

Properties of Selected Additive Materials Used to Increase the Lifetime of Tools for Crushing Unwanted Growths Using Hardfacing by Welding Technology

 , ,
, ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
- Rockwell hardness measurement,
- Microstructure assessment by SEM microscopy,
- Abrasive wear resistance test—in principle ball-on-flat.
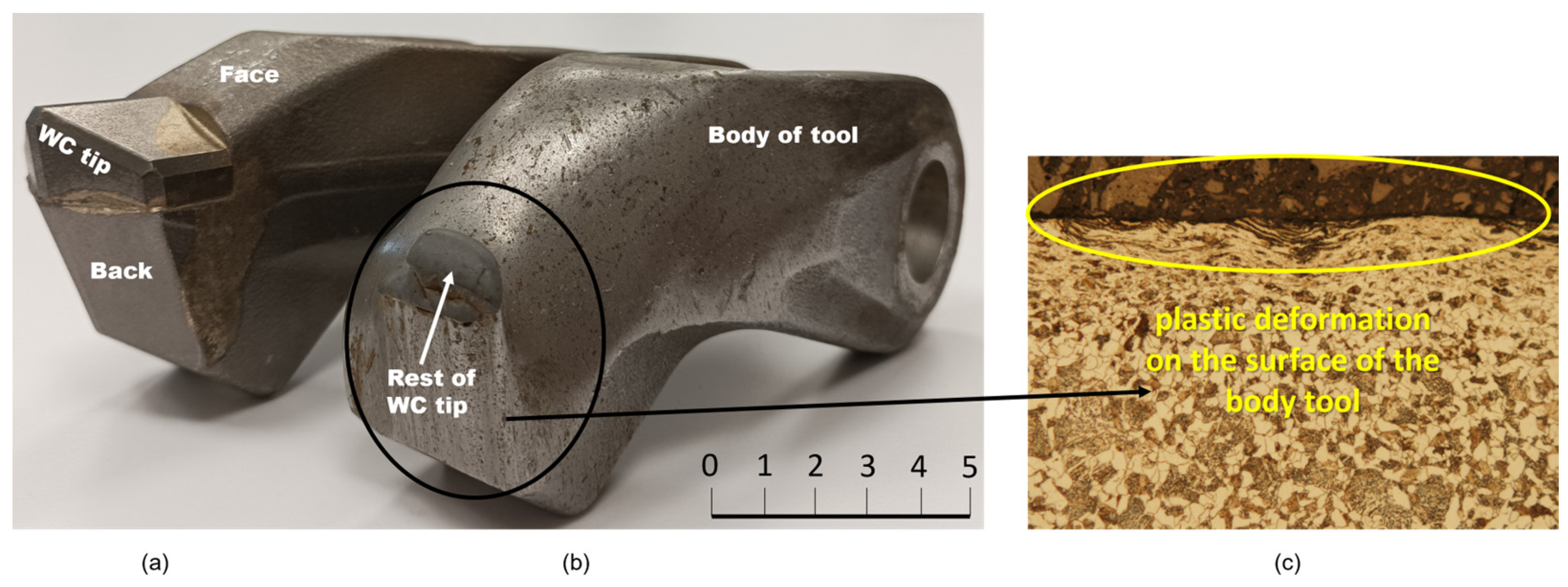
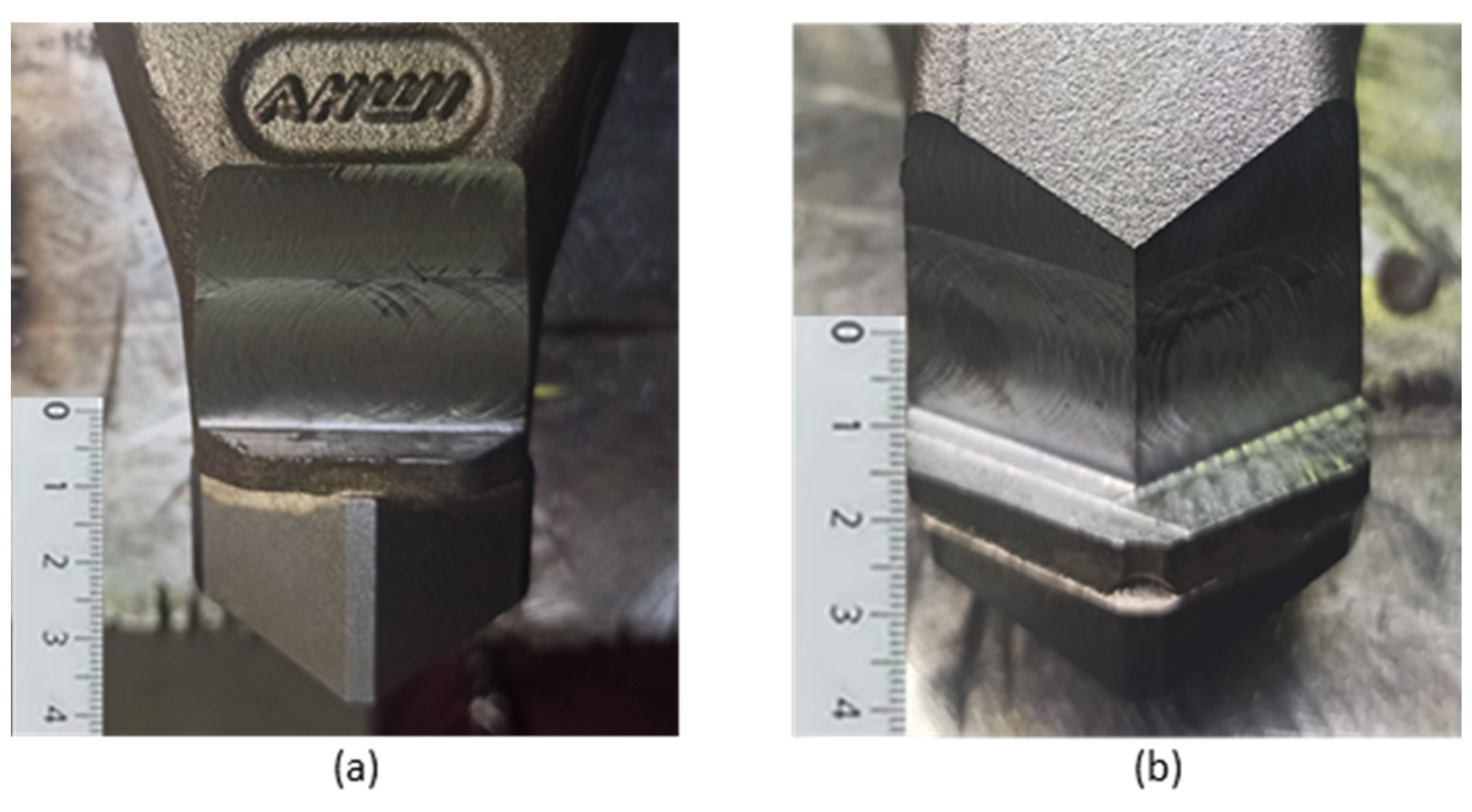
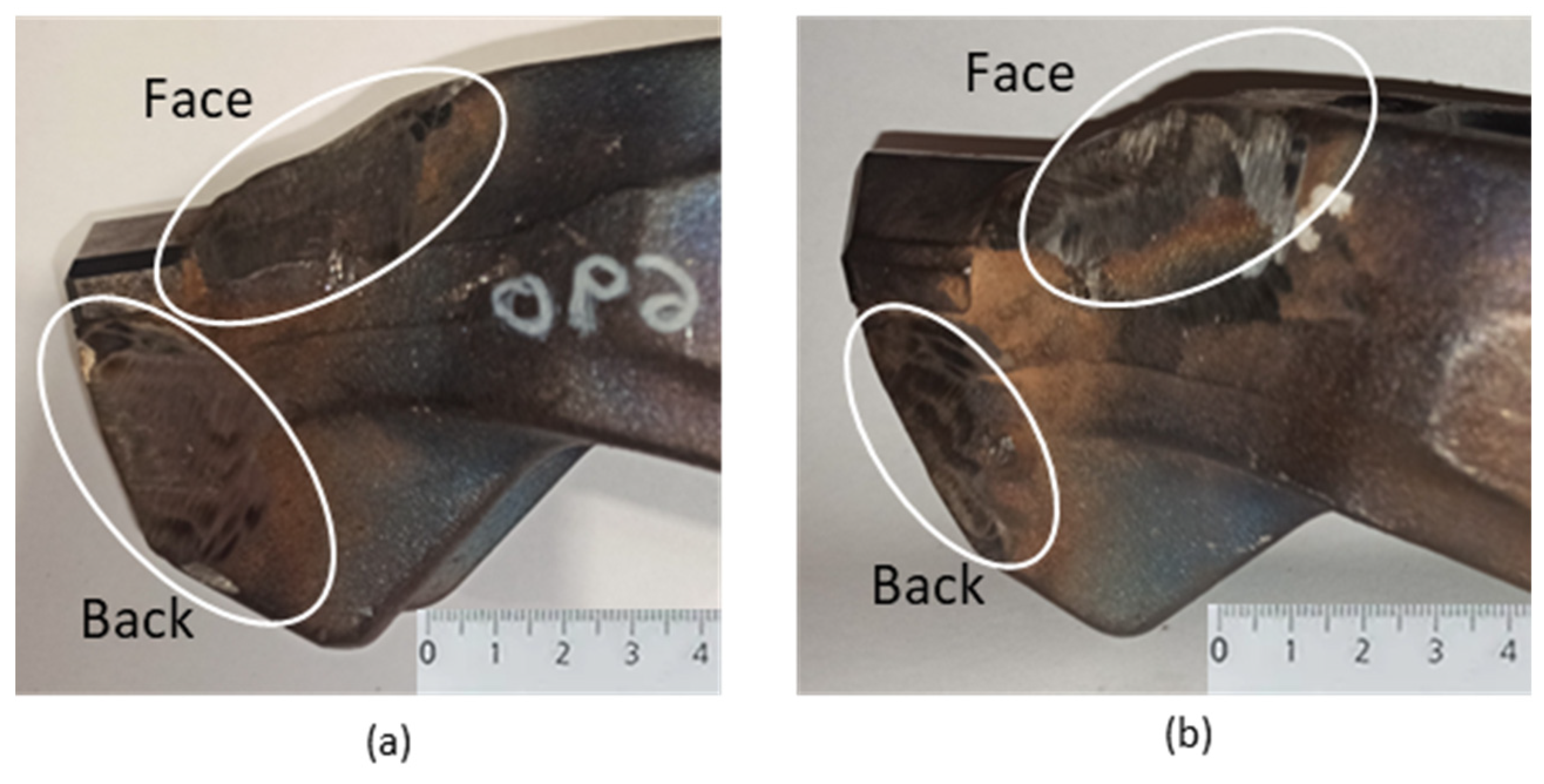
2.1. Tool Modification Before Hardfacing by Welding
2.2. Hardfacing Materials and the Hardfacing Process
- -
- The UTP 690 is used for the repair and production of cutting tools, especially for the restoration of cutting edges and working surfaces. The hardfacing metal is highly resistant to friction, compression and impacts, even at elevated temperatures of up to 550 °C. Using this electrode, it is also possible to manufacture new tools by hardfacing on unalloyed and low-alloy base steels. After hardfacing, it forms a martensitic structure. The weld deposit is equivalent to a high-speed steel with increased Mo content. The type of electrode coating is rutile. The hardness of the coating in the second layer is 62 HRC [34].
