
Optimization of Electron Transport Layer Inkjet Printing Towards Fully Solution-Processable OLEDs

 ,
,  , ,
, ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Chemicals and Reagents
2.2. Ink and Film Characterization
2.3. OLEDs Fabrication and Characterization
3. Results and Discussion
3.1. Ink Optimization and Thin Films Characterization
3.2. OLED Devices
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maderitsch, A.; Pflumm, C.; Buchholz, H.; Borchert, H.; Parisi, J. The Impact of the Deposition Process of the Emitting Layer on the Internal Structure of Organic Light-Emitting Diodes. J. Phys. D Appl. Phys. 2019, 52, 455105. [Google Scholar] [CrossRef]
- Shibata, M.; Sakai, Y.; Yokoyama, D. Advantages and Disadvantages of Vacuum-Deposited and Spin-Coated Amorphous Organic Semiconductor Films for Organic Light-Emitting Diodes. J. Mater. Chem. C Mater. 2015, 3, 11178–11191. [Google Scholar] [CrossRef]
- Xie, Y.-M.; Sun, Q.; Zhu, T.; Cui, L.-S.; Liang, F.; Tsang, S.-W.; Fung, M.-K.; Liao, L.-S. Solution Processable Small Molecule Based Organic Light-Emitting Devices Prepared by Dip-Coating Method. Org. Electron. 2018, 55, 1–5. [Google Scholar] [CrossRef]
- Norrman, K.; Ghanbari-Siahkali, A.; Larsen, N.B. 6 Studies of Spin-Coated Polymer Films. Annu. Rep. Sect. C (Phys. Chem.) 2005, 101, 174–201. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, X.; Zhang, L.; Xie, W. Ultrasonic Spray Coating Polymer and Small Molecular Organic Film for Organic Light-Emitting Devices. Sci. Rep. 2016, 6, 37042. [Google Scholar] [CrossRef]
- Tian, Q.-S.; Shen, W.-S.; Yu, Y.-J.; Wang, X.-Q.; Cai, J.-H.; Hu, Y.; Jiang, Z.-Q.; Huang, J.-S.; Liao, L.-S. Systematic Strategy for High-Performance Small Molecular Hybrid White OLED via Blade Coating at Ambient Condition. Org. Electron. 2022, 100, 106366. [Google Scholar] [CrossRef]
- Amruth, C.; Pahlevani, M.; Welch, G.C. Organic Light Emitting Diodes (OLEDs) with Slot-Die Coated Functional Layers. Mater. Adv. 2021, 2, 628–645. [Google Scholar]
- Montanino, M.; Sico, G.; Prontera, C.T.; De Girolamo Del Mauro, A.; Aprano, S.; Maglione, M.G.; Minarini, C. Gravure Printed PEDOT:PSS as Anode for Flexible ITO-Free Organic Light Emitting Diodes. Express Polym. Lett. 2017, 11, 518–523. [Google Scholar] [CrossRef]
- Cinquino, M.; Pugliese, M.; Prontera, C.T.; Mariano, F.; Zizzari, A.; Maiorano, G.; Maggiore, A.; Manfredi, R.; Mello, C.; Tarantini, I.; et al. Inkjet-Printed Multilayer Structure for Low-Cost and Efficient OLEDs. J. Sci. Adv. Mater. Devices 2024, 9, 100707. [Google Scholar] [CrossRef]
