
Influence of Annealing on the Properties of Fe62Ni18P13C7 Alloy


 , , , and
, , , and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results
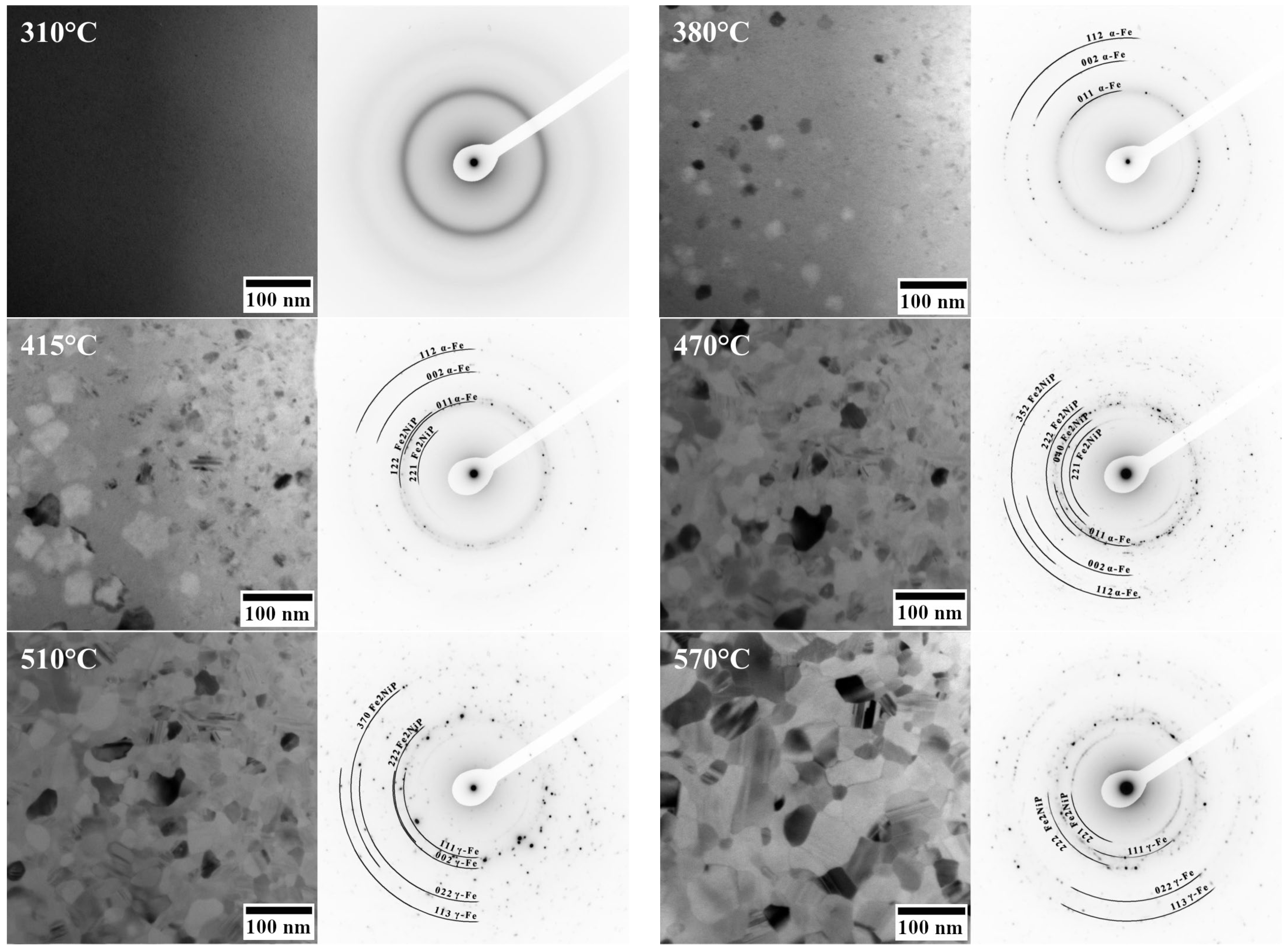
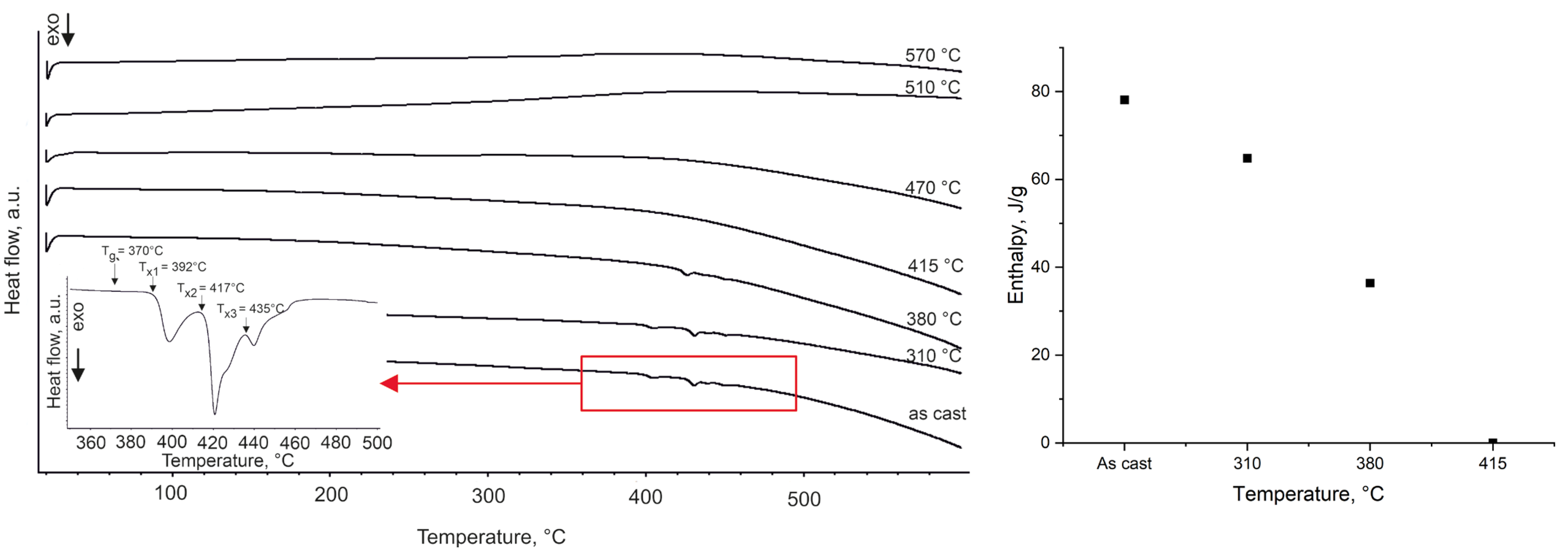
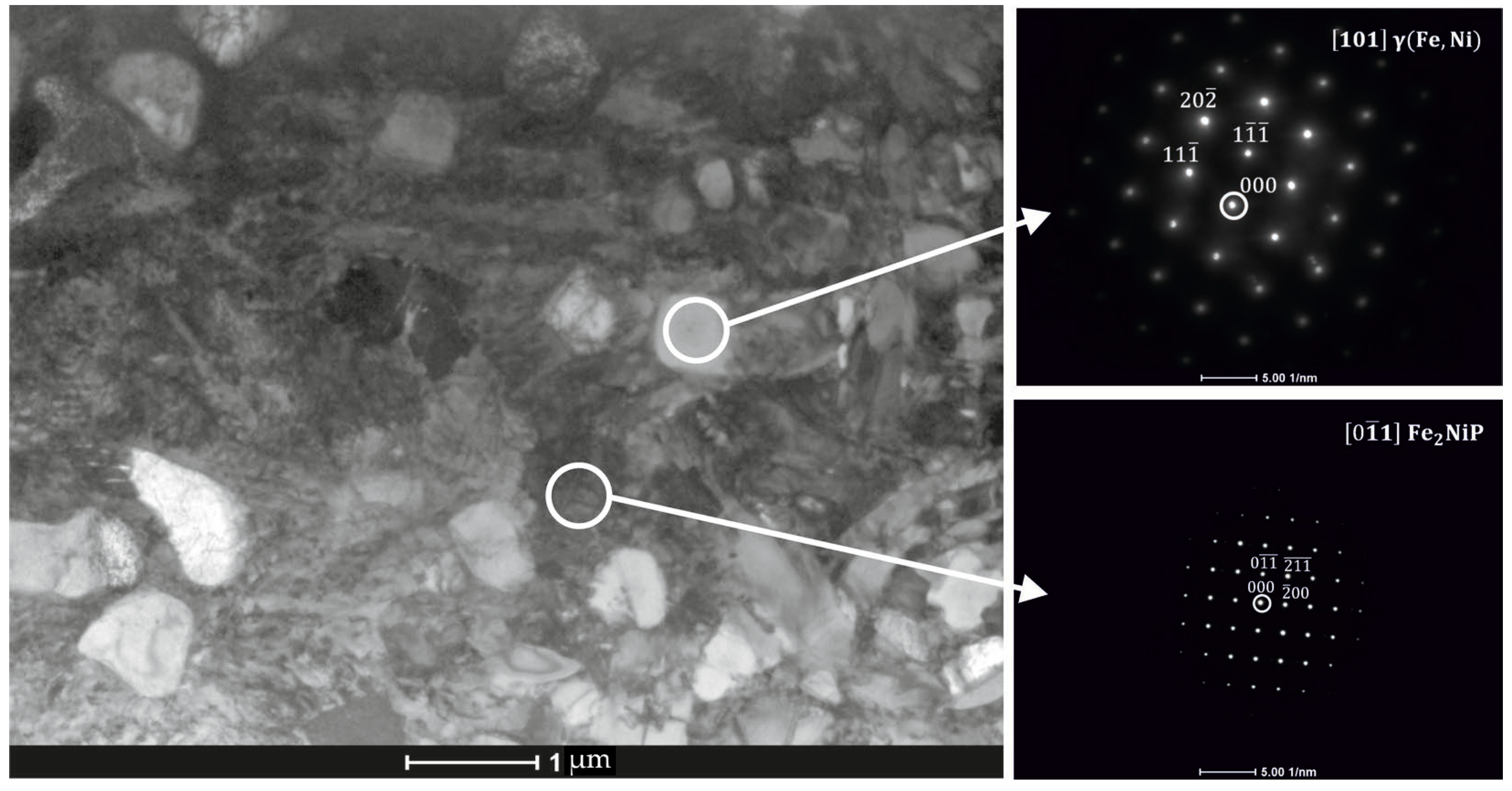
3.1. Phase Transformation
