steels. ce/papers 2021, 4, 1644–1649. [Google Scholar] [CrossRef]
- Palsson, N.S.; Wongpinkaew, K.; Khamsuk, P.; Sorachot, S.; Pongsaksawad, W. Outdoor atmospheric corrosion of carbon steel and weathering steel exposed to the tropical-coastal climate of Thailand. Mater. Corros. 2020, 71, 1019–1034. [Google Scholar] [CrossRef]
- Wang, Y.; Mu, X.; Chen, Z.; Lin, Z.; Dong, J.; Daniel, E.F.; Qi, J.; Ke, W. Understanding the role of alloyed Cu and P in the initial rust composition of weathering steel formed in a simulated coastal-industrial atmosphere. Corros. Sci. 2021, 193, 109912. [Google Scholar] [CrossRef]
- Jena, B.; Gupta, N.; Singh, B.; Ahoo, G. Mechanical properties of low alloy high phosphorus weathering steel. J. Min. Met. Sect. B: Met. 2015, 51, 81–87. [Google Scholar] [CrossRef]
- Phuong, D.; Bach, T.N. Compositional and Microstructural Effect on Atmospheric Corrosion of Weathering Steel. J. Metall. Mater. Sci. 2008, 50, 23–31. [Google Scholar]
- Damian, L.; Fako, R. Weathering structural steels corrosion in atmospheres of various degrees of pollution in Romania. Mater. Corros. Werkst. Korros. 2000, 51, 574–578. [Google Scholar] [CrossRef]
- Wu, W.; Zhu, L.; Chai, P.; Liu, N.; Song, L.; Liu, Z.; Li, X. Atmospheric corrosion behavior of Nb- and Sb-added weathering steels exposed to the South China Sea. Int. J. Miner. Met. Mater. 2022, 29, 2041–2052. [Google Scholar] [CrossRef]
- Li, J.; Wu, J.; Wang, Z.; Zhang, S.; Wu, X.; Huang, Y.; Li, X. The effect of nanosized NbC precipitates on electrochemical corrosion behavior of high-strength low-alloy steel in 3.5%NaCl solution. Int. J. Hydrogen Energy 2017, 42, 22175–22184. [Google Scholar] [CrossRef]
- Nam, N.D.; Kim, J.G. Effect of niobium on the corrosion behaviour of low alloy steel in sulfuric acid solution. Corros. Sci. 2010, 52, 3377–3384. [Google Scholar] [CrossRef]
- Ebrahimi, N.; Zhang, J.; Pan, X.; Naboka, O.; Combe, J.; Mermigas, K. Understanding the impact of alloying elements on weathering steel’s atmospheric corrosion—A ten-year bridge exposure evaluation. Constr. Build. Mater. 2024, 449, 138439. [Google Scholar] [CrossRef]
- American Institute of Steel Construction. Uncoated Weathering Steel Reference Guide; American Institute of Steel Construction: Chicago, IL, USA, 2022. [Google Scholar]
- Corus Construction & Industrial. Weathering Steel Bridges-UK; Corus Construction & Industrial: Lincolnshire, UK, 2005. [Google Scholar]
- Ungermann, D.; Hatke, P. Bridge Committee. ECCS European Design Guide for the Use of Weathering Steel in Bridge Construction; ECCS-European Convention for Constructional Steelwork: Bruxelles, Belgium, 2021. [Google Scholar]
- Bernardi, E.; Vassura, I.; Raffo, S.; Nobili, L.; Passarini, F.; de la Fuente, D.; Morcillo, M. Influence of inorganic anions from atmospheric depositions on weathering steel corrosion and metal release. Constr. Build. Mater. 2020, 236, 117515. [Google Scholar] [CrossRef]
- Fan, Y.; Liu, W.; Li, S.; Chowwanonthapunya, T.; Wongpat, B.; Zhao, Y.; Dong, B.; Zhang, T.; Li, X. Evolution of rust layers on carbon steel and weathering steel in high humidity and heat marine atmospheric corrosion. J. Mater. Sci. Technol. 2020, 39, 190–199. [Google Scholar] [CrossRef]
- El Sarraf, R.; Mandeno, W.; Hicks, S. HERA Design Guide for Bridges in Australia Weathering Steel Design Guide for Bridges in Australia. 2017. Available online: www.hera.org.nz (accessed on 27 March 2025).
