
Influence of Surface Treatments and Adhesive Type on Bond Strength Between Stainless Steel and CFRP in Agricultural Machinery


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Surface Preparation and Measurement
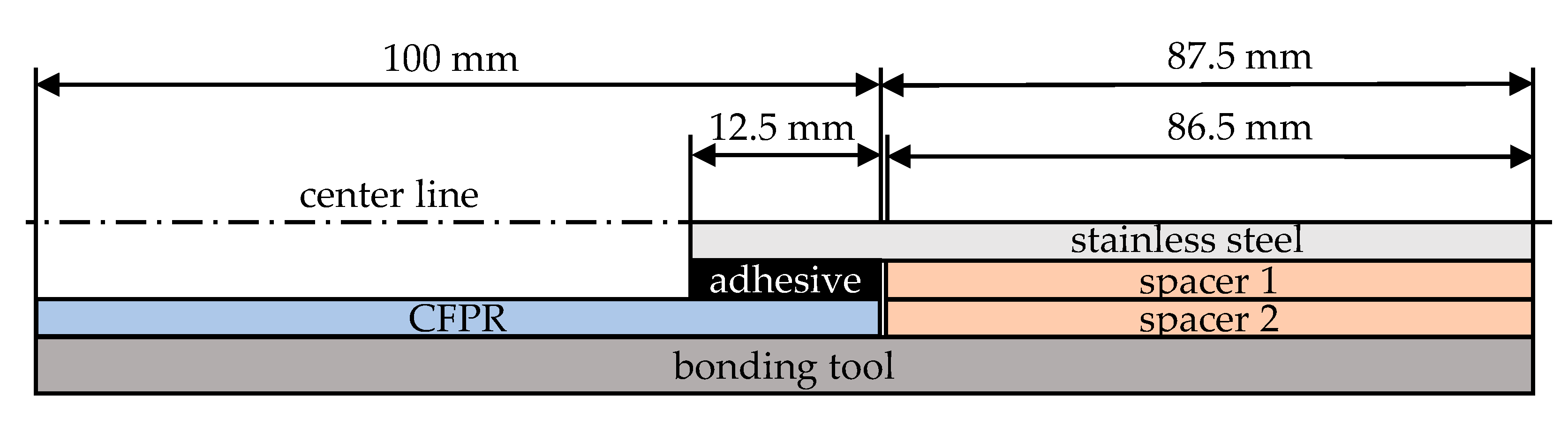
2.2.2. Specimen Manufacturing, Processability, and Tensile Lap-Shear Testing
3. Results and Discussion
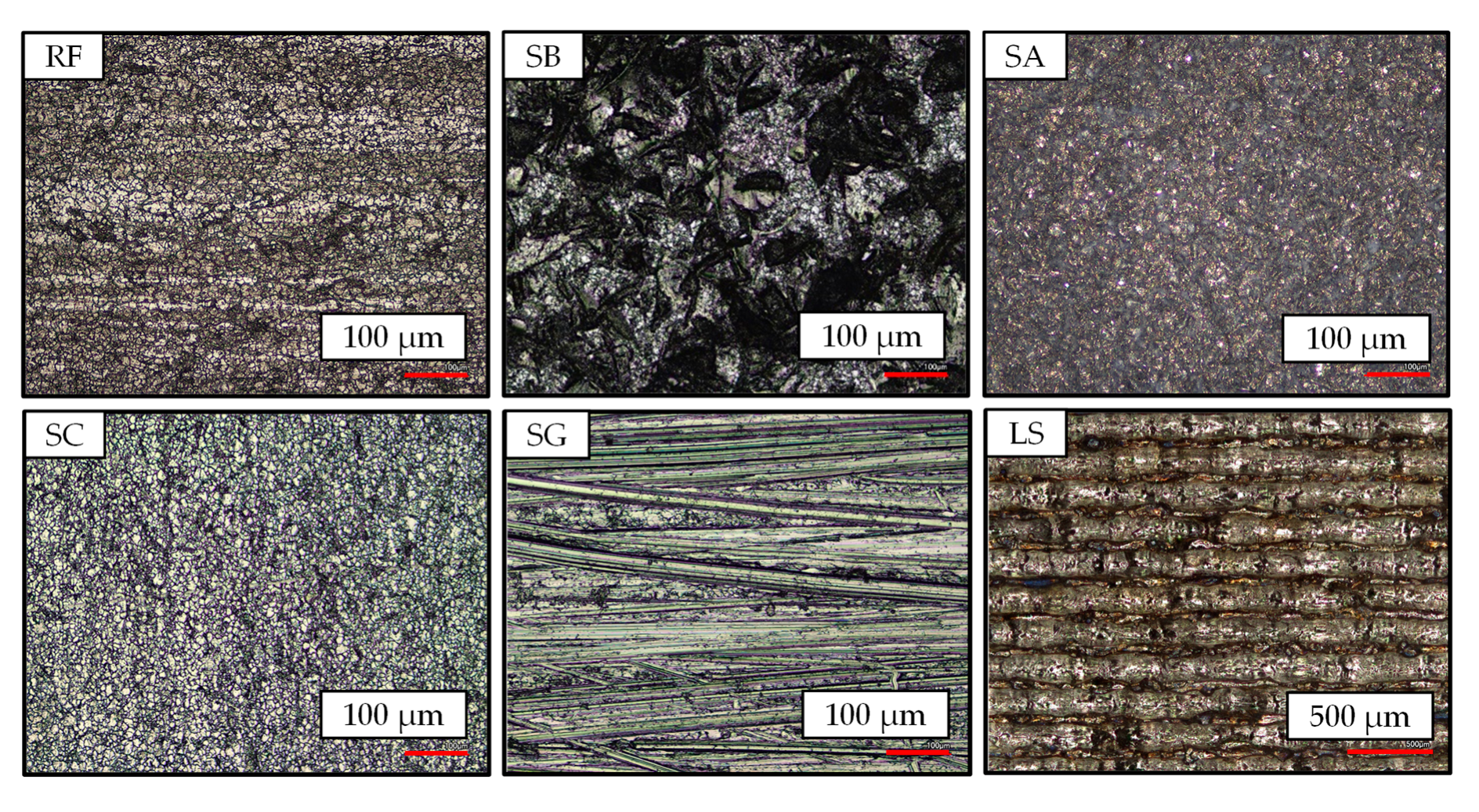
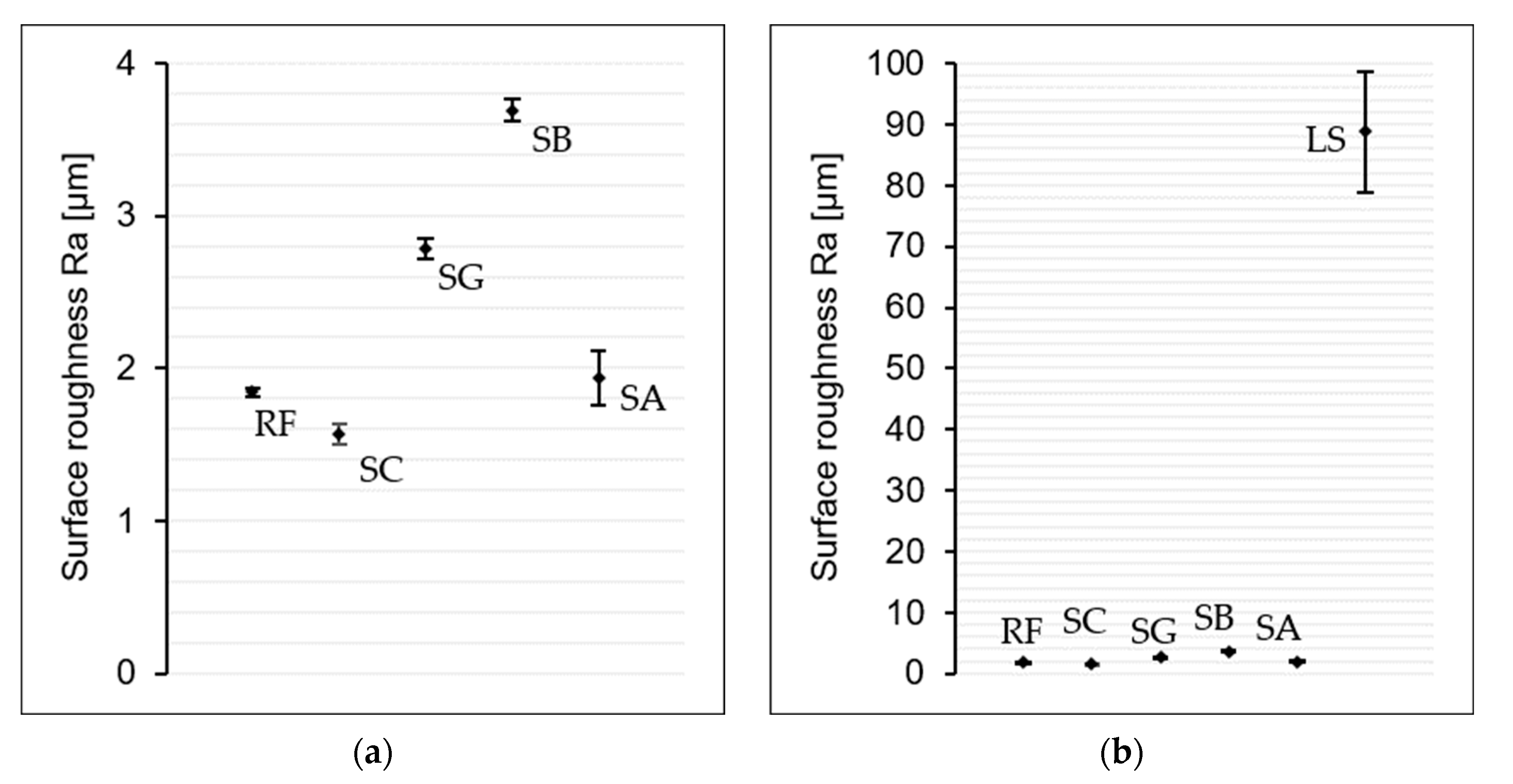
3.1. Processability and Surface Roughness
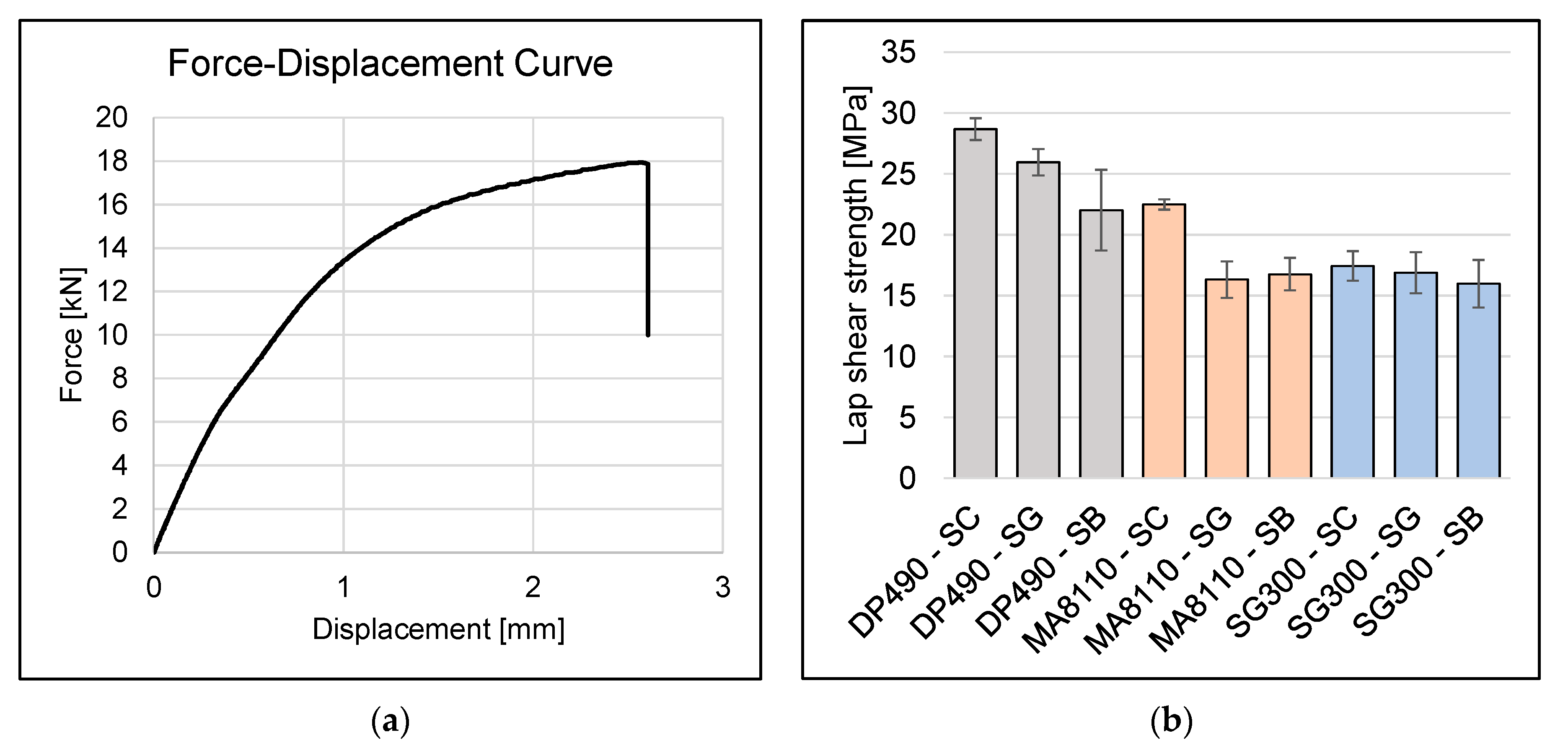
3.2. Lap-Shear Strength and Failure Modes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahmad, H.; Markina, A.A.; Porotnikov, M.V.; Ahmad, F. A