

Metallization of 3D-Printed PET and PETG Samples with Different Filling Densities of the Inner Layers


 , ,
, ,
Abstract

1. Introduction
- (1)
- There is excellent adhesion between layers;
- (2)
- PETG fingerprints do not warp or shrink easily;
- (3)
- PETG can be recycled along with its footprints.
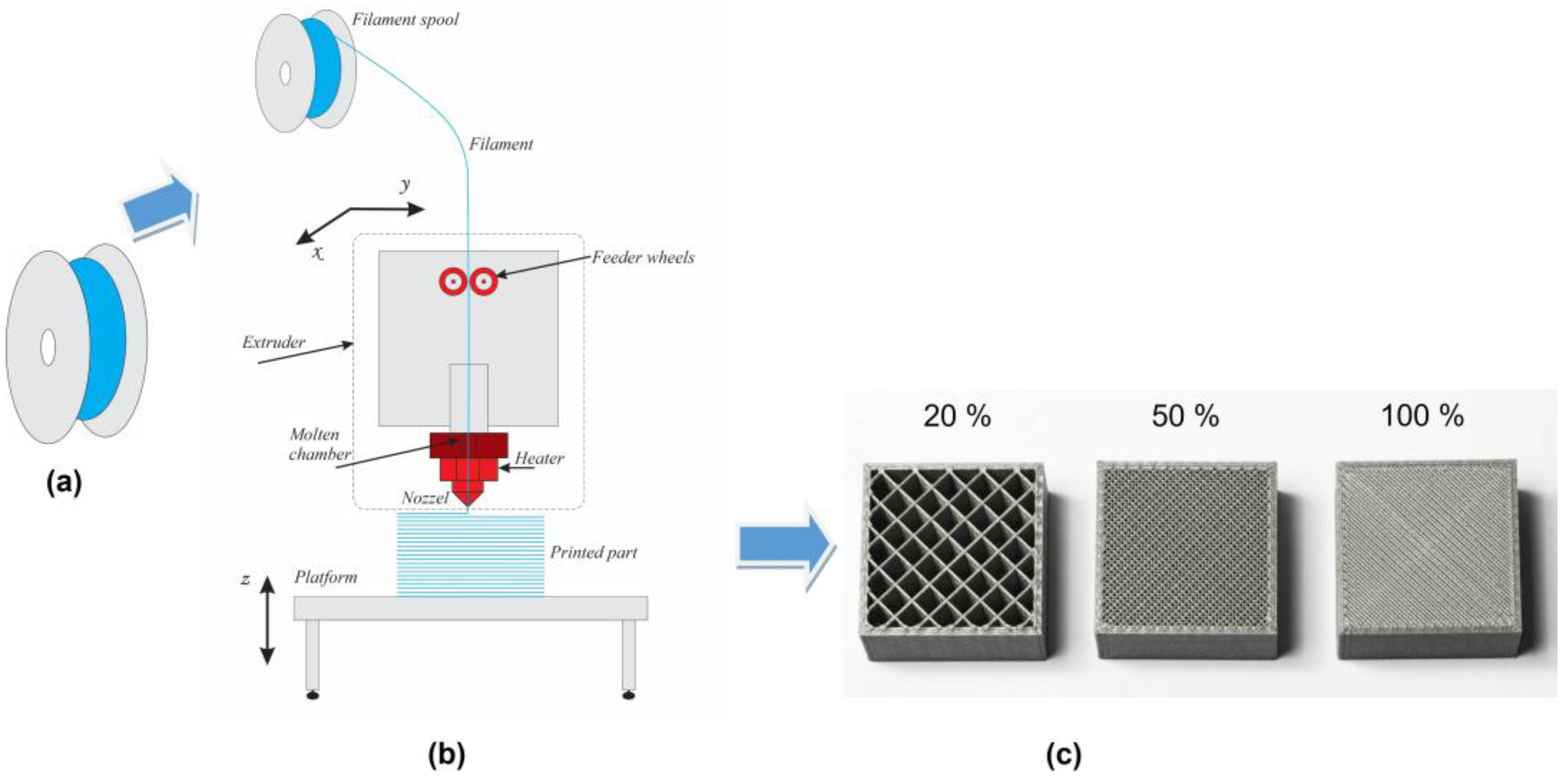
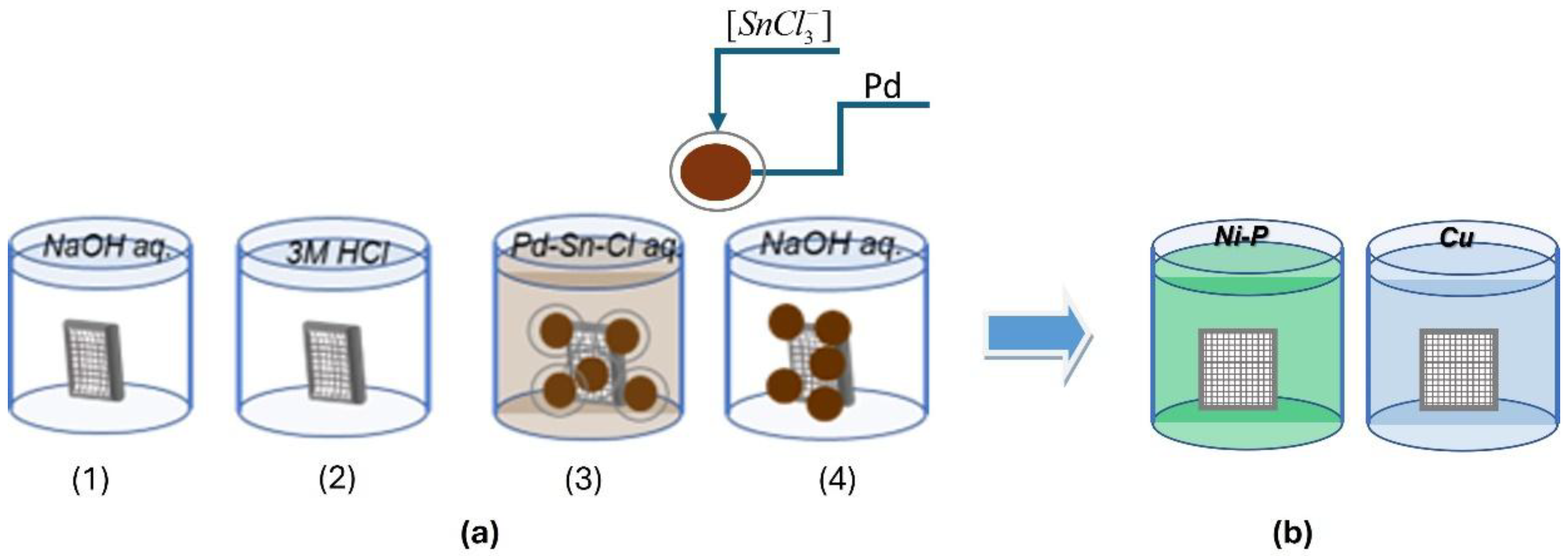
2. Experimental Part
- (1)
- Simultaneous degreasing and etching in an alkaline medium. The influence of working conditions was investigated within the following ranges: NaOH 100 ÷ 400 g L−1, temperature 40 °C ÷ 70 °C, and treatment duration 3 ÷ 30 min.
- (2)
- Pre-activation in a solution of 3 M HCl, T = 25 ± 2 °C, and a time of 3 min.
- (3)
- Activation in a colloidal Pd/Sn activating solution: activator-A-75-12 (TU-Sofia), T = 25 ± 2 °C, and a time of 5 min.
- (4)
- Acceleration in an alkaline medium: T = 25 ± 2 °C and a time of 5 min.
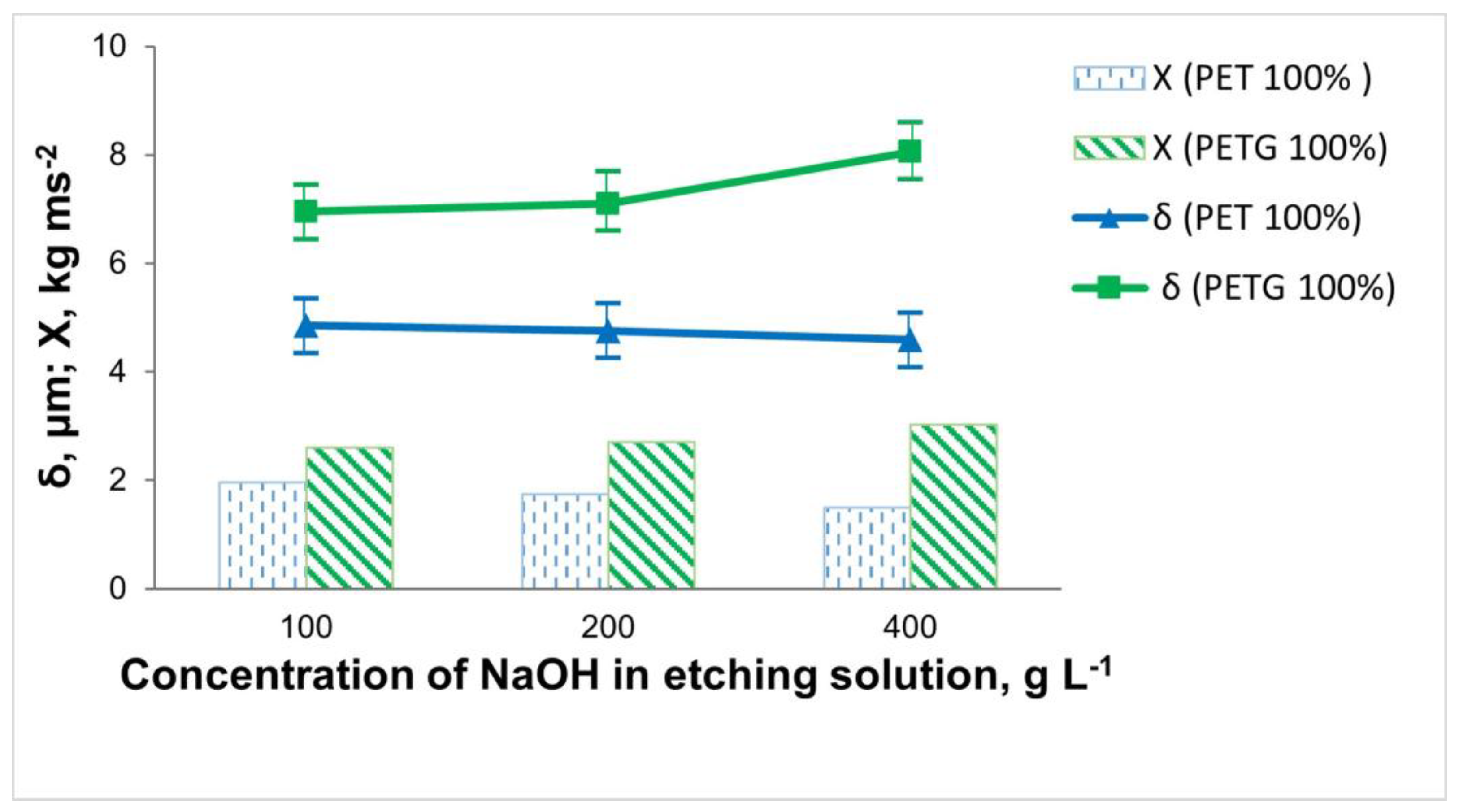
3. Results and Discussion
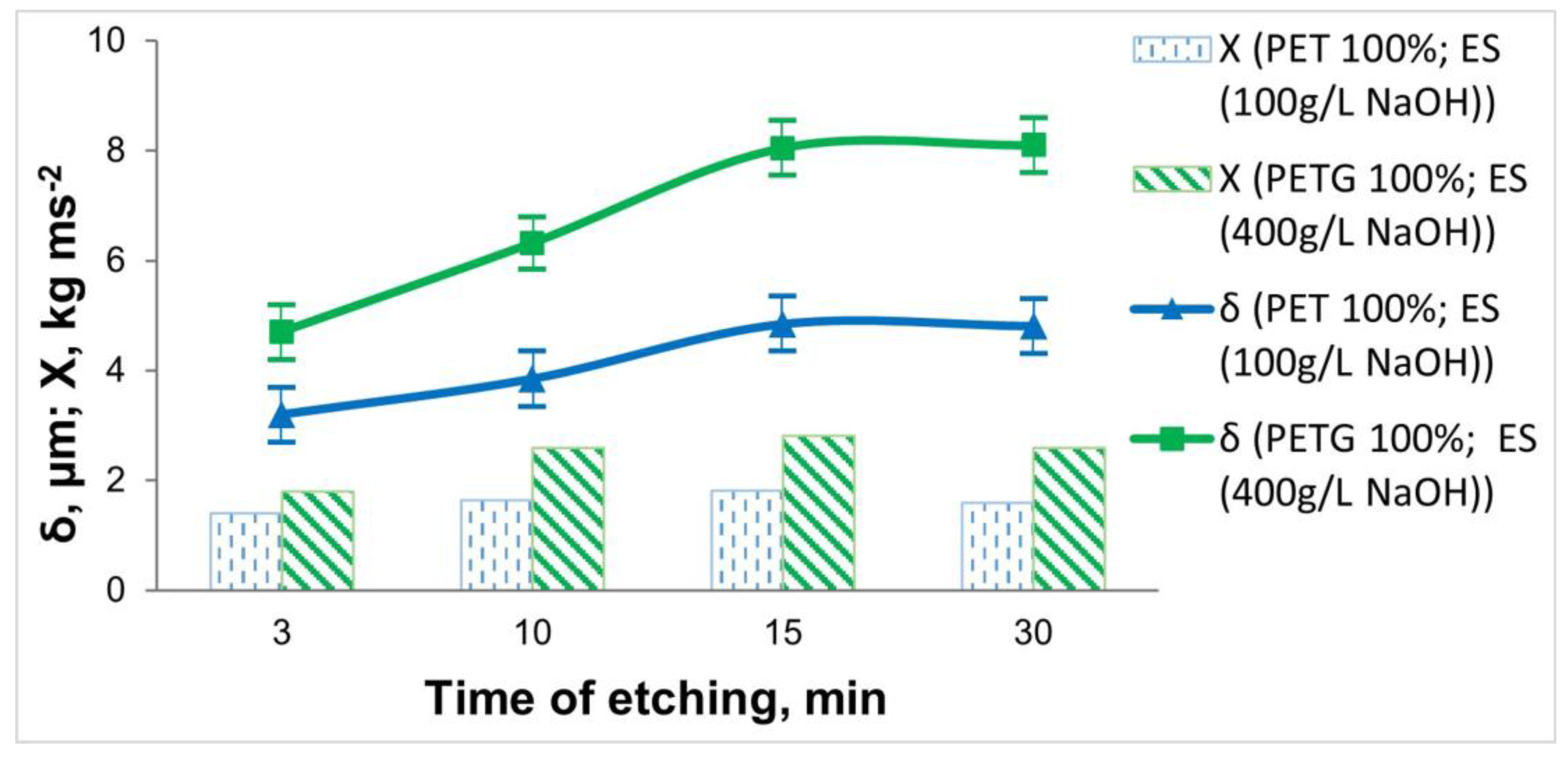
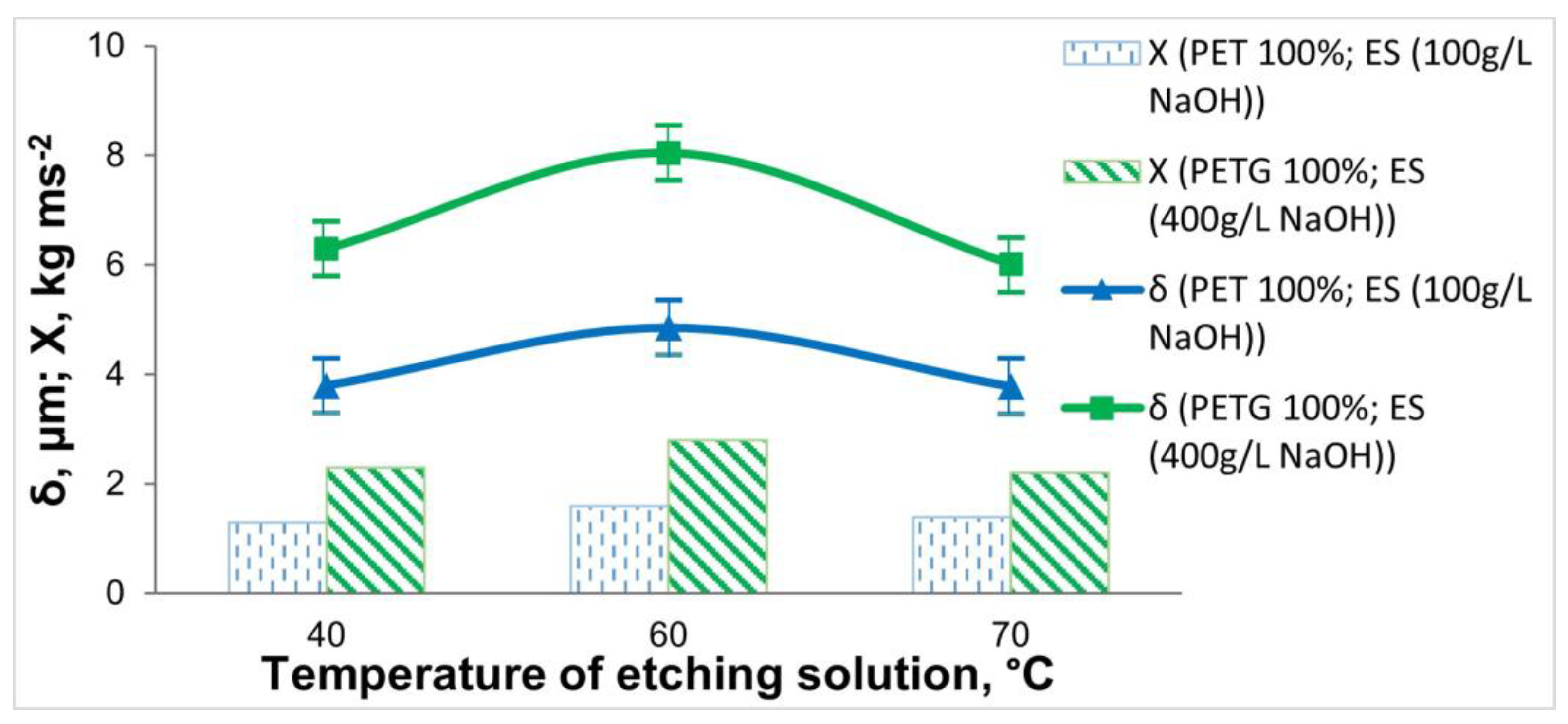