- ISO 9223:2012; Corrosion of Metals and Alloys—Corrosivity of Atmospheres—Classification, Determination and Estimation. International Organization for Standardization: Geneva, Switzerland, 2012.
- Wu, J.; Yang, D.; Su, Q. Inspection and evaluation strategy for uncoated weathering steel bridges. IOP Conf. Ser. Mater. Sci. Eng. 2019, 677, 022023. [Google Scholar] [CrossRef]
- Transport Infrastructure Ireland (TII) Publications. Weathering Steel for Highway Structures Standards DN; Transport Infrastructure Ireland (TII) Publications: Dublin, Ireland, 2002. [Google Scholar]
- Crampton, D.D. Assessment of Weathering Steel Bridge Performance in Iowa and Development of Inspection and Maintenance Techniques; Wiss, Janney, Elstner Associates, Inc.: Northbrook, IL, USA, 2013. [Google Scholar]
- ASTM D3359; Standard Test Methods for Rating Adhesion by Tape Test. American Society for Testing and Materials: West Conshohocken, PA, USA, 2023.
- Damgaard, N.; Walbridge, S.; Hansson, C.; Yeung, J. Corrosion protection and assessment of weathering steel highway structures. J. Constr. Steel Res. 2010, 66, 1174–1185. [Google Scholar] [CrossRef]
- Alberta Transportation. Bridge Construction Inspection Manual; Alberta Transportation: Edmonton, AB, Canada, 2015.
- Alberta Transportation and Utilities. Specifications For Bridge Construction Section 4 Cast-In-Place Concrete; Alberta Transportation and Utilities: Edmonton, AB, Canada, 2020. [Google Scholar]
- Barth, K.; McConnell, J.R. An Assessment of Weathering Steel Bridges in West Virginia. In Proceedings of the 8th International Conference on Short and Medium Span Bridge, Niagara Falls, ON, Canada, 3–6 August 2010. [Google Scholar]
- Cole, S. Texas Steel Quality Council Construction of Weathering Steel Bridges. 2021. Available online: https://ftp.txdot.gov/pub/txdot-info/brg/texas-steel/2021/nov/construction-of-weathering-steel-bridges.pdf (accessed on 27 March 2025).
- Dang, N.T.V. Weathering steel and its applications in bridge construction, KTH Royal Institute of Technology. 2022. Available online: https://www.diva-portal.org/smash/get/diva2:1710236/FULLTEXT01.pdf (accessed on 27 March 2025).
- Kihira, H. Systematic approaches toward minimum maintenance risk management methods for weathering steel infrastructures. Corros. Sci. 2007, 49, 112–119. [Google Scholar] [CrossRef]
- Hara, S.; Miura, M.; Uchiumi, Y.; Fujiwara, T.; Yamamoto, M. Suppression of deicing salt corrosion of weathering steel bridges by washing. Corros. Sci. 2005, 47, 2419–2430. [Google Scholar] [CrossRef]
- Krivy, V.; Kubzova, M.; Kreislova, K.; Urban, V. Characterization of corrosion products on weathering steel bridges influenced by chloride deposition. Metals 2017, 7, 336. [Google Scholar] [CrossRef]
- Kubzova, M.; Krivy, V.; Kreislova, K.; Hong, H.P.T. Amount of chlorides in corrosion products of weathering steel. Transp. Res. Procedia 2019, 40, 751–758. [Google Scholar] [CrossRef]
- Hopwood, T.; Palle, S.; Meade, B.W.; Younce, R. Evaluation of the Use of Painted and Unpainted Weathering Steel on Bridges. 2016. Available online: https://uknowledge.uky.edu/cgi/viewcontent.cgi?article=2571&context=ktc_researchreports (accessed on 27 March 2025).
