
Monitoring of Layered Thermoplastic Composites Using Shape Memory Alloys as Integrated Sensors for Multifunctional Lightweight Structures

 , , , , and
, , , , and
Abstract
1. Introduction
2. Materials and Methods
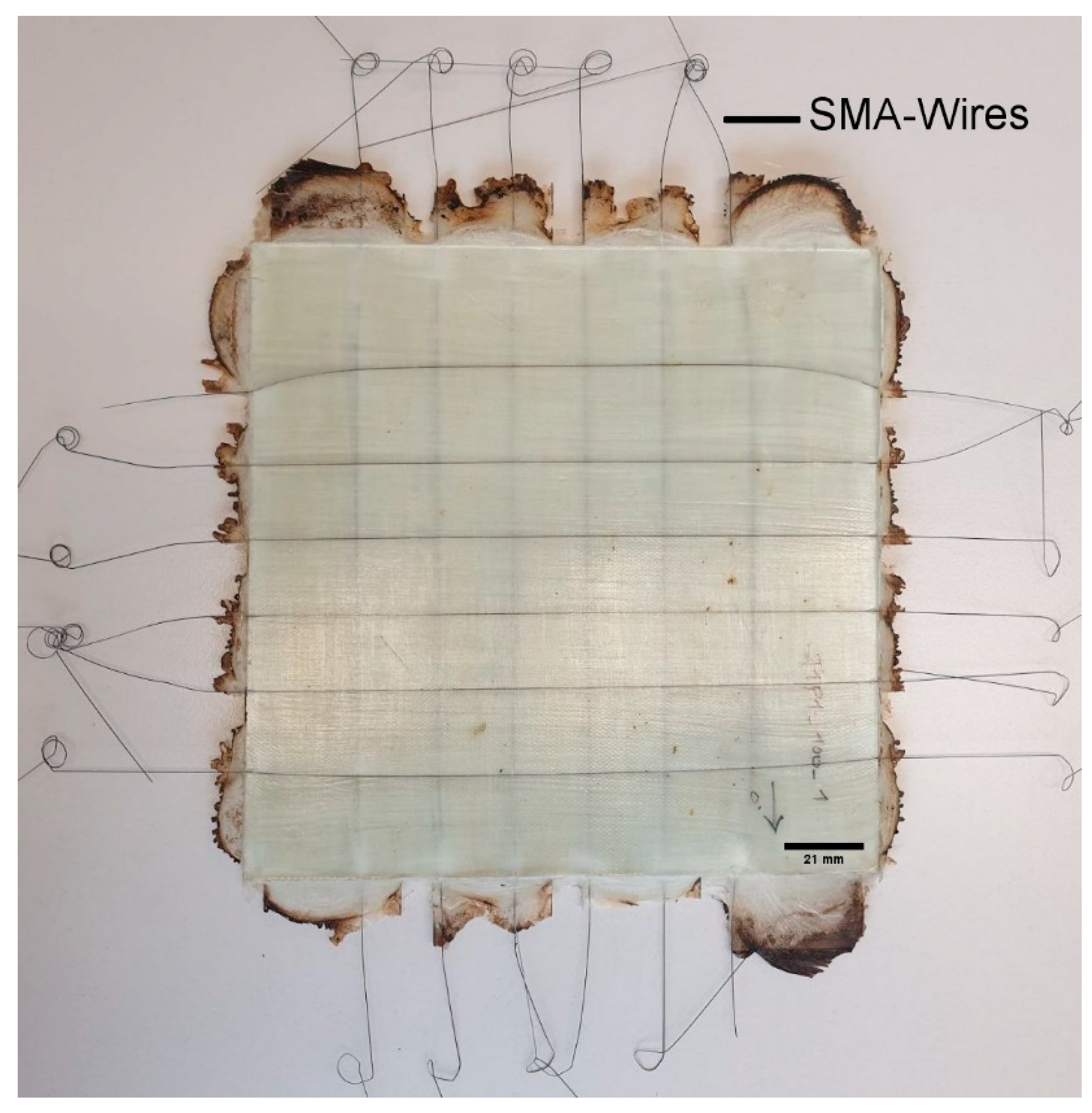
2.1. Production of Samples
2.2. Non-Destructive Testing Methods
2.2.1. Thermography
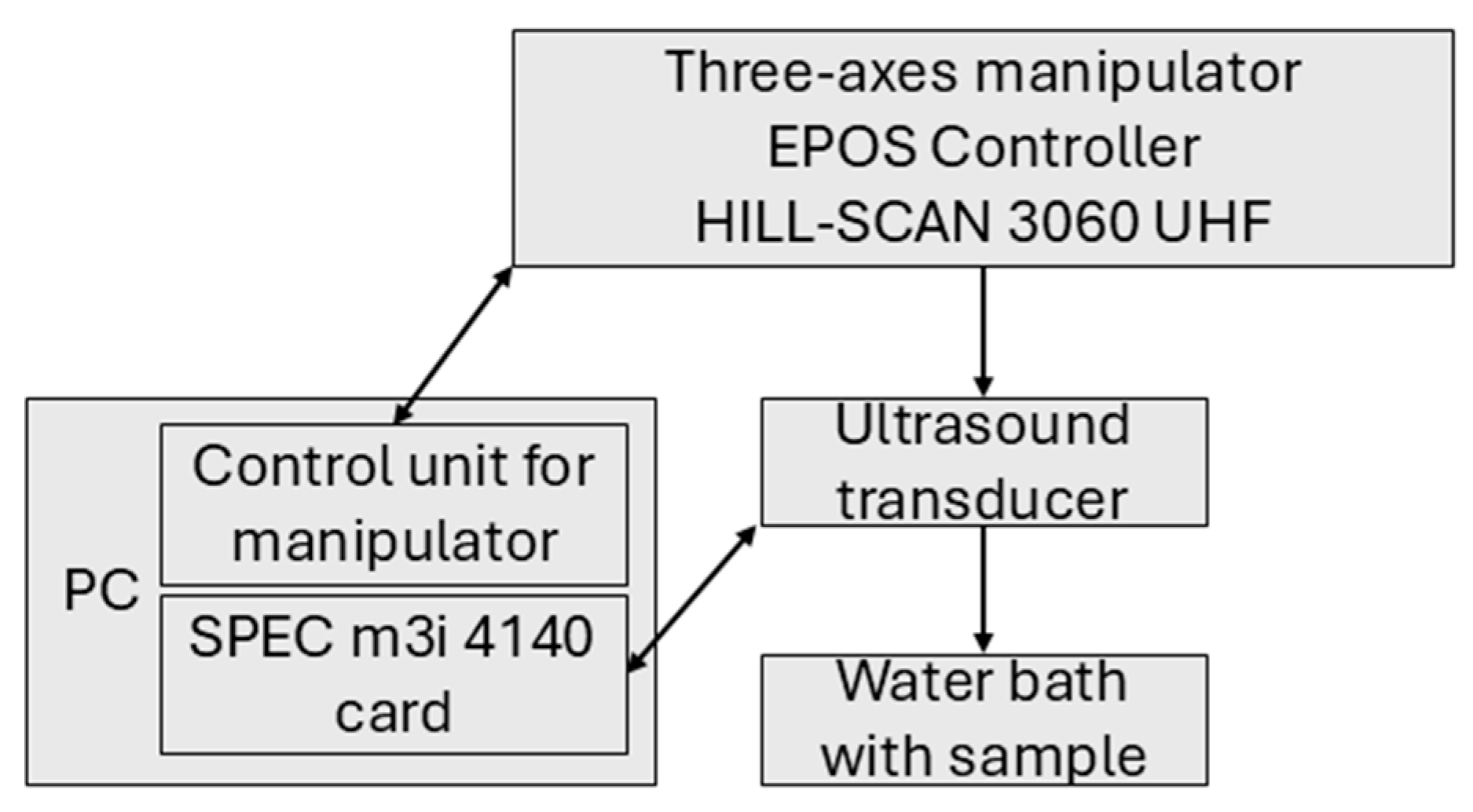
2.2.2. Ultrasonic Testing
2.2.3. Computer Tomography
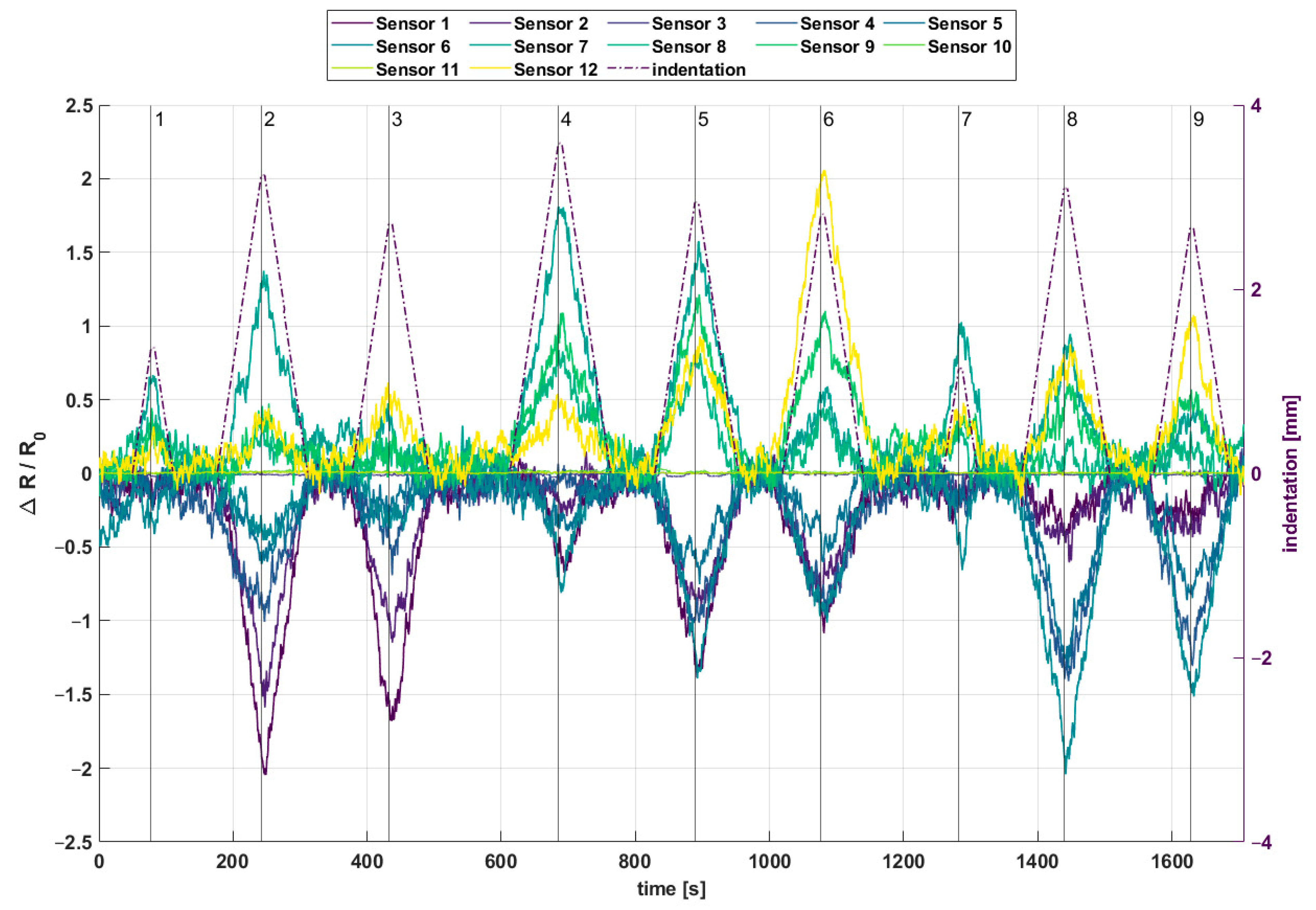
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| ADC | Analog to digital converter |
| FFT | Fast Fourier Transformation |
| GFRP | Glass fiber reinforced polymer |
| NDT | Non-destructive testing |
| NiTi | Nickel-Titan |
| PCB | Printed conductor board |
| SMA | Shape-Memory alloy |
| SME | Shape-Memory effect |
References
- Jani, J.M.; Leary, M.; Subic, A. Shape memory alloys in automotive applications. Appl. Mech. Mater. 2014, 663, 248–253. [Google Scholar] [CrossRef]
- Castleman, L.S.; Motzkin, S.M.; Alicandri, F.P.; Bonawit, V.L.; Johnson, A.A. Biocompatibility of nitinol alloy as an implant material. J. Biomed. Mater. Res. 1976, 10, 695–731. [Google Scholar] [CrossRef] [PubMed]