3.1. Effect of the Etching Operation from Pre-Treatment of 3D Printed PET and PETG Samples
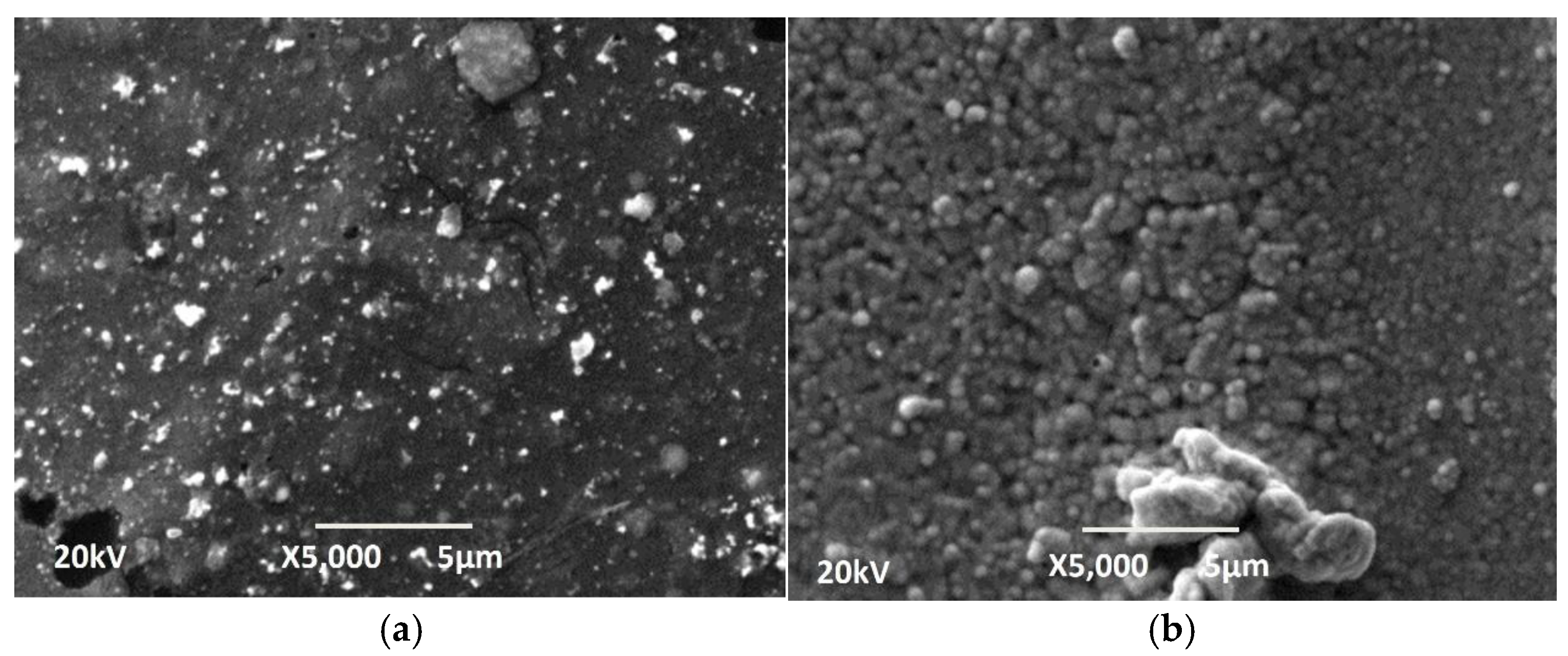
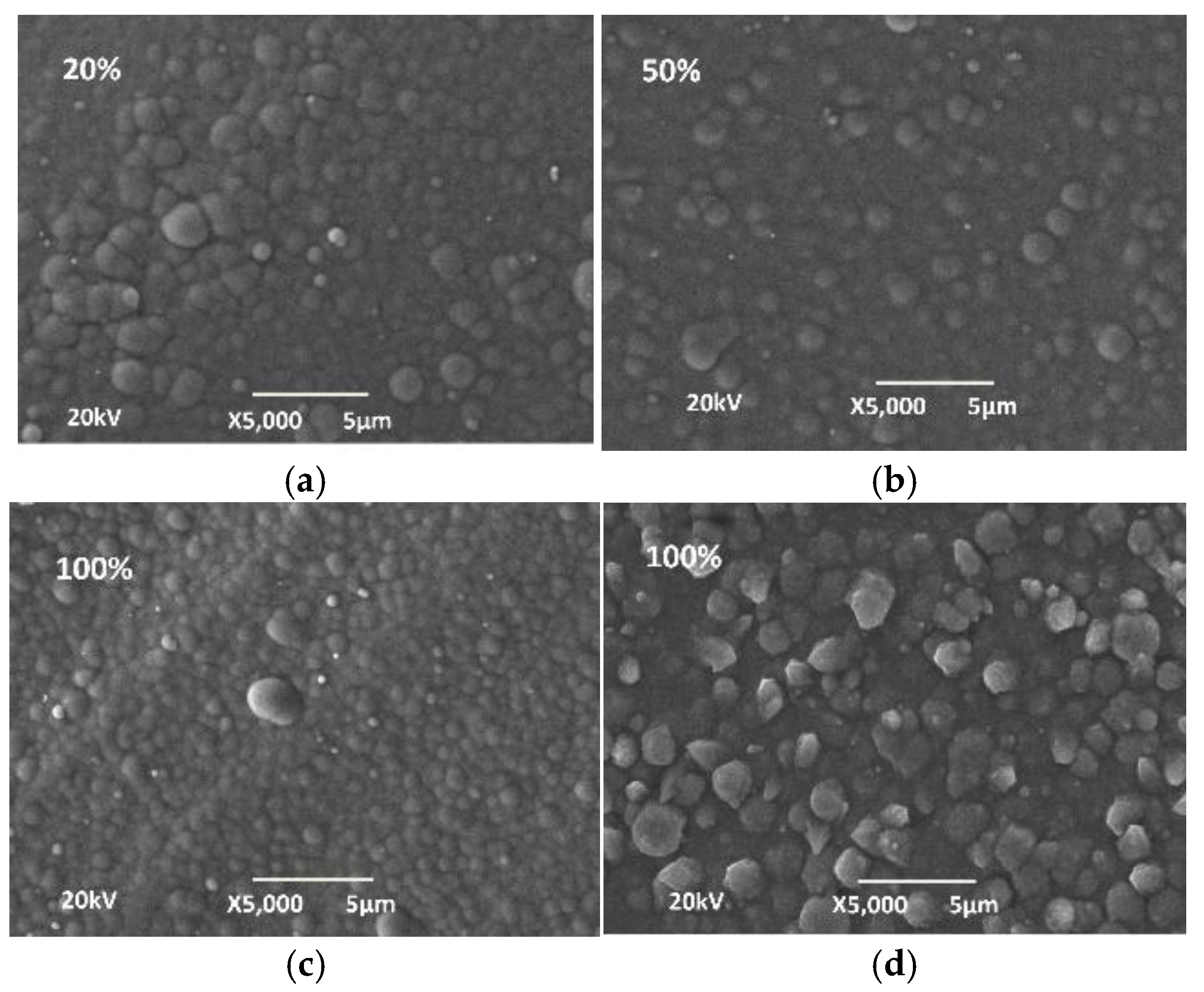
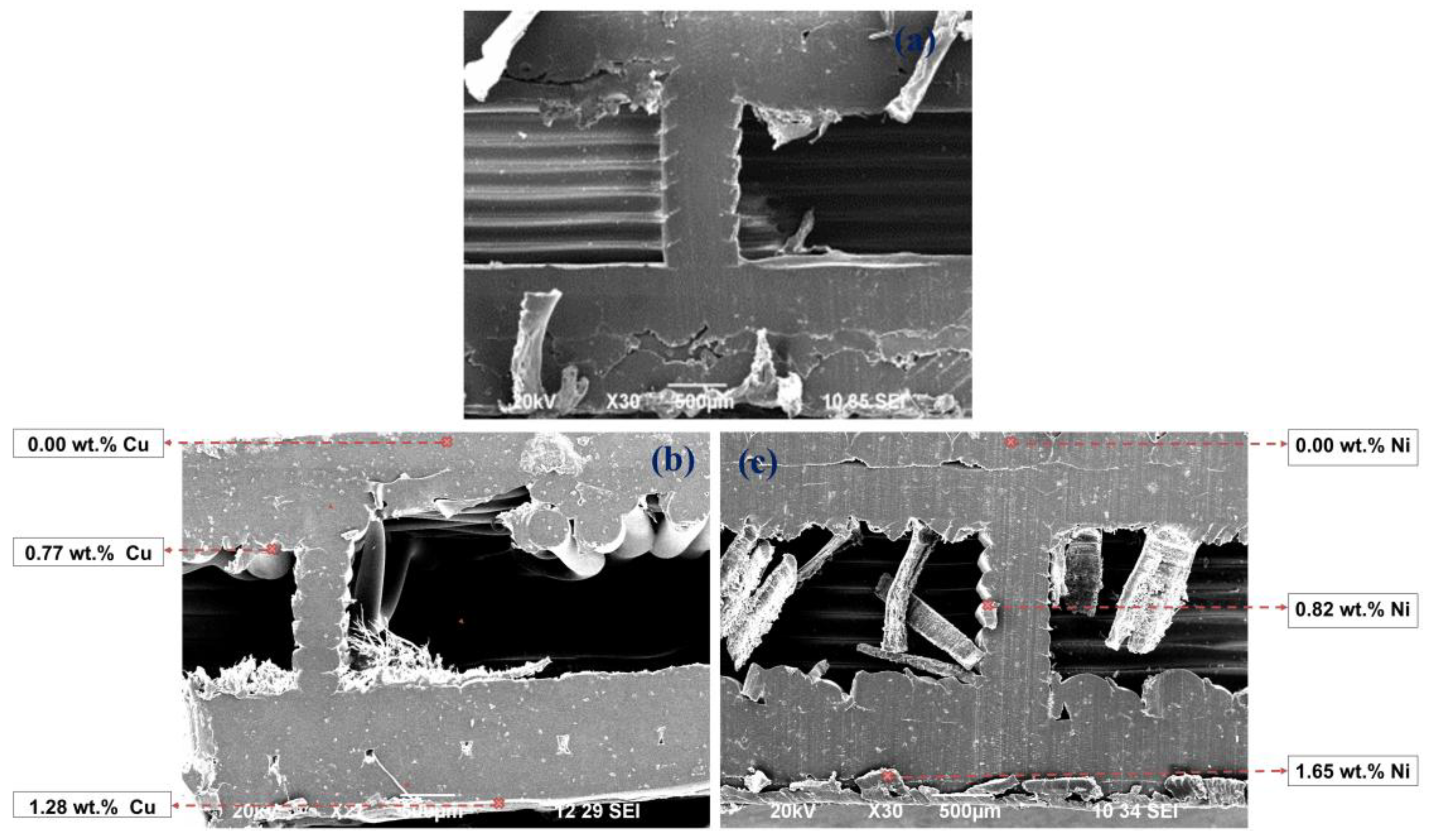
3.2. Electroless Deposition of Cu and Ni-P Coatings on 3D PETG Samples with Different Filling Densities of the Inner Layers (20%, 50% and 100%)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Prajapati, S.; Sharma, J.K.; Kumar, S.; Pandey, S.; Pandey, M.K. A review on comparison of physical and mechanical properties of PLA, ABS, TPU, and PETG manufactured engineering components by using fused deposition modelling. Mater. Today Proc. 2024; in press. [Google Scholar] [CrossRef]
- Bhandari, S.; Krishnanand; Singh, A.; Taufik, M. 3D printing methods and materials for sensor fabrication. Mater. Today Proc. 2024, 115, 8–16. [Google Scholar] [CrossRef]
- Mustapha, K.B.; Metwalli, K.M. A review of fused deposition modelling for 3D printing of smart polymeric materials and composites. Eur. Polym. J. 2021, 156, 110591. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Liu, B.; Liu, S.; Devaraj, V.; Yin, Y.; Zhang, Y.; Ai, J.; Feng, Y.H.J. Metal 3D nanoprinting with coupled fields. Nat. Commun. 2023, 14, 4920. [Google Scholar] [CrossRef] [PubMed]
- Song, K.; Zhou, J.; Wei, C.; Ponnuchamy, A.; Bappy, M.O.; Liao, Y.; Jiang, Q.; Du, Y.; Evans, C.J.; Wyatt, B.C. A printed microscopic universal gradient interface for super stretchable strain-insensitive bioelectronics. Adv. Mater. 2025, 37, 2414203. [Google Scholar] [CrossRef] [PubMed]
- Bappy, M.O.; Jiang, Q.; Atampugre, S.; Zhang, Y. Aerosol jet printing of high-temperature bimodal sensors for simultaneous strain and temperature sensing using gold and indium tin oxide nanoparticle inks. ACS Appl. Nano Mater. 2024, 7, 9453–9459. [Google Scholar] [CrossRef]
- Du, Y.; Reitemeier, J.; Jiang, Q.; Bappy, M.O.; Bohn, P.W.; Zhang, Y. Hybrid printing of fully integrated microfluidic devices for biosensing. Small 2023, 20, 2304966. [Google Scholar] [CrossRef] [PubMed]