- -
- The OK WearTrode 55 is a high-stress electrode for welding wear-resistant functional surfaces under simultaneous impact stresses with the necessary partial corrosion resistance. Machining of the coating is possible by grinding. After welding, it forms a martensitic structure [19,35]. It is used as a coating for parts of agricultural and forestry machinery, mixers, transport equipment, etc. The type of electrode coating is lime-basic. The hardness of the coating in the second layer is 52–59 HRC [35].
2.3. Evaluation Methods
- Measurement of the weight of the tools before and after modification on the AG2000C digital scale (Axis 4 Sp. z o.o., Gdańsk, Poland).
- Rockwell hardness measurement according to ISO 6508-1 on universal hardness tester with max. load 250 kg, model UH250 (Bauhler, Boston, MA, USA) [37].
- Evaluation of the microstructure of the tool body material and additional hardfacing materials on an Olympus GX71 metallographic microscope with an Olympus DP12 camera (Olympus, Tokyo, Japan). Samples for microstructure evaluation were prepared in a standard method. To develop the structure, 2% Nital etchant (2% HNO3 solution in ethyl alcohol) was used for the base material and Cor etchant (120 mL CH3COOH, 20 mL HCl, 3 g picric acid, 144 mL CH3OH) was used for the hardfacing materials.
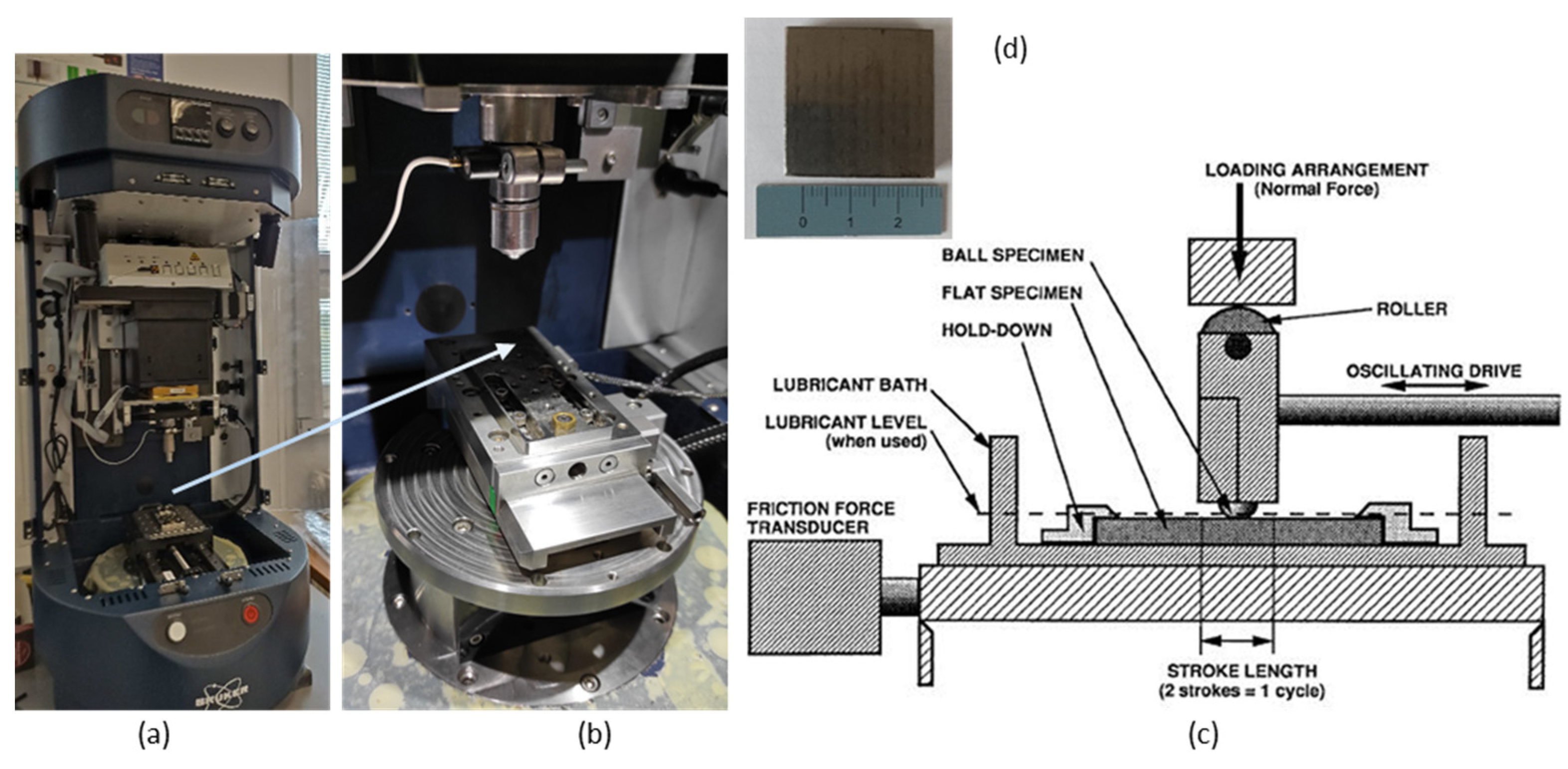
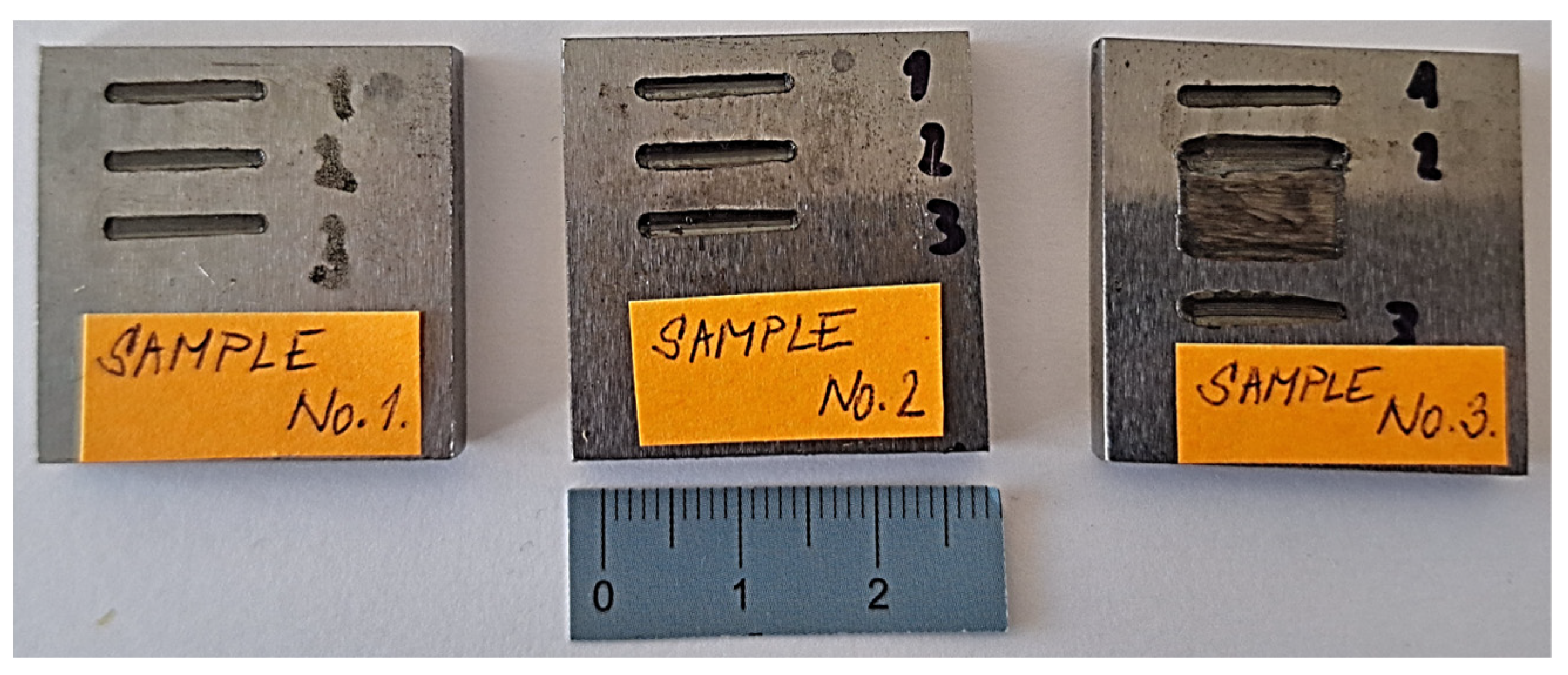
- Test of resistance to wear, performed according to ASTM G133-95 with macroscopic evaluation of traces after the test on a Zeiss Stemi 2000 stereomicroscope (Carl Zeiss AG, Oberkochen, Germany) [38].
