
Microstructure and Chemical Stability of Al2O3-ZrO2-ReB2 Composite Coatings Obtained by Air Plasma Spraying

 , , , ,
, , , , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Initial Materials—ReB2 + Al2O3 Powders Obtaining
2.2. Agglomeration of Composite Powders
3. Results of the Atmospheric Plasma Spraying Process
3.1. Microstructure of APS Coatings
3.2. Ball-on-Disk Studies of the APS Coating
3.3. Chemical Stability of the Al2O3 + ZrO2 + ReB2 + Re Coating
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| APS | Atmospheric plasma spray |
| CPCD | Confined-Plume Chemical Deposition |
| PLD | Pulsed laser deposition |
References
- Prashar, G.; Vasudev, H.; Thakur, L. Thermal spraying fundamentals. Process applications, challenges, and future market. In Thermal Spray Coatings, 1st ed.; Thakur, L., Vasudev, H., Eds.; CRC Press: Boca Raton, FL, USA, 2022; pp. 2–36. [Google Scholar]
- Sathish, M.; Radhika, N.; Saleh, B. Microstructure and dry sliding wear evaluation of functionally graded coating deposited via atmospheric plasma spray. Sci. Rep. 2024, 14, 22272. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Xie, F.; Wu, X.; He, J.; Li, S. Microstructure and phase formation of atmospheric plasma sprayed YAG coatings. Surf. Coat. Technol. 2012, 466, 129614. [Google Scholar] [CrossRef]
- Heberlein, J.; Fauchais, P.; Boulos, M. Thermal Spray Fundamentals: From Powder to Part, 1st ed.; Springer: New York, NY, USA, 2014; pp. 12–70. [Google Scholar]
- Dwivedi, G.; Viswanathan, V.; Sampath, S.; Shyam, A.; Lara-Curzio, E. Fracture toughness of plasma-sprayed thermal barrier ceramics: Influence of processing, microstructure, and thermal aging. J. Am. Ceram. Soc. 2014, 97, 2736–2744. [Google Scholar] [CrossRef]