- Akhouri, D.; Banerjee, D.; Mishra, S.B. A review report on the plating process of fused deposition modelling (FDM) built parts. Mater. Today Proc. 2020, 26, 2140–2142. [Google Scholar] [CrossRef]
- Singh, J.; Goyal, K.K.; Kumar, R. Effect of filling percentage and raster style on tensile behavior of FDM produced PLA parts at different build orientation. Mater. Today Proc. 2022, 63, 433–439. [Google Scholar] [CrossRef]
- Equbal, A.; Sood, A.K. Metallization on FDM parts using the chemical deposition technique. Coatings 2014, 4, 574–586. [Google Scholar] [CrossRef]
- Akin, S.; Nath, C.; Jun, M.B. Selective surface metallization of 3D-printed polymers by cold-spray-assisted electroless deposition. ACS Appl. Electron. Mater. 2023, 5, 5164–5175. [Google Scholar] [CrossRef]
- Zhan, J.; Tamura, T.; Li, X.; Ma, Z.; Sone, M.; Yoshino, M.; Umezu, S.; Sato, H. Metal-plastic hybrid 3D printing using catalyst-loaded filament and electroless plating. Addit. Manuf. 2020, 36, 101556. [Google Scholar] [CrossRef]
- Sharifi, J.; Paserin, V.; Fayazfa, H. Sustainable direct metallization of 3D-printed metal-infused polymer parts: A novel green approach to direct copper electroless plating. Adv. Manuf. 2024, 12, 784–797. [Google Scholar] [CrossRef]
