
Research Progress in and Defect Improvement Measures for Laser Cladding

Abstract
1. Introduction
2. Laser Cladding Composite Coating Material System
2.1. Iron Base Self-Fusing Alloy Powder
2.2. Nickel-Based Self-Fusing Alloy Powder
2.3. Cobalt-Based Self-Fusing Alloy Powders
2.4. Ceramic Powder
2.4.1. Types and Advantages of Ceramic Powders
2.4.2. The Introduction Method for the Ceramic Phase
2.4.3. The Optimization Method of the Ceramic Phase
3. Influence of Process Parameters on the Cladding Layer
3.1. Laser Power
3.2. Laser Spot Diameter
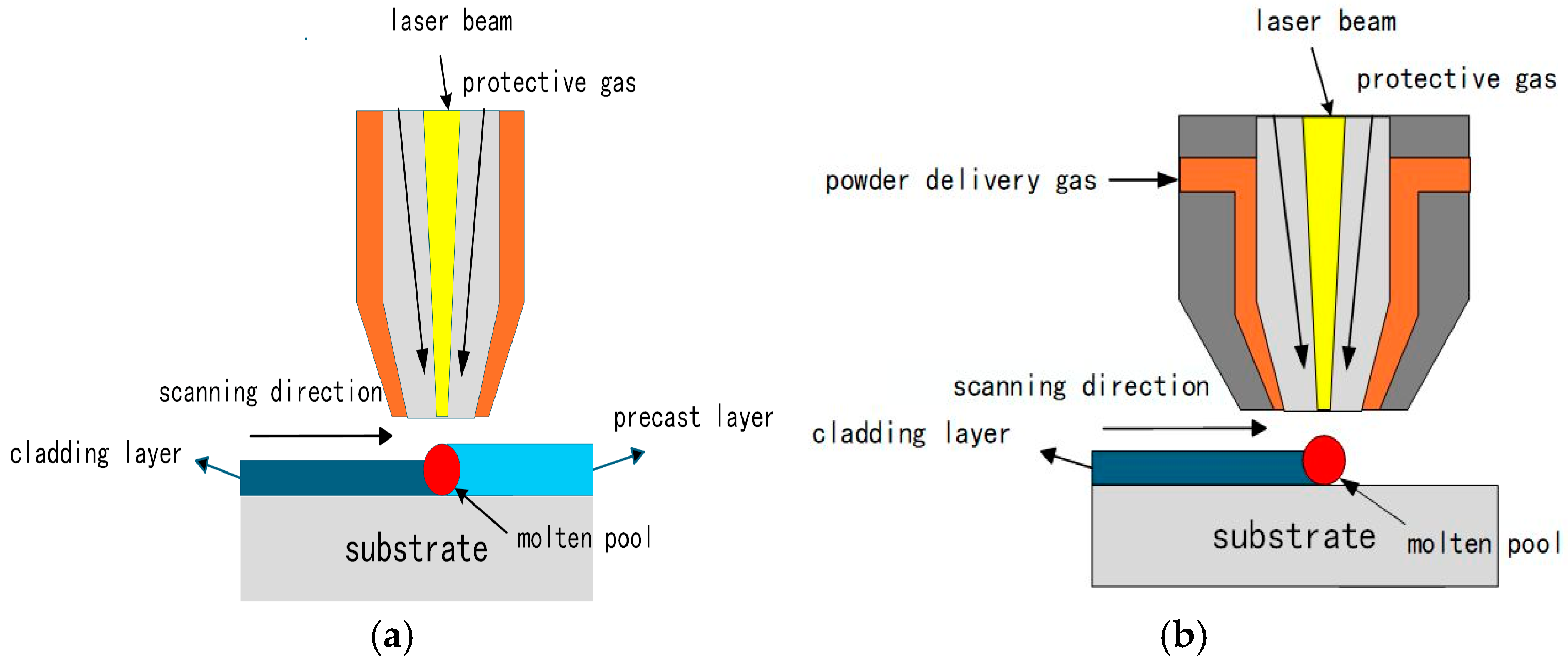
3.3. Powder Delivery Method
3.4. Scan Speed
3.5. Optimization of Process Parameters
4. Problems with Laser Cladding and Improvement Measures
4.1. Classification of Cracks
4.2. Causes of Cracks in Laser Cladding
4.2.1. Influence of Internal Stress on Coating
4.2.2. The Influence of Residual Stress on Coatings
4.2.3. Effect of Other Factors on Coatings
4.3. Crack Prevention and Control Measures for Laser Cladding
4.3.1. The Selection of Processes in the Preparation Stage
4.3.2. Application of Auxiliary Fields in the Cladding Process
4.3.3. Improvement of Cracks by Heat Treatment
4.3.4. Auxiliary Software for Crack Prevention and Control Measures
4.3.5. Improvement of Coatings Through Other Means
5. Summary and Outlook
- (1)
- During the selection of processes in the preparation stage, the temperature gradient can be effectively mitigated by selecting materials with similar coefficients of thermal expansion, incorporating materials with negative expansion coefficients, rare earth elements, nanoparticles, and alloying components. Additionally, the optimization of process parameters can significantly enhance the uniformity of the temperature field, mitigate stress accumulation between adjacent cladding weld beads, and consequently minimize the incidence of crack formation.
- (2)
- The application of auxiliary scenarios in the cladding process, through the use of friction stirring, ultrasonic vibration, electromagnetic fields, and composite fields, can homogenize the melt pool and refine the grain structure, thereby reducing stress concentration and crack sensitivity.
- (3)
- Heat treatment technology, through the preheating treatment of the substrate, post-heat treatment after cladding completion, and the application of laser remelting technology, improves the defects of the coating.