- Shan, X.; Huang, T.; Luo, L.; Lu, J.; Cai, H.; Zhao, J.; Sheng, G.; Zhao, X. Automatic Recognition of Microstructures of Air-Plasma-Sprayed Thermal Barrier Coatings Using a Deep Convolutional Neural Network. Coatings 2023, 13, 29. [Google Scholar] [CrossRef]
- Kim, H.-J.; Kim, Y.J. Amorphous phase formation of the pseudo-binary Al2O3–ZrO2 alloy during plasma spray processing. J. Mater. Sci. 1999, 34, 29–33. [Google Scholar] [CrossRef]
- Sodeoka, S.; Suzuki, M.; Inoue, T. Thermal stability and mechanical properties of plasma sprayed Al2O3/ZrO2 nano-composite coating. Key Eng. Mater. 2006, 317–318, 513–516. [Google Scholar] [CrossRef]
- Tarasi, F.; Medraj, M.; Dolatabadi, A.; Oberste-Berghaus, J.; Moreau, C. Amorphous and crystalline phase formation during suspension plasma spraying of the alumina–zirconia composite. J. Eur. Ceram. Soc. 2011, 31, 2903–2913. [Google Scholar] [CrossRef]
- Liu, S.; Zhu, Y.; Lai, X.; Zheng, X.; Jia, R.; Yuan, X. Influence of Different Heat Treatment Temperatures on the Microstructure, Corrosion, and Mechanical Properties Behavior of Fe-Based Amorphous/Nanocrystalline Coatings. Coatings 2019, 9, 858. [Google Scholar] [CrossRef]
- Chen, Y.-D.; Yang, Y.; Chu, Z.; Chen, X.; Wang, L.; Liu, Z.; Dong, Y.; Yan, D.; Zhang, J.; Kang, Z. Microstructure and properties of Al2O3-ZrO2 composite coatings prepared by air plasma spraying. Appl. Surf. Sci. 2018, 431, 93–100. [Google Scholar] [CrossRef]
- Chraska, T.; Neufuss, K.; Dubský, J.; Ctibor, P.; Rohan, P. Fabrication of bulk nanocrystalline alumina–zirconia materials. Ceram. Int. 2008, 34, 1229–1236. [Google Scholar] [CrossRef]
- La Placa, S.J.; Post, B. The crystal structure of rhenium diboride. Acta Crystallogr. 1962, 15, 97–99. [Google Scholar] [CrossRef]