- Siddikali, P.; Rama Sreekanth, P.S. Performance evaluation of CNT reinforcement on electroless plating on solid free-form-fabricated PETG specimens for prosthetic limb application. Polymers 2022, 14, 3366. [Google Scholar] [CrossRef] [PubMed]
- Dobreva, E.; Lirkov, A.; Petrov, H. Adhesion aspects in metallised tissues of polyetylenterephtalate. In Proceedings of the CAST 95, The Netherlands, 16–20 October 1995. [Google Scholar]
- Duncan, R.N. The metallurgical structure of electroless nickel deposits: Effect on coating properties. Plat. Surf. Finish. 1996, 83, 65–69. [Google Scholar]
- Li, J.; Kohl, P.A. Complex chemistry & the electroless copper plating process. Plat. Surf. Finish. 2004, 91, 40–46. [Google Scholar]
- Petrova, M.; Georgieva, M.; Lazarova, D.; Dobrev, D.; Pavlov, T. Electroless metallisation of ABS polymer samples produced by different technologies. Trans. IMF 2021, 99, 188–193. [Google Scholar] [CrossRef]
- Tzaneva, B.; Dobreva, E.; Koteva, N.; Georgieva, M.; Petrova, M. Effect of etching conditions on electroless Ni-P plating of 3D printed PLA. Trans. IMF 2022, 100, 166–172. [Google Scholar] [CrossRef]
- Zouine, N.; Er Raouan, S.; Ghachtouli, N.E.L.; Abed, S.E.L.; Koraichi, S.; Ibn, S. Enhancing 3D printed PET physicochemical properties to prevent bacterial adhesion: Phenolic compound-based approach. Int. J. Adhes. Adhes. 2025, 136, 103847. [Google Scholar] [CrossRef]
- Kumaresan, R.; Kadirgama, K.; Samykano, M.; Harun, W.S.W.; Thirugnanasambandam, A.; Aslfattahi, N.; Samylingam, L.; Kok, C.K.; Ghazali, M.F. Optimization of inter-layer printing parameters for enhanced mechanical performance of PETG in fused deposition modeling (FDM). Results Eng. 2025, 25, 104564. [Google Scholar] [CrossRef]
- Marsavina, L.; Marghitas, M.; Valean, E. Size effect in PLA and PETG specimens obtained using FDM. Procedia Struct. Integr. 2022, 42, 1259–1265. [Google Scholar] [CrossRef]
- Stoychev, D.; Koteva, N.; Stoycheva, M.; Velkova, E.; Dobrev, D. Chemical cobalt coating of polyethylenterephtalate. Mater. Plast. 2012, 49, 20–29. [Google Scholar]
