
Experimental Study and Application of TPO Waterproofing Membrane Lapping Process Parameters


Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Specimen Preparation
2.1.1. Sample-Making Equipment and Improvement
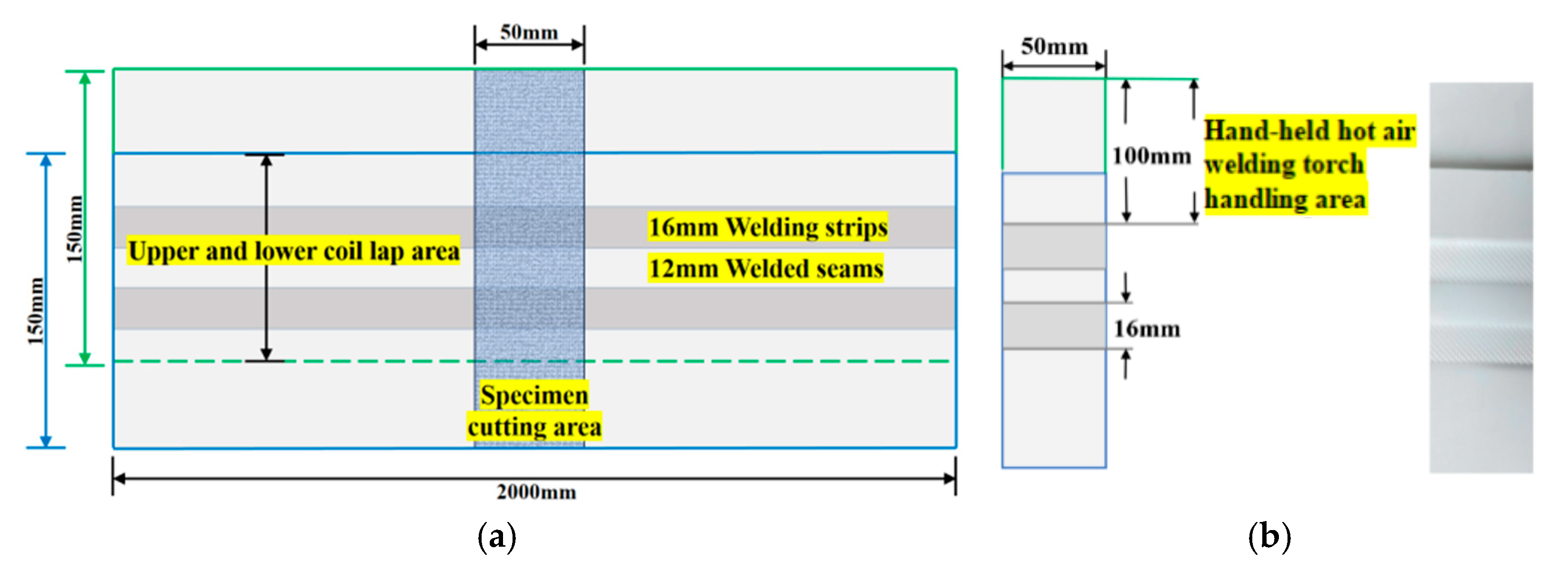
2.1.2. Specimen Preparation
- 1.
- The optimal welding temperature and speed test sample preparation
- 2.
- Sample preparation of optimal welding pressure test
- 3.