review of carbon fiber materials in automotive industry. IOP Conf. Ser. Mater. Sci. Eng. 2020, 971, 032011. [Google Scholar] [CrossRef]
- Dawei, Z.; Qi, Z.; Xiaoguang, F.; Shengdun, Z. Review on Joining Process of Carbon Fiber-Reinforced Polymer and Metal: Methods and Joining Process. Rare Met. Mater. Eng. 2018, 47, 3686–3696. [Google Scholar] [CrossRef]
- Herrmann, C.; Dewulf, W.; Hauschild, M.; Kaluza, A.; Kara, S.; Skerlos, S. Life cycle engineering of lightweight structures. CIRP Ann. 2018, 67, 651–672. [Google Scholar] [CrossRef]
- Groß, L.; Herwig, A.; Berg, D.C.; Schmidt, C.; Denkena, B.; Horst, P.; Meiners, D. Production-based design of a hybrid load introduction element for thin-walled CFRP Structures. Prod. Eng. Res. Devel. 2018, 12, 113–120. [Google Scholar] [CrossRef]
- Zou, X.; Liu, L.; Chen, T.; Wu, L.; Chen, K.; Kong, L.; Wang, M. Laser surface treatment to enhance the adhesive bonding between steel and CFRP: Effect of laser spot overlapping and pulse fluence. Opt. Laser Technol. 2023, 159, 109002. [Google Scholar] [CrossRef]
- Kah, P.; Suoranta, R.; Martikainen, J. Techniques for joining dissimilar materials: Metals and polymers. Rev. Adv. Mater. Sci. 2014, 36, 152–164. [Google Scholar]
- Galvez, P.; Quesada, A.; Martinez, M.A.; Abenojar, J.; Boada, M.J.; Diaz, V. Study of the behaviour of adhesive joints of steel with CFRP for its application in bus structures. Compos. Part. B Eng. 2017, 129, 41–46. [Google Scholar] [CrossRef]
- Pawlak, A.M.; Górny, T.; Dopierała, Ł.; Paczos, P. The Use of CFRP for Structural Reinforcement—Literature Review. Metals 2022, 12, 1470. [Google Scholar] [CrossRef]
- Russian, O.; Khan, S.; Belarbi, A.; Dawood, M. Effect of surface preparation technique on bond behavior of CFRP-steel double-lap joints: Experimental and numerical studies. Compos. Struct. 2021, 255, 113048. [Google Scholar] [CrossRef]
- ASTM D5573-99:2019; standard Practice for Classifying Failure Modes in Fiber-Reinforced-Plastic (FRP) Joints. ASTM International: West Conshohocken, PA, USA, 2019.
