
Experimental Study on the Preparation of Paste Filling Materials from Coal-Based Solid Wastes

 ,
,  ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental Investigation into the Mix Proportion Optimization of Composite Cemented Backfill Materials
2.1.1. Slurry Fluidity
2.1.2. Slurry Water Separation Rate
2.1.3. Compressive Strength of the Hardened Sample
2.1.4. Chemically Bound Water Content in the Hardened Sample
2.2. Performance Evaluation of Composite Cemented Backfill Materials
2.2.1. Crystalline Phases of Hydration Products
2.2.2. Micro-Morphology of Hydration Products
2.2.3. Field Test
3. Results and Discussion
3.1. Mix Proportion Optimization of Composite Cementitious Backfill Materials
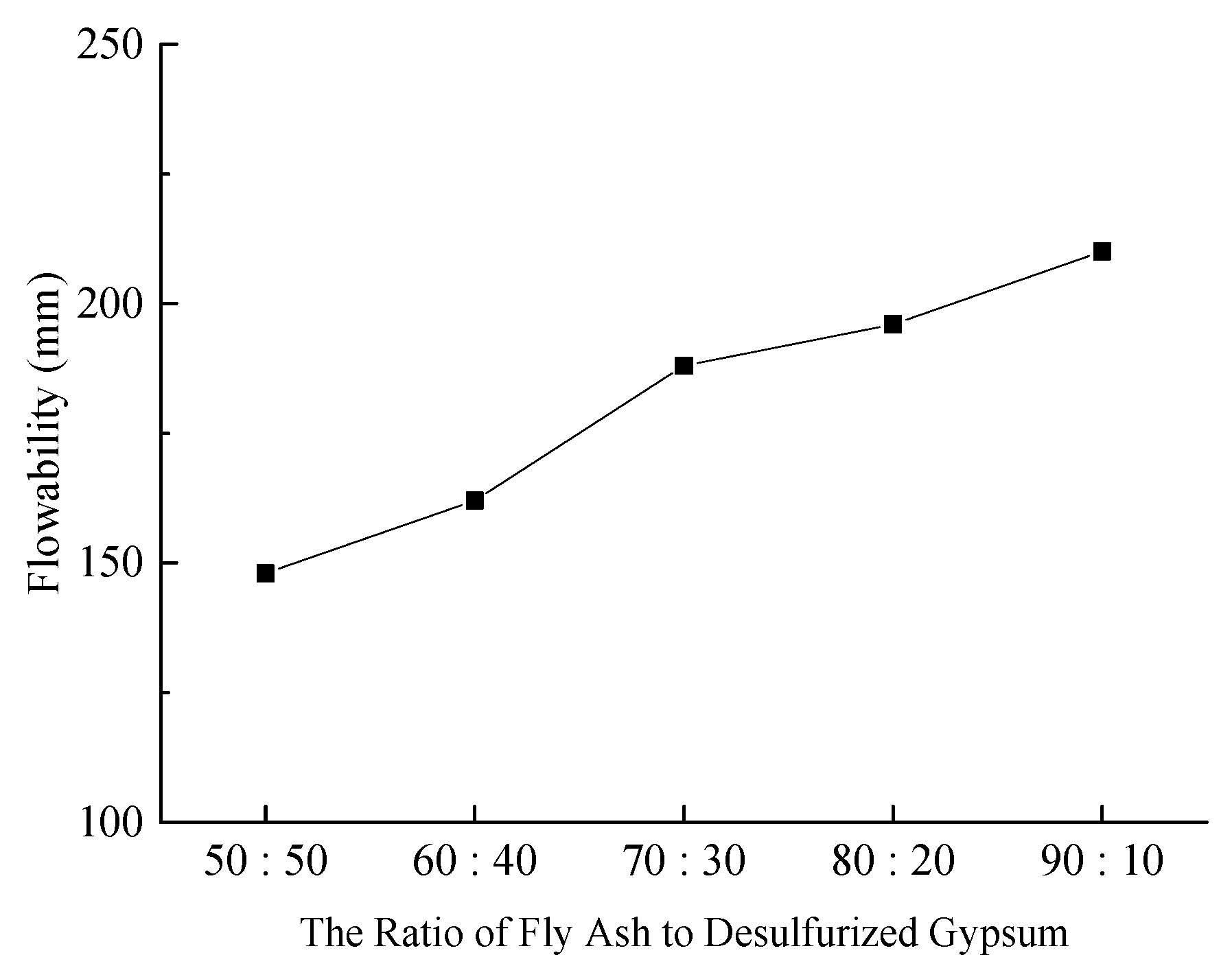
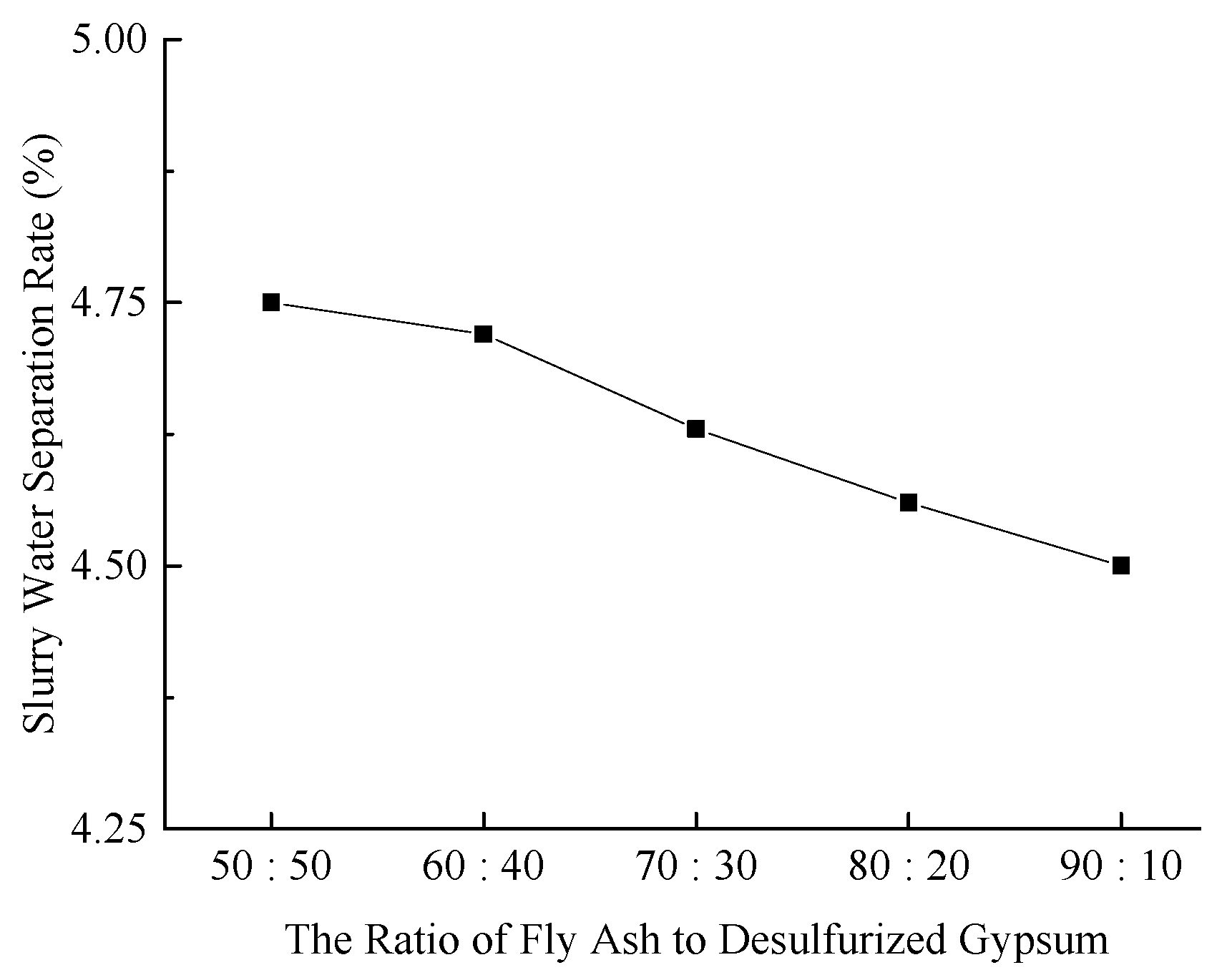
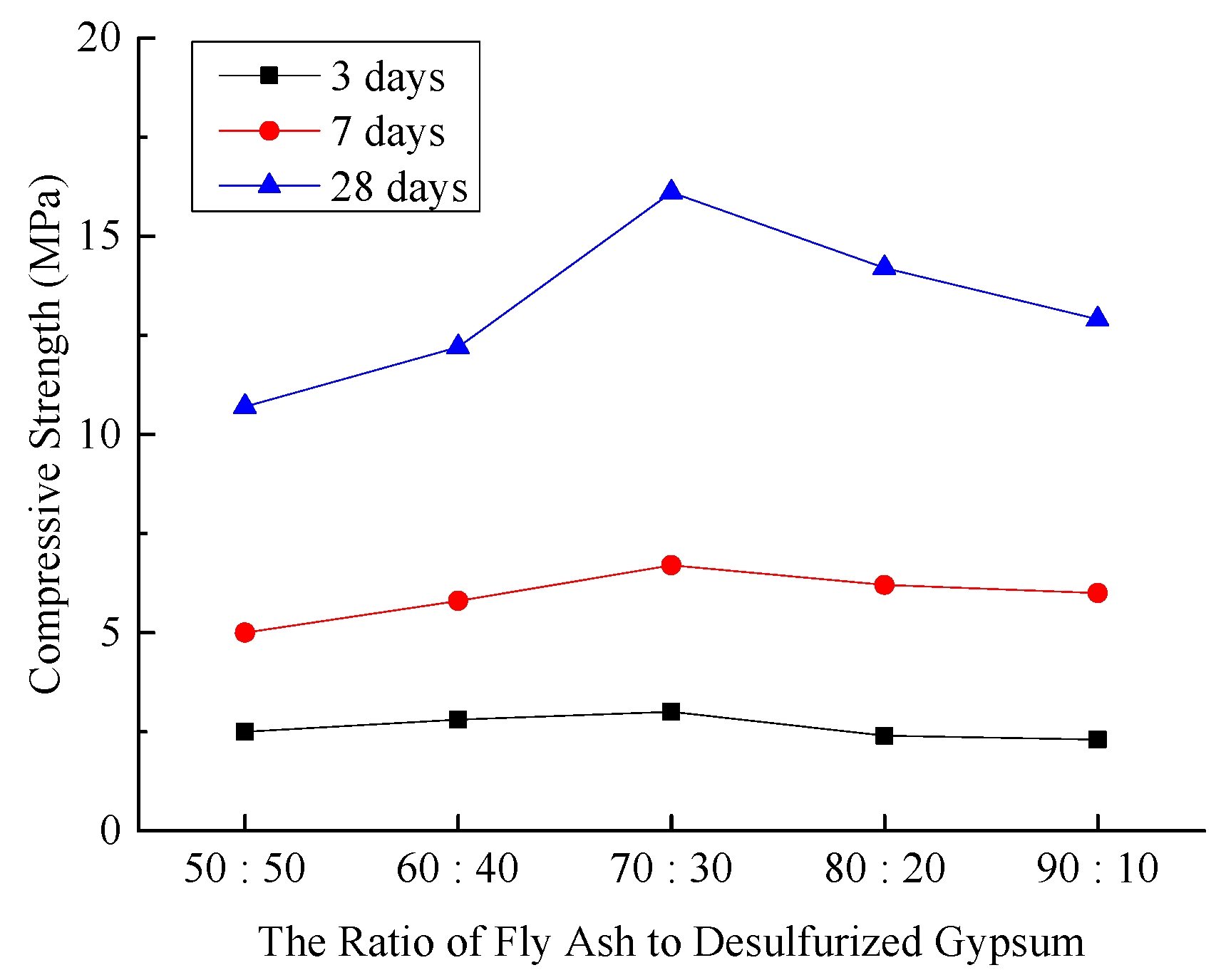
3.1.1. The Ratio of Fly Ash to Desulfurized Gypsum