- Impermeability test sample preparation
2.2. Test Scheme and Equipment
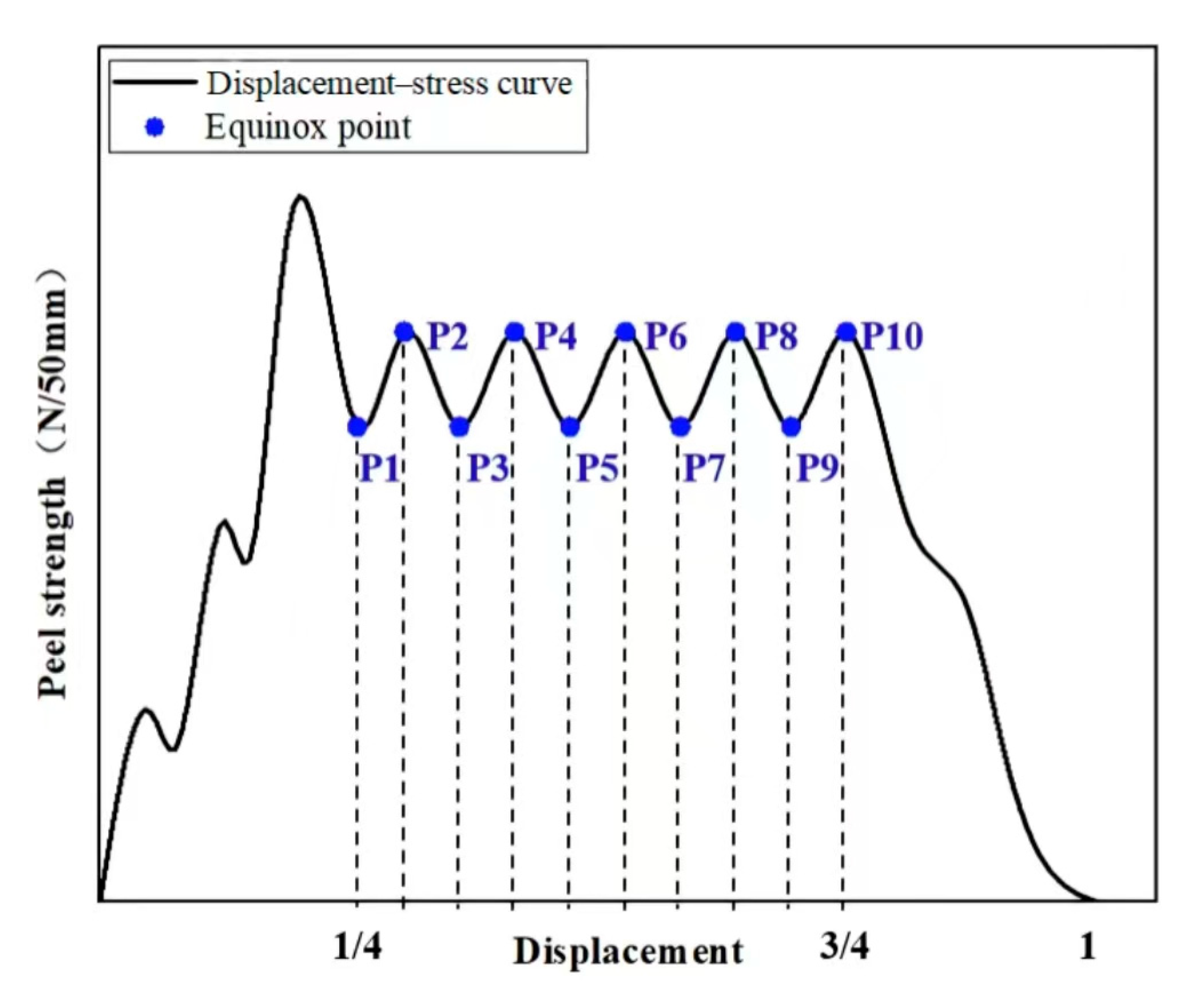
2.2.1. Peel Test
2.2.2. Impermeability Test
- Soaking treatment
- 2.
- Thermal aging treatment
3. Results and Discussion
3.1. Analysis of Peel Strength Test Results
3.1.1. Variable Temperature and Variable Speed Peeling Test
3.1.2. Variable Pressure Stripping Test Under Better Conditions
3.2. Permeable Path Detection and Result Analysis
3.2.1. Macroscopic Detection
3.2.2. Microscopic Detection
3.2.3. Analysis of Results
3.3. Analysis of Test Results of Impermeability Test
3.4. Engineering Application
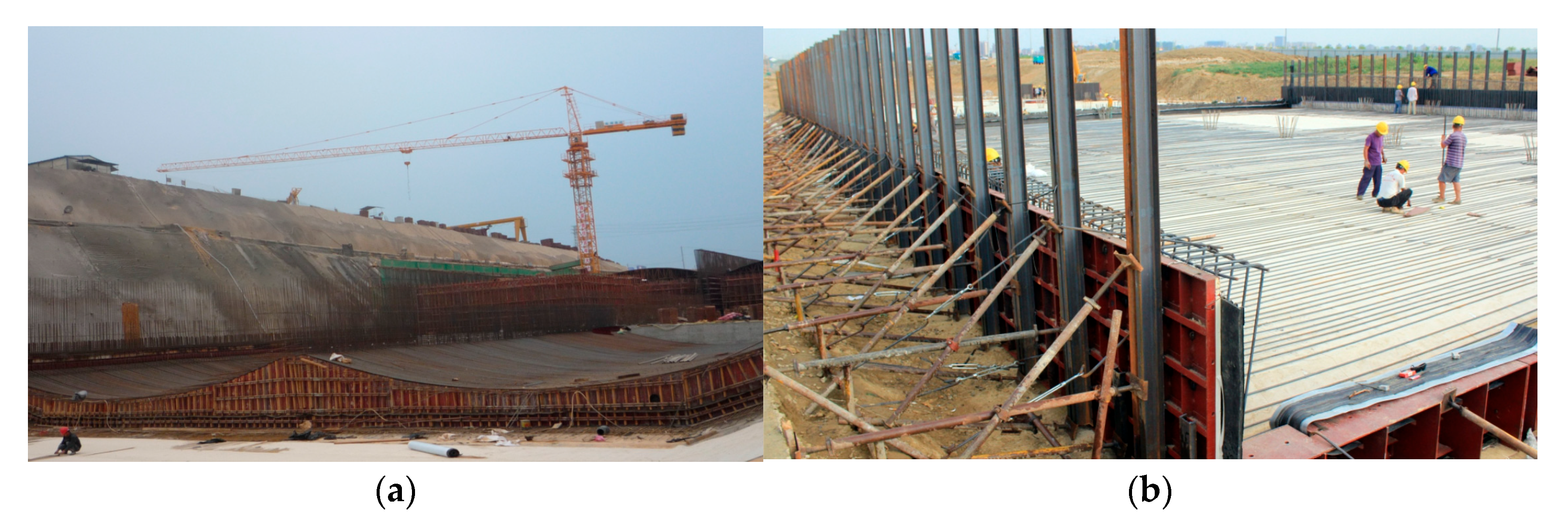
3.4.1. Project Profile
3.4.2. Effect Inspection
3.4.3. Effect Contrast
4. Conclusions
- (1)
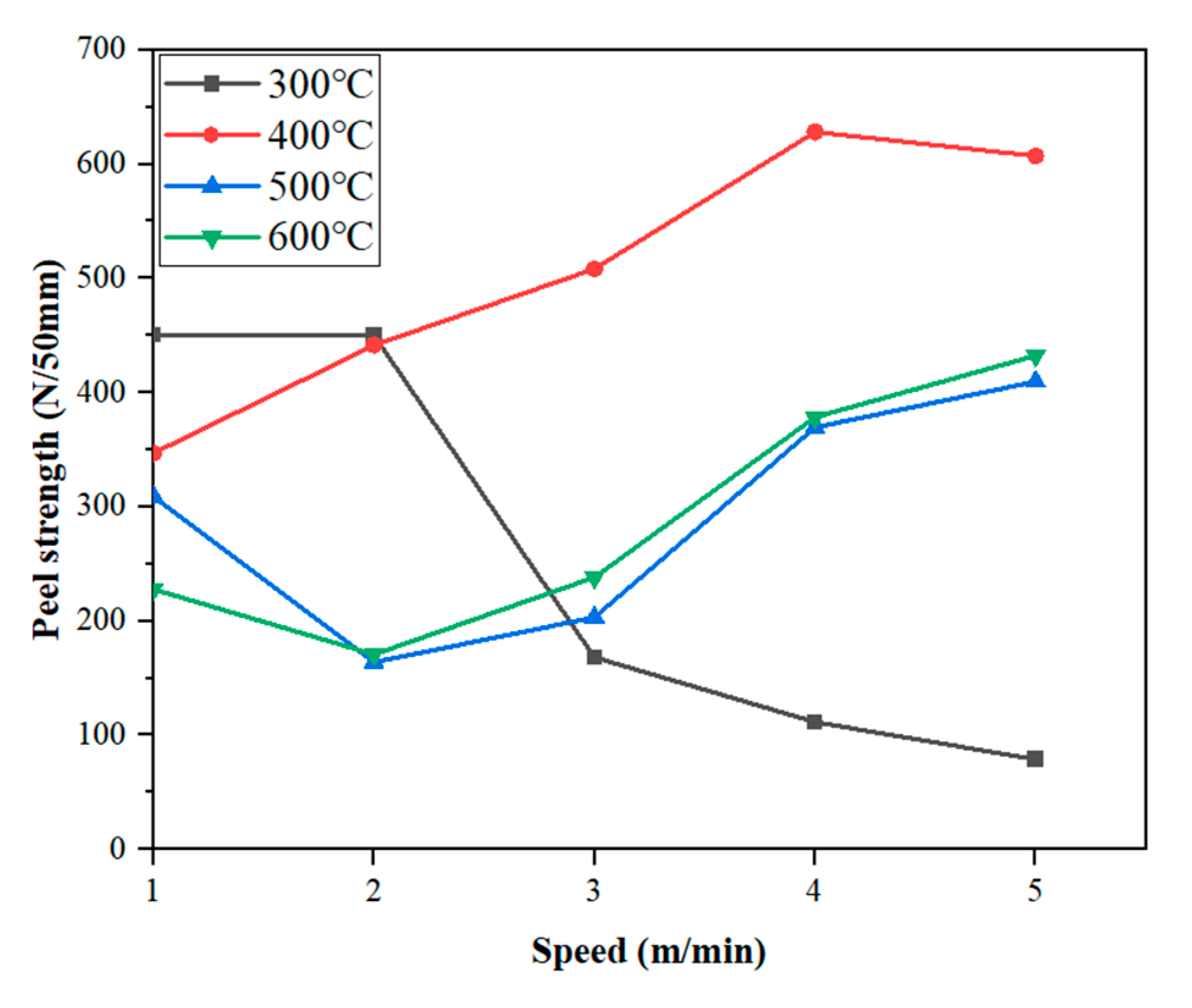
- The experimental results show that there is an obvious nonlinear relationship between the peel strength of the waterproofing membrane and the welding temperature: with the temperature from low to high, the peel strength increases first and then decreases, indicating that there is an optimal welding temperature. The results show that the best welding temperature is 400 °C. At this time, the welding quality of the waterproofing membrane is the best, and the peel strength reaches its peak. Under different temperature conditions, the sensitivity of peel strength to welding speed is also different: at 300 °C, the peel strength continues to decrease with the increase in speed; at 400 °C, the peeling strength first increases with the increase in speed to the peak and then decreases. At 500 °C and 600 °C, it shows a complex mode of decreasing first and then rising. Considering the welding quality and construction efficiency, it is recommended to use 400 °C and 4 m/min as the best welding parameters to fully guarantee the mechanical properties and waterproof performance of the welded lap. Considering the welding quality and construction efficiency, it is recommended to use 400 °C and 4 m/min as the best welding parameters to fully guarantee the mechanical properties and waterproof performance of the lap area.
- (2)
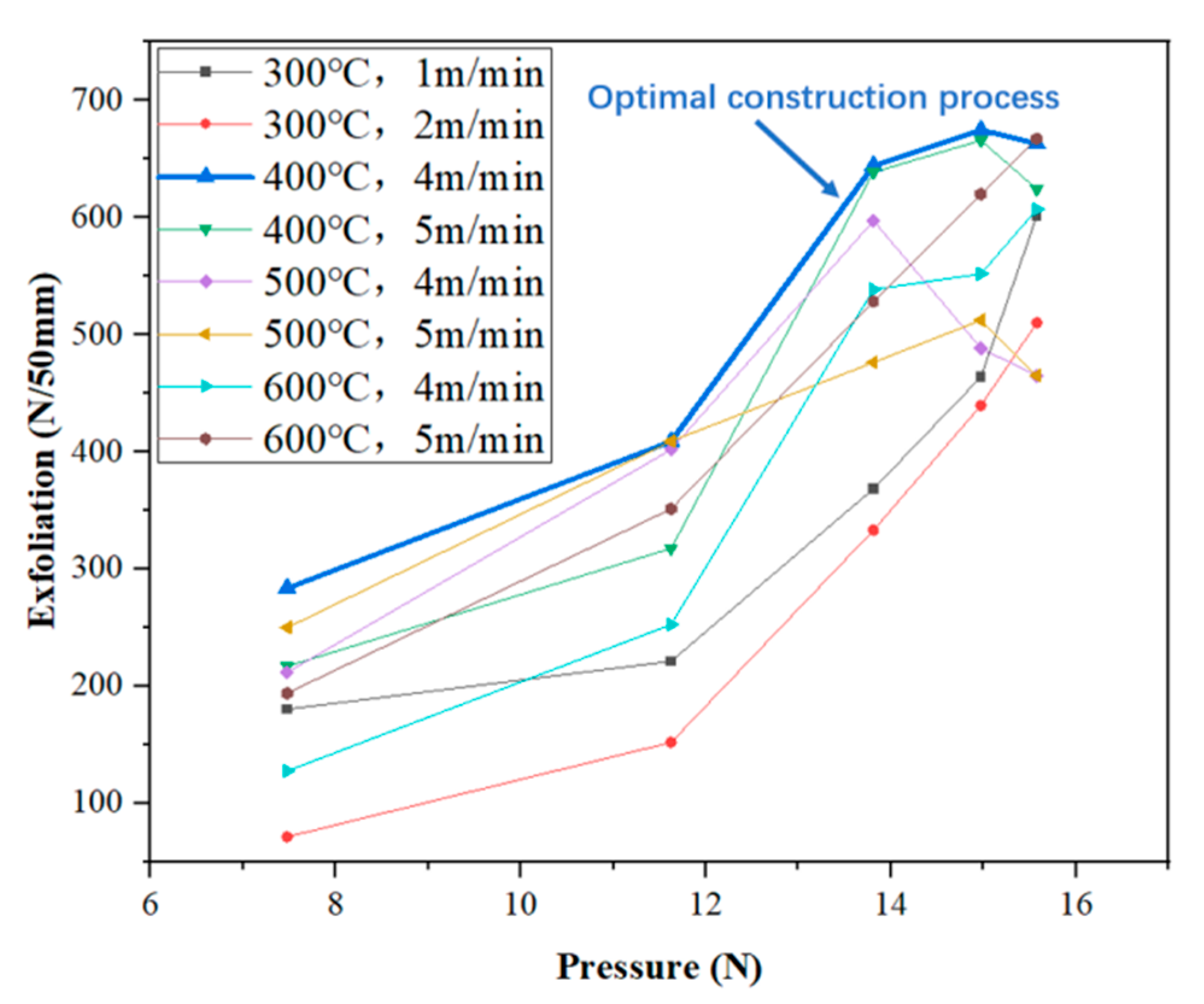