3.2. Hardness Evolution
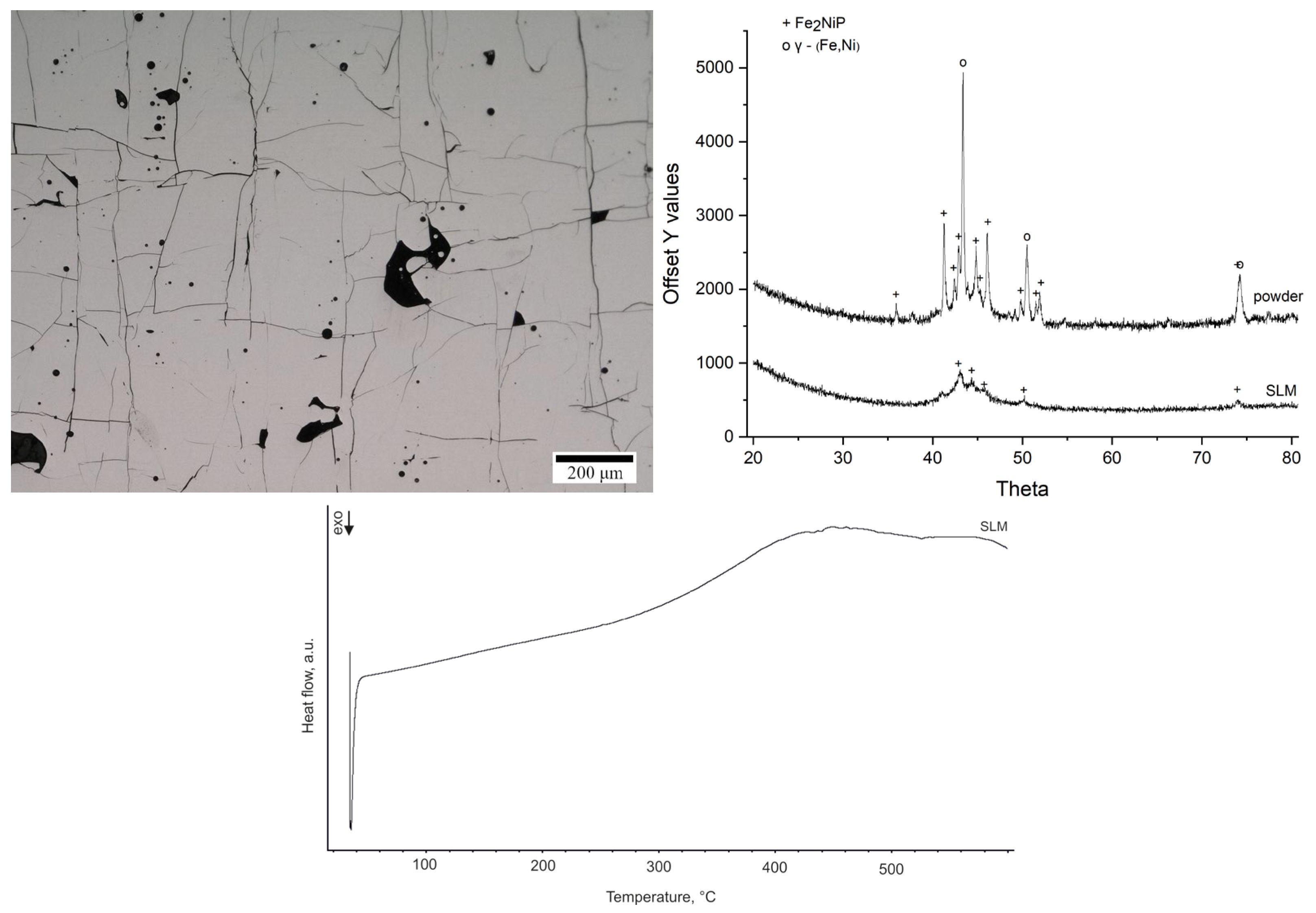
3.3. SLM Printing
4. Discussion
4.1. Phase Transformation
4.2. Hardness Evolution
4.3. SLM Printing
5. Conclusions
- −
- The Fe62Ni18P13C alloy exhibits a narrow supercooled liquid region (ΔTx ≈ 22 °C) and readily crystallizes upon heating, indicating low glass-forming ability.
- −
- The annealing process induces multistage crystallization in the alloy. At approximately 380 °C, α-(Fe,Ni) (or a metastable (Fe,Ni) phase that subsequently decomposes into α-(Fe,Ni) and Fe2NiP) and Fe2NiP phases are formed. With increasing temperature, α-(Fe,Ni) transforms into γ-(Fe,Ni), accompanied by further phosphide growth.
- −
- Nanocrystallization increases hardness by ~50%, reaching ~12.5 GPa at 415 °C, due to the formation of fine α-(Fe,Ni) grains and Fe2NiP precipitates. Grain coarsening above 510 °C reduces hardness.