- Chung, H.Y.; Weinberger, M.B.; Levine, J.B.; Cumberland, R.W.; Kavner, A.; Yang, J.M.; Tolbert, S.H.; Kaner, R.B. Synthesis of ultra-incompressible superhard rhenium diboride at ambient pressure. Science 2007, 316, 436–439. [Google Scholar] [CrossRef] [PubMed]
- Otani, S.; Korsukova, M.M.; Aizawa, T. High-temperature hardness of ReB2 single crystals. J. Alloys Compd. 2009, 477, L28–L29. [Google Scholar] [CrossRef]
- Long, R.; Dai, Y.; Jin, H.; Huang, B. Structural, elastic, and electronic properties of ReB2: A first -principles calculation. Phys. Res. Int. 2008, 2008, 293517. [Google Scholar] [CrossRef]
- Portnoi, K.I.; Romashov, V.M. State diagram of the rhenium-boron system. Porosh. Met. 1968, 8, 41–44. [Google Scholar]
- Maździarz, M.; Mościcki, T. Structural, mechanical, optical, thermodynamical and phonon properties of stable ReB2 polymorphs from density functional calculations. J. Alloys Compd. 2016, 657, 878–888. [Google Scholar] [CrossRef]
- Orlovskaya, N.; Xie, Z.; Klimov, M.; Heinrich, H.; Restrepo, D.; Blair, R.; Suryanarayana, C. Mechanochemical synthesis of ReB2 powder. J. Mater. Res. 2011, 26, 2772. [Google Scholar] [CrossRef]
- Bliem, P.; Mráz, S.; Sen, S.; Hunold, O.; Schneider, J.M. Self-passivating (Re,Al)B2 coatings synthesized by magnetron sputtering. Sci. Rep. 2018, 8, 15570. [Google Scholar] [CrossRef] [PubMed]
- Wicher, B.; Chodun, R.; Trzciński, M.; Lachowski, A.; Nowakowska-Langier, K.; Ibrahim, S.H.; Jaroszewicz, J.; Kubiś, M.; Grzanka, E.; Zdunek, K. Application of the plasma Surface sintering conditions in the synthesis of ReBx-Ti targets for hard films deposition in magnetron sputtering technique. Int. J. Refract. Met. Hard Mater. 2022, 103, 105756. [Google Scholar] [CrossRef]