- In this paper, the influence of welding pressure on the peel strength of the waterproofing membrane was studied, and the regulation effect of welding temperature was analyzed. The results show that the peel strength increases with the increase in welding pressure at 300 °C and 600 °C. At 400 °C and 500 °C, the peel strength increased first and then decreased slightly. The comprehensive analysis shows that the optimal construction pressure is 14.97 N, and the optimal peel strength can be obtained under this pressure, which provides an effective reference for optimizing the welding process of waterproofing membranes.
- (3)
- The experimental results of penetration path detection show that the edge of the lap area is the area with the largest penetration. It is found that the combination of a ‘high temperature + low speed’ or ‘low temperature + high speed’ welding process can easily lead to penetration problems, which further emphasizes the importance of the strict implementation of welding standards in the actual construction process. Especially at the edge of the lap zone, the welding process control should be strengthened to effectively reduce the penetration risk, prolong the service life of the waterproofing membrane and improve its waterproofing performance.
- (4)
- After the impermeability test, it is verified that there is no leakage in the welding lap of the waterproofing membrane under the working conditions of 0.2 MPa, 30 min to 0.6 MPa and 120 min. All the indexes meet the relevant qualification standards, indicating that the lap process can effectively guarantee the waterproofing performance and has good engineering application value.
- (5)
- In this paper, a special pressure test tool for the welding performance test of the lap area of a waterproofing membrane is designed. The tool can be effectively applied to the welding performance test of various common waterproofing membrane materials including high-density polyethylene (HDPE), polyvinyl chloride (PVC) and ethylene propylene diene monomer (EPDM). By providing accurate welding pressure data, the test tool can provide a scientific basis and technical support for optimizing welding parameters, improving the welding quality and waterproofing performance of waterproofing membranes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| EPDM | Ethylene propylene diene monomer |
| PVC | Polyvinyl chloride |
| TPO | Thermoplastic polyolefin |