- −
- SLM processing results in a predominantly crystalline, brittle microstructure with only ~2% amorphous content and visible thermal cracking. Hardness of the as-printed sample (~10.2 GPa) reflects its phase composition.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pei, Z.; Ju, D. Simulation of the Continuous Casting and Cooling Behavior of Metallic Glasses. Materials 2017, 10, 420. [Google Scholar] [CrossRef] [PubMed]
- Pauly, S.; Löber, L.; Petters, R.; Stoica, M.; Scudino, S.; Kühn, U.; Eckert, J. Processing metallic glasses by selective laser melting. Mater. Today 2013, 16, 37–41. [Google Scholar] [CrossRef]
- Nong, X.D.; Zhou, X.L.; Ren, Y.X. Fabrication and characterization of Fe-based metallic glasses by Selective Laser Melting. Opt. Laser Technol. 2019, 109, 20–26. [Google Scholar] [CrossRef]
- Erutin, D.; Popovich, A.; Sufiiarov, V. Comparative Study of Microstructure and Phase Composition of Amorphous-Nanocrystalline Fe-Based Composite Material Produced by Laser Powder Bed Fusion in Argon and Helium Atmosphere. Materials 2024, 17, 2343. [Google Scholar] [CrossRef]
- Löfstrand, J.; Goetz, I.K.; Marattukalam, J.J.; Hjörvarsson, B.; Nagy, G.; Skårman, B.; Sahlberg, M.; Jönsson, P.E. Stress related magnetic imaging of iron-based metallic glass produced with laser beam powder bed fusion. Mater. Des. 2024, 244, 113199. [Google Scholar] [CrossRef]
- Zhang, P.; Tan, J.; Tian, Y.; Yan, H.; Yu, Z. Research progress on selective laser melting (SLM) of bulk metallic glasses (BMGs): A review. Int. J. Adv. Manuf. Technol. 2022, 118, 2017–2057. [Google Scholar] [CrossRef]
- Żrodowski, Ł.; Wysocki, B.; Wróblewski, R.; Krawczyńska, A.; Adamczyk-Cieślak, B.; Zdunek, J.; Błyskun, P.; Ferenc, J.; Leonowicz, M.; Święszkowski, W. New approach to amorphization of alloys with low glass forming ability via selective laser melting. J. Alloys Compd. 2019, 771, 769–776. [Google Scholar] [CrossRef]
- Zhang, P.; Zhang, C.; Ouyang, D.; Liu, L. Enhancement of plasticity and toughness of 3D printed binary Zr50Cu50 bulk metallic glass composite by deformation-induced martensitic transformation. Scr. Mater. 2021, 192, 7–12. [Google Scholar] [CrossRef]
- Zou, Y.; Qiu, Z.; Tan, C.; Wu, Y.; Li, K.; Zeng, D. Microstructure and mechanical properties of Fe-based bulk metallic glass composites fabricated by selective laser melting. J. Non-Cryst. Solids 2020, 538, 120046. [Google Scholar] [CrossRef]
- Guo, S.F.; Liu, L.; Li, N.; Li, Y. Fe-based bulk metallic glass matrix composite with large plasticity. Scr. Mater. 2010, 62, 329–332. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, H.; Wu, H.H.; Zhang, Z.Y.; Hui, X.D.; Chen, G.L.; Ma, D.; Wang, X.L.; Lu, Z.P. Formation of Cu–Zr–Al bulk metallic glass composites with improved tensile properties. Acta Mater. 2011, 59, 2928–2936. [Google Scholar] [CrossRef]
- Yüce, E.; Sarac, B.; Ketov, S.; Reissner, M.; Eckert, J. Effects of Ni and Co alloying on thermal, magnetic and structural properties of Fe-(Ni,Co)-P-C metallic glass ribbons. J. Alloys Compd. 2021, 872, 159620. [Google Scholar] [CrossRef]
- Guo, S.F.; Qiu, J.L.; Yu, P.; Xie, S.H.; Chen, W. Fe-based bulk metallic glasses: Brittle or ductile? Appl. Phys. Lett. 2014, 105, 161901. [Google Scholar] [CrossRef]
- Sarac, B.; Ivanov, Y.P.; Chuvilin, A.; Schöberl, T.; Stoica, M.; Zhang, Z.; Eckert, J. Origin of large plasticity and multiscale effects in iron-based metallic glasses. Nat. Commun. 2018, 9, 1333. [Google Scholar] [CrossRef] [PubMed]