- Ivanov, B.L.; Wellons, M.S.; Lukehart, C.M. Confined-Plume Chemical Deposition: Rapid Synthesis of Crystalline Coatings of Known Hard or Superhard Materials on Inorganic or Organic Supports by Resonant IR Decomposition of Molecular Precursors. J. Am. Chem. Soc. 2009, 131, 11744–11750. [Google Scholar] [CrossRef] [PubMed]
- Rylski, A. ReB2 coating on carbide and high speed steel substrates. Inżynieria Mater. (Mater. Eng.) 2013, 6, 833–836. (In Polish) [Google Scholar]
- Latini, A.; Barinov, S.M.; Rau, J.V.; Ferro, D.; Teghil, R.; Albertini, V.R.; Barinov, S.M. Superhard Rhenium Diboride Films: Preparation and Characterization. Chem. Mater. 2008, 20, 4507–4511. [Google Scholar] [CrossRef]
- Chrzanowska, J.; Hoffman, J.; Denis, P.; Giżyński, M.; Mościcki, T. The effect of process parameters on rhenium diboride films deposited by PLD. Surf. Coat. Technol. 2015, 277, 15–22. [Google Scholar] [CrossRef]
- Shen, L.; Tesfaye, F.; Li, X.; Lindberg, D.; Taskinen, P. Review of rhenium extraction and recycling technologies from primary and secondary resources. Min. Eng. 2021, 161, 106719. [Google Scholar] [CrossRef]
- Nishiyama, K.; Nakamur, T.; Utsumi, S.; Sakai, H.; Abe, M. Preparation of ultrafine boride powders by metallothermic reduction method 16th International Symposium on Boron, Borides and Related Materials. J. Phys. Conf. Ser. 2009, 176, 012043. [Google Scholar] [CrossRef]
- Czechowska, K.; Wrona, A.; Onderka, B.; Krzywiecki, M.; Warski, T.; Pęcak, K.; Czerny, M.; Jaworska, L. Synthesis of composite powders and chemical resistance of the products to moisture. Int. J. Refract. Met. Hard Mater. 2023, 113, 106175. [Google Scholar] [CrossRef]
- Chitu, T.M.; Oulahna, D.; Hemati, M. Wet granulation in laboratory scale high shear mixers: Effect of binder properties. Powder Technol. 2011, 206, 25–33. [Google Scholar] [CrossRef]