- Cole, C.M.; Kunz, S.V.; Shaw, P.E.; Ranasinghe, C.S.K.; Baumann, T.; Blinco, J.P.; Sonar, P.; Barner-Kowollik, C.; Yambem, S.D. Inkjet-Printed Self-Hosted TADF Polymer Light-Emitting Diodes. Adv. Mater. Technol. 2022, 7, 2200648. [Google Scholar] [CrossRef]
- Cinquino, M.; Prontera, C.T.; Maggiore, A.; Zizzari, A.; Pugliese, M.; Mariano, F.; Valenzano, V.; Palamà, I.E.; Manfredi, R.; Gigli, G.; et al. Toward Highly Efficient Solution-Processable OLEDs: Inkjet Printing of TADF Emissive Layer. Adv. Electron. Mater. 2024, 10, 2300358. [Google Scholar] [CrossRef]
- Wang, S.; Shi, T.; Ai, N.; Jiao, S.; Iguchi, S.; Wu, Y.-C.; Zhou, H. High Efficiency Fully Inkjet Printed Multilayer OLEDs Using A Printable Organic Electronic Transport Layer. In Proceedings of the 2019 IEEE 2nd International Conference on Electronics Technology (ICET), Chengdu, China, 10–13 May 2019; pp. 431–434. [Google Scholar]
- Amruth, C.; Luszczynska, B.; Szymanski, M.Z.; Ulanski, J.; Albrecht, K.; Yamamoto, K. Inkjet Printing of Thermally Activated Delayed Fluorescence (TADF) Dendrimer for OLEDs Applications. Org. Electron. 2019, 74, 218–227. [Google Scholar] [CrossRef]
- Cinquino, M.; Prontera, C.T.; Zizzari, A.; Giuri, A.; Pugliese, M.; Giannuzzi, R.; Monteduro, A.G.; Carugati, M.; Banfi, A.; Carallo, S.; et al. Effect of Surface Tension and Drying Time on Inkjet-Printed PEDOT:PSS for ITO-Free OLED Devices. J. Sci. Adv. Mater. Devices 2022, 7, 100394. [Google Scholar] [CrossRef]
- Singh, M.; Haverinen, H.M.; Dhagat, P.; Jabbour, G.E. Inkjet Printing—Process and Its Applications. Adv. Mater. 2010, 22, 673–685. [Google Scholar] [CrossRef] [PubMed]
- Teichler, A.; Perelaer, J.; Schubert, U.S. Inkjet Printing of Organic Electronics—Comparison of Deposition Techniques and State-of-the-Art Developments. J. Mater. Chem. C Mater. 2013, 1, 1910–1925. [Google Scholar] [CrossRef]
- Alamán, J.; Alicante, R.; Peña, J.I.; Sánchez-Somolinos, C. Inkjet Printing of Functional Materials for Optical and Photonic Applications. Materials 2016, 9, 910. [Google Scholar] [CrossRef]
- de Gans, B.-J.; Duineveld, P.C.; Schubert, U.S. Inkjet Printing of Polymers: State of the Art and Future Developments. Adv. Mater. 2004, 16, 203–213. [Google Scholar] [CrossRef]