- Pianca, F. Weathering Steel-Five-Year Atmospheric Corrosion Performance; Ontario Ministry of Transportation: Toronto, ON, USA, 1994. [Google Scholar]
- Pianca, F. Weathering Steel-Performance of Test Coupons Over a Ten-Year Period of Environmental Exposure; Ontario Ministry of Transportation, Research and Development Branch: Toronto, ON, USA, 1997. [Google Scholar]
- Ontario Ministry of Transportation, Bridge Office. Ontario Structure Inspection Manual: OSIM; Ontario Ministry of Transportation, Bridge Office: Toronto, ON, USA, 2000. [Google Scholar]
- Manning, D.G. Accelerated Corrosion in Weathering Steel Bridges; Ontario Ministry of Transortation: Toronto, ON, USA, 1984. [Google Scholar]
- Manning, D.G.; Bassi, K.G.; Kingsland, T.C. Accelerated Corrosion for Weathering Steel Bridges-An Update; Ontario Ministry of Transportation: Toronto, ON, USA, 1984. [Google Scholar]
- BC Ministry of Transportation and Infrastructure. Bridge Standards and Procedures Manual; BC Ministry of Transportation and Infrastructure: Victoria, BC, Canada, 2022. [Google Scholar]
- BC Ministry of Transportation. Standard Specifications for Highway Construction. 2020. Available online: https://www.flickr.com/photos/tranbc/25142726038/in/album-72157689494520851/ (accessed on 27 March 2025).
- AMS-STD-595A; Colors Used in Government Procurement. SAE International: Warrendale, PA, USA, 2017.
- Lai, D. Leadership in Sustainable Infrastructure Recent Development and Trial of Corrosion Resistant Structural Steel for Bridges in Ontario. In Proceedings of the Leadership in Sustainable Infrastructure, Vancouver, BC, Canada, 31 May—3 June 2017. [Google Scholar]
- Lai, D.; Ramamurthy, S.; Walzak, M.J. Analysis of Corrosion Products Formed on Some of Ontario’s Weathering Steel Bridges. 2014. Available online: https://www.researchgate.net/publication/239820463 (accessed on 27 March 2025).
- Zhang, W.; Yang, S.; Geng, W.-T.; Hu, Q. Corrosion behavior of the low alloy weathering steels in stagnant water. Mater. Chem. Phys. 2023, 302, 127745. [Google Scholar] [CrossRef]
- Deflorian, F.; Rossi, S. Premature corrosion failure of structural highway components made from weathering steel. Eng. Fail. Anal. 2002, 9, 541–551. [Google Scholar] [CrossRef]
- Xu, C.; Zhu, Y.; Liu, W.; Bao, F.; Liu, E.; Huang, F.; Wen, L.; Jin, Y.; Sun, D. Hydrostatic pressure effects on corrosion behaviour of X80 steel in artificial sea water. Corros. Eng. Sci. Technol. 2021, 56, 383–391. [Google Scholar] [CrossRef]
- Gross, J.H.; Stout, R.D.; Cook, D.C.; Roberts, J.E.; Arico, K.E.; Conrad, M.B. Lehigh Preserve Institutional Repository Improved Corrosion Resistant Steel for Highway Bridge Construction. Available online: www.atlss.lehigh.edu (accessed on 27 March 2025).
- Žáček, O.; Lika, M.; Kreislová, K. Development of New Structural Weathering Steels. 2009. Available online: https://www.atmofix.cz/resources/doc201010_004.pdf (accessed on 27 March 2025).