- Baronskiy, M.G.; Tsybulya, S.V.; Kostyukov, A.I.; Zhuzhgov, A.V.; Snytnikov, V.N. Structural properties investigation of different alumina polymorphs (η-, γ-, χ-, θ-, α-Al2O3) using Cr3+ as a luminescent probe. J. Lumin. 2022, 242, 118554. [Google Scholar] [CrossRef]
- EN 10028-7; Flat Products Made of Steels for Pressure purposes—Part 7: Stainless Steels. CEN European Committee for Standardization: Brussels, Belgium, 2000.
- Sun, J.; Wang, J.; Zhou, X.; Dong, S.; Deng, L.; Jiang, J.; Cao, X. Microstructure and thermal cycling behavior of plasma-sprayed LaMgAl11O19 coatings. Ceram. Int. 2018, 44, 5572–5580. [Google Scholar] [CrossRef]
- Myerson, A.S.; Erdemir, D.; Lee, A.Y. Crystal nucleation. In Handbook of Industrial Crystallization; Cambridge University Press: Cambridge, UK, 2019; pp. 76–114. [Google Scholar] [CrossRef]
- Johansen, A.; Schæfer, T. Effects of interactions between powder particle size and binder viscosity on agglomerate growth mechanisms in a high shear mixer. Eur. J. Pharm. Sci. 2001, 12, 297–309. [Google Scholar] [CrossRef] [PubMed]
- Nettleship, I.; Stevens, R. Tetragonal zirconia polycrystal (TZP)—A review. Int. J. High Technol. Ceram. 1987, 3, 297–309. [Google Scholar] [CrossRef]
- Golla, B.R.; Mukhopadhyay, A.; Basu, B.; Thimmappa, S.K. Review on ultra-high temperature boride ceramics. Prog. Mater. Sci. 2020, 111, 100651. [Google Scholar] [CrossRef]
- Pantelis, D.I.; Psyllaki, P.; Alexopoulos, N. Tribological behaviour of plasma-sprayed Al2O3 coatings under se-vere wear conditions. Wear 2000, 237, 197–204. [Google Scholar] [CrossRef]
- Wltschek, G.; Svoboda, I.; Fuess, H. The Crystal Structure of Solid Perrhenic Acid Monohydrate. Z. Anorg. Allg. Chem. 1993, 619, 1679–1681. [Google Scholar] [CrossRef]