| SHPB | Split Hopkinson pressure bar |
| CMS | Carboxymethyl starch |
| OMMT | Organo-montmorillonite |
| SBS | Styrene–Butadiene–Styrene |
| SD | Standard deviation |
| POEA-PET | Palm oil-based polyurethane composite waterproofing membrane |
References
- Jourabchi, S.; Ostad Movahed, S. The effect of microwave irradiation on the molecular diffusion of the ethyl acetate (EA) into the blend of styrene-butadiene rubber (SBR)/ethylene-propylene-diene monomer rubber (EPDM). Prog. Rubber Plast. Recycl. Technol. 2025, 41, 201–217. [Google Scholar] [CrossRef]
- He, Y.H.; Cao, Z.L.; Ge, Y.Y.; Liu, Z.Y.; Li, J.T.; Yu, J.Y. Effect of Heat Aging on Properties and Structure of SBS Modified Bitumen Waterproof Membrane. Mater. Sci. Forum 2021, 1035, 951–957. [Google Scholar] [CrossRef]
- Tan, J.; Zhang, C.; Sun, G.; Ma, X.; Du, H. An Investigation of the Effects of Thermo-Oxidative Aging and the Freeze–Thaw Cycle on the Performance of Polyester-Based, Self-Adhesive Asphalt Waterproofing Membranes. Appl. Sci. 2024, 14, 8237. [Google Scholar] [CrossRef]
- Ding, H.; Hai, M.; Ge, Y. Research on the Durability of Thermoplastic Polyolefin Waterproof Rolls Based on Thermal Oxygen Aging. New Chem. Mater. 2025, 53, 247–252. [Google Scholar]
- Park, W.G.; Choi, S.Y.; Park, J.S.; Kim, D.B.; He, X.Y.; Oh, S.K. Analysis on the Effects of External Temperature and Welding Speed on the Safety of EVA Waterproofing Sheet Joints by Hot Air Welding. Materials 2020, 13, 5586. [Google Scholar] [CrossRef]
- Waldvogel, M.; Zurbriggen, R.; Berger, A.; Herwegh, M. Influences of temperature and opening rate of substrate cracks on the mechanical behaviour, crack–bridging ability and deformation mechanisms of one–component, cementitious, flexible waterproofing membranes. Cem. Concr. Res. 2020, 136, 106140. [Google Scholar] [CrossRef]
- Bucko, M.M.; Hloch, S.; Valicek, J.; Tozan, H.; Javadi, Y.; Ghosh, A. Influence of welding physical conditions on waterproofing membrane weld quality. Tech. Gazett 2012, 19, 683–687. [Google Scholar]
- Zhang, B. Research on Leakage Localization Online Monitoring System Based on Intelligent Perception Waterproof Membrane. Master’s Dissertation, Zhengzhou University, Zhengzhou, China, April 2022. [Google Scholar]