- He, J.; Xian, G. Debonding of CFRP-to-steel joints with CFRP delamination. Compos. Struct. 2016, 153, 12–20. [Google Scholar] [CrossRef]
- Kweon, J.-H.; Jung, J.-W.; Kim, T.-H.; Choi, J.-H.; Kim, D.-H. Failure of carbon composite-to-aluminum joints with combined mechanical fastening and adhesive bonding. Compos. Struct. 2019, 75, 192–198. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Blaga, L. (Eds.) Joining of Polymer-Metal Hybrid Structures: Principles and Applications; Wiley: Hoboken, NJ, USA, 2018. [Google Scholar]
- Li, C.; Ke, L.; He, J.; Chen, Z.; Jiao, Y. Effects of mechanical properties of adhesive and CFRP on the bond behavior in CFRP-strengthened steel structures. Compos. Struct. 2019, 211, 163–174. [Google Scholar] [CrossRef]
- Laouar, L.; Hamadache, H.; Saad, S.; Bouchelaghem, A.; Mekhilef, S. Mechanical surface treatment of steel-Optimization parameters of regime. Phys. Procedia 2009, 2, 1213–1221. [Google Scholar] [CrossRef]
- Pawlik, M.; Yu Cheah, L.Y.; Gunputh, U.; Le, H.; Wood, P.; Lu, Y. Surface engineering of carbon fibre/epoxy composites with woven steel mesh for adhesion strength enhancement. Int. J. Adhes. Adhes. 2022, 114, 103105. [Google Scholar] [CrossRef]
- Minegishi, A.; Okada, T.; Kanda, M.; Faudree, M.; Nishi, Y. Tensile Shear Strength Improvement of 18-8 Stainless Steel/CFRP Joint Irradiated by Electron Beam Prior to Lamination Assembly and Hot-Pressing. Mater. Trans. 2015, 56, 1169–1173. [Google Scholar] [CrossRef]
- Yang, G.; Yang, T.; Yuan, W.; Du, Y. The influence of surface treatment on the tensile properties of carbon fiber-reinforced epoxy composites-bonded joints. Compos. Part. B Eng. 2019, 160, 446–456. [Google Scholar] [CrossRef]
- Fernando, D.; Teng, J.G.; Yu, T.; Zhao, X.L. Preparation and Characterization of Steel Surfaces for Adhesive Bonding. J. Compos. Constr. 2013, 17, 04013012. [Google Scholar] [CrossRef]
- Arrowsmith, D.J.; Clifford, A.W. A new pretreatment for the adhesive bonding of aluminium. Int. J. Adhes. Adhes. 1985, 5, 40–42. [Google Scholar] [CrossRef]
- Hu, Y.; Zhang, J.; Wang, L.; Jiang, H.; Cheng, F.; Hu, X. A simple and effective resin pre-coating treatment on grinded, acid pickled and anodised substrates for stronger adhesive bonding between Ti-6Al-4V titanium alloy and CFRP. Surf. Coat. Technol. 2022, 432, 128072. [Google Scholar] [CrossRef]
- Zou, X.; Sariyev, B.; Chen, K.; Jiang, M.; Wang, M.; Hua, X.; Zhang, L.; Shan, A. Enhanced interfacial bonding strength between metal and polymer via synergistic effects of particle anchoring and chemical bonding. J. Manuf. Process. 2021, 68, 558–568. [Google Scholar] [CrossRef]
- Sun, C.; Min, J.; Lin, J.; Jiang, M.; Wang, M.; Hua, X.; Zhang, L.; Shan, A. The effect of laser ablation treatment on the chemistry, morphology and bonding strength of CFRP joints. Int. J. Adhes. Adhes. 2018, 84, 325–334. [Google Scholar] [CrossRef]
- Schweizer, M.; Meinhard, D.; Ruck, S.; Riegel, H.; Knoblauch, V. Adhesive bonding of CFRP: A comparison of different surface pre-treatment strategies and their effect on the bonding shear strength. J. Adhes. Sci. Technol. 2017, 31, 2581–2591. [Google Scholar] [CrossRef]
- Teng, J.; Fernando, D.; Yu, T.; Zhao, X. Treatment of steel surfaces for effective adhesive bonding. In Advances in FRP Composites in Civil, Engineering, Proceedings of the 5th International Conference on FRP Composites in Civil Engineering (CICE 2010), Beijing, China, 27–29 September 2010; Springer: Berlin/Heidelberg, Germany, 2011; pp. 865–868. [Google Scholar]