- (4)
- Auxiliary software can be used to construct models that analyze the temperature and stress fields in the melt pool during the cladding process and to predict the formation of cracks. This not only helps reduce the cost of experiments but also provides a new way to prepare high-quality coatings by laser cladding.
- (5)
- New preparation processes and new structural materials. These include the use of hybrid laser sources, laser cladding composite processes, ultra-high-speed laser cladding technology, nanolayered eutectic organization, and ceramic particles with a core–shell structure. All of these techniques improve the coating properties, resulting in a huge increase in hardness, wear resistance, and corrosion resistance.
- (1)
- With regard to rare earth elements and hard particles, different hard particles have different physical and chemical properties, and synergistic use of a variety of hard substances can be considered to meet the needs of multiple applications. The addition of rare earth elements can improve coating performance, but the cost is too high. Consideration should be given to developing new composite materials to reduce costs.
- (2)
- In terms of new processes, it is possible to consider combining other surface treatment processes with laser cladding to take advantage of their own advantages and further improve the optimization of the coating.
- (3)
- In terms of process parameters, the optimization of algorithms to find the optimal process parameters, or the improvement of equipment (e.g., nozzle angle, different laser source, etc.) may be effective.
- (4)
- In terms of the auxiliary simulation, the simulation of the auxiliary software sometimes exhibits partial differences with the actual experimental data. Therefore, the distribution of the temperature field and the stress field in the simulation is improved in the following research to provide authenticity for the experiment.
- (5)
- In terms of automation, laser cladding can be combined with automation to improve the automation system and real-time monitoring and feedback. As a result, the melting efficiency, coating quality, safety, and cost reduction can be improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Li, D.; Nie, C.; Gong, P.; Yang, J.; Hu, Z.; Li, B.; Ma, M. Research Progress on the Wear Resistance of Key Components in Agricultural Machinery. Materials 2023, 16, 7646. [Google Scholar] [CrossRef] [PubMed]
- Mi, P.; Liu, J.; Zhou, Z.; Zhao, H.; Qi, C.; He, J. The dynamic compressive properties of B4C ceramic by plasma spraying multilayer Co/Ni–TiCN coatings. Ceram. Int. 2023, 49, 6708–6712. [Google Scholar] [CrossRef]
- Wang, S.; Chen, S.; Liu, M.; Huang, Q.; Liu, Z.; Li, X.; Xu, S. The Effect of Plasma Spray Parameters on the Quality of Al-Ni Coatings. Coatings 2023, 13, 2063. [Google Scholar] [CrossRef]
- Schütte, M.R.; Ehrich, J.; Linsler, D.; Hanke, S. Effects of Microstructure Modification by Friction Surfacing on Wear Behavior of Al Alloys with Different Si Contents. Materials 2022, 15, 1641. [Google Scholar] [CrossRef]
- Rajat, G.; Lalit, T. Development of an AA 7075 Wear-Resistant Coating on AA 6082 via Friction Surfacing: Optimization and Characterization. J. Mater. Eng. Perform. 2023, 32, 10311–10325. [Google Scholar]
- He, J.; Wu, Z.; Wang, C.; Peng, Y.; Wu, N.; Luo, F. Evolution of microstructure and mechanical properties of electroplated nanocrystalline Ni–Co coating during heating. Mater. Today Commun. 2024, 41, 110414. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Li, M.; Huang, K.; Yi, X. Crack Formation Mechanisms and Control Methods of Laser Cladding Coatings: A Review. Coatings 2023, 13, 1117. [Google Scholar] [CrossRef]
- Chen, Y.; Wang, X.; Zhao, Y.; Song, B.; Yu, T. Interactive optimization of process parameters and coating analysis of laser cladding JG-3 powder. Int. J. Adv. Manuf. Technol. 2020, 107, 2623. [Google Scholar] [CrossRef]
- Yu, J.; Sun, W.; Huang, H.; Wang, W.; Wang, Y.; Hu, Y. Crack Sensitivity Control of Nickel-Based Laser Coating Based on Genetic Algorithm and Neural Network. Coatings 2019, 9, 728. [Google Scholar] [CrossRef]
- Chen, Y.; Huang, X.; Jiang, J.; Lian, G.; Chen, C. Study on the Effect of Rare Earth Oxide Addition on the Microstructure and Properties of Ni60/WC-Ni Coatings Prepared by Laser Cladding. Materials 2023, 16, 7263. [Google Scholar] [CrossRef]
- Qian, W.; Qiang, C.F.; Qian, L.; Liang, Z.; Hui, J.; Wei, Z.J. Microstructure and properties of Ni60 alloy coating prepared by electromagnetic compound field assisted laser cladding. Mater. Chem. Phys. 2022, 291, 126678. [Google Scholar]