- Jiang, Y.; He, B.; Zhao, J.; Pei, H.; Liu, J.; Wang, H. Influence of novel polymer waterproofing membrane on mechanical properties of tunnel lining structure. Constr. Build. Mater. 2022, 360, 129579. [Google Scholar] [CrossRef]
- Lee, K.; Kim, D.; Chang, S.-H.; Choi, S.-W.; Park, B.; Lee, C. Numerical approach to assessing the contact characteristics of a polymer-based waterproof membrane. Tunn. Undergr. Space Technol. 2018, 79, 242–249. [Google Scholar] [CrossRef]
- Miyauchi, H.; Katou, N.; Tanaka, K. Force transfer mechanism on fastener section of mechanically anchored waterproofing membrane roofs under wind pressure during typhoons. J. Wind. Eng. Amp. Ind. Aerodyn. 2011, 99, 1174–1183. [Google Scholar] [CrossRef]
- Hailesilassie, B.W.; Hean, S.; Partl, M.N. Testing of blister propagation and peeling of orthotropic bituminous waterproofing membranes. Mater. Struct. 2015, 48, 1095–1108. [Google Scholar] [CrossRef]
- Tsukagoshi, M.; Miyauchi, H.; Tanaka, K. Protective performance of polyurethane waterproofing membrane against carbonation in cracked areas of mortar substrate. Constr. Build. Mater. 2012, 36, 895–905. [Google Scholar] [CrossRef]
- Li, W.; Yu, L.; Tan, Y.; Wu, L.; Qian, J. Mechanical properties and impact behavior of frozen clay: Insights from static mechanical tests, fly-plate tests, and split-Hopkinson pressure bar analysis. Phys. Fluids 2024, 36, 057138. [Google Scholar] [CrossRef]
- Li, W.; Yu, L.; Zhang, T. Quantitative analysis of grain size effect on tensile mechanical behavior of granite based on multi-level force chain networks. Comp. Part. Mech. 2024, 11, 2245–2266. [Google Scholar] [CrossRef]
- Peng, Y.; Yu, L.; Qian, J.; Li, W.; Zhang, T.; Zhou, L. Dynamic tensile behavior and crack propagation in coral aggregate seawater shotcrete: Experimental investigation and numerical simulation. Cement. Concrete. Comp. 2025, 159, 106010. [Google Scholar] [CrossRef]
- Li, Z.Q.; Nie, L.; Xue, Y.; Li, W.; Fan, K. Model Testing on the Processes, Characteristics, and Mechanism of Water Inrush Induced by Karst Caves Ahead and Alongside a Tunnel. Rock. Mech. Rock. Eng. 2025, 58, 5363–5380. [Google Scholar] [CrossRef]
- Li, W.; Zhang, Q.; Wang, X.; Yu, L.; Li, Z. Synergistic effect of particle size, carboxymethyl starch and Na2CO3 on rheological and filtration property of bentonite-based material. Case. Stud. Constr. Mater. 2024, 31, e03537. [Google Scholar] [CrossRef]