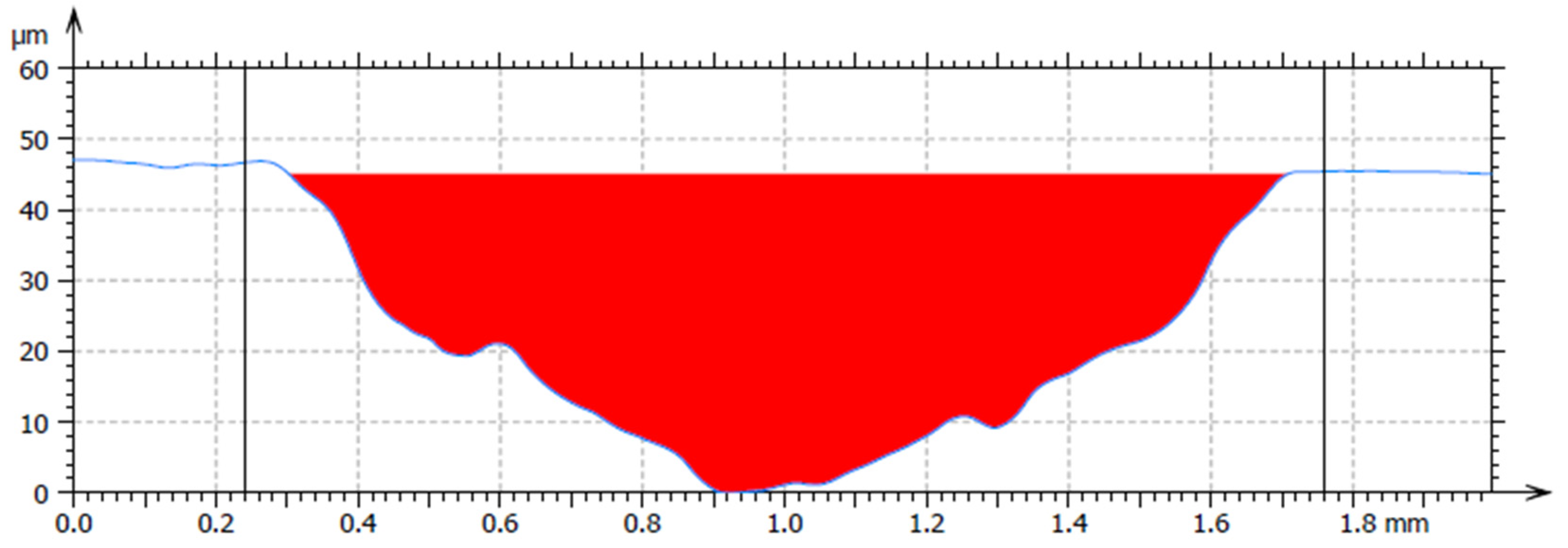
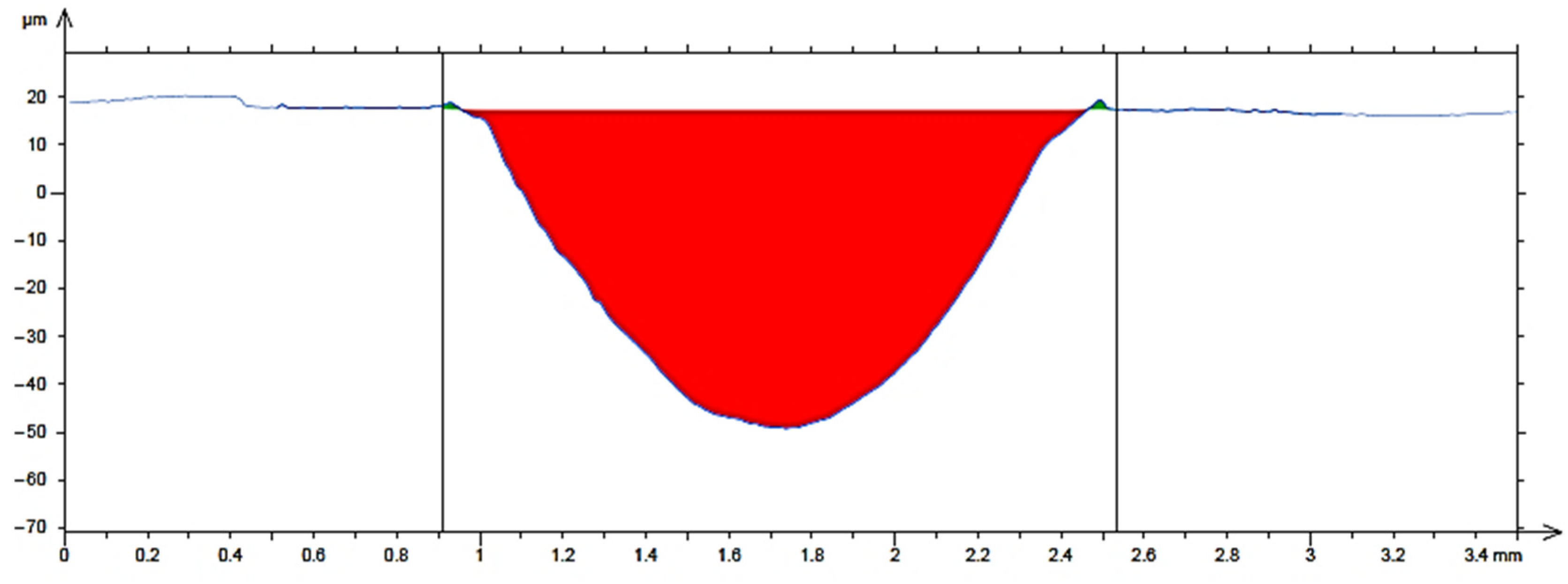
- Wear of a flat sample with determination of the volume Vf, evaluated with a 3D profilometer TalySurf CLI 1000 with a confocal and touch induction sensor (Taylor Hobson, Leicester, UK).
- A—average track cross-sectional area [mm2],
- L—stroke length [mm].
- Loading force: 120 N,
- Frequency: 5 Hz,
- Test duration: 15,000 s,
- Track length: 10 mm,
- Ball material: sintered carbide (94% WC + 6% Co),
- Ball diameter: 6.35 mm,
- Hardness of the ball: 56 HRC.
3. Results and Discussion
3.1. Weight Measurement
3.2. Hardness Measurement
3.3. Microstructure Evaluation
3.4. Wear Resistance Test with Flat Specimen Wear Evaluation
4. Conclusions
- -
- Appropriate pre-treatment of the tool can ensure that its weight is maintained after the additional material has been hardfaced by welding.