- Calvert, P. Inkjet Printing for Materials and Devices. Chem. Mater. 2001, 13, 3299–3305. [Google Scholar] [CrossRef]
- Woo, J.Y.; Park, M.-H.; Jeong, S.-H.; Kim, Y.-H.; Kim, B.; Lee, T.-W.; Han, T.-H. Advances in Solution-Processed OLEDs and Their Prospects for Use in Displays. Adv. Mater. 2023, 35, 2207454. [Google Scholar] [CrossRef]
- Wang, S.; Wu, Y.-C.; Jiao, S.; Shi, T.; Ai, N.; Zhang, Y.; Iguchi, S.; Lu, P.-Y.; Zhou, H. 80-3: All Organic Layers Inkjet Printed OLEDs with a Printable Electronic Transport Layer. SID Symp. Dig. Tech. Pap. 2019, 50, 1157–1159. [Google Scholar] [CrossRef]
- Wang, S.; Wang, Z.; Su, L.; Dong, T.; Zhuang, J.; Fu, D. 20.1: Invited Paper: High Performance Top-Emission Inkjet Printed OLEDs with Printed Electron Transport Layer. SID Symp. Dig. Tech. Pap. 2021, 52, 271–274. [Google Scholar] [CrossRef]
- Nagar, M.R.; Shahnawaz; Yadav, R.A.K.; Lin, J.-T.; Jou, J.-H. Nanocomposite Electron-Transport Layer Incorporated Highly Efficient OLED. ACS Appl. Electron. Mater. 2020, 2, 1545–1553. [Google Scholar] [CrossRef]
- Oh, J.-H.; Park, J.-W. Designing a Solution-Processable Electron Transport Layer for Transparent Organic Light-Emitting Diode. Org. Electron. 2021, 96, 106252. [Google Scholar] [CrossRef]
- Merklein, L.; Mink, M.; Kourkoulos, D.; Ulber, B.; Raupp, S.M.; Meerholz, K.; Scharfer, P.; Schabel, W. Multilayer OLEDs with Four Slot Die-Coated Layers. J. Coat. Technol. Res. 2019, 16, 1643–1652. [Google Scholar] [CrossRef]
- Yeh, H.-C.; Meng, H.-F.; Lin, H.-W.; Chao, T.-C.; Tseng, M.-R.; Zan, H.-W. All-Small-Molecule Efficient White Organic Light-Emitting Diodes by Multi-Layer Blade Coating. Org. Electron. 2012, 13, 914–918. [Google Scholar] [CrossRef]
- Chen, X.; Shi, T.; Zhang, S.; Liu, M. High-Efficiency Ink-Jet Printed OLED with Printable Electron Transport Layer. In Proceedings of the 2022 IEEE 5th International Conference on Electronics Technology (ICET), Chengdu, China, 13–16 May 2022; pp. 29–32. [Google Scholar]
- Kang, T.; Gyu Kim, H.; Ran Mun, H.; Lee, J.; Kim, S.; Ha, J. 22-2: Enhanced Orthogonality of Inkjet-Printed OLEDs’ Emitting Layer by Novel Ink Composition for Electron Transport Layer. SID Symp. Dig. Tech. Pap. 2021, 52, 267–269. [Google Scholar] [CrossRef]
- Raupp, S.M.; Merklein, L.; Hietzschold, S.; Zürn, M.; Scharfer, P.; Schabel, W. Slot Die-Coated Blue SMOLED Multilayers. J. Coat. Technol. Res. 2017, 14, 1029–1037. [Google Scholar] [CrossRef]