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Fly Ash: Desulfurization Gypsum | Content of Calcium Carbide Slag (%) | Cement Dosage (%) | Water–Cement Ratio |
|---|---|---|---|---|
| Figure 1 | 50:50 | 15 | 10 | 0.65 |
| Figure 2 | 60:40 | 15 | 10 | 0.65 |
| Figure 3 | 70:30 | 15 | 10 | 0.65 |
| Figure 4 | 80:20 | 15 | 10 | 0.65 |
| Figure 5 | 90:10 | 15 | 10 | 0.65 |
- (1)
- Slurry Fluidity
- (2)
- Slurry Water Separation Rate
- (3)
- Compressive Strength of Hardened Sample
- (4)
- Chemically Bound Water Content in Hardened Sample

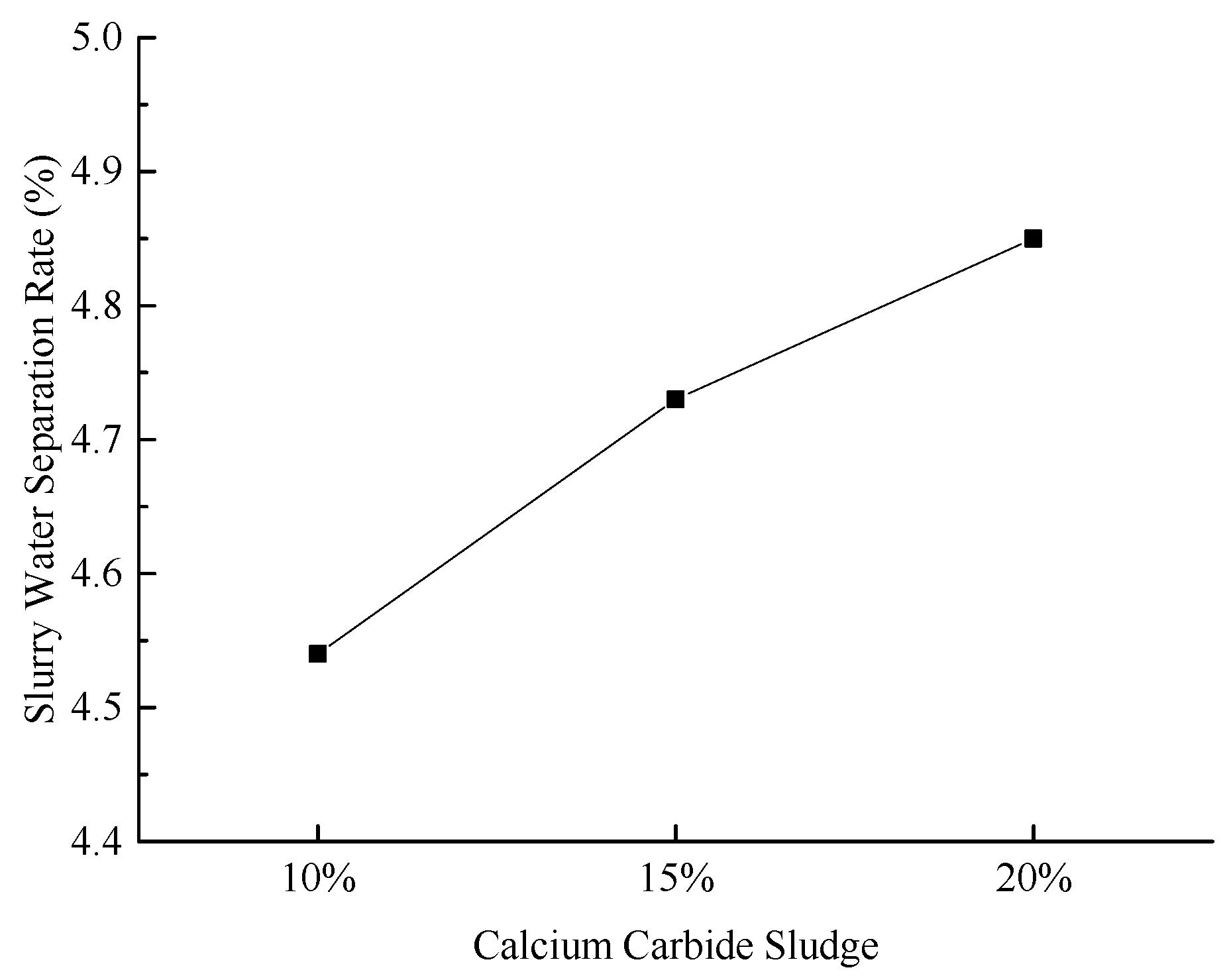
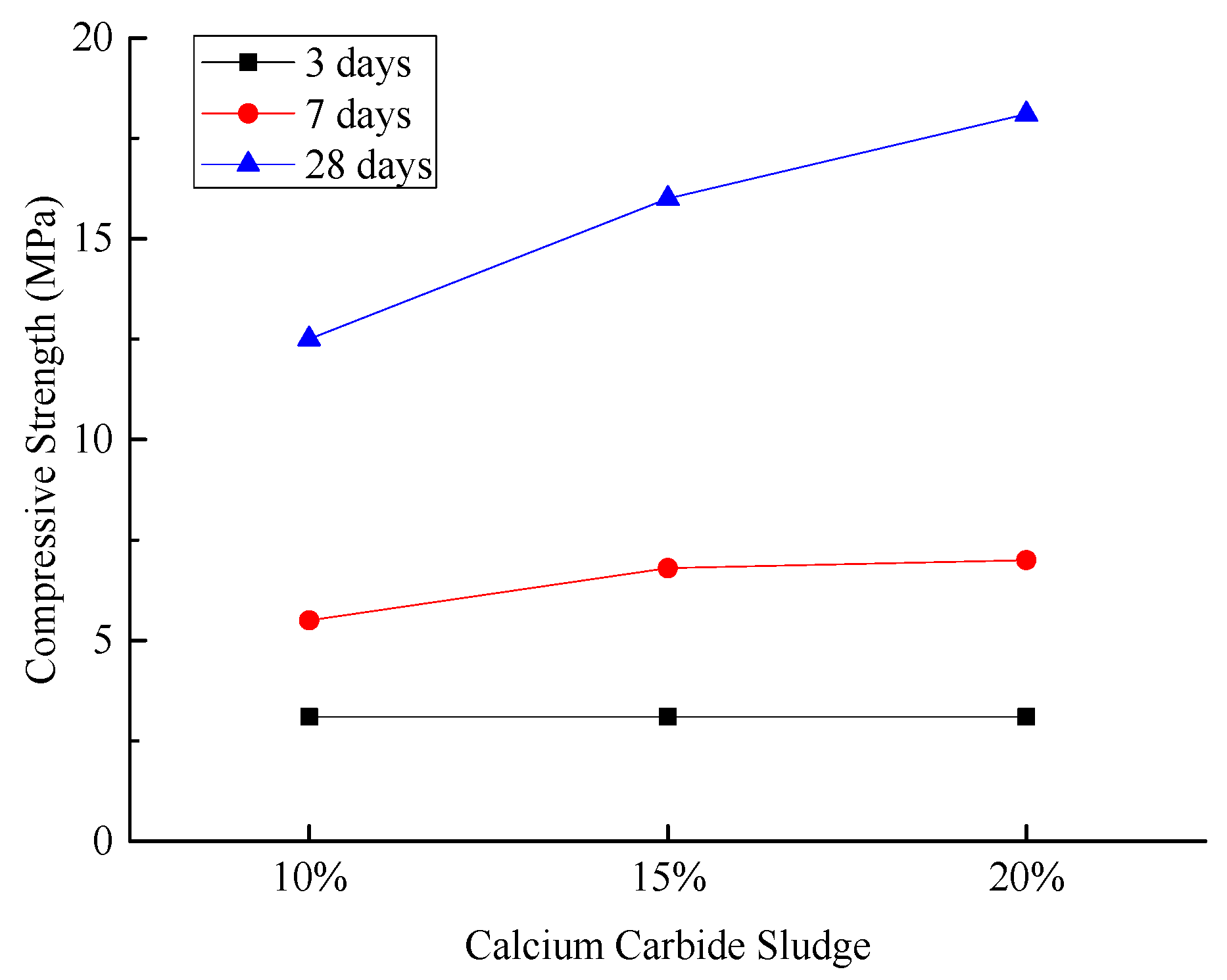
3.1.2. Addition of Calcium Carbide Sludge
- (1)
- Slurry Fluidity
- (2)
- Slurry Water Separation Rate
- (3)
- Compressive Strength of Hardened Sample
- (4)
- Chemically Bound Water Content in Hardened Sample
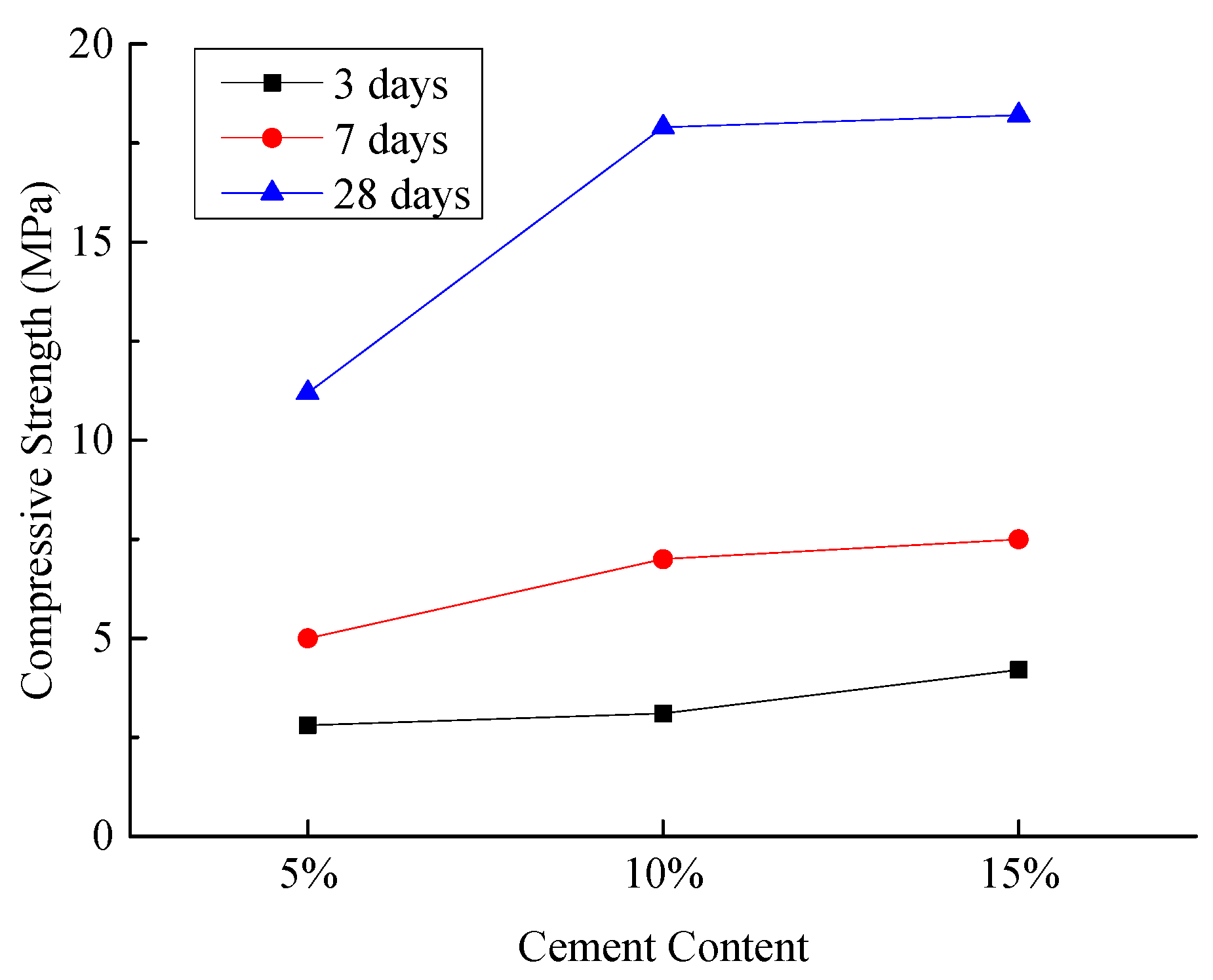
3.1.3. Cement Content
- (1)
- Slurry Fluidity
- (2)
- Slurry Water Separation Rate