- -
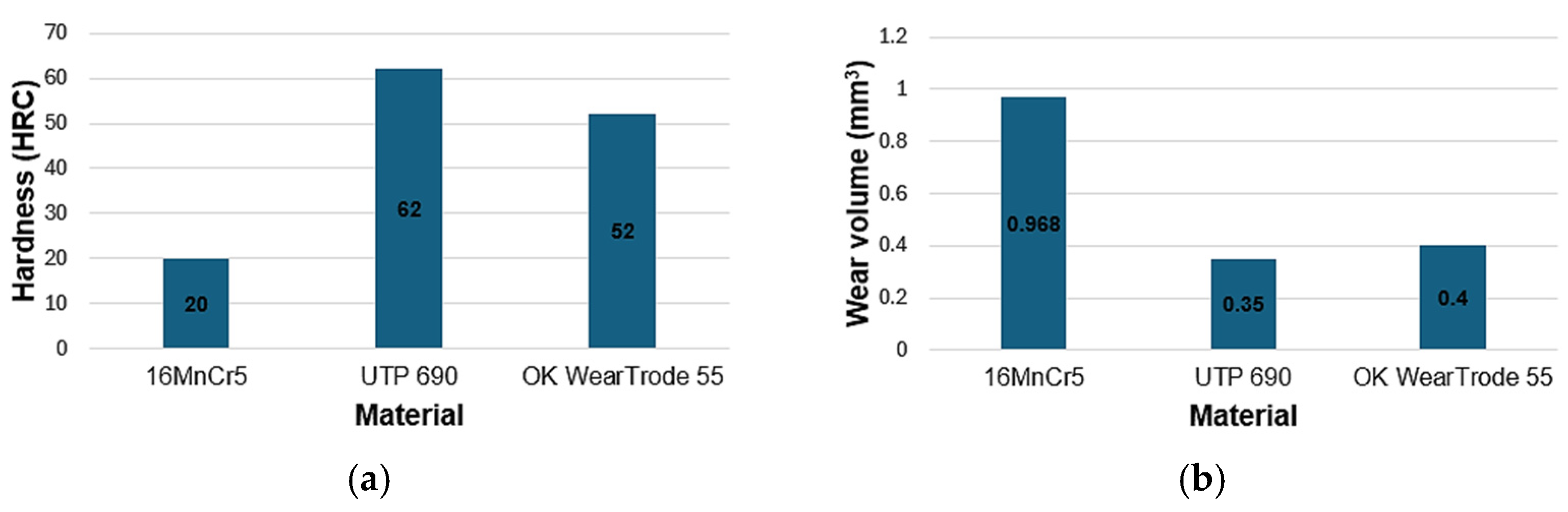
- The HRC hardness of both hardfacing materials reached a higher average value than the hardness of the base material 16MnCr5.
- -
- Both hardfacing materials achieved significantly better results compared to the base material of the 16MnCr5 tool—the UTP 690 coating achieved 2.76 times higher and the OK WearTrode 55 coating achieved 2.42 times higher abrasion wear resistance than the 16MnCr5 tool body material.
- -
- Comparing the hardfacing materials with each other, better results were achieved by the UTP 690 hardfacing material: resistance to abrasive wear was 1.14 times higher compared to OK WearTrode; also, its hardness reached 1.19 times higher value.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grebner, D.L.; Bettinger, P.; Siry, J.P. Introduction to Forestry and Natural Resources; Academic Press: Cambridge, MA, USA, 2014; p. 496. ISBN 978-0-12-386901-2. [Google Scholar]
- Hnilica, R.; Kotus, M.; Jankovský, M.; Hnilicová, M.; Dado, M. Qualitative classification of mulchers. Agron. Res. 2017, 15, 1890–1896. [Google Scholar] [CrossRef]
- Dengxing, F.; Guodong, J.; Yangyang, W.; Xinxiao, Y. The effectiveness of mulching practices on water erosion control: A global meta-analysis. Geoderma 2023, 438, 116643. [Google Scholar] [CrossRef]
- Kolomeichenko, A.; Gribov, I.; Soloviev, R.; Maximov, E.; Karyakin, S.; Dudareva, N.; Deev, V.; Prusov, E. Design evaluation and material selection of a mulch milling cutter working bodies. E3S Web Conf. 2023, 402, 8. [Google Scholar] [CrossRef]
- Ťavodová, M.; Kalincová, D.; Kotus, M.; Pavlík, Ľ. The possibility of increasing the wearing resistance of mulcher tools. Acta Technol. Agric. 2018, 21, 87–93. [Google Scholar] [CrossRef]
- Abhishek, K.; Nithin, B.; Nithin, N.; Punith, K.; Samapth, P. Fabrication of Agricultural Waste Shredder Machine. Int. J. Sci. Eng. Technol. Res. 2018, 9, 112–116. [Google Scholar]
- Świć, A.; Gola, A. Economic analysis of casing parts production in a flexible manufacturing system. Actual Probl. Econ. 2013, 141, 526–533. [Google Scholar]
- Salehi, S. Fuzzy multiple criteria group decision-making in performance evaluation of manufacturing companies. Appl. Comput. Sci. 2023, 19, 28–46. [Google Scholar] [CrossRef]
- Pawlik, J.; Bembenek, M.; Góral, T.; Cieślik, J.; Krawczyk, J.; Łukaszek-Sołek, A.; Śleboda, T.; Frocisz, Ł. On the Influence of Heat Input on Ni-WC GMAW Hardfaced Coating Properties. Materials 2023, 16, 3960. [Google Scholar] [CrossRef]
- Mendez, P.F.; Barnes, N.; Bell, K.; Borle, S.D.; Gajapathi, S.S.; Guest, S.D.; Izadi, H.; Gol, A.K.; Wood, G. Welding Processes for Wear Resistant Overlays. J. Manuf. Process. 2014, 16, 4–25. [Google Scholar] [CrossRef]
- Blau, P.J.; Dehoff, R.R. Development of a two-body wet abrasion test method with attention to the effects of reused abradant. Wear 2013, 302, 1035–1039. [Google Scholar] [CrossRef]
- Ťavodová, M.; Hnilicová, M.; Miturska, I. Analysis of Hard Facing Material Designed for Application on the Forestry Tools. Adv. Sci. Technol. Res. J. 2019, 13, 111–119. [Google Scholar] [CrossRef]
- Falat, L.; Džupon, M.; Ťavodová, M.; Hnilica, R.; Ľuptáčiková, V.; Čiripová, L.; Homolová, V.; Ďurišinová, K. Microstructure and abrasive wear resistance of various alloy hardfacings for application on heavy-duty chipper tools in forestry shredding and mulching operations. Materials 2019, 12, 2212. [Google Scholar] [CrossRef] [PubMed]
- Vargova, M.; Tavodova, M.; Monkova, K.; Dzupon, M. Research of Resistance of Selected Materials to Abrasive Wear to Increase the Ploughshare Lifetime. Metals 2022, 12, 940. [Google Scholar] [CrossRef]