- Georgieva, M.; Petrova, M.; Dobrev, D. Syntesis and investigation of chemically deposited composite coatings Cu/SiC on polietilene terephtalate. Comt. Rend. Acad. Bulg. Sci. 2012, 65, 1521–1526. [Google Scholar]
- Domenech, S.C.; Lima Jr, E.; Drago, V.; De Lima, J.C.; Borges, N.G., Jr.; Avila, A.O.V.; Soldi, V. Electroless plating of nickel-phosphorous on surface-modified poly(ethylene terephthalate) film. J. Appl. Surf. Sci. 2003, 220, 238–250. [Google Scholar] [CrossRef]
- Georgieva, M.; Petrova, M.; Chakarova, V. Obtaining of electroless Ni-P/ZrO2 composite coatings on flexible substrates of polyetylene terephtalate. Bulg. Chem. Commun. 2013, 45, 116–121. [Google Scholar]
- Zhang, M.C.; Kang, E.T.; Neoh, K.G.; Tan, K.L. Electroless plating of copper and nickel on surface-modified poly(tetrafluoroethylene) films. J. Electrochem. Soc. 2001, 148, C71. [Google Scholar] [CrossRef]
- ASTM D 3359-09; Standard Test Methods for Measuring Adhesion by Tape Test. ASTM: West Conshohocken, PA, USA, 2010.