- Ramsden, J.; Allen, D.; Stephenson, D.; Alcock, J.; Peggs, G.; Fuller, G.; Goch, G. The design and manufacture of biomedical surfaces. CIRP Ann. 2007, 56, 687–711. [Google Scholar] [CrossRef]
- Duerig, T.W.; Melton, K.N.; Stockel, D. Engineering Aspects of Shape Memory Alloys; Butterworth-Heinemann: Oxford, UK, 2013. [Google Scholar]
- Huber, J.E.; Fleck, N.A.; Ashby, M.F. The selection of mechanical actuators based on performance indices. Proc. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 1997, 453, 2185–2205. [Google Scholar] [CrossRef]
- Straub, T.; Fell, J.; Zabler, S.; Gustmann, T.; Korn, H.; Fischer, S.C.L. Characterization of Filigree Additively Manufactured NiTi Structures Using Micro Tomography and Micromechanical Testing for Metamaterial Material Models. Materials 2023, 16, 676. [Google Scholar] [CrossRef]
- Boller, C. Integrating shape memory alloys into composite materials: Structural optimization and its implications on lightweight design. In Smart Materials, Structures, and Systems; SPIE: Bellingham, WA, USA, 2003; Volume 5062, pp. 1–9. [Google Scholar]
- Yuan, G.; Bai, Y.; Jia, Z.; Hui, D.; Lau, K.-T. Enhancement of interfacial bonding strength of SMA smart composites by using mechanical indented method. Compos. Part B Eng. 2016, 106, 99–106. [Google Scholar] [CrossRef]
- Bechtel, S.; Meisberger, M.; Klein, S.; Heib, T.; Quirin, S.; Herrmann, H.-G. Estimation of the Adhesion Interface Performance in Aluminum-PLA Joints by Thermographic Monitoring of the Material Extrusion Process. Materials 2020, 13, 3371. [Google Scholar] [CrossRef]
- Palaniyappan, S.; Ramesha, H.K.; Trautmann, M.; Quirin, S.; Heib, T.; Herrmann, H.-G.; Wagner, G. Surface Treatment Strategies and Their Impact on the Material Behavior and Interfacial Adhesion Strength of Shape Memory Alloy NiTi Wire Integrated in Glass Fiber-Reinforced Polymer Laminate Structures. Materials 2024, 17, 3513. [Google Scholar] [CrossRef] [PubMed] [PubMed Central]
- Guoqing, Y.; Yanjie, B.; Zhemin, J.; Kin-tak, L.; Pui-yan, H. Structural deformation performance of glass fiber reinforced polymer composite beam actuated by embedded indented SMA wires. Compos. Part B Eng. 2019, 159, 284–291. [Google Scholar] [CrossRef]