- He, Y.; Zhang, T.; Mao, S.; Zeng, S.; Wu, L.; Yu, J. Investigation of Antiaging Performance and Service Life of OMMT/SBS Modified Bitumen Waterproof Membranes. J. Mater. Civ. Eng. 2024, 36, 04024025. [Google Scholar] [CrossRef]
- Wang, J.; Li, X.; Sun, G.; Ma, X.; Du, H. Experimental Investigation on the Performance of SBS-Modified Asphalt Waterproofing Membrane by Thermo-Oxidative Aging and Freeze-Thaw Cycle. Polymers 2024, 16, 2593. [Google Scholar] [CrossRef]
- Garber, E.A.; Diligenskii, E.V.; Antonov, P.V.; Shalaevskii, D.L.; Dyatlov, I.A. Application of statistical methods to reveal and remove the causes of welding of coil laps upon annealing of cold-rolled steel strips. Russ. Metall. (Met.) 2017, 2017, 771–774. [Google Scholar] [CrossRef]
- Yang, C.; Peng, F.; Cui, Y.; Wang, Y. Analysis of common problems in overlapping edges of synthetic polymer pre laid waterproofing membranes. China Build. Waterproofing 2025, 45, 45–48+52. [Google Scholar]
- Liu, X.; Wang, H.; Li, J.; Kong, C.; Ren, S.; Liu, C. The Effect of Corrosion Aging on the Tensile Properties of Polyethylene Polypropylene Roll Overlapping Zone. J. Xi’an Univ. Technol. 2021, 37, 136–142. [Google Scholar]
- Sun, C.; Liu, D.; Liu, J. Processing technology and characteristics of TPO waterproofing membrane. Plast. Technol. 2015, 43, 61–64. [Google Scholar]
- Han, Z.; Tian, F.; Duan, W.; Zhang, L. The influence of welding process on the welding performance of TPO waterproofing membrane. New Build. Mater. 2015, 42, 40–42. [Google Scholar]
- GB27789-2011; Thermoplastic Polyolefin TPO Waterproofing Membrane. China National Standardization Administration Committee: Beijing, China, 2011.
- GB55030-2022; General Specification for Waterproofing of Building and Municipal Engineerin; Announcement No. 147. Ministry of Housing and Urban-Rural Development of the People’s Republic of China: Beijing, China, 2022.
- Han, P.; Luo, W.; Li, C.; Zhong, H.; Chang, H.; Li, K.; Zhang, S. Product design and T-joint lap performance of a twin-based elastomer modified asphalt waterproofing membrane. China Build. Waterproofing 2024, 8, 9–12+25. [Google Scholar]