- Granados -Fitch, M.G.; Quintana-Melgoza, J.M.; Juarez-Arellano, E.A.; Avalos-Borja, M. Chemical stability of superhard rhenium diboride at oxygen and moisture ambient environmental conditions prepared by mechanical milling. J. Am. Ceram. Soc. 2018, 101, 3148–3155. [Google Scholar] [CrossRef]
- Gilewski, R.; Kopyciński, D.; Guzik, E.; Szczęsny, A. Shaping the microstructure of high-aluminum cast iron in terms of the phenomenon of spontaneous decomposition generated by the presence of aluminum carbide. Materials 2021, 14, 5993. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Al2O3 + ReB2 Powder—After Crushing and Milling |
|---|---|
| Density, g/cm3 | 5.29 |
| Specific Surface, m2/g | 0.6 |
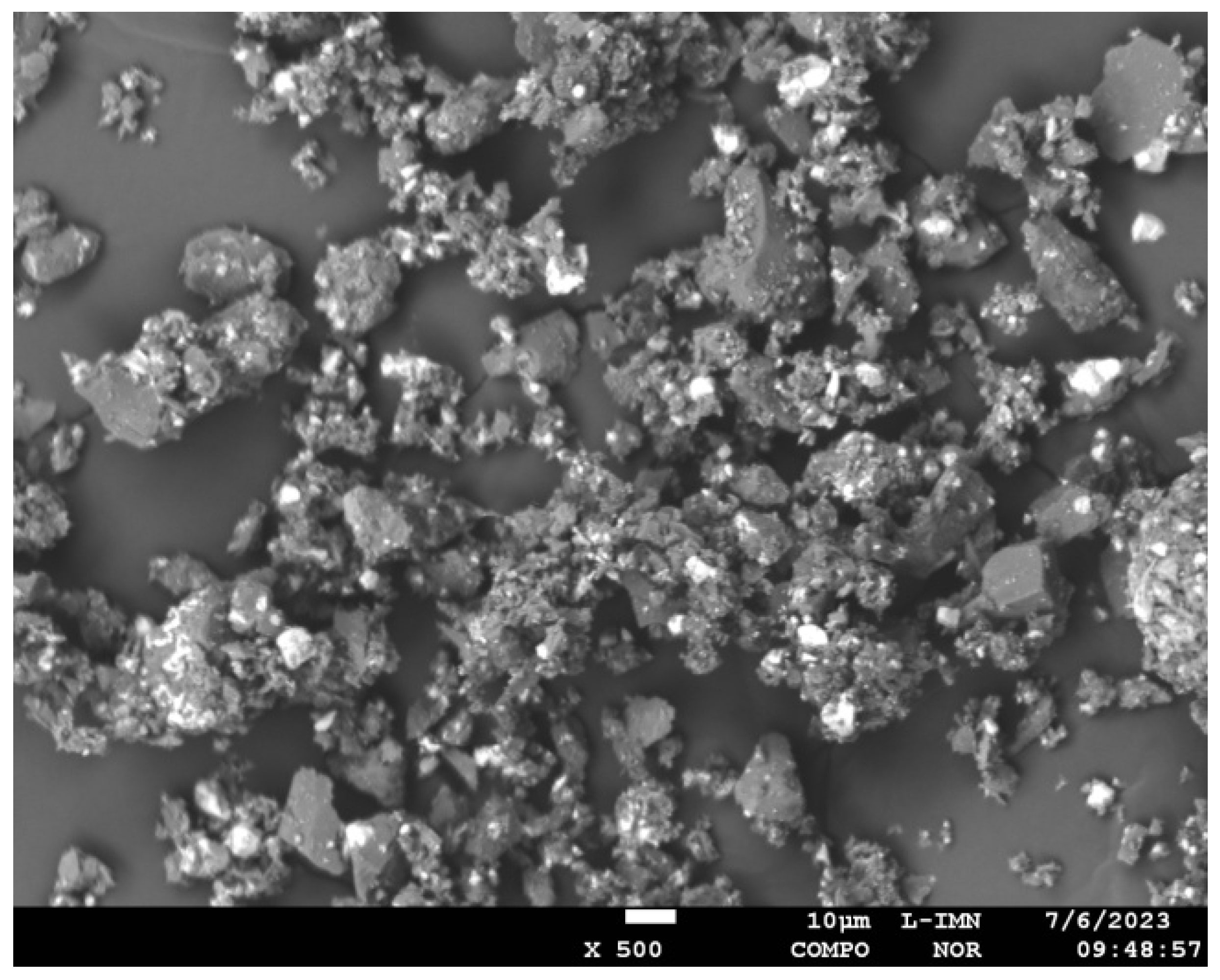
| Grain Size, μm | d10 = 0.3; d50 = 3.3; d90 = 15.1 |
| Value Range, μm | 0–112 |
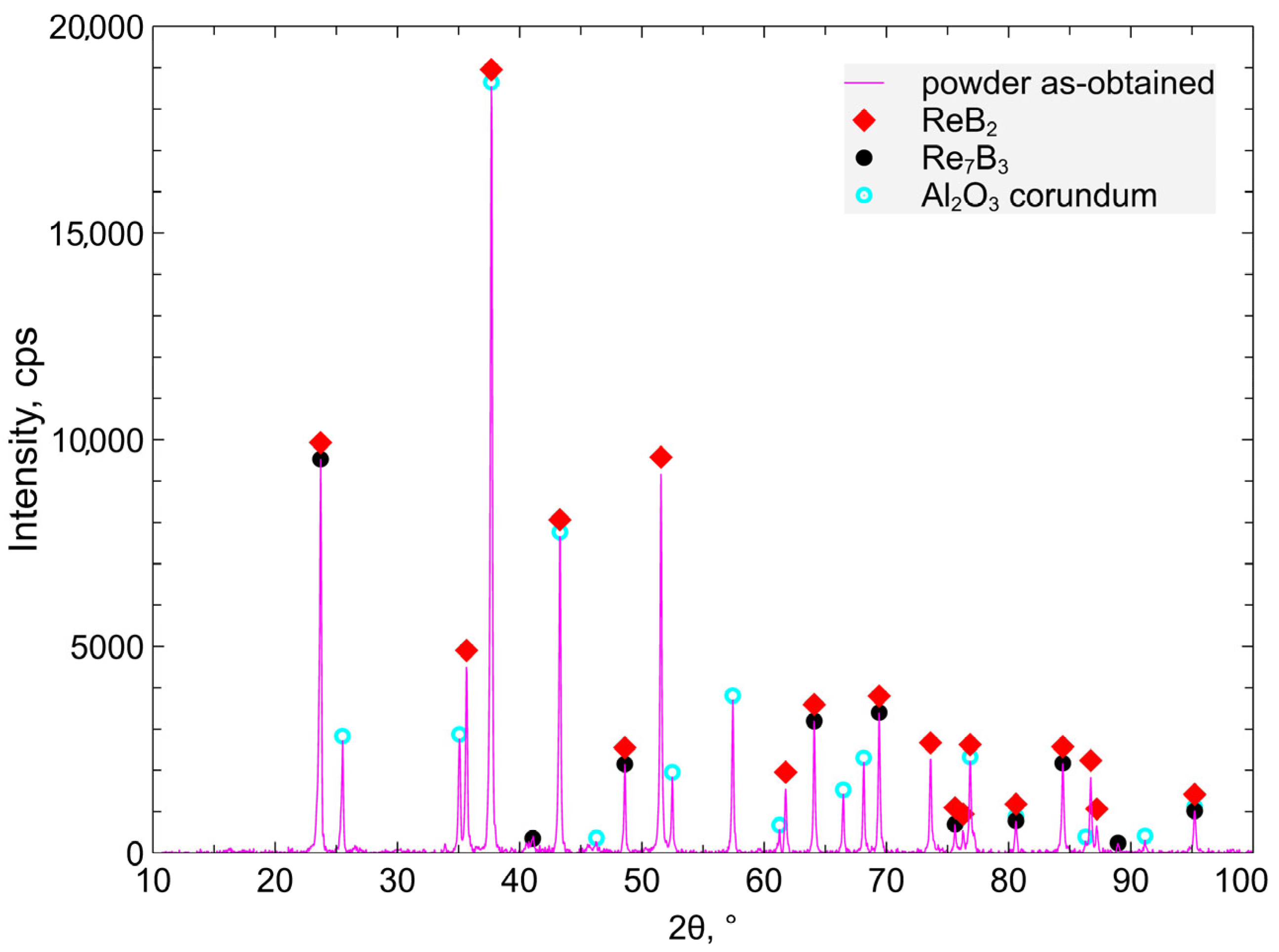
| Phases Composition | α-Al2O3—75.8% ReB2—23.2% Re7B3—1% |
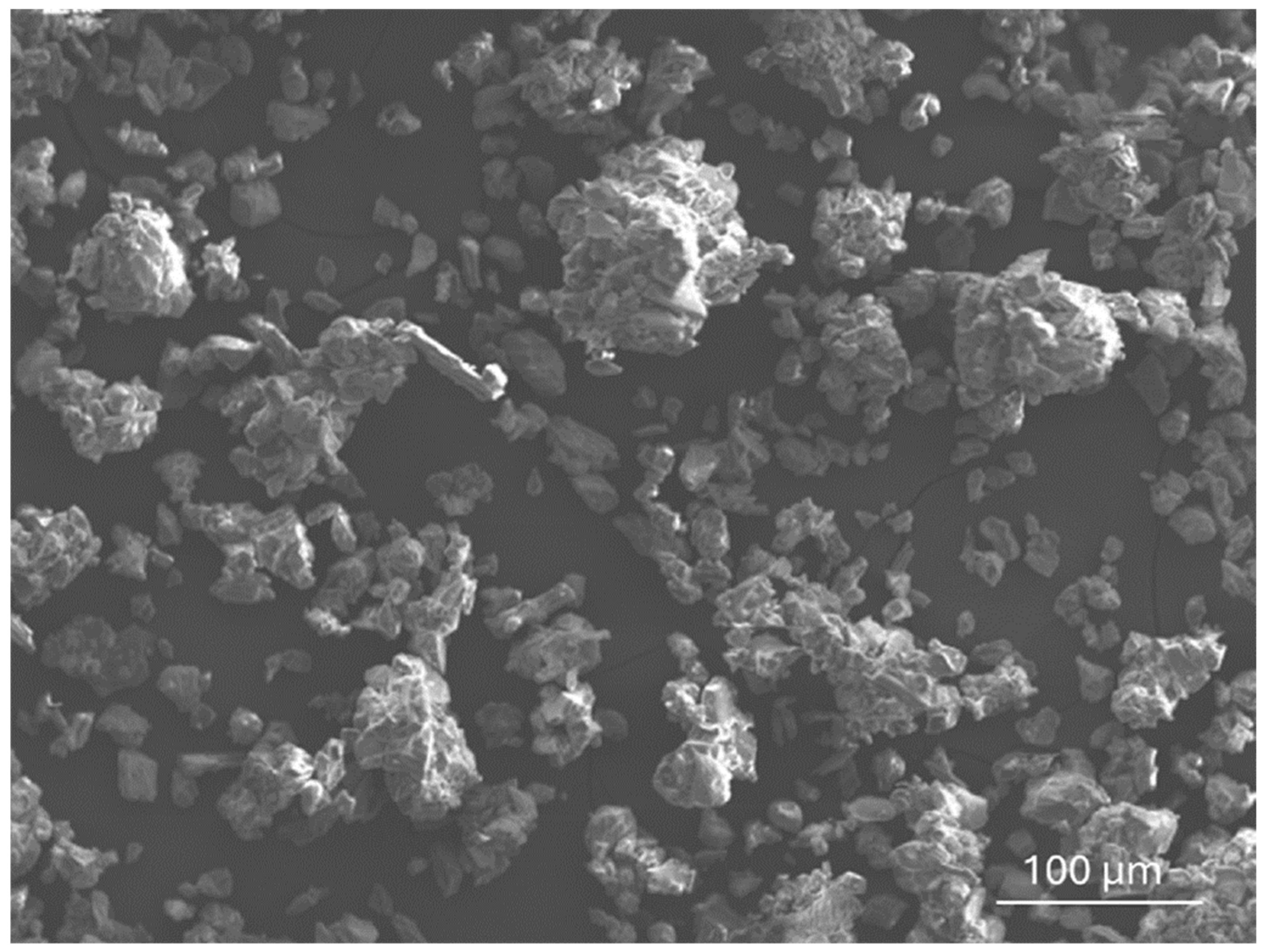
| Agglomerate for Spray Coatings | ˂45 μm | 45–106 μm | 106–212 μm | >212 μm |
|---|---|---|---|---|
| Fraction, %wt for 10 wt% Binder | 36.4 | 32.9 | 30.3 | 0.4 |
| APS Coating | Current [A] | H2 Flow [L/min] | Ar Flow [L/min] | Spray Distance [mm] | Powder Container Rotation Speed [rpm] | Number of Cycles |
|---|---|---|---|---|---|---|
| NiAl | 530 | 9 | 4.2 | 170 | 7.0 | 2 |
| Parameters of APS | Ar/H2 Rate | H2 Flow, [L/min] | Ar Flow, [L/min] | |
|---|---|---|---|---|
| No. of Sample | ||||
| 1 | 6.86 | 7 | 48 | |
| 2 | 2.93 | 14 | 41 | |
| 3 (500A) | 2.93 | 14 | 41 | |
| 4 | 10.8 | 5 | 54 | |
| 5 | 12.8 | 5 | 64 | |
| 6 | 14.8 | 5 | 74 | |
| Phase, wt% | ReB2 | Re | α-Al2O3 | η-Al2O3 | ZrO2 Monoclinic | ZrO2 Tetragonal | |
|---|---|---|---|---|---|---|---|
| No. of Sample | |||||||
| 1 | 1.2 | 1.7 | 10.7 | 55.8 | 14.4 | 16.2 | |