- (3)
- Compressive Strength of Hardened Sample
- (4)
- Chemically Bound Water Content in Hardened Sample
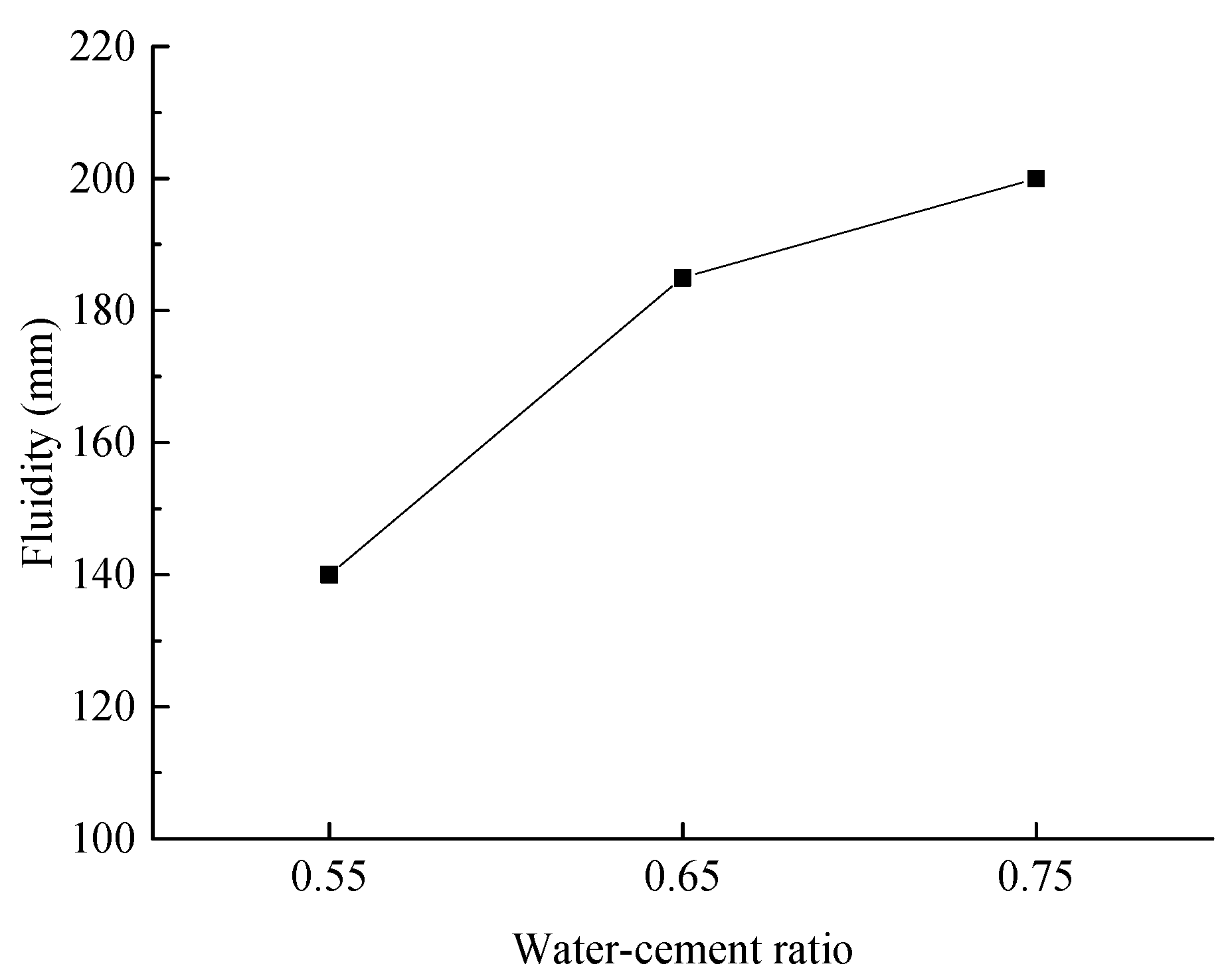
3.1.4. Water–Cement Ratio
- (1)
- Slurry Fluidity
- (2)
- Slurry Water Separation Rate
3.2. Microstructural Characteristics and Hydration Mechanism of Composite Cementitious Backfill Materials
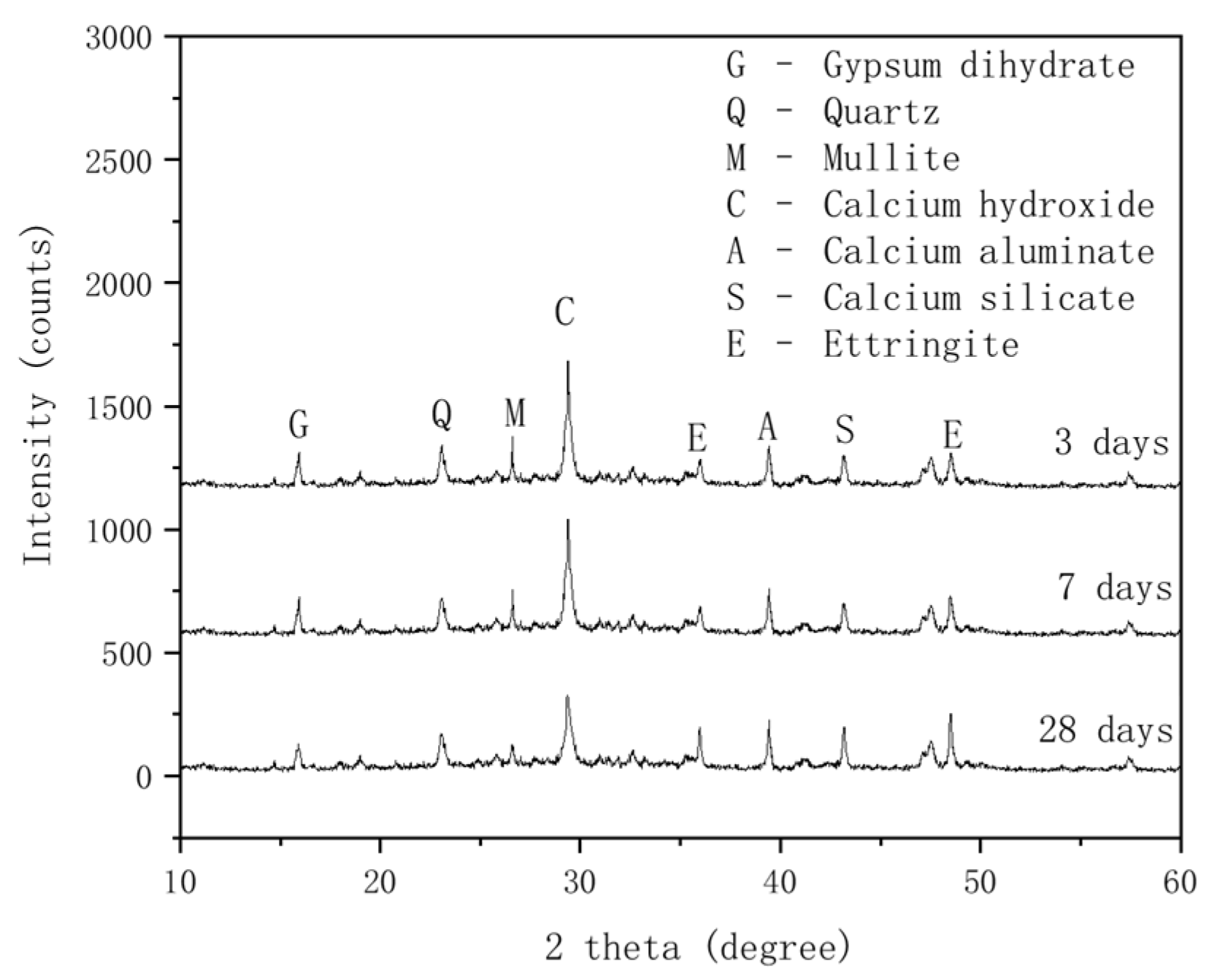
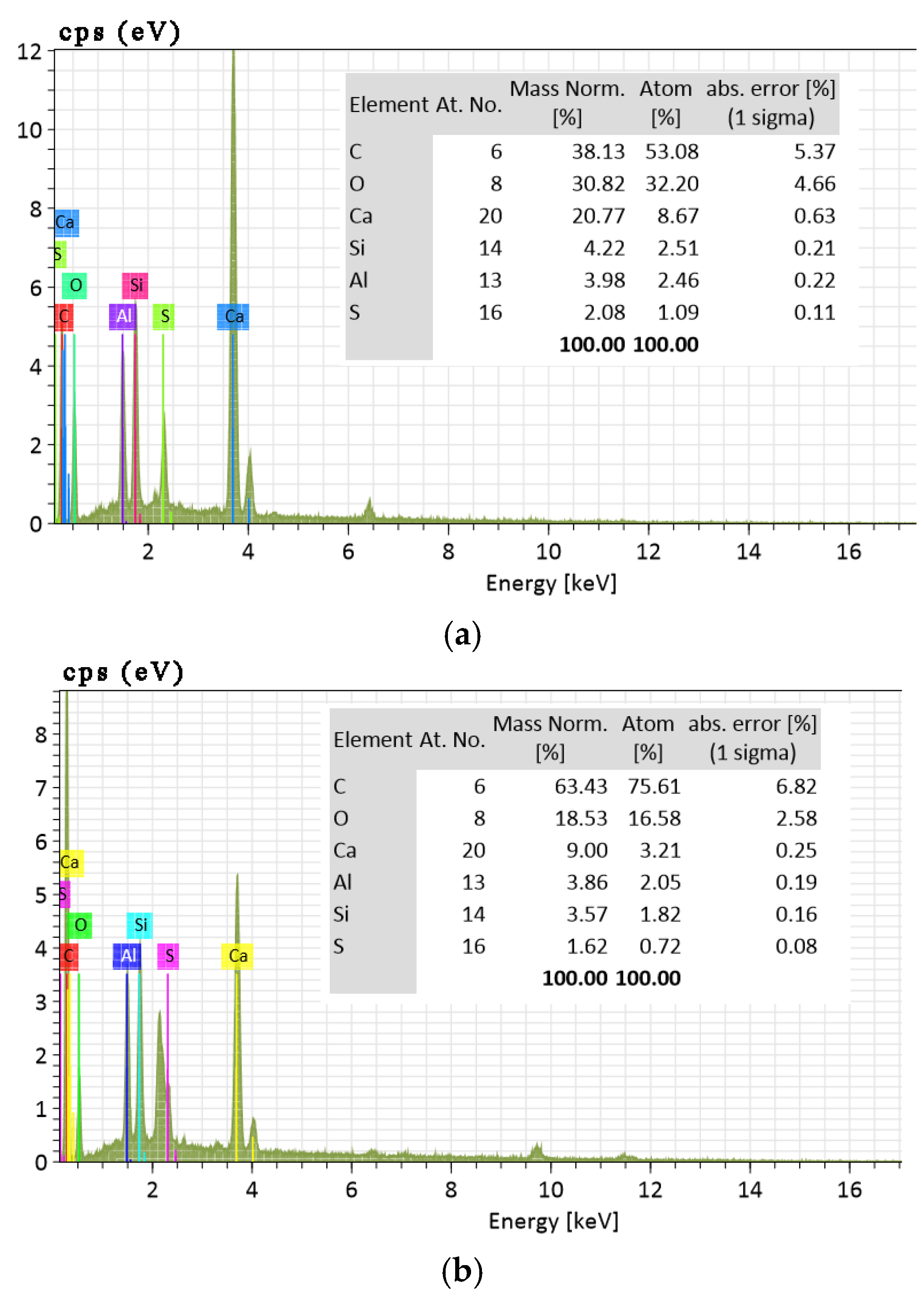
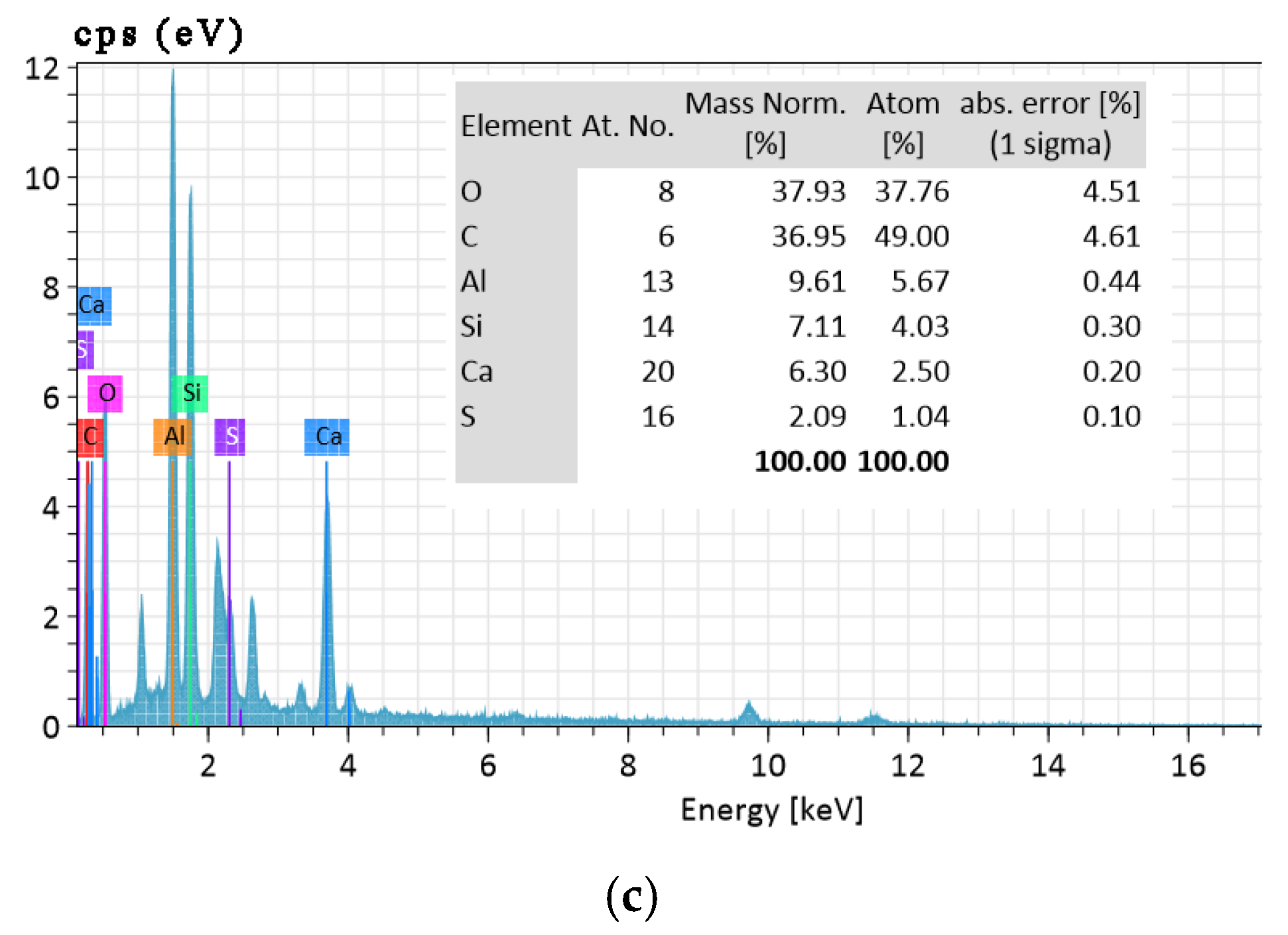
3.2.1. XRD Analysis of Composite Cementitious Backfill Materials
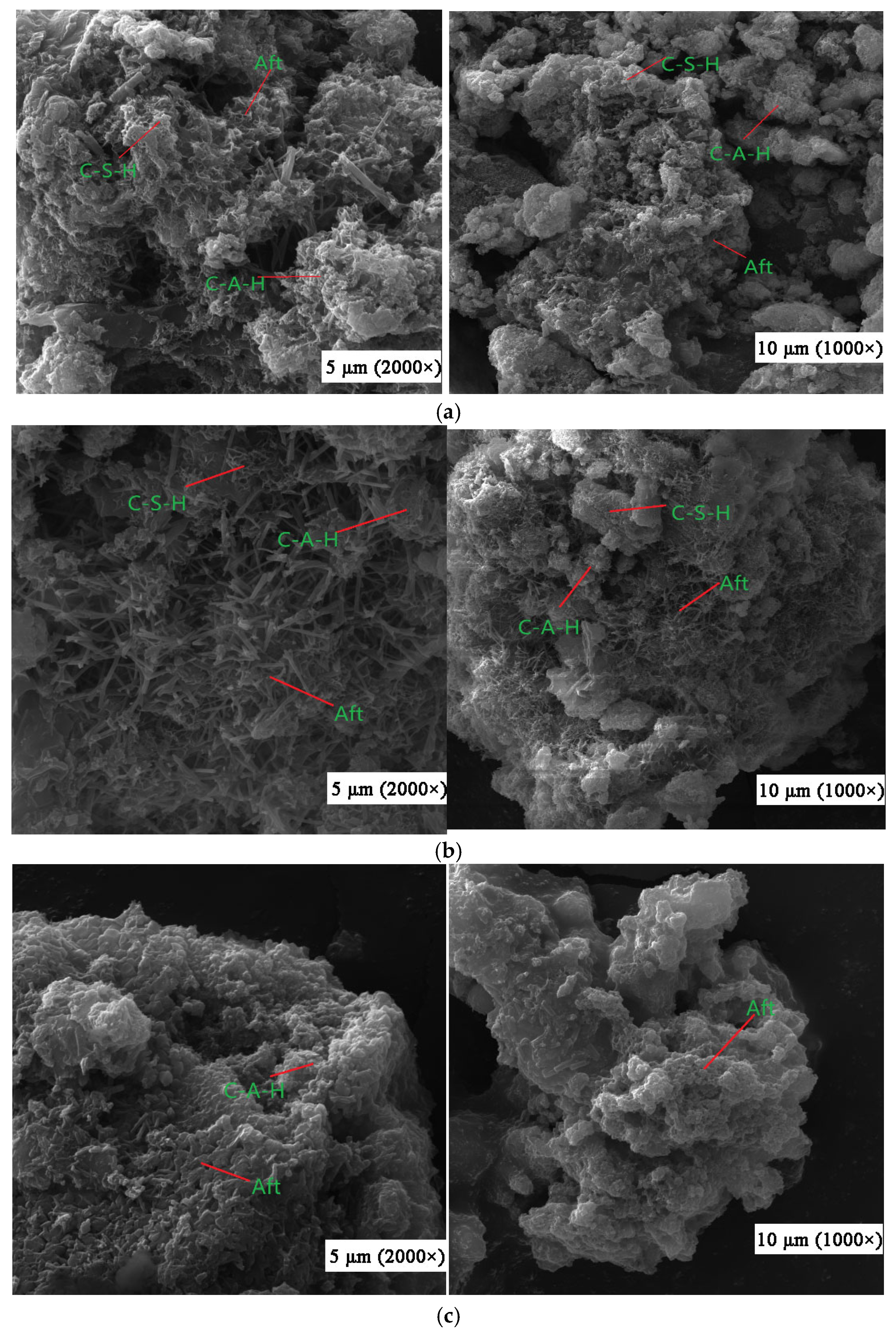
3.2.2. SEM Analysis of Composite Cementitious Backfill Materials
3.3. Hydration Mechanism Analysis
- Stage I: Activation of Silicon–Aluminum Bonds in Fly Ash
- Stage II: Progressive Hydration and Structural Erosion
- Stage III: Crystalline Growth and Strength Development
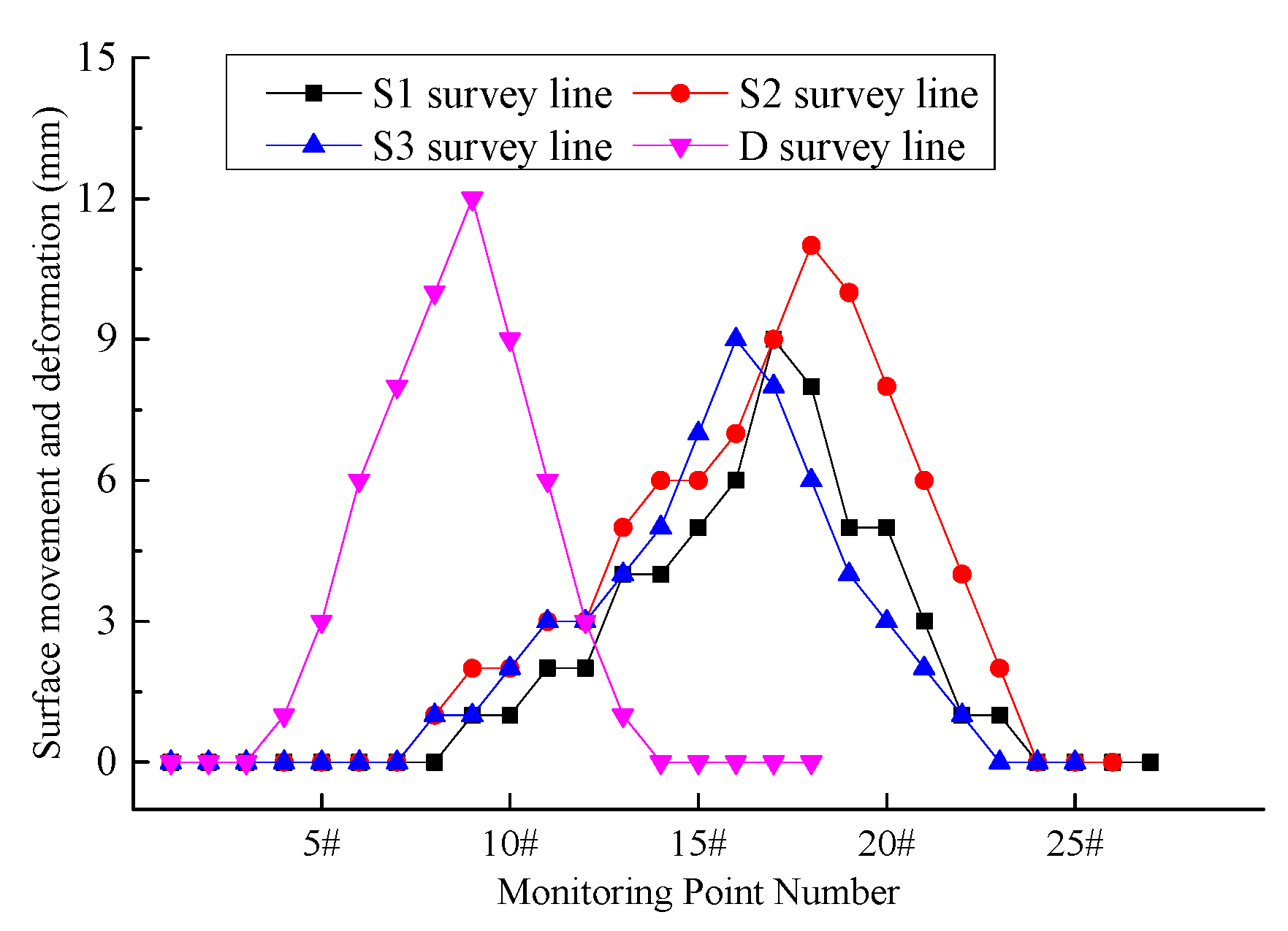
3.4. Field Test