- Cai, Y.; Sun, D.; Cui, Y.; Manladan, S.M.; Wang, T.; Shan, M.; Han, J. Effect of CoCrFeMnNi transition cladding layer on crack resistance of CoCrFeMnNi + x(TiC) composite cladding layer. Mater. Lett. 2021, 304, 130700. [Google Scholar] [CrossRef]
- Bidron, G.; Doghri, A.; Malot, T.; Fournier-Dit-Chabert, F.; Thomas, M.; Peyre, P. Reduction of the hot cracking sensitivity of CM-247LC superalloy processed by laser cladding using induction preheating. J. Mater. Process. Tech. 2019, 277, 116461. [Google Scholar] [CrossRef]
- Abdelkrim, B.; Sebastien, V. Understanding laser-metal interaction in selective laser melting additive manufacturing through numerical modelling and simulation: A review. Virtual Phys. Prototyp. 2022, 17, 543–562. [Google Scholar]
- Zhao, C.; Ma, C.; Yang, J.; Li, M.; Zhao, Q.; Ma, H.; Jia, X. Numerical Simulation Study of Multi-Field Coupling for Laser Cladding of Shaft Parts. Micromachines 2023, 14, 493. [Google Scholar] [CrossRef]
- Olivia, K.; Panahsadat, F.; Ralph, A.; Anna, P.; Mark, R.; Quan, L.; Cong, Q.; Peter, M.; Mehdi, S.; Wenyi, Y. Application of a New Alloy and Post Processing Procedures for Laser Cladding Repairs on Hypereutectoid Rail Components. Materials 2022, 15, 5447. [Google Scholar] [CrossRef]
- Yu, S.; Chong, Q.; Zhou, J.; Yang, Y.; Li, H. Finite Element Numerical Simulation and Repair Process of Laser Cladding Repair of Surface Cracks on Mechanical Parts. Micromachines 2024, 15, 1428. [Google Scholar] [CrossRef]
- Liu, M.; Cai, Y.; Duan, C.; Li, G. Key techniques in parts repair and remanufacturing based on laser cladding: A review. J. Manuf. Process. 2024, 132, 994–1014. [Google Scholar] [CrossRef]
- Li, J.; Ju, J.; Chang, W.; Yang, C.; Wang, J. Investigation on the Microstructure and Wear Behavior of Laser-Cladded High Aluminum and Chromium Fe-B-C Coating. Materials 2020, 13, 2443. [Google Scholar] [CrossRef]
- Ouyang, C.; Bai, Q.; Yan, X.; Chen, Z.; Han, B.; Liu, Y. Microstructure and Corrosion Properties of Laser Cladding Fe-Based Alloy Coating on 27SiMn Steel Surface. Coatings 2021, 11, 552. [Google Scholar] [CrossRef]
- He, H.; Zhang, T.; Ma, M.; Liu, W. Microstructure and wear resistance of laser cladding particulate reinforced Fe-based composite coating on railway steel. J. Laser Appl. 2017, 29, 022503. [Google Scholar] [CrossRef]
- Wan, M.Q.; Shi, J.; Lei, L.; Cui, Z.Y.; Wang, H.L.; Wang, X. A Comparative Study of the Microstructure, Mechanical Properties and Corrosion Resistance of Ni- or Fe- Based Composite Coatings by Laser Cladding. J. Mater. Eng. Perform. 2018, 27, 2844–2854. [Google Scholar] [CrossRef]
- Zhang, C.; Kong, D. Microstructure and friction–wear performances of laser cladded Ni60–Ti3SiC2 coatings. Diam. Relat. Mater. 2023, 133, 109762. [Google Scholar]
- Fang, T.; Huang, F.; Qian, X.; Zhan, W. The Microstructure and Properties of Laser-Cladded Ni-Based and Co-Based Alloys on 316L Stainless Steel. Metals 2024, 14, 698. [Google Scholar] [CrossRef]
- Liu, R.; Zhang, M.; Yu, J.; Yang, Q.; Gao, S. Microstructural Transformation and High-Temperature Aluminum Corrosion Properties of Co-Based Alloy Coating Prepared by Laser Cladding. Coatings 2022, 12, 603. [Google Scholar] [CrossRef]
- Lu, S.; Zhou, J.; Wang, L.; Liang, J. Influence of MoSi2 on the microstructure and elevated-temperature wear properties of Inconel 718 coating fabricated by laser cladding. Surf. Coat. Technol. 2021, 424, 127665. [Google Scholar] [CrossRef]
- Deng, C.; Yi, Y.; Jiang, M.; Hu, L.; Zhou, S. Microstructure and high-temperature resistance of Al2O3/CoNiCrAlY coatings by laser cladding. Ceram. Int. 2023, 49, 32885–32895. [Google Scholar] [CrossRef]
- Cui, G.; Cui, H.; Zhang, W.; Yan, X.; Li, J.; Kou, Z. Wear performance of ZrO2 reinforced stellite 6 matrix coatings prepared by laser cladding at elevated temperature. Wear 2024, 556–557, 205539. [Google Scholar] [CrossRef]
- Li, W.; Kong, D. Effects of TiO2 Mass Fraction on Friction Reduction and Wear Resistance of Laser-Cladded CrNi Alloy Coating. J. Mater. Eng. Perform. 2021, 30, 2280–2290. [Google Scholar] [CrossRef]
- Wu, T.; Shi, W.; Xie, L.; Gong, M.; Huang, J.; Xie, Y.; He, K. Study on the effect of Ni60 transition coating on microstructure and mechanical properties of Fe/WC composite coating by laser cladding. Opt. Laser Technol. 2023, 163, 109387. [Google Scholar] [CrossRef]
- Guo, C.; Xu, S.; Chen, Z.; Gao, H.; Jiang, G.; Sun, W.; Wang, X.; Jiang, F. Effect of B4C content and particle sizes on the laser cladded B4C/Inconel 625 composite coatings: Process, microstructure and corrosion property. J. Mater. Res. Technol. 2024, 30, 6278–6290. [Google Scholar] [CrossRef]