- Walter, J.L.; Luborsky, F.E. The ductile-brittle transition of some amorphous alloys. Mater. Sci. Eng. 1978, 33, 91–94. [Google Scholar] [CrossRef]
- Ma, X.; Yang, X.; Li, Q.; Guo, S. Quaternary magnetic FeNiPC bulk metallic glasses with large plasticity. J. Alloys Compd. 2013, 577, 345–350. [Google Scholar] [CrossRef]
- Pang, B.; Long, Z.; Long, T.; He, R.; Liu, X.; Pan, M. Accelerated discovery of Fe-based amorphous/nanocrystalline alloy through explicit expression and interpretable information based on machine learning. Mater. Des. 2023, 231, 112054. [Google Scholar] [CrossRef]
- Budhani, R.C.; Goel, T.C.; Chopra, K.L. Melt-spinning technique for preparation of metallic glasses. Bull. Mater. Sci. 1982, 4, 549–561. [Google Scholar] [CrossRef]
- Stoica, M.; Kumar, S.; Roth, S.; Ram, S.; Eckert, J.; Vaughan, G.; Yavari, A.R. Crystallization kinetics and magnetic properties of Fe66Nb4B30 bulk metallic glass. J. Alloys Compd. 2009, 483, 632–637. [Google Scholar] [CrossRef]
- Małachowska, A.; Żrodowski, Ł.; Morończyk, B.; Maj, Ł.; Kuś, A.; Lampke, T. Selective Laser Melting of Fe-Based Metallic Glasses with Different Degree of Plasticity. Metall. Mater. Trans. A 2023, 54, 658–670. [Google Scholar] [CrossRef]
- Janovszky, D.; Sveda, M.; Sycheva, A.; Kristaly, F.; Zámborszky, F.; Koziel, T.; Bala, P.; Czel, G.; Kaptay, G. Amorphous alloys and differential scanning calorimetry (DSC). J. Therm. Anal. Calorim. 2022, 147, 7141–7157. [Google Scholar] [CrossRef]
- Kim, J.; Kim, S.; Suh, J.-Y.; Kim, Y.J.; Kim, Y.K.; Choi-Yim, H. Properties of a rare earth free L10-FeNi hard magnet developed through annealing of FeNiPC amorphous ribbons. Curr. Appl. Phys. 2019, 19, 599–605. [Google Scholar] [CrossRef]
- Klinger, M.; Jäger, A. Crystallographic Tool Box (CrysTBox): Automated tools for transmission electron microscopists and crystallographers. J. Appl. Crystallogr. 2015, 48, 2012–2018. [Google Scholar] [CrossRef]
- Mandal, S.; Debata, M.; Sengupta, P.; Basu, S. L10FeNi: A promising material for next generation permanent magnets. Crit. Rev. Solid State Mater. Sci. 2022, 48, 703–725. [Google Scholar] [CrossRef]
- Albertsen, J.F.; Knudsen, J.M.; Jensen, G.B. Structure of taenite in two iron meteorites. Nature 1978, 273, 453–454. [Google Scholar] [CrossRef]
- Petersen, J.F.; Aydin, M.; Knudsen, J.M. Mössbauer spectroscopy of an ordered phase (superstructure) of FeNi in an iron meteorite. Phys. Lett. A 1977, 62, 192–194. [Google Scholar] [CrossRef]
- Zhang, B.; Lelovic, M.; Soffa, W.A. The formation of polytwinned structures in Fe Pt and Fe Pd alloys. Scr. Metall. Mater. 1991, 25, 1577–1582. [Google Scholar] [CrossRef]
- Dos Santos, E.; Gattacceca, J.; Rochette, P.; Fillion, G.; Scorzelli, R.B. Kinetics of tetrataenite disordering J. Magn. Magn. Mater. 2015, 375, 234–241. [Google Scholar] [CrossRef]
- Sharma, P.; Zhang, Y.; Makino, A. Magnetic Properties of L1 0 FeNi Phase Developed Through Annealing of an Amorphous Alloy. IEEE Trans. Magn. 2017, 53, 2100910. [Google Scholar] [CrossRef]
- Lima, E.; Drago, V. A New Process to Produce Ordered Fe50Ni50 Tetrataenite. Phys. Status Solidi A 2001, 187, 119–124. [Google Scholar] [CrossRef]
- Ke, J.-H.; Young, G.A.; Tucker, J.D. Ab initio study of phosphorus effect on vacancy-mediated process in nickel alloys—An insight into Ni2Cr ordering. Acta Mater. 2019, 172, 30–43. [Google Scholar] [CrossRef]
- Ghosh, S.; Ray, D.; Murty, S. Raghunathpura: An early crystallised IIAB iron with sulphide micro nodules. Adv. Space Res. 2016, 58, 1879–1892. [Google Scholar] [CrossRef]