| 2 | 0.6 | 2.5 | 4.6 | 66.9 | 9.9 | 15.5 | |
| 3 | 0.7 | 3.6 | 3.9 | 71.0 | 7.6 | 13.2 | |
| 4 | 1.2 | 1.5 | 14.2 | 48.7 | 19.0 | 15.5 | |
| 5 | 2.6 | 0.8 | 30.9 | 32.4 | 21.2 | 12.2 | |
| 6 | 2.6 | 0.6 | 28.0 | 30.6 | 22.9 | 15.3 | |
| Material | Average Coefficient Friction | Sample Mass Loss, g | Counter-Sample Mass Loss, g |
|---|---|---|---|
| Al2O3 + ZrO2 + ReB2 + Re Sample no. 4 | 0.71 ± 0.05 * | 0.0022 | 0.0003 |
| Al2O3 + ZrO2 + ReB2 + Re Sample no. 5 | 0.79 ± 0.03 * | 0.0145 | 0.0007 |
| 316L Steel | 0.56 ± 0.02 | 0.0283 | 0.0013 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wrona, A.; Czechowska, K.; Bilewska, K.; Czerny, M.; Czech, A.; Lis, M.; Brudny, A.; Muzia, G.; Jaworska, L. Microstructure and Chemical Stability of Al2O3-ZrO2-ReB2 Composite Coatings Obtained by Air Plasma Spraying. Materials 2025, 18, 3363. https://doi.org/10.3390/ma18143363
Wrona A, Czechowska K, Bilewska K, Czerny M, Czech A, Lis M, Brudny A, Muzia G, Jaworska L. Microstructure and Chemical Stability of Al2O3-ZrO2-ReB2 Composite Coatings Obtained by Air Plasma Spraying. Materials. 2025; 18(14):3363. https://doi.org/10.3390/ma18143363
Chicago/Turabian StyleWrona, Adriana, Kinga Czechowska, Katarzyna Bilewska, Monika Czerny, Anna Czech, Marcin Lis, Anna Brudny, Grzegorz Muzia, and Lucyna Jaworska. 2025. "Microstructure and Chemical Stability of Al2O3-ZrO2-ReB2 Composite Coatings Obtained by Air Plasma Spraying" Materials 18, no. 14: 3363. https://doi.org/10.3390/ma18143363
APA StyleWrona, A., Czechowska, K., Bilewska, K., Czerny, M., Czech, A., Lis, M., Brudny, A., Muzia, G., & Jaworska, L. (2025). Microstructure and Chemical Stability of Al2O3-ZrO2-ReB2 Composite Coatings Obtained by Air Plasma Spraying. Materials, 18(14), 3363. https://doi.org/10.3390/ma18143363