- Liang, Y.; Fu, H.; Xing, Z.; Guo, X.; Lin, J. Effect of Cr3C2 Content on Microstructure and Properties of Laser Cladding Ti(C, B)/Ni Coatings. J. Mater. Eng. Perform. 2022, 31, 5189–5200. [Google Scholar]
- Liu, Y.; Gu, X.; Lou, C.; Kang, L.; Hou, Q.; Ma, C. Influence of WC ceramic particles on structures and properties of laser cladding Ni50-WC coatings. J. Mater. Res. Technol. 2023, 26, 14–21. [Google Scholar] [CrossRef]
- Lian, G.; Gao, W.; Chen, C.; Huang, X.; Feng, M. Review on hard particle reinforced laser cladding high-entropy alloy coatings. J. Mater. Res. Technol. 2024, 33, 1366–1405. [Google Scholar] [CrossRef]
- Wang, H.; Liu, K.; Li, J.; Geng, S.; Jing, L.; Skuratov, V. Reinforcements/matrix micro-interface evolution and properties of in-situ Ni60A/WC coatings prepared by laser cladding. Surf. Coat. Technol. 2024, 484, 130834. [Google Scholar] [CrossRef]
- Li, J.; Chen, Y.; Guan, C.; Zhang, C.; Zhao, J.; Yu, T. Microstructure and Wear Resistance of In Situ Synthesized Ti(C, N) Ceramic-Reinforced Nickel-Based Coatings by Laser Cladding. Matererials 2024, 17, 3878. [Google Scholar] [CrossRef]
- Meng, Q.; Wang, C.; Liu, T.; Song, Q.; Xue, B.; Cui, H. Microstructure and performance optimization of laser cladding nano-TiC modified nickel-based alloy coatings. Surf. Coat. Technol. 2024, 479, 130583. [Google Scholar] [CrossRef]
- Li, Y.F.; Shi, Y.; Wu, Q.T. Effects of Nano-WC on Microstructure and Wear Resistance of Laser Cladding Ni-based Coating on 42CrMoA Alloy Steel. J. Phys. Conf. Ser. 2021, 1828, 012158. [Google Scholar] [CrossRef]
- Quazi, M.M.; Fazal, M.A.; Haseeb, A.S.M.A.; Yusof, F.; Masjuki, H.H.; Arslan, A. Effect of rare earth elements and their oxides on tribo-mechanical performance of laser claddings: A review. J. Rare Earths 2016, 34, 549–564. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, Q.; Yu, Z.; Wang, H.; Zhang, T. Influence of Y2O3 addition on the microstructure of TiC reinforced Ti-based composite coating prepared by laser cladding. Mater. Charact. 2022, 189, 111962. [Google Scholar] [CrossRef]
- Wang, C.; Gao, Y.; Zeng, Z.; Fu, Y. Effect of rare-earth on friction and wear properties of laser cladding Ni-based coatings on 6063Al. J. Alloys Compd. 2017, 727, 278–285. [Google Scholar] [CrossRef]
- Qian, W.; Qian, L.; Liang, Z.; Xu, C.D.; Hui, J.; Dong, L.J.; Wei, Z.J.; Yan, B.C. Microstructure and properties of Ni-WC gradient composite coating prepared by laser cladding. Ceram. Int. 2022, 48, 7905–7917. [Google Scholar]
- Lin, Y.; Lei, Y.; Li, X.; Zhi, X.; Fu, H. A study of TiB2/TiB gradient coating by laser cladding on titanium alloy. Opt. Lasers Eng. 2016, 82, 48–55. [Google Scholar] [CrossRef]
- Hu, Y.; Cong, W. A Review on Laser Deposition-Additive Manufacturing of Ceramics and Ceramic Reinforced Metal Matrix Composites. Ceram. Int. 2018, 44, 20599–20612. [Google Scholar] [CrossRef]
- Deng, C.; Zhu, Y.; Chen, W. Numerical Investigation of the Effects of Process Parameters on Temperature Distribution and Cladding-Layer Height in Laser Cladding. Coatings 2024, 14, 1020. [Google Scholar] [CrossRef]
- Wang, Q.; Shu, X.; Xu, H.; Xu, S.; Zhang, S. Study on the Effect of Laser Power on the Microstructure and Properties of Cladding Stellite 12 Coatings on H13 Steel. Materials 2024, 17, 6098. [Google Scholar] [CrossRef]
- Cai, Y.; Dong, Z.; Zhao, L.; Peng, Y.; Cao, Y. The Effect of Laser Power on the Microstructure and Wear Resistance of a Ni3Al-Based Alloy Cladding Layer Deposited via Laser Cladding. Coatings 2024, 14, 317. [Google Scholar] [CrossRef]
- Chen, T.; Wu, W.; Li, W.; Liu, D. Laser cladding of nanoparticle TiC ceramic powder: Effects of process parameters on the quality characteristics of the coatings and its prediction model. Opt. Laser Technol. 2019, 116, 345–355. [Google Scholar] [CrossRef]
- Zhao, L.; Yu, H.; Wang, Y.; Zhao, Z.; Song, W.; Chen, C. NiCrBSi Coatings Fabricated on 45 Steel Using Large Spot Laser Cladding. Materials 2022, 15, 6246. [Google Scholar] [CrossRef]
- Su, P.; Li, H.; Yang, J.; Huang, D. Optimal design of structure parameters of coaxial powder feeding nozzle for laser cladding. J. Phys. Conf. Ser. 2021, 1798, 012050. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, P.; Li, Z.; Zhang, J.; Liu, W. Multi-objective optimization of laser cladding process parameters for Q345B steel. Mater. Today Commun. 2024, 39, 108679. [Google Scholar] [CrossRef]