- Nagoshi, M.; Kawano, T.; Kage, I.; Hayakawa, S. Micro-beam XRF and Fe–K Edge XAFS on the Cross Section of the Rust Layer Formed on a Weathering Steel. ISIJ Int. 2011, 51, 93–98. [Google Scholar] [CrossRef]
- Kage, I.; Matsui, K.; Kawabata, F. Minimum maintenance Steel plates and their application technologies for bridge: Life cycle cost reduction technologies with environmental safeguards for preserving social infrastructure assets. JFE Tech. Rep. 2005, 5, 37–44. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WS | C | Mn | P | S | Si | Cu | Ni | Cr | V | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| ASTM A-242 | 0.11 | 0.31 | 0.092 | 0.02 | 0.42 | 0.30 | 0.31 | 0.82 | <0.01 | 0.08 |
| ASTM A-588 | 0.13 | 1.03 | 0.006 | 0.019 | 0.25 | 0.33 | 0.015 | 0.56 | 0.038 | 0.043 |
| US | UK/EU | Japan | China | AU | Key Features/Applications |
|---|---|---|---|---|---|
| ASTM A-242 (Type 1) | EN S355J0WP [10] | JIS SPA-H [11] | GB/T Q235NH [12] | Original COR-TEN A, thinner plates, housing, freight cars, architectural. Higher phosphorus. | |
| ASTM A-242 (Type 2/Corten B) | EN S355J2W [10] | JIS SPA-C [11] | GB/T Q345NH [12] | Thinner plates, urban furnishing, passenger ships, cranes. Lower phosphorus. | |
| ASTM A-588 (Grade A) | EN S355J2W [10] | JIS SPA-C [11] | GB/T Q345NH [12] | AS/NZS 3678 WR350A (L0, L20) [13] | Higher strength, welded bridges, structural shapes, plates, bars. Higher phosphorus (Type A Aus). |
| ASTM A-588 (Grade B) | EN S355J2W [10] | JIS SPA-C [11] | GB/T Q345NH [12] | AS/NZS 3678 WR350B (L0, L20) [13] | Higher strength, welded bridges, structural shapes, plates, bars. Lower phosphorus (Type B Aus), better weldability. |
| ASTM A-588 (Grade C) | |||||
| ASTM A-588 (Grade K) | |||||
| ASTM A-606 [14] | Thin sheet, strip, coil, structural and miscellaneous purposes, enhanced corrosion resistance. | ||||
| ASTM A709-50W [15] | Structural steel in bridges, high strength, low alloy, high corrosion resistance index. | ||||
| ASTM A-847 [16] | Minimum yield 50 ksi, tensile 70 ksi. Limited information. | ||||
| ASTM A871-65 [17] | High-strength plate, transmission and lighting poles, esthetic alternative to galvanized. | ||||
| EN S355J0W [10] | Equivalent to Corten B, impact test 0 °C. | ||||
| EN S355K2W [10] | Similarly to S355J2W, higher impact toughness at −20 °C. | ||||
| EN S355J4W [10] | Very low-temp applications, impact test −40 °C. | ||||
| EN S355J5W [10] | Extremely low-temp applications, impact test −50 °C. | ||||
| EN S235J0W/J2W [10] | Lower strength grades. | ||||
| EN S420J2W/S460J2W [10] | Higher strength grades, used in bridges. | ||||
| PATINAX 355P (S355J2WP+N) [10] | Equivalent to Corten A, higher phosphorus, higher corrosion resistance. | ||||
| PATINAX 355 (S355J2W+N) [10] | Equivalent to Corten B. | ||||
| PATINAX 275PK (S355J2WP) [10] | Thinner cold-rolled sheet, higher phosphorus. | ||||
| JIS G3114 SMA400AW [18] | Weldable, no low-temp impact test requirement. | ||||
| JIS G3114 SMA400BW [18] | Weldable, impact test 0 °C min 27 J. | ||||
| JIS G3114 SMA400CW [18] | Weldable, impact test at lower temp than BW. | ||||
| GB/T Q295NH [12] | Welding weathering steel. | ||||
| GB/T Q355NH [12] | High tensile strength, good weldability, low-temp impact toughness. | ||||