4. Conclusions
- (1)
- The hydration process of cementitious backfill materials is characterized by the synergistic interaction among fly ash, desulfurized gypsum, and carbide sludge. The calcium hydroxide in carbide sludge rapidly elevates the alkalinity of the system, facilitating the depolymerization of the glassy structure in fly ash. This significantly enhances the early pozzolanic activity of fly ash and accelerates the formation of C-S-H gels. The addition of cement provides early strength support to the material system. The ettringite and C-S-H gels generated during cement hydration form the strength framework. Desulfurized gypsum, on the other hand, continuously undergoes secondary reactions with the hydration products of fly ash in the later stages. Through the continuous crystallization and growth of ettringite, it ensures the steady increase in material strength.
- (2)
- The optimal mix proportion of cementitious backfill materials was determined through single-variable method tests as follows: The mass ratio of fly ash to desulfurized gypsum is 70:30, the carbide sludge content is 20%, the cement content is 15%, and the water–binder ratio is 0.65. Under this proportion, the fluidity of the composite cementitious backfill materials ranges from 180 to 220 mm, the water bleeding rate within 6 h is less than 5%, and the 28-day compressive strength reaches 17.69 MPa. In addition, XRD and SEM analyses indicate that the hydration products of the system under this mix proportion have high crystallinity and a dense pore structure, providing a guarantee for long-term stability.
- (3)
- The results of on-site industrial tests indicate that after the goafs are filled with the new composite cementitious backfill materials, the maximum surface subsidence is only 12 mm, which is far lower than the Grade I settlement standard (≤30 mm) specified in the Regulations for Mining Under Buildings, Railways and Water Bodies, fully meeting the protection requirements for surface buildings and structures. As the raw materials mainly consist of coal-based solid waste materials such as fly ash, desulfurized gypsum, and carbide sludge, the filling cost is effectively reduced, achieving the unity of environmental and economic benefits. Subsequent research could focus on the long-term durability assessment of the materials under complex geological conditions (such as high-confined water and highly corrosive strata). In the future, tests on chloride salt erosion, sulfate erosion, and freeze–thaw cycles could be carried out. Meanwhile, exploring nanomaterial modification techniques to further enhance the mechanical properties and impermeability of the materials, expanding their application potential in deep mining fields.