- Li, Y.; Su, K.; Bai, P.; Wu, L. Microstructure and property characterization of Ti/TiBCN reinforced Ti based composite coatings fabricated by laser cladding with different scanning speed. Mater. Charact. 2020, 159, 110023. [Google Scholar] [CrossRef]
- Jiao, X.; Wang, J.; Wang, C.; Gong, Z.; Pang, X.; Xiong, S.M. Effect of laser scanning speed on microstructure and wear properties of T15M cladding coating fabricated by laser cladding technology. Opt. Lasers Eng. 2018, 110, 163–171. [Google Scholar] [CrossRef]
- Xiang, D.; Wang, D.; Wang, S.; Yan, L.; Chen, Y. Analysis and optimization of laser cladding Ti-B4C composite coatings based on the interaction and GABP-NSGAII algorithm. Surf. Coat. Technol. 2024, 493, 131186. [Google Scholar] [CrossRef]
- Li, T.; Long, H.; Qiu, C.; Wang, M.; Li, D.; Dong, Z.; Gui, Y. Multi-Objective Optimization of Process Parameters of 45 Steel Laser Cladding Ni60PTA Alloy Powder. Coatings 2022, 12, 939. [Google Scholar] [CrossRef]
- Yue, H.; Lv, N.; Guo, C.; Zhai, J.; Dai, W.; Zhang, J.; Zhao, G. Multi-Objective Process Optimization of Laser Cladding Co-Based Alloy by Process Window and Grey Relational Analysis. Coatings 2023, 13, 1090. [Google Scholar] [CrossRef]
- Zhang, D.; Liu, Z.; Song, K.; Zhai, Z.; Zhang, Y.; Gao, Z. Parameters optimization for laser-cladding CoCrFeNiMn high-entropy alloy layer based on GRNN and NSGA-II. Mater. Today Commun. 2024, 39, 108615. [Google Scholar] [CrossRef]
- Liang, Q.; Xu, Y.; Xu, B.; Du, Y. Parameter optimization for in-situ synthesized TiB2/TiC particle composite coatings by laser cladding based on OOA-RFR and U-NSGA-III. Opt. Laser Technol. 2025, 181, 111755. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, P.; Li, Z.; Zhang, J. Rapid optimization of iron-based alloy laser cladding process based on orthogonal experiment and machine learning for Q345. Opt. Laser Technol. 2025, 182, 112086. [Google Scholar] [CrossRef]
- Li, J.; Yang, Y.; Chen, L.; Yu, T.; Zhao, J.; Wang, Z. Multi-Objective Optimization of Process Parameters in Laser DED Ni-Based Powder on Steel Rail Using Response Surface Design. Coatings 2024, 14, 401. [Google Scholar] [CrossRef]
- Yang, Z.; Zou, Y.; Shi, S.; Xu, T.; Liang, Y.; Qiang, Y.; Cheng, Y.; Xu, G.; Li, Z. Optimization of SD-3 Nickel-Based Alloy Coating by Single Channel Laser Cladding Using Orthogonal Experimental Method. Trans. Indian Inst. Met. 2024, 77, 1509–1518. [Google Scholar] [CrossRef]
- Dong, G.F.; Yan, H.B.; Tang, H.; Fan, Y.; Gao, L.; Gao, Z.Y. In-situ synthesis of TiNiTa coating by laser cladding with orthogonal test method. Intermetallics 2023, 159, 107934. [Google Scholar] [CrossRef]
- Kim, T.; Kim, M.K.; Fang, Y.; Suhr, J. Moisture Effects on Qualities and Properties of Laser Powder Bed Fusion (LPBF) Additive Manufacturing of As-Built 17-4PH Stainless Steel Parts. Metals 2023, 13, 1550. [Google Scholar] [CrossRef]
- Liu, W.; Wang, T.; Liu, B.; Li, W.; Hu, G.; Lyu, Z. Research of on-line monitoring technology and control strategy for laser-directed energy deposition: A review. Int. J. Adv. Manuf. Technol. 2024, 133, 3105–3132. [Google Scholar] [CrossRef]
- Yang, P.; Lu, N.; Liang, J.; Guo, Y.; Zhang, G.; Song, X.; Zhou, Y.; Sun, X.; Li, J. Hot Crack Formation Mechanism and Inhibition of a Novel Cobalt-Based Alloy Coating during Laser Cladding. Materials 2024, 17, 3914. [Google Scholar] [CrossRef]
- Liu, S.; Sun, Y.; Zhai, P.; Fan, P.; Zhang, Y.; Li, M.; Fang, J.; Wu, R.; Cai, Z. Microstructure and Properties of Nickel-Based Gradient Coatings Prepared Using Cold Spraying Combined with Laser Cladding Methods. Materials 2023, 16, 1627. [Google Scholar] [CrossRef]
- Mohsan, A.U.H.; Zhang, M.; Wang, D.; Wang, Y.; Zhang, J.; Zhou, Y.; Li, Y.; Zhao, S. Design and Effect of Resonant Ultrasonic Vibration-Assisted Laser Cladding (R-UVALC) on AlCrFeMnNi High-Entropy Alloy. Materials 2024, 17, 969. [Google Scholar] [CrossRef]
- Meng, L.; Sheng, P.; Zeng, X. Comparative studies on the Ni60 coatings deposited by conventional and induction heating assisted extreme-high-speed laser cladding technology: Formability, microstructure and hardness. J. Mater. Res. Technol. 2022, 16, 1732–1746. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, M.; Zhu, Z.; Gao, M.; Gao, J.; Guo, Z. Effects of nano-CeO2 on microstructure and properties of Ni625 alloy prepared by laser cladding. J. Alloys Compd. 2022, 918, 165571. [Google Scholar] [CrossRef]
- Li, C. Research progress and Prospect of Laser Cladding Technology. J. Phys. Conf. Ser. 2023, 2419, 012049. [Google Scholar] [CrossRef]