| GB/T Q460NH/Q500NH/Q550NH [12] | Higher strength welding weathering steels. | ||||
| GB/T Q265GNH/Q295GNH/Q310GNH/Q355GNH [12] | High weathering steel grades. | ||||
| AS/NZS 1594 HW350A [19] | Hot-rolled flat product, good formability. | ||||
| AS/NZS 1595 CW300A [20] | Cold-rolled, smoother finish, tighter tolerances. |
| Category | Time of Wetness (h/Year) |
|---|---|
| T0 | NA |
| T1 | 10 |
| T2 | 250 |
| T3 | 2500 |
| T4 | 5500 |
| T5 | >5500 |
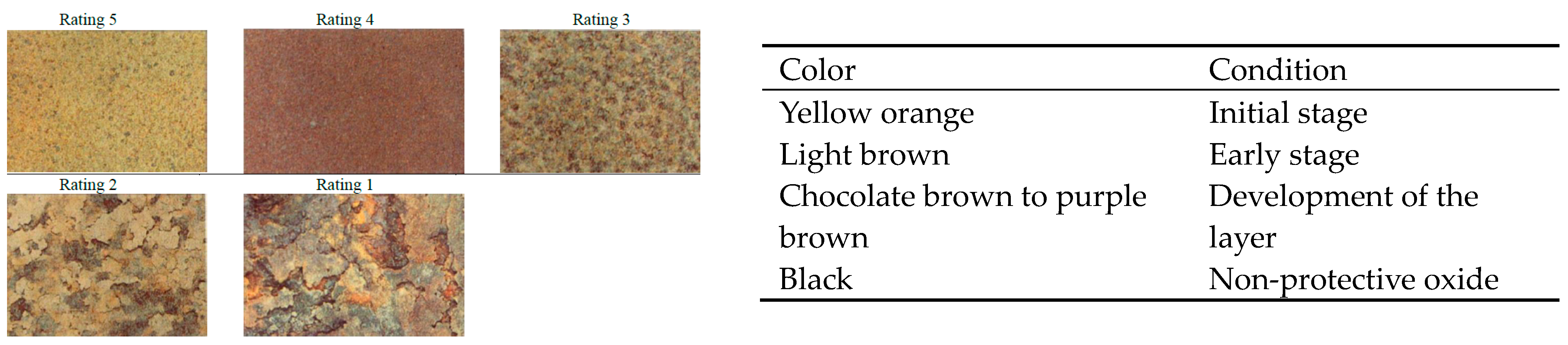
| Condition | Rating | Appearance | Thickness |
|---|---|---|---|
| Normal | 5 | The tone is bright, and the color is orange and yellow brown. There are almost no bumps, and the rust particles are very small. The amount of rust is little, and the maximum particle size is less than 1 mm. | Below 200 µm |
| Normal | 4 | The tone is dark brown, and the color is uneven. There are almost no bumps, and the rust particles are fine and uniform. The amount of rust is more, and the maximum particle size is less than 1 mm. | Below 400 µm |
| Normal | 3 | The tone is dark brown to brown, and the color is uneven. There are slight bumps, and the rust particles are uneven. The amount of rust is large, and the maximum particle size is less than 1–5 mm. | Below 400 µm |
| Observation required | 2 | The tone is dark brown to brown, and the color is uneven. There are large bumps, and the rust particles are rough and scaly. The amount of rust is large, and the maximum particle size is less than 5–25 mm. | Above 200 µm–below 800 µm |
| Abnormal | 1 | There are various local tones. There are large bumps, and the rust layer occurs layered peeling. | Above 800 µm |
| Country | Allowance | ||||
|---|---|---|---|---|---|
| C1 | C2 | C3 | C4 | C5 | |
| Belgium | - | 0.11–0.8 | 0.53–1.2 | 1.05–1.5 | Not allowed |
| Germany | - | 0.8 | 1.0 | 1.5 | Not allowed |
| UK (120 years) | 1.0 | 1.0 | 1.0 | 1.5 | Not allowed |
| France | N applicable | 1.0 | 1.0 | 1.5 | Not allowed |
| Spain | 1.0 | 1.0 | 1.0 | Not allowed | Not allowed |
| ECCS | N applicable | 0.8 | 1.0 | 1.5 | Not allowed |
| Australia | 1 (0.5 for internal) | 1 | 1.5 | Not allowed | Not allowed |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ebrahimi, N.; Roshanfar, M.; Momeni, M.; Naboka, O. Corrosion Performance of Atmospheric Corrosion Resistant Steel Bridges in the Current Climate: A Performance Review. Materials 2025, 18, 3510. https://doi.org/10.3390/ma18153510
Ebrahimi N, Roshanfar M, Momeni M, Naboka O. Corrosion Performance of Atmospheric Corrosion Resistant Steel Bridges in the Current Climate: A Performance Review. Materials. 2025; 18(15):3510. https://doi.org/10.3390/ma18153510
Chicago/Turabian StyleEbrahimi, Nafiseh, Melina Roshanfar, Mojtaba Momeni, and Olga Naboka. 2025. "Corrosion Performance of Atmospheric Corrosion Resistant Steel Bridges in the Current Climate: A Performance Review" Materials 18, no. 15: 3510. https://doi.org/10.3390/ma18153510
APA StyleEbrahimi, N., Roshanfar, M., Momeni, M., & Naboka, O. (2025). Corrosion Performance of Atmospheric Corrosion Resistant Steel Bridges in the Current Climate: A Performance Review. Materials, 18(15), 3510. https://doi.org/10.3390/ma18153510