- Wu, T.-L.; Huang, M.-J.; Lin, C.-C.; Huang, P.-Y.; Chou, T.-Y.; Chen-Cheng, R.-W.; Lin, H.-W.; Liu, R.-S.; Cheng, C.-H. Diboron Compound-Based Organic Light-Emitting Diodes with High Efficiency and Reduced Efficiency Roll-Off. Nat. Photonics 2018, 12, 235–240. [Google Scholar] [CrossRef]
- Wang, R.; Zou, Y.; Guo, J.; Pu, Y.; Wang, D. Solubility and Solubility Modeling of 1,3,5-Tris(1-Phenyl-1H-Benzimidazol-2-Yl)Benzene toward Nanodispersions in Organic Solvents. J. Chem. Eng. Data 2021, 66, 2568–2575. [Google Scholar] [CrossRef]
- Yang, K.; Kwon, D.; Nam, S.; Kim, J.; Chung, Y.S.; Yoo, H.; Park, I.; Park, Y.; Kim, J.W.; Lee, J. Interfacial Exciton-Polaron Quenching in Organic Light-Emitting Diodes. Phys. Rev. X 2024, 14, 041009. [Google Scholar] [CrossRef]
- Lohse, D. Fundamental Fluid Dynamics Challenges in Inkjet Printing. Annu. Rev. Fluid Mech. 2022, 54, 349–382. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
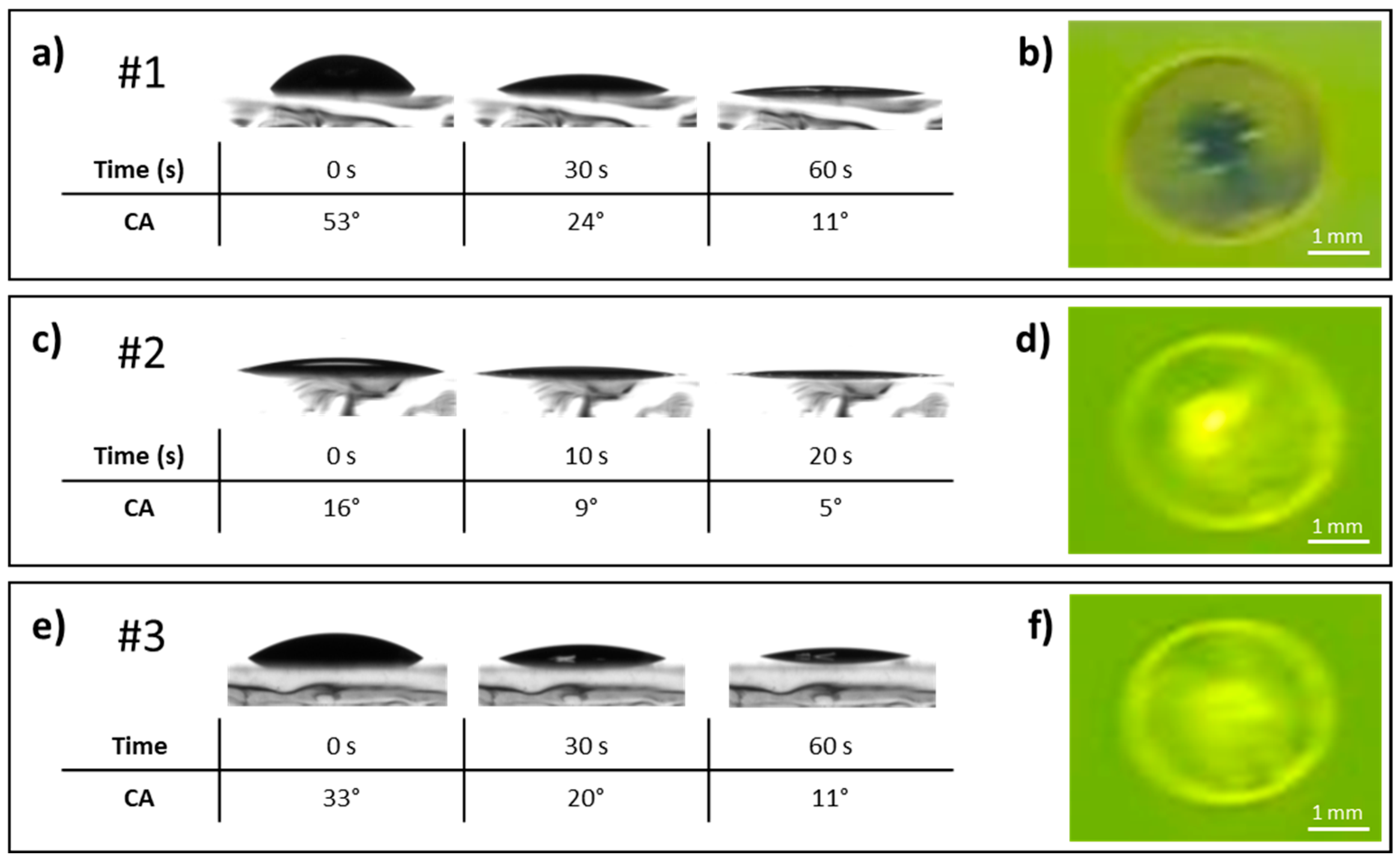
| Ink | Solvent Composition (Volume Ratio) | Surface Tension (mN/m) | |
|---|---|---|---|
| MeOH | Et2O | ||
| #1 | 10 | 25.5 ± 1.1 | |
| #2 | 8 | 2 | 23.1 ± 0.8 |
| #3 | 6 | 4 | 22.1 ± 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manfredi, R.; Prontera, C.T.; Mariano, F.; Pugliese, M.; Maggiore, A.; Zizzari, A.; Cinquino, M.; Tarantini, I.; Gigli, G.; Maiorano, V. Optimization of Electron Transport Layer Inkjet Printing Towards Fully Solution-Processable OLEDs. Materials 2025, 18, 3231. https://doi.org/10.3390/ma18143231
Manfredi R, Prontera CT, Mariano F, Pugliese M, Maggiore A, Zizzari A, Cinquino M, Tarantini I, Gigli G, Maiorano V. Optimization of Electron Transport Layer Inkjet Printing Towards Fully Solution-Processable OLEDs. Materials. 2025; 18(14):3231. https://doi.org/10.3390/ma18143231
Chicago/Turabian StyleManfredi, Riccardo, Carmela Tania Prontera, Fabrizio Mariano, Marco Pugliese, Antonio Maggiore, Alessandra Zizzari, Marco Cinquino, Iolena Tarantini, Giuseppe Gigli, and Vincenzo Maiorano. 2025. "Optimization of Electron Transport Layer Inkjet Printing Towards Fully Solution-Processable OLEDs" Materials 18, no. 14: 3231. https://doi.org/10.3390/ma18143231
APA StyleManfredi, R., Prontera, C. T., Mariano, F., Pugliese, M., Maggiore, A., Zizzari, A., Cinquino, M., Tarantini, I., Gigli, G., & Maiorano, V. (2025). Optimization of Electron Transport Layer Inkjet Printing Towards Fully Solution-Processable OLEDs. Materials, 18(14), 3231. https://doi.org/10.3390/ma18143231