- Zhang, M.; Fan, S.; Bai, N. Research on the improvement of peel strength of elastomer modified asphalt waterproofing membrane. China Build. Waterproofing 2025, 5, 1–4. [Google Scholar]
- Zeng, Y.; Huang, Z.; Lin, W.; Chen, Y.; Qiu, R.; Liu, W. Preparation and properties of PET fiber / palm oil-based polyurethane composite waterproofing membrane. Biomass Chem. Eng. 2025, 59, 1–7. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Welding Temperature (°C) | Welding Speed (m/min) | Quantity |
|---|---|---|---|
| Sample 1–300 | 300 | 1 | 5 |
| 2 | 5 | ||
| 3 | 5 | ||
| 4 | 5 | ||
| 5 | 5 | ||
| Sample 1–400 | 400 | 1 | 5 |
| 2 | 5 | ||
| 3 | 5 | ||
| 4 | 5 | ||
| 5 | 5 | ||
| Sample 1–500 | 500 | 1 | 5 |
| 2 | 5 | ||
| 3 | 5 | ||
| 4 | 5 | ||
| 5 | 5 | ||
| Sample 1–600 | 600 | 1 | 5 |
| 2 | 5 | ||
| 3 | 5 | ||
| 4 | 5 | ||
| 5 | 5 |
| Sample Number | Pressure Handle Rotation Angle (°) | Corresponding Welding Pressure (N) | Quantity |
|---|---|---|---|
| 2-1 | 10° | 7.47 | 5 |
| 2-2 | 20° | 11.62 | 5 |
| 2-3 | 30° | 13.81 | 5 |
| 2-4 | 40° | 14.97 | 5 |
| 2-5 | 50° | 15.57 | 5 |
| Sample Number | Test Name | Test Environment and Conditions | Quantity |
|---|---|---|---|
| 3-1 | No treatment | Air, 23 °C, 7 d | 5 |
| 3-2 | Soaking treatment | Water, 23 °C, 7 d | 5 |
| 3-3 | Thermal aging treatment | Aging apparatus, 80 °C, 7 d | 5 |
| Process Parameters | Permeability Regions | Sealing Performance Evaluation |
|---|---|---|
| 300 °C, 1 m/min | Larger | Poor |
| 400 °C, 4 m/min | Minimal | Good |
| 500 °C, 5 m/min | Smaller | Better |
| 600 °C, 5 m/min | Maximum | Very poor |
| Process Parameters | Maximum Height of Z-Axis (μm) | Surface Undulation Characteristics | Assessment of Permeable Path in Lap Area |
|---|---|---|---|
| 300 °C, 1 m/min | 107.53 | Large ups and downs, local protrusions and depressions coexist | Multiple, there is obvious direct current penetration path. |
| 400 °C, 4 m/min | 191.97 | The morphology is uniform, less concave and convex | Very little, the interface is closely integrated. |
| 500 °C, 5 m/min | 168.46 | The flatness is high, but the local fluctuation is large | Fewer, the compactness is good, but there is a short flow path. |
| 600 °C, 5 m/min | 94.66 | Fluctuations, uneven distribution | Moderate, there are local voids to form a flow around, and the path is long. |