- Trojan, K.; Ocelík, V.; Čapek, J.; Čech, J.; Canelo-Yubero, D.; Ganev, N.; Kolařík, K.; De Hosson, J.T.M. Microstructure and Mechanical Properties of Laser Additive Manufactured H13 Tool Steel. Metals 2022, 12, 243. [Google Scholar] [CrossRef]
- Yu, Z.; Li, L.; Zhang, D.; Shi, G.; Yang, G.; Xu, Z.; Zhang, Z. Study of Cracking Mechanism and Wear Resistance in Laser Cladding Coating of Ni-based Alloy. Chin. J. Mech. Eng. 2021, 34, 92. [Google Scholar] [CrossRef]
- Tamanna, N.; Crouch, R.; Naher, S. Progress in numerical simulation of the laser cladding process. Opt. Lasers Eng. 2019, 122, 151–163. [Google Scholar] [CrossRef]
- Shen, X.; Peng, H.; Xue, Y.; Wang, B.; Su, G.; Zhu, J.; Li, A. Microstructure and Properties of WC/Ni-Based Laser-Clad Coatings with Different WC Content Values. Materials 2022, 15, 6309. [Google Scholar] [CrossRef]
- Gao, Z.; Wang, L.; Wang, Y.; Lyu, F.; Zhan, X. Crack defects and formation mechanism of FeCoCrNi high entropy alloy coating on TC4 titanium alloy prepared by laser cladding. J. Alloys Compd. 2022, 903, 163905. [Google Scholar] [CrossRef]
- Shi, B.; Li, T.; Wang, D.; Zhang, X.; Zhang, H. Investigation on crack behavior of Ni60A alloy coating produced by coaxial laser cladding. J. Mater. Sci. 2021, 56, 13323–13336. [Google Scholar] [CrossRef]
- Li, Z.; Lin, T.; Jing, C.; Tu, Y.; Fu, T.; Liu, N. Influence of Ti element on the microstructure and crack of modulated WC-strengthened Ni-based alloy coatings by laser cladding. Mater. Today Commun. 2024, 41, 110541. [Google Scholar] [CrossRef]
- Qi, K.; Yang, Y.; Hu, G.; Lu, X.; Li, J. Thermal expansion control of composite coatings on 42CrMo by laser cladding. Surf. Coat. Technol. 2020, 397, 125983. [Google Scholar] [CrossRef]
- Li, M.; Zhang, J.; Mi, T.; Zheng, C.; Wu, D.; Chen, Z.; Yi, X. Improvement mechanism of Mo element on cracks, microstructure and properties of laser cladding WC-Ni60AA coating. Surf. Coat. Technol. 2024, 489, 131047. [Google Scholar] [CrossRef]
- Huang, X.; Yu, J.; Jiang, J.; Lian, G.; Chen, C.; Zhou, M.; Xu, W.; Hu, X. Effect of Ta Content on the Microstructure and Properties of Laser Cladding Ni60A/WC Composite Coatings. JOM 2022, 75, 97–108. [Google Scholar] [CrossRef]
- Gao, J.; Ma, Q.; Sun, Y.; Wang, K.; Song, Q.; Wang, C. Effect of Nb content on microstructure and corrosion resistance of Inconel 625 coating formed by laser cladding. Surf. Coat. Technol. 2023, 458, 129311. [Google Scholar]
- Dai, Q.-L.; Luo, C.-B.; You, F.-Y. Crack Restraining Methods and their Effects on the Microstructures and Properties of Laser Cladded WC/Fe Coatings. Materials 2018, 11, 2541. [Google Scholar] [CrossRef] [PubMed]
- Xie, Z.; Liu, Y.; Wu, Y.; Yang, C.; Wang, L.; Zhao, Y.; Wei, Z.; Ni, X.; Lv, H.; Chen, H. The effects of Ni and Al elements on microstructure and mechanical properties of low carbon CoCrMo alloy coatings. Surf. Coat. Technol. 2024, 494, 131355. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Tanaka, K.; Hagino, H. Porosity reduction in WC-12Co laser cladding by aluminum addition. Int. J. Refract. Met. Hard Mater. 2023, 110, 106020. [Google Scholar] [CrossRef]
- Zhang, B.; He, B.; Wang, H. Investigation on laser cladding Fe-based gradient coatings with hierarchical enhanced wear resistance on U75V railway steel. Wear 2024, 552–553, 205444. [Google Scholar] [CrossRef]
- Lu, P.; Zhang, J.; Zhang, T.; Zhang, F.; Liu, S.; Liu, F. Microstructure and properties of spiral gradient coating prepared by laser cladding. Mater. Res. Express 2025, 12, 026508. [Google Scholar]
- Sun, Q.; Bi, W.; Yao, S.; Zhu, W.; Ma, W.; Hu, B.; Bao, C.; Zhang, Y.; Niu, F. Effect of Gradient Transition Layer on the Cracking Behavior of Ni60B (NiCrBSi) Coatings by Laser Cladding. Materials 2025, 18, 419. [Google Scholar] [CrossRef]
- Cui, Y.; Shen, J.; Geng, K.; Hu, S. Fabrication of FeCoCrNiMnAl0.5-FeCoCrNiMnAl gradient HEA coating by laser cladding technique. Surf. Coat. Technol. 2021, 412, 127077. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, F.; Zang, S. The influence of ultrasonic vibration on the microstructure and properties of laser-cladded Fe-Ni-Ti composite coatings. Heliyon 2024, 10, e38429. [Google Scholar] [CrossRef]
- Zhao, C.; Du, W.; Yu, Z.; Zhang, Z.; Zhang, H. Effect of ultrasonic radiation on the organization and mechanical properties of laser-melted Ni-based WC coatings. Alex. Eng. J. 2025, 110, 215–233. [Google Scholar] [CrossRef]
- Yang, G.; Zhang, W.Q.; Zhang, J.; Yi, J.Z.; Cui, Y.F. Evolution of microstructure of WE43 magnesium alloys fabricated by laser deposition manufacturing with subsequent friction stir processing. Mater. Lett. 2023, 330, 133218. [Google Scholar] [CrossRef]