- ASTM D 4541-02; Standard Test Method for Pull-off Strength of Coatings Using Portable Adhesion Testers. ASTM: West Conshohocken, PA, USA, 2002.
- Bernasconi, R.; Natale, G.; Levi, M.; Magagnin, L. Electroless plating of NiP and Cu on polylactic acid and polyethylene terephthalate glycol-modified for 3D printed flexible substrates. J. Electrochem. Soc. 2016, 163, D526–D531. [Google Scholar] [CrossRef]
- Bernasconi, R.; Natale, G.; Levi, M.; Magagnin, L. Electroless plating of PLA and PETG for 3D printed flexible substrates. ECS Trans. Electrochem. Soc. 2015, 66, 23–35. [Google Scholar] [CrossRef]
- Guo, Z.; Keong, K.G.; Sha, W. Crystallisation and phase transformation behaviour of electroless nickel phosphorus platings during continuous heating. J. Alloys Compd. 2003, 358, 112–119. [Google Scholar] [CrossRef]
- Mallory, G.O.; Hajdu, J.B. (Eds.) Electroless Plating: Fundamentals and Applications; Sponsored by American Electroplaters and Surface Finishers Society; Distributed by Noyes Data Corp; American Electroplaters and Surface Finishers Society: Orlando, FL, USA; Park Ridge, NJ, USA, 1990. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition and Working Conditions | Ni-P Bath | Cu Bath |
|---|---|---|
| CuSO4.5H2O, g L−1 | 10 | |
| NiSO4.7H2O, g L−1 | 25 | |
| Na2-EDTA, g L−1 | 40 | |
| NaH2PO2.H2O, g L−1 | 22 | |
| CH2O, mL L−1 | 10 | |
| C5H6O3, mL L−1 | 17.4 | |
| NaOH, g L−1 | 10 | |
| CH3COONa.3H2O, g L−1 | 20 | |
| T, °C | 82 ± 2 | 45 ± 2 |
| Ph | 4.6 ÷ 4.8 | 12.8 ÷ 13.0 |
| Time, min | 30 | |
| Electroless Coatings | Cu | Ni-P | |||||
|---|---|---|---|---|---|---|---|
| Filling Density | 20% | 50% | 100% | 20% | 50% | 100% | |
| δ, µm | Gravimetrical | 1.29 | 1.57 | 2.46 | 5.82 | 7.58 | 8.05 |
| XRF | 1.91 | 1.92 | 1.98 | 4.93 | 5.99 | 6.20 | |
| X, kg ms−2 | 0.43 | 0.96 | 1.05 | 1.64 | 2.74 | 2.82 | |
| EDS, wt.% | Cu | 81.98 | 83.21 | 84.39 | |||
| Ni | 83.86 | 89.01 | 89.49 | ||||
| P | 8.87 | 9.04 | 9.94 | ||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petrova, S.; Lazarova, D.; Georgieva, M.; Petrova, M.; Dobrev, D.; Ditchev, D. Metallization of 3D-Printed PET and PETG Samples with Different Filling Densities of the Inner Layers. Materials 2025, 18, 3401. https://doi.org/10.3390/ma18143401
Petrova S, Lazarova D, Georgieva M, Petrova M, Dobrev D, Ditchev D. Metallization of 3D-Printed PET and PETG Samples with Different Filling Densities of the Inner Layers. Materials. 2025; 18(14):3401. https://doi.org/10.3390/ma18143401
Chicago/Turabian StylePetrova, Sonya, Diana Lazarova, Mihaela Georgieva, Maria Petrova, Dimiter Dobrev, and Dimitre Ditchev. 2025. "Metallization of 3D-Printed PET and PETG Samples with Different Filling Densities of the Inner Layers" Materials 18, no. 14: 3401. https://doi.org/10.3390/ma18143401
APA StylePetrova, S., Lazarova, D., Georgieva, M., Petrova, M., Dobrev, D., & Ditchev, D. (2025). Metallization of 3D-Printed PET and PETG Samples with Different Filling Densities of the Inner Layers. Materials, 18(14), 3401. https://doi.org/10.3390/ma18143401