- Sang-Hak, L.; Sang-Woo, K. Self-sensing-based deflection control of carbon fibre-reinforced polymer (CFRP)-based shape memory alloy hybrid composite beams. Compos. Struct. 2020, 251, 112544. [Google Scholar] [CrossRef]
- ASTM F2063-18; Standard Specification for Wrought Nickel-Titanium Shape Memory Alloys for Medical Devices and Surgical Implants. ASTM: West Conshohocken, PA, USA, 2004.
- Meola, C. Infrared Thermography: Recent Advances and Future Trends; Bentham Science: New York, NY, USA, 2012. [Google Scholar]
- Möllmann, K.P.; Karstädt, D.; Pinno, F.; Vollmer, M. Selected critical applications for thermography: Convections in fluids, selective emitters and highly reflecting materials. In Proceedings of the Infrared Camera Calibration Conference, Las Vegas, NV, USA, 17–21 October 2005; Volume 6, pp. 161–173. [Google Scholar]
- Howell, J.R.; Pinar, M.M.; Robert, S. Thermal Radiation Heat Transfer, 5th ed.; Taylor & Francis: New York, NY, USA, 2010. [Google Scholar]
- DIN 54192:2010-11; Zerstörungsfreie Prüfung—Aktive Thermografie. Beuth Verlag GmbH: Berlin, Germany, 2010.