- Hu, Y.; Wang, L.; Yao, J.; Xia, H.; Li, J.; Liu, R. Effects of electromagnetic compound field on the escape behavior of pores in molten pool during laser cladding. Surf. Coat. Technol. 2020, 383, 125198. [Google Scholar] [CrossRef]
- Xie, S.; Li, R.; Yuan, T.; Chen, C.; Zhou, K.; Song, B.; Shi, Y. Laser cladding assisted by friction stir processing for preparation of deformed crack-free Ni-Cr-Fe coating with nanostructure. Opt. Laser Technol. 2018, 99, 374–381. [Google Scholar] [CrossRef]
- Zhai, L.L.; Ban, C.Y.; Zhang, J.W. Investigation on laser cladding Ni-base coating assisted by electromagnetic field. Opt. Laser Technol. 2019, 114, 81–88. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, J.; Wang, J.; Meng, X.; Li, P.; Huang, S.; Zhu, H. Effect of hybrid ultrasonic-electromagnetic field on cracks and microstructure of Inconel 718/60%WC composites coating fabricated by laser cladding. Ceram. Int. 2022, 48, 33901–33913. [Google Scholar] [CrossRef]
- Wang, H.Z.; Cheng, Y.H.; Yang, J.Y.; Liang, X.B. Microstructure and properties of Fe based amorphous coatings deposited by laser cladding under different preheating temperatures. J. Non-Cryst. Solids 2023, 602, 122081. [Google Scholar] [CrossRef]
- Wu, T.; Shi, W.; Xie, L.; Gong, M.; Huang, J.; Xie, Y.; He, K. Effect of Preheating Temperature on Geometry and Mechanical Properties of Laser Cladding-Based Stellite 6/WC Coating. Materials 2022, 15, 3952. [Google Scholar] [CrossRef] [PubMed]
- Zhang, G.; Liu, W.; Bian, H.; Xing, F.; Xu, X. Effect of Substrate Preheating on Cracking and Wear Resistance of Laser-Cladded Tribaloy T-800 Coatings on DD5 Single-Crystal Alloy. J. Therm. Spray Technol. 2024, 33, 1027–1039. [Google Scholar]
- Zhou, S.; Xu, Y.; Liao, B.; Sun, Y.; Dai, X.; Yang, J.; Li, Z. Effect of laser remelting on microstructure and properties of WC reinforced Fe-based amorphous composite coatings by laser cladding. Opt. Laser Technol. 2018, 103, 8–16. [Google Scholar] [CrossRef]
- Lv, T.; Zou, W.; He, J.; Ju, X.; Zheng, C. Study on the Microstructure and Properties of FeCoNiCrAl High-Entropy Alloy Coating Prepared by Laser Cladding-Remelting. Coatings 2023, 14, 49. [Google Scholar] [CrossRef]
- Du, Y.; Peng, Y.; Liang, Q.; Li, Z.; Tu, J. Effect of heat treatment on microstructure and mechanical properties of Fe60 coating by laser cladding on 304 stainless steel. J. Mater. Res. Technol. 2024, 29, 2825–2834. [Google Scholar] [CrossRef]
- Chen, M.; An, Y.; Wang, Q.; Xu, Y.; Shi, Y. Microstructural characteristics and erosion resistance of laser cladding Stellite 6 alloy on an 1Cr11Ni2W2MoV steel surface. Eng. Fail. Anal. 2025, 168, 109093. [Google Scholar] [CrossRef]
- Shen, C.; Li, C.; Guo, Y.; Liu, C.; Zhang, X.; Feng, X. Modeling of temperature distribution and clad geometry of the molten pool during laser cladding of TiAlSi alloys. Opt. Laser Technol. 2021, 142, 107277. [Google Scholar] [CrossRef]
- Li, Z.; Yang, S.; Liu, B.; Liu, W.; Kuai, Z.; Nie, Y. Simulation of temperature field and stress field of selective laser melting of multi-layer metal powder. Opt. Laser Technol. 2021, 140, 106782. [Google Scholar] [CrossRef]
- Ye, W.L.; Sun, A.D.; Zhai, W.Z.; Wang, G.L.; Yan, C.P. Finite element simulation analysis of flow heat transfer behavior and molten pool characteristics during 0Cr16Ni5Mo1 laser cladding. J. Mater. Res. Technol. 2024, 30, 2186–2199. [Google Scholar] [CrossRef]
- Ma, M.; Xiong, W.; Lian, Y.; Han, D.; Zhao, C.; Zhang, J. Modeling and optimization for laser cladding via multi-objective quantum-behaved particle swarm optimization algorithm. Surf. Coat. Technol. 2020, 381, 125129. [Google Scholar] [CrossRef]
- Tian, J.; Xu, P.; Liu, Q. Effects of stress-induced solid phase transformations on residual stress in laser cladding a Fe-Mn-Si-Cr-Ni alloy coating. Mater. Des. 2020, 193, 108824. [Google Scholar] [CrossRef]
- Yang, H.; Tang, Z.; Wan, L.; Wei, Q.; Wu, J.; Wang, A.; Jin, X.; Li, X.; Wu, Y.; Lu, G.; et al. Achieving crack-free CuCrZr/AlSi7Mg interface by infrared-blue hybrid laser cladding with low power infrared laser. J. Alloys Compd. 2023, 931, 167572. [Google Scholar] [CrossRef]
- Zhang, X.; Li, D.; Geng, J. An approach to reduce stress and defects: A hybrid process of laser cladding deposition and shot peening. Rapid Prototyp. J. 2021, 27, 1609–1616. [Google Scholar] [CrossRef]
- Ding, Y.; Bi, W.; Zhong, C.; Wu, T.; Gui, W. A Comparative Study on Microstructure and Properties of Ultra-High-Speed Laser Cladding and Traditional Laser Cladding of Inconel625 Coatings. Materials 2022, 15, 6400. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Cui, X.; Jin, G.; Wen, X.; Wang, S.; Zhang, Y. New nano-lamellar eutectic high-entropy alloy coating by laser cladding. Mater. Chem. Phys. 2024, 320, 129469. [Google Scholar] [CrossRef]