- Świć, A.; Wołos, D.; Zubrzycki, J.; Opielak, M.; Gola, A.; Taranenko, V. Accuracy control in the machining of low rigidity schafts. Appl. Mech. Mater. 2014, 630, 357–367. [Google Scholar] [CrossRef]
- Nahak, S.; Dewangan, S.; Chattopadhyaya, S. Discussion on Wear Phenomenain Cemented Carbide. Procedia Earth Planet. 2015, 11, 284–293. [Google Scholar] [CrossRef]
- Chrobot, J. A concept for a production flow control system toolset for discrete manufacturing of mechanical products. Appl. Comput. Sci. 2025, 21, 143–153. [Google Scholar] [CrossRef]
- Šebek, M.; Falat, L.; Kováč, F.; Petryshynets, I.; Horňak, P.; Girman, V. The effects of laser surface hardening on microstructural characteristics and wear resistance of AISI H11 hot work tool steel. Arch. Metall. Mater. 2017, 62, 1721–1726. [Google Scholar] [CrossRef]
- Müller, M.; Hrabě, P. Overlay materials used for increasing lifetime of machine parts working under conditions of intensive abrasion. Res. Agric. Eng. 2013, 59, 16–22. [Google Scholar] [CrossRef]
- Viňáš, J.; Brezinová, J.; Brezina, J.; Hermel, P. Innovation of Biomass Crusher by Application of Hardfacing Layers. Metals 2021, 11, 1283. [Google Scholar] [CrossRef]
- Brezina, J.; Brezinová, J.; Viňáš, J. Possibilities for Using New Types of Additive Materials for Hardfacing. Defect Diffus. Forum 2020, 405, 171–178. [Google Scholar] [CrossRef]
- García-Orenes, F.; Cerdà, A.; Mataix-Solera, J.; Guerrero, C.; Bodí, M.B.; Arcenegui, V.; Zornoza, R.; Sempere, J.G. Effects of agricultural management on surface soil properties and soil-water losses in eastern Spain. Soil Tillage Res. 2009, 106, 117–123. [Google Scholar] [CrossRef]
- Krauze, K.; Bołoz, Ł.; Wydro, T. Parametric Factors for the Tangential-Rotary Picks Quality Assessment. Arch. Min. 2015, 60, 265–281. [Google Scholar] [CrossRef]
- Winczek, J.; Gucwa, M.; Mičian, M.; Koňár, R.; Parzych, S. The evaluation of the wear mechanism of high-carbon hardfacinglayers. Arch. Metall. Mater. 2019, 64, 1111–1115. [Google Scholar] [CrossRef]
- Kováč, I.; Mikuš, R.; Žarnovský, J.; Drlička, R.; Harničárová, M.; Valíček, J.; Kadnár, M. Increasing the wear resistance of surface layers of selected steels by TIG electric arc surface remelting process using a powder based on CaCN2. Int. J. Adv. Manuf. Technol. 2022, 123, 1985–1997. [Google Scholar] [CrossRef]
- Wang, X.; Han, F.; Liu, X.; Qu, S.Y.; Zou, Z.D. Microstructure and wear properties of the Fe–Ti–V–Mo–C hardfacing alloy. Wear 2008, 265, 583–589. [Google Scholar] [CrossRef]
- Wang, X.H.; Han, F.; Liu, X.M.; Qu, S.Y.; Zou, Z.D. Effect of molybdenum on the microstructure and wear resistance of Fe-based hardfacing coatings. Mater. Sci. Eng. 2008, 489, 193–200. [Google Scholar] [CrossRef]
- Ťavodová, M.; Vargová, M.; Falat, L. Possibilities of modification of ploughshares used for winter maintenance of forest roads. Manuf. Technol. 2020, 20, 834–844. [Google Scholar] [CrossRef]
- Selech, J.; Majchrzycki, W.; Ulbrich, D. Field and Laboratory Wear Tests of Machine Components Used for Renovation of Dirt Roads—A Case Study. Materials 2023, 16, 6180. [Google Scholar] [CrossRef]
- Tian, Y.; Zhang, G.; Liu, B.; Ahmad, S.; Liu, S.; Zhao, S. Study on high-shear and low-pressure grinding using a new BAAT with soft-hard combined substrate for single-crystal silicon. Int. J. Adv. Manuf. Technol. 2024, 131, 467–482. [Google Scholar] [CrossRef]
- Wei, C.; Tian, Y.; Ogunbiyi, O.F.; Han, J.; Fan, X.; Gu, Z. Effects of abrasive grain size of flexible body-armor-like abrasive tool (BAAT) on high-shear and low-pressure grinding for zirconia ceramics. J. Manuf. Process. 2024, 120, 827–836. [Google Scholar] [CrossRef]
- STN EN ISO 683-3; Heat-treatable steels, alloy steels and free-cutting steels—Part 3: Case-hardening steels. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2022.