- Maierhofer, C.; Myrach, C.; Reischel, M.; Steinfurth, H.; Röllig, M.; Kunert, M. Characterizing damage in CFRP structures using flash thermography in reflection and transmission configurations. Compos. Part B Eng. 2014, 57, 35–46. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, W.; Yang, Z.-W.; Zhang, J.-Y.; Tao, S.-J. Low-velocity impact damage characterization of carbon fiber reinforced polymer (CFRP) using infrared thermography. Infrared Phys. Technol. 2016, 76, 91–102. [Google Scholar] [CrossRef]
- Liew, C.K.; Veidt, M.; Rajic, N.; Tsoi, K.; Rowlands, D.; Morton, H. Inspections of Helicopter Composite Airframe Structures using Conventional and Emerging Nondestructive Testing Methods. J. Test. Eval. 2011, 39, 1011–1022. [Google Scholar]
- Meola, C.; Carlomagno, G.M.; Squillace, A.; Vitiello, A. Non-destructive evaluation of aerospace materials with lock-in thermography. Eng. Fail. Anal. 2006, 13, 380–388. [Google Scholar] [CrossRef]
- Schwarz, M.; Schwarz, M.; Herter, S.; Herrmann, H.-G. Nondestructive testing of a complex aluminium-CFRP hybrid structure with EMAT and thermography. J. Nondestruct. Eval. 2019, 38, 35. [Google Scholar] [CrossRef]
- Lizaranzu, M.; Lario, A.; Chiminelli, A.; Amenabar, I. Non-destructive testing of composite materials by means of active thermography-based tools. Infrared Phys. Technol. 2015, 71, 113–120. [Google Scholar] [CrossRef]
- Waugh, R.; Dulieu-Barton, J.; Quinn, S. Modelling and evaluation of pulsed and pulse phase thermography through application of composite and metallic studies. NDTE Int. 2014, 66, 52–66. [Google Scholar] [CrossRef]
- Mayr, G.; Plank, B.; Sekelja, J.; Hendorfer, G. Active thermography as a quantitative method for non-destructive evaluation of porous carbon fiber reinforced polymers. NDTE Int. 2011, 44, 537–543. [Google Scholar] [CrossRef]
- Duan, Y.; Servais, P.; Genest, M.; Ibarra-Castanedo, C.; Maldague, X. P ThermoPoD: A reliability study on active infrared thermography for the inspection of composite materials. J. Mech. Sci. Technol. 2012, 26, 1985–1991. [Google Scholar] [CrossRef]
- Keo, S.A.; Brachelet, F.; Breaban, F.; Defer, D. Defect detection in CFRP by infrared thermography with CO2 Laser excitation compared to conventional lock-in infrared thermography. Compos. Part B Eng. 2015, 69, 1–5. [Google Scholar] [CrossRef]
- Britz, R.; Motzki, P. Analysis and evaluation of bundled SMA actuator wires. Sens. Actuators A Phys. 2022, 333, 113233. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tube Voltage [kV] | Tube Current [µA] | Magnification | Voxel Size (μm) |
|---|---|---|---|
| 120 | 100 | 1.1 | 35 |
| Wire | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sample 1 | 3.81 | . | 3.91 | 4.46 | 4.44 | 4.34 | 3.92 | 4.44 | 4.25 | . | 4.13 | 3.96 |
| Sample 2 | . | 3.8 | . | 4.18 | 3.67 | . | . | 3.78 | 3.64 | 4.04 | . | . |
| Sample 3 | 4.03 | . | 3.9 | 3.63 | 3.85 | . | 4.23 | . | . | 4.07 | . | . |
| Sample 4 | 3.99 | 4.08 | 4.43 | 4.37 | . | . | 3.79 | 4.56 | 3.86 | 3.78 | 3.64 | 3.69 |
| Sample 5 | 4.01 | 3.91 | . | 3.96 | 4.16 | 3.88 | 4.01 | 4.3 | 4.07 | . | . | 3.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schwarz, M.; Weiler, M.; Palaniyappan, S.; Quirin, S.; Trautmann, M.; Wagner, G.; Herrmann, H.-G. Monitoring of Layered Thermoplastic Composites Using Shape Memory Alloys as Integrated Sensors for Multifunctional Lightweight Structures. Materials 2025, 18, 3193. https://doi.org/10.3390/ma18133193
Schwarz M, Weiler M, Palaniyappan S, Quirin S, Trautmann M, Wagner G, Herrmann H-G. Monitoring of Layered Thermoplastic Composites Using Shape Memory Alloys as Integrated Sensors for Multifunctional Lightweight Structures. Materials. 2025; 18(13):3193. https://doi.org/10.3390/ma18133193
Chicago/Turabian StyleSchwarz, Michael, Marius Weiler, Saravanan Palaniyappan, Steven Quirin, Maik Trautmann, Guntram Wagner, and Hans-Georg Herrmann. 2025. "Monitoring of Layered Thermoplastic Composites Using Shape Memory Alloys as Integrated Sensors for Multifunctional Lightweight Structures" Materials 18, no. 13: 3193. https://doi.org/10.3390/ma18133193
APA StyleSchwarz, M., Weiler, M., Palaniyappan, S., Quirin, S., Trautmann, M., Wagner, G., & Herrmann, H.-G. (2025). Monitoring of Layered Thermoplastic Composites Using Shape Memory Alloys as Integrated Sensors for Multifunctional Lightweight Structures. Materials, 18(13), 3193. https://doi.org/10.3390/ma18133193