- (4)
- It should be noted that the experimental results presented in this study are based on a limited number of samples due to constraints in material availability. While the findings provide valuable insights into the performance of the developed backfill material, further validation with a larger sample size is recommended to ensure statistical reliability and support industrial-scale decision-making. This study can be considered a preliminary investigation, and future work should focus on expanding the dataset to enhance the robustness of the conclusions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ma, Q.; Zhang, Y.D.; Zheng, Y.; Li, Z.X.; Song, G.Y.; Hu, L. Overlying Strata Movement and Mine-Pressure Weakening Law of High-Efficiency Longwall Paste Backfilling of Thick Coal. Sustainability 2022, 14, 15356. [Google Scholar] [CrossRef]
- Wang, H.S.; Tian, J.H.; Li, L.; Chen, D.F.; Yuan, Y.X.; Li, B. Research on the Development Height Prediction Model of Water-Conduction Fracture Zones under Conditions of Extremely Thin Coal Seam Mining. Water 2024, 16, 2273. [Google Scholar] [CrossRef]
- Zhou, N.; Xu, J.F.; Zhang, J.X.; Yan, H.; Zhu, C.L.; Li, M. An Experimental Study of the Permeability of Sand-based Cemented Backfill Under the Influence of Multi-factor Interaction. Environ. Earth. Sci. 2022, 81, 1–16. [Google Scholar] [CrossRef]
- Hu, C.W.; Li, Q.; Wang, Y.L.; Chang, K.; Li, Y.Y.; Wang, Y.Q.; Liu, H. Key Technology Research on the Rapid-Molding In-Closed Retaining-Wall in Filling Mining. Shock. Vib. 2022, 2022, 1–14. [Google Scholar] [CrossRef]
- Feng, J.W.; Zhang, Z.Y.; Guan, W.M.; Wang, W.; Xu, X.Y.; Song, Y.Z.; Liu, H.; Su, H.; Zhao, B.; Hou, D.Z. Review of the Backfill Materials in Chinese Underground Coal Mining. Minerals 2023, 13, 473. [Google Scholar] [CrossRef]
- Emad, M.Z. Numerical Modelling Approach for Mine Backfill. Sadhana-Acad. P. Eng. S. 2017, 42, 1595–1604. [Google Scholar]
- Li, M.; Peng, Y.F.; Ding, L.W.; Zhang, J.X.; Ma, D.; Huang, P. Analysis of Surface Deformation Induced by Backfill Mining Considering the Compression Behavior of Gangue Backfill Materials. Appl. Sci. 2023, 13, 160. [Google Scholar] [CrossRef]
- Ngo, I.; Ma, L.Q.; Zhai, J.T.; Wang, Y.Y.; Wei, T.X. Durability of CO2-fly ash-based Backfill Materials in Cation Water Deterioration. Int. J. Mining Reclam. Environ. 2023, 37, 544–567. [Google Scholar]
- Kim, Y.S.; Kim, J.; Cho, D.S. Implementation of Optimized Backfill Materials for Underground Electric Power Cables. J. Porous. Media 2014, 17, 831–840. [Google Scholar]
- Zhao, Z.Y.; Ma, L.Q.; Ngo, I.; Yu, K.P.; Xu, Y.J.; Zhai, J.T.; Gao, Q.Q.; Peng, C.K.; Wang, D.L.; Alarifi, S.S. Experimental Investigation on Hydrophobic Alteration of Mining Solid Waste Backfill Material. Minerals 2024, 14, 580. [Google Scholar] [CrossRef]
- Zhang, J.X.; Li, B.Y.; Xie, Y.C.; Li, C.B.; Zhou, N.; Guo, Y.M.; Li, Z.J.; Xie, H.P. Carbon Negative Backfill Mining in Coal Mines for Carbon Neutralization: Chemical Carbon Fixation Performances with Mineralized Gangue. Int. J. Rock. Mech. Min. 2025, 186, 106016. [Google Scholar] [CrossRef]
- Lou, Z.; Wang, K.; Yao, H.W.; Zhao, W.; Qin, H.J.; Wu, Z.Q.; Wei, G.Y. A Novel Dynamic Filling Material for Plugging Fractures Around Underground Gas Extraction Boreholes: Experimental and Engineering Performances. Energy 2025, 314, 134202. [Google Scholar] [CrossRef]
- Yin, B.; Kang, T.H.; Kang, J.T.; Chen, Y.J.; Wu, L.L.; Du, M.Z. Investigation of the Hydration Kinetics and Microstructure Formation Mechanism of Fresh Fly Ash Cemented Filling Materials Based on Hydration Heat and Volume Resistivity Characteristics. Appl. Clay. Sci. 2018, 166, 146–158. [Google Scholar]
- Yin, B.; Kang, T.H.; Kang, J.T.; Chen, Y.J. Experimental and Mechanistic Research on Enhancing the Strength and Deformation Characteristics of Fly-Ash-Cemented Filling Materials Modified by Electrochemical Treatment. Energy Fuels 2018, 32, 3614–3626. [Google Scholar]
- GB/T 2419-2005; Test Method for Fluidity of Cement Mortar. Standardization Administration of the People’s Republic of China: Beijing, China, 2005.
- GB/T 50448-2015; Technical Specification for Application of Cementitious Grouting Materials. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2015.
- GB/T 17671-2021; Test Method for Strength of Cement Mortar (ISO Method). Standardization Administration of the People’s Republic of China: Beijing, China, 2021.
- GB/T 176-2017; Methods of Chemical Analysis of Cement. Standardization Administration of the People’s Republic of China: Beijing, China, 2017.
- Murakami, Y.; Miwa, K.; Kito, M.; Honda, T.; Kanetake, N.; Tada, S. Fluidity Evaluation of the AC4CH (A356) Aluminum Alloy Semi-Solid Slurry Made by Mechanical Vibration Method. Mater. Trans. 2016, 57, 168–173. [Google Scholar]
- Mori, T.; Kitagawa, R. Experimental Study on the Time Change in Fluidity and Particle Dispersion State of Alumina Slurries with and without Sintering Aid. Ceram. Int. 2017, 43, 13422–13429. [Google Scholar]
- Ouyang, G.S.; Wang, J.S.; Wang, R.; Chen, L.P.; Bu, B. Rheokinetics and Fluidity Modification of Alkali Activated Ultrafine Metakaolin Based Geopolymers. Constr. Build. Mater. 2021, 269, 121268. [Google Scholar] [CrossRef]
- Murakami, Y.; Miwa, K.; Kito, M.; Honda, T.; Kanetake, N.; Tada, S. Effects of Injection Conditions in the Semi-Solid Injection Process on the Fluidity of JIS AC4CH Aluminum Alloy. Mater. Trans. 2013, 54, 1788–1794. [Google Scholar]
- Khodagholi, M.A.; Hemmati, M.R.; Pour, A.N. Efficient Filtration System for Paraffin-catalyst Slurry Separation. Chem. Ind. Chem. Eng. Q 2013, 19, 295–301. [Google Scholar]
- Li, W.; Yu, L.Y.; Tan, Y.Z.; Wu, L.R.; Qian, J.Y. Mechanical Properties and Impact Behavior of Frozen Clay: Insights from Static Mechanical Tests, Fly-plate tests, and Split-Hopkinson Pressure Bar Analysis. Phys. Fluids 2024, 36, 057138. [Google Scholar] [CrossRef]
- Amin, N.; Tahir, M.S.; Saleem, M.; Khan, Z.; Aslam, M.; Bazmi, A.A.; Ghatui, M.; Sagir, M. Rheological Improvement in Performance of Low-rank coal-water Slurries Using Novel Cost-effective Additives. Asia-Pac. J. Chem. Eng. 2020, 15, e2400. [Google Scholar] [CrossRef]
- Ghadirian, M.; Afacan, A.; Hayes, R.E.; Mmbaga, J.P.; Mahmood, T.; Xu, Z.H.; Masliyah, J. A Study of the Hydrocyclone for the Separation of Light and Heavy Particles in Aqueous Slurry. Can. J. Chem. Eng. 2015, 93, 1667–1677. [Google Scholar]
- Bahramyan, M.; Mousavian, R.T.; Brabazon, D. Determination of Atomic-scale Structure and Compressive Behavior of Solidified AlCxCoFeCuNi High Entropy Alloys. Int. J. Mech. Sci. 2020, 171, 105389. [Google Scholar] [CrossRef]
- Li, W.; Yu, L.Y.; Zhang, T.; Su, H.J.; Mi, X.Z.; Fan, D.D.; Jin, B. Quantitative Analysis of Grain Size Effect on Tensile Mechanical Behavior of Granite Based on Multi-level Force Chain Networks. Comput. Part. Mech. 2024, 11, 2245–2266. [Google Scholar]
- Strangfeld, C.; Klewe, T. Comparison of the Calcium Carbide Method and Darr Drying to Quantify the Amount of Chemically Bound Water in Early Age Concrete. Materials 2022, 15, 8422. [Google Scholar] [CrossRef]
- Peng, Y.X.; Yu, L.Y.; Qian, J.Y.; Li, W.; Zhang, T.; Zhou, L.J. Dynamic Tensile Behavior and Crack Propagation in Coral Aggregate Seawater Shotcrete: Experimental Investigation and Numerical Simulation. Cem. Concr. Comp. 2025, 159, 106010. [Google Scholar] [CrossRef]
- Kim, S. Chemically Bound Water in Brown Coal and Impact of Ambient Oxidation on its Characteristics. Fuel 2017, 214, 293–299. [Google Scholar]