- Houghton, O.S.; Loudon, J.C.; Twitchett-Harrison, A.C.; Panagiotopoulos, N.T.; Lampronti, G.I.; Costa, M.B.; Harrison, R.J.; Greer, A.L. Reinterpretation of Report of Tetrataenite in Bulk Alloy Castings. Adv. Sci. 2025, 12, 2408796. [Google Scholar] [CrossRef] [PubMed]
- Greer, A.; Walker, I. Primary crystallization in (Fe, Ni)-based metallic glasses. J. Non-Cryst. Solids 2003, 317, 78–84. [Google Scholar] [CrossRef]
- Lewis, B.G.; Davies, H.A.; Ward, K.D. The crystallisation and associated changes in ductility of some Fe-Ni-B glassy alloys. Scr. Metall. 1979, 13, 313–317. [Google Scholar] [CrossRef]
- Li, X.; Kou, S.; Li, C.; Zhao, Y.; Ding, Y. A criterion of glass-forming ability and stability derived from pseudo-four characteristic temperatures. Intermetallics 2021, 134, 107201. [Google Scholar] [CrossRef]
- Suryanarayana, C.; Inoue, A. Iron-based bulk metallic glasses. Int. Mater. Rev. 2013, 58, 131–166. [Google Scholar] [CrossRef]
- Nowacki, J. Phosphorus in iron alloys surface engineering. J. Achiev. Mater. Manuf. Eng. 2007, 24, 57–67. [Google Scholar]
- Minnert, C.; Kuhnt, M.; Bruns, S.; Marshal, A.; Pradeep, K.G.; Marsilius, M.; Bruder, E.; Durst, K. Study on the embrittlement of flash annealed Fe85.2B9.5P4Cu0.8Si0.5 metallic glass ribbons. Mater. Des. 2018, 156, 252–261. [Google Scholar] [CrossRef]
- Han, J.; Wang, C.; Kou, S.; Liu, X. Thermal stability, crystallization behavior, Vickers hardness and magnetic properties of Fe–Co–Ni–Cr–Mo–C–B–Y bulk metallic glasses. Trans. Nonferrous Met. Soc. China 2013, 23, 148–155. [Google Scholar] [CrossRef]
- Pang, L.L.; Inoue, A.; Zanaeva, E.N.; Wang, F.; Bazlov, A.I.; Han, Y.; Kong, F.L.; Zhu, S.L.; Shull, R.B. Nanocrystallization, good soft magnetic properties and ultrahigh mechanical strength for Fe82-85B13-16Si1Cu1 amorphous alloys. J. Alloys Compd. 2019, 785, 25–37. [Google Scholar] [CrossRef]
- Torres, H.; Varga, M.; Ripoll, M.R. High temperature hardness of steels and iron-based alloys. Mater. Sci. Eng. A 2016, 671, 170–181. [Google Scholar] [CrossRef]
- Kuś, A.; Rajťúková, V.; Pilarczyk, W.; Hudák, R.; Mehner, T.; Maj, Ł.; Lampke, T.; Małachowska, A. First attempt to print Co-based alloys with high glass forming ability by selective laser melting. J. Alloys Compd. 2024, 995, 174680. [Google Scholar] [CrossRef]
- Yao, K.F.; Zhang, C.Q. Fe-based bulk metallic glass with high plasticity. Appl. Phys. Lett. 2007, 90, 61901. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Małachowska, A.; Szczepański, Ł.; Żak, A.; Kuś, A.; Żrodowski, Ł.; Maj, Ł.; Pilarczyk, W. Influence of Annealing on the Properties of Fe62Ni18P13C7 Alloy. Materials 2025, 18, 3376. https://doi.org/10.3390/ma18143376
Małachowska A, Szczepański Ł, Żak A, Kuś A, Żrodowski Ł, Maj Ł, Pilarczyk W. Influence of Annealing on the Properties of Fe62Ni18P13C7 Alloy. Materials. 2025; 18(14):3376. https://doi.org/10.3390/ma18143376
Chicago/Turabian StyleMałachowska, Aleksandra, Łukasz Szczepański, Andrzej Żak, Anna Kuś, Łukasz Żrodowski, Łukasz Maj, and Wirginia Pilarczyk. 2025. "Influence of Annealing on the Properties of Fe62Ni18P13C7 Alloy" Materials 18, no. 14: 3376. https://doi.org/10.3390/ma18143376
APA StyleMałachowska, A., Szczepański, Ł., Żak, A., Kuś, A., Żrodowski, Ł., Maj, Ł., & Pilarczyk, W. (2025). Influence of Annealing on the Properties of Fe62Ni18P13C7 Alloy. Materials, 18(14), 3376. https://doi.org/10.3390/ma18143376