- STN EN 14700; Welding consumables—Welding consumables for hard-facing. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2023.
- UTP 690. Available online: https://www.valtec.sk/navarove-elektrody/elektrody-bohler-utp-690-25x350mm4kg142ks-37637/ (accessed on 20 January 2025).
- OK WearTrode 55. Available online: https://www.gobako.sk/item/121/ok-8458-pr-25mm-elektroda-ok-weartrode-55hd (accessed on 20 January 2025).
- Steel 16MnCr5. Available online: https://www.jkz.cz/cs/produkty/konstrukcni-oceli/csn-14-220-17131-16mncr5/ (accessed on 20 January 2025).
- ISO 6508-1; Metallic Materials, Rockwell Hardness Test, Part 1: Test Method. International Organization for Standardization: Geneva, Switzerland, 2016.
- ASTM G133-95; Standard Test Method for Linearly Reciprocating Ball-on-Flat Sliding Wear. ASTM: West Conshohocken, PA, USA, 2002.
- Slota, J.; Kubit, A.; Gajdoš, I.; Trzepieciński, T.; Kaščák, Ľ. A comparative study of hardfacing deposits using a modified tribological testing strategy. Lubricants 2022, 10, 187. [Google Scholar] [CrossRef]
- Brziak, P.; Bernasovský, P.; Mráz, Ľ.; Piussi, V.; Grgáč, P.; Mráz, Ľ.; Hrivňák, I.; Kálna, K.; Pecha, J.; Országhová, J.; et al. Materiály a ich Správanie sa pri Zváraní–2. Kniha Učebných Textov pre Kurzy Zváračských Inžinierov (Materials and Their Behaviour at Surfacing Welding–2nd Study Book for Courses of Welding Engineers), 2nd ed.; Welding Research Institute: Bratislava, Slovakia, 2023; ISBN 80-88734-10-X. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | P | S | V | W | Ti | Fe | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 16MnCr5 | 0.14–0.19 | 0.1–0.37 | 1.1–1.4 | 0.8–1.1 | - | max. 0.035 | max. 0.035 | - | - | - | balance |
| UTP 690 | 0.9 | 0.8 | 0.5 | 4.5 | 8.0 | - | - | 1.2 | 2.0 | - | balance |
| OK WearTrode 55 | 0.7 | 0.6 | 0.7 | 10.0 | - | - | - | - | - | - | balance |
| New Unmodified Tool | Modified Tool | |
|---|---|---|
| UTP 690 | 1730 g | 1715 g |
| OK WearTrode 55 | 1730 g | 1714 g |
| Values HRC | |||||||
|---|---|---|---|---|---|---|---|
| 1. | 2. | 3. | 4. | 5. | Average | ||
| Sample No. 1 | 16MnCr5 | 20 | 21 | 20 | 19 | 20 | 20 ± 0.71 |
| Sample No. 2 | UTP 690 | 60 | 61 | 62 | 62 | 63 | 62 ± 1.14 |
| Sample No. 3 | OK WearTrode 55 | 50 | 52 | 52 | 51 | 53 | 52 ± 1.14 |
| Sample | Max. Track Width (mm) | Max. Track Depth (mm) | Track Cross-Sectional Area Content (mm2) | Wear Volume of Flat Sample (mm3) | |
|---|---|---|---|---|---|
| Sample No. 1 | 16MnCr5 | 1.790 | 0.0910 | 0.0968 | 0.968 |
| Sample No. 2 | UTP 690 | 1.450 | 0.0441 | 0.0350 | 0.350 |
| Sample No. 3 | OK WearTrode 55 | 1.507 | 0.0440 | 0.0350 | 0.400 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ťavodová, M.; Vargová, M.; Stančeková, D.; Rudawska, A.; Gola, A. Properties of Selected Additive Materials Used to Increase the Lifetime of Tools for Crushing Unwanted Growths Using Hardfacing by Welding Technology. Materials 2025, 18, 3188. https://doi.org/10.3390/ma18133188
Ťavodová M, Vargová M, Stančeková D, Rudawska A, Gola A. Properties of Selected Additive Materials Used to Increase the Lifetime of Tools for Crushing Unwanted Growths Using Hardfacing by Welding Technology. Materials. 2025; 18(13):3188. https://doi.org/10.3390/ma18133188
Chicago/Turabian StyleŤavodová, Miroslava, Monika Vargová, Dana Stančeková, Anna Rudawska, and Arkadiusz Gola. 2025. "Properties of Selected Additive Materials Used to Increase the Lifetime of Tools for Crushing Unwanted Growths Using Hardfacing by Welding Technology" Materials 18, no. 13: 3188. https://doi.org/10.3390/ma18133188
APA StyleŤavodová, M., Vargová, M., Stančeková, D., Rudawska, A., & Gola, A. (2025). Properties of Selected Additive Materials Used to Increase the Lifetime of Tools for Crushing Unwanted Growths Using Hardfacing by Welding Technology. Materials, 18(13), 3188. https://doi.org/10.3390/ma18133188