- Li, J.; Gao, X.; Teng, W.; Liu, J. Microstructure, cracking susceptibility and abrasive wear resistance of core-shell ceramic particles reinforced laser cladding coatings. Vacuum 2024, 227, 113355. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Method | Optimization Goal | Optimized Parameters | Performance of Coating | Reference |
|---|---|---|---|---|
| Orthogonal experimental design method and GABP-NSGAII multi-objective optimization algorithm | B4C content, P and V | B4C content was 15 wt.%, P: 2200 W, V: 800 mm/min | The microhardness of the coating is 434 HV0.5,which is increased by 33.16%. | [55] |
| Response surface method | P, V, Vf, η, W/H and θ | P: 1477 W, Vf: 17.5 mg/s, V: 5 mm/s, η: 0.079, θ: 145°W/H: 5.13 | Without cracks, deformation and pores, the microhardness of the coating (620 HV0.2) is 3.1 times that of the 45 steel matrix. | [56] |
| Gray correlation analysis and variance analysis | P, V, Vf | P: 2100 W, V: 6 mm/s, Vf: 17.90 g/min | Without cracks, holes and element segregation, the hardness, toughness and corrosion resistance of the coating are significantly improved. | [57] |
| Generalized Regression Neural Network Algorithm (GRNN) and Non-Dominated Sorting Genetic Algorithm (NSGA-Ⅱ) | P, V, Vf | P: 2.33 KW, Vf: 12.46 g/min, V: 2.9 m/min, preheating temperature 400 °C | Without cracks, the microhardness and wear resistance of the coating are significantly improved. | [58] |
| Random Forest Regression using the Osprey Optimization Algorithm (OOA-RFR) and Unified Non-dominated Sorting Genetic Algorithm III (U-NSGA-III) | P, V, Vf, Φ, and Ti, B4C mixed powder content | P: 1587 W, V: 11 mm/s, Vf: 1.3 r/min, Φ: 50%, the content of mixed powder is 11% | The surface smoothness, microhardness and wear resistance of the coating are significantly improved. | [59] |
| Orthogonal experimental design, Particle Swarm Optimization (PSO), Genetic Algorithm (GA) and Non-dominated Sorting Genetic Algorithm II (NSGA-II) | P, V, Vf | P: 934 W, V: 352 mm/min, Vf: 0.64 r/min, W/H: 3.06, θ: 0.33 | Without defects, the hardness of the coating is 613 HV, which is three times that of the substrate. | [60] |
| Response surface design method | P, V, Vf | P: 431 W, V: 5.34 mm/s, Vf: 1.03 r/min | The microstructure was refined and the microhardness of the coating was increased to 470.8 HV. | [61] |
| Coating/Substrate | Alloy Content wt.% | Improvement Effect |
|---|---|---|
| WC-Ni60AA/65Mn [80] | 0.25%/0.50%/0.75%/1.0%/1.25% Mo | Strengthening of grain boundaries, refinement of tissue, disappearance of cracks at 1.0% Mo content. |
| Ni60A-WC/45 steel [81] | 2%/5%/10%/15%/20% Ta | Reduces WC size and promotes uniform hard phase distribution, with minimal cracking at 10 wt.% Ta powder addition. |
| Inconel625/Q235 steel [82] | 1.5%/3%/5% Nb | The transformation of the coating organization from dendritic to equiaxial crystals and the generation of a passivation film on the surface resulted in the best hardness and corrosion resistance of the coating at 3% Nb. |
| Ni50A-WC/H13 steel [78] | 3%/6%/9% Ti | Refining the carbides and borides of Cr improves melt pool fluidity and reduces the number of cracks due to porosity, with cracks and porosity disappearing at 3% Ti. |
| Fe-WC/0.45% medium carbon steel (AISI 1045) [83] | 8% Co | Improve the toughness of the coating, reduce brittle fracture and lower crack sensitivity. |
| CoCrMo/24CrNiMo Cast steel [84] | 13% Ni, 7% Al | The microstructure of the coating was transformed from a network structure to a sawtooth structure, increasing the ductility of the coating by 53% and reducing the rate of thermal fatigue crack propagation by 40%. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, B.; Zhou, P.; Lv, Y. Research Progress in and Defect Improvement Measures for Laser Cladding. Materials 2025, 18, 3206. https://doi.org/10.3390/ma18133206
Cui B, Zhou P, Lv Y. Research Progress in and Defect Improvement Measures for Laser Cladding. Materials. 2025; 18(13):3206. https://doi.org/10.3390/ma18133206
Chicago/Turabian StyleCui, Bo, Peiqing Zhou, and You Lv. 2025. "Research Progress in and Defect Improvement Measures for Laser Cladding" Materials 18, no. 13: 3206. https://doi.org/10.3390/ma18133206
APA StyleCui, B., Zhou, P., & Lv, Y. (2025). Research Progress in and Defect Improvement Measures for Laser Cladding. Materials, 18(13), 3206. https://doi.org/10.3390/ma18133206