| Construction Technology of Lapping Area | Test Conditions and Results | |||||
|---|---|---|---|---|---|---|
| Welding temperature 400 °C Welding speed 4 m/min Welding pressure 14.9 N | No treatment 0.2 Mpa 30 min | No treatment 0.6 Mpa 120 min | Soaking treatment 0.2 Mpa 30 min | Soaking treatment 0.6 Mpa 120 min | Thermal aging treatment 0.2 Mpa 30 min | Thermal aging treatment 0.6 Mpa 120 min |
| Qualified | Qualified | Qualified | Qualified | Qualified | Qualified | |
| Construction Technology of Lapping Area | Peeling Test Results | Test Conditions and Results of Impermeability Test | |
|---|---|---|---|
| Welding temperature 400 °C Welding speed 4 m/min Welding pressure 14.9 N | 671.37 N/50 mm | Test conditions: Soaking treatment 0.2 Mpa, 30 min | Test conditions: thermal aging treatment 0.2 Mpa, 30 min |
| Qualified | Qualified | ||
| Type | Peel Strength | Impermeability (No Treatment) |
|---|---|---|
| TPO waterproofing membrane | 671.37 N/50 mm | 0.6 MPa, 120 min |
| SBS oil-soaked waterproofing membrane | 180 N/50 mm | 0.2 MPa, 30 min |
| Coating + SBS waterproofing membrane | 90 N/50 mm | 0.4 MPa, 30 min |
| POEA-PET | 118 N/50 mm | 0.3 MPa, 120 min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, K.; Zang, Z.; Li, J.; Shi, Z.; Liu, M.; Li, Z.; Wang, Q.; Shang, Y.; Tian, C.; Jia, Z.; et al. Experimental Study and Application of TPO Waterproofing Membrane Lapping Process Parameters. Materials 2025, 18, 3313. https://doi.org/10.3390/ma18143313
Wang K, Zang Z, Li J, Shi Z, Liu M, Li Z, Wang Q, Shang Y, Tian C, Jia Z, et al. Experimental Study and Application of TPO Waterproofing Membrane Lapping Process Parameters. Materials. 2025; 18(14):3313. https://doi.org/10.3390/ma18143313
Chicago/Turabian StyleWang, Keyong, Zhenhua Zang, Jie Li, Zhenyue Shi, Mingcai Liu, Zhipeng Li, Qingbiao Wang, Yandong Shang, Chenglin Tian, Zifan Jia, and et al. 2025. "Experimental Study and Application of TPO Waterproofing Membrane Lapping Process Parameters" Materials 18, no. 14: 3313. https://doi.org/10.3390/ma18143313
APA StyleWang, K., Zang, Z., Li, J., Shi, Z., Liu, M., Li, Z., Wang, Q., Shang, Y., Tian, C., Jia, Z., & Wang, H. (2025). Experimental Study and Application of TPO Waterproofing Membrane Lapping Process Parameters. Materials, 18(14), 3313. https://doi.org/10.3390/ma18143313