- Cho, E.; Kim, J.; Park, C.W.; Lee, K.W.; Lee, T.S. Chemically Bound Prussian Blue in Sodium Alginate Hydrogel for Enhanced Removal of Cs Ions. J. Hazard. Mater. 2018, 360, 243–249. [Google Scholar]
- Tariq, A.; Yanful, E.K. A Review of Binders Used in Cemented Paste Tailings for Underground and Surface Disposal Practices. J. Environ. Manag. 2013, 131, 138–149. [Google Scholar]
- Park, B.; Choi, Y.C. Effect of Healing Products on the Self-healing Performance of Cementitious Materials with Crystalline Admixtures. Constr. Build. Mater. 2021, 270, 121389. [Google Scholar] [CrossRef]
- Harutyunyan, V.S. XRD and Combined SEM-EDS Analysis of Long-term Hydration Products of Ye’elimite. Mater. Chem. Phys. 2021, 276, 125373. [Google Scholar] [CrossRef]
- Dembovska, L.; Bajare, D.; Ducman, V.; Korat, L.; Bumanis, G. The use of different by-products in the production of lightweight alkali activated building materials. Constr. Build. Mater. 2017, 135, 315–322. [Google Scholar]
- Li, Z.Q.; Nie, L.C.; Xue, Y.G.; Li, W.; Fan, K.R. Model Testing on the Processes, Characteristics, and Mechanism of Water Inrush Induced by Karst Caves Ahead and Alongside a Tunnel. Rock. Mech. Rock. Eng. 2025, 58, 5363–5380. [Google Scholar]
- Wang, S.C.; Wang, F.; Che, J.L.; Ma, L.H. Study on the Performance and Mechanism of Cement Solidified Desulfurization Manganese Residue. Materials 2023, 16, 16114184. [Google Scholar] [CrossRef]
- Kozai, N.; Sato, J.; Osugi, T.; Shimoyama, I.; Sekine, Y.; Sakamoto, F.; Ohnuki, T. Sewage Sludge Ash Contaminated with Radiocesium: Solidification with Alkaline-reacted Metakaolinite (Geopolymer) and Portland Cement. J. Hazard. Mater. 2021, 416, 125965. [Google Scholar] [CrossRef]
- Li, D.F.; Tian, B.; Niu, K.M.; Li, L.H.; Quan, L.; Zhu, X.W. Effects of Ambient Humidity on Water Migration and Hydrate Change in Early-Age Hardened Cement Paste. Materials 2023, 15, 8803. [Google Scholar] [CrossRef]
- Jin, M.; Ma, Y.F.; Li, W.W.; Huang, J.L.; Zeng, H.Y.; Lu, C.; Zhang, J.; Liu, J.P. Degradation of C-S-H(I) at Different Decalcification Degrees. J. Mater. Sci. 2022, 57, 19260–19279. [Google Scholar]
- Lim, Z.H.; Lee, F.W.; Mo, K.H.; Lim, J.H.; Yew, M.K.; Kwong, K.Z. Compressive Strength Forecasting of Air-Entrained Rubberized Concrete during the Hardening Process Utilizing Elastic Wave Method. Crystals 2020, 10, 912. [Google Scholar] [CrossRef]
- Tanaka, S.; Sakai, Y. Study on the Correlation Between the Compressive Strength of Hardened Cement Paste and the Physical Properties of Drilling Powder. Constr. Build. Mater. 2021, 269, 121815. [Google Scholar] [CrossRef]
- Uzunoglu, M.M.; Özgan, E.; Kap, T. The Investigation into the Effect of Hydrostatic Pressure on the Engineering Properties of Hardened Concrete. J. Asian Archit. Build. 2018, 17, 565–571. [Google Scholar]
- Guo, S.C.; Dai, Q.L.; Sun, X.; Sun, Y.; Liu, Z. Ultrasonic Techniques for Air Void Size Distribution and Property Evaluation in Both Early-Age and Hardened Concrete Samples. Appl. Sci. 2017, 7, 290. [Google Scholar] [CrossRef]
- Zhao, W.H.; Ji, C.Y.; Sun, Q.; Gu, Q. Preparation and Microstructure of Alkali-Activated Rice Husk Ash-Granulated Blast Furnace Slag Tailing Composite Cemented Paste Backfill. Materials 2022, 15, 4397. [Google Scholar] [CrossRef]
- Liu, W.H.; Zhou, Z.Y.; Li, H.; Zhang, T.S.; Mai, Q.L.; Li, C.H. Research on the performance of low carbon mine filling cementing material based on red mud: A comprehensive review. Case Stud. Constr. Mat. 2025, 22, e04375. [Google Scholar] [CrossRef]
- Liu, L.; Lyu, Y.Z.; Zhou, J.; Zhao, Y.Y.; Sun, W.J. Effect and Mechanism of the Salt-alkali Composite for the Improvement of the Early Mechanical Properties of High-content Fly Ash-based Filling Materials. Constr. Build. Mater. 2025, 464, 140138. [Google Scholar] [CrossRef]
- Koohestani, B.; Koubaa, A.; Belem, T.; Bussière, B.; Bouzahzah, H. Experimental Investigation of Mechanical and microstructural properties of cemented paste backfill containing maple-wood filler. Constr. Build. Mater. 2016, 121, 222–228. [Google Scholar]
- Wu, M.G.; Wang, C.; Zuo, Y.J.; Yang, S.; Zhang, J.Z.; Luo, Y. Study on Strength Prediction and Strength Change of Phosphogypsum-based Composite Cementitious Backfill Based on BP Neural Network. Mater. Today Commun. 2024, 41, 110331. [Google Scholar] [CrossRef]
- Bullard, J.W.; Jennings, H.M.; Livingston, R.A.; Nonat, A.; Scherer, G.W.; Schweitzer, J.S.; Scrivener, K.L.; Thomas, J.J. Mechanisms of Cement Hydration. Cem. Concr. Res. 2011, 41, 1208–1223. [Google Scholar]
- López-Lilao, A.; Gómez-Tena, M.P.; Mallol, G.; Monfort, E. Clay Hydration Mechanisms and their Effect on Dustiness. Appl. Clay Sci. 2017, 14, 157–164. [Google Scholar]
- Scrivener, K.; Ouzia, A.; Juilland, P.; Mohamed, A.K. Advances in Understanding Cement Hydration Mechanisms. Cem. Concr. Res. 2019, 124, 105823. [Google Scholar] [CrossRef]
- Forgács, A.; Papp, V.; Paul, G.; Marchese, L.; Len, A.; Dudás, Z.; Fábián, I.; Gurikov, P.; Kalmár, J. Mechanism of Hydration and Hydration Induced Structural Changes of Calcium Alginate Aerogel. ACS Appl. Mater. Interfaces 2021, 13, 2997–3010. [Google Scholar]
- Hemalatha, T.; Arthi, K.; Mapa, M. Effect of Calcium Formate on Hydration Mechanism of Cement Fly Ash Blends. Aci. Mater. J. 2019, 116, 51–59. [Google Scholar]
- Kawabata, H.; Tachikawa, H. Dissociation Mechanism of a C60-Li+ Complex by Microscopic Hydration: Density Functional Theory Study. Jpn J. Appl. Phys. 2022, 61, 071004. [Google Scholar] [CrossRef]
- Dorn, T.; Hirsch, T.; Stephan, D. Working Mechanism of Calcium Nitrate as an Accelerator for Portland Cement Hydration. J. Am. Ceram. Soc. 2023, 106, 752–766. [Google Scholar]
- Pinarci, I.; Kocak, Y. Hydration Mechanisms and Mechanical Properties of Pumice Substituted Cementitious Binder. Constr. Build. Mater. 2022, 335, 127528. [Google Scholar] [CrossRef]
- Kocak, Y.; Pinarci, I. Effects of Hydration Mechanism on Mechanical Properties of Diatomite-cement Composites. Eur. J. Environ. Civ. Eng. 2023, 27, 3707–3721. [Google Scholar]








| No. | Fly Ash: Desulfurization Gypsum | Content of Calcium Carbide Slag (%) | Cement Dosage (%) | Water–Cement Ratio |
|---|---|---|---|---|
| Figure 1 | 70:30 | 10 | 10 | 0.65 |
| Figure 2 | 70:30 | 15 | 10 | 0.65 |
| Figure 3 | 70:30 | 20 | 10 | 0.65 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, C.; Yang, X.; Zhang, F.; Pan, B.; Huang, R.; Hu, B.; Li, Y.; Zhang, L.; Wang, B.; Gao, J.; et al. Experimental Study on the Preparation of Paste Filling Materials from Coal-Based Solid Wastes. Materials 2025, 18, 3244. https://doi.org/10.3390/ma18143244
Hu C, Yang X, Zhang F, Pan B, Huang R, Hu B, Li Y, Zhang L, Wang B, Gao J, et al. Experimental Study on the Preparation of Paste Filling Materials from Coal-Based Solid Wastes. Materials. 2025; 18(14):3244. https://doi.org/10.3390/ma18143244
Chicago/Turabian StyleHu, Chaowen, Xiaojie Yang, Feng Zhang, Bo Pan, Ruifeng Huang, Bing Hu, Yongyuan Li, Lei Zhang, Bingshan Wang, Jianxun Gao, and et al. 2025. "Experimental Study on the Preparation of Paste Filling Materials from Coal-Based Solid Wastes" Materials 18, no. 14: 3244. https://doi.org/10.3390/ma18143244
APA StyleHu, C., Yang, X., Zhang, F., Pan, B., Huang, R., Hu, B., Li, Y., Zhang, L., Wang, B., Gao, J., Wang, H., & Yu, Y. (2025). Experimental Study on the Preparation of Paste Filling Materials from Coal-Based Solid Wastes. Materials, 18(14), 3244. https://doi.org/10.3390/ma18143244