- Tavakkolizadeh, M.; Saadatmanesh, H. Fatigue Strength of Steel Girders Strengthened with Carbon Fiber Reinforced Polymer Patch. J. Struct. Eng. 2003, 129, 186–196. [Google Scholar] [CrossRef]
- Sorrentino, L.; Parodo, G.; Turchetta, S. CFRP laser texturing to increase the adhesive bonding: Morphological analysis of treated surfaces. J. Adhes. 2021, 97, 1322–1335. [Google Scholar] [CrossRef]
- Williams, T.S.; Yu, H.; Yeh, P.-C.; Yang, J.-M.; Hicks, R.F. Atmospheric pressure plasma effects on the adhesive bonding properties of stainless steel and epoxy composites. J. Compos. Mater. 2014, 48, 219–233. [Google Scholar] [CrossRef]
- Kwon, D.S.; Yoon, S.H.; Hwang, H.Y. Effects of residual oils on the adhesion characteristics of metal-CFRP adhesive joints. Compos. Struct. 2019, 207, 240–254. [Google Scholar] [CrossRef]
- Adams, R.D.; Coppendale, J.; Mallick, V.; Al-Hamdan, H. The effect of temperature on the strength of adhesive joints. Int. J. Adhes. Adhes. 1992, 12, 185–190. [Google Scholar] [CrossRef]
- Ashcroft, I.; Hughes, D.; Shaw, S.; Wahab, M.A.; Crocombe, A. Effect of temperature on the quasi-static strength and fatigue resistance of bonded composite double lap joints. J. Adhes. 2001, 75, 61–88. [Google Scholar] [CrossRef]
- Al-Shawaf, A.; Al-Mahaidi, R.; Zhao, X.L. Effect of elevated temperature on bond behaviour of high modulus CFRP/steel double-strap joints. Aust. J. Struct. Eng. 2008, 10, 63–74. [Google Scholar] [CrossRef]
- Nguyen, T.C.; Bai, Y.; Zhao, X.L.; Al-Mahaidi, R. Effects of ultraviolet radiation and associated elevated temperature on mechanical performance of steel/CFRP double strap joints. Compos. Struct. 2021, 94, 3563–3573. [Google Scholar] [CrossRef]
- Kinloch, A. Durability of Structural Adhesives; Springer: Dordrecht, The Netherlands, 1983. [Google Scholar]
- De Nève, B.; Shanahan, M.E.R. Effects of humidity on an epoxy adhesive. Int. J. Adhes. Adhes. 1992, 12, 191–196. [Google Scholar] [CrossRef]
- Bowditch, M.R. The durability of adhesive joints in the presence of water. Int. J. Adhes. Adhes. 1996, 16, 73–79. [Google Scholar] [CrossRef]
- Knox, E.; Cowling, M. Durability aspects of adhesively bonded thick adherend lap shear joints. Int. J. Adhes. Adhes. 2000, 20, 323–331. [Google Scholar] [CrossRef]
- DIN EN ISO 4288:1998-04; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture. Deutsches Institut für Normung: Berlin, Germany, 1998.
- Mitutoyo America Corporation. Quick Guide to Surface Roughness Measurement; Mitutoyo America Corporation: Aurora, IL, USA, 2016. [Google Scholar]
- ASME B46.1:2019; Surface Texture (Surface Roughness, Waviness, and Lay). The American Society of Mechanical Engineers: New York, NY, USA, 2019.
- Jiemin Liu Sawa, T.; Toratani, H. A two-dimensional stress analysis of single-lap adhesive joints subjected to external bending moments. J. Adhes. Sci. Technol. 1998, 12, 795–812. [Google Scholar] [CrossRef]
- Schürmann, H. Konstruieren mit Faser-Kunststoff-Verbunden: Mit 39 Tabellen, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- DIN/TS 54404:2020-10; Construction Adhesives—Tensile LAP-Shear Test of Bonded Assemblies with Fiber-Reinforced Plastics as Substrate. Deutsches Institut für Normung: Berlin, Germany, 2020.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| DP490 | MA8110 | SG300-15 | |
|---|---|---|---|
| Producer | 3M Scotch-Weld | Plexus | SCIGRIP |
| Resin type | Epoxy | Methacrylat | Methacrylat |
| Materials | CFRP | CFRP/steel | aluminum |
| Curing at RT | 7 days | 2.5–3 h | 50 min |
| Optimal bonding gap (mm) | 0.05–0.15 | 0.75–12.7 | 0.5 |
| Tensile lap strength (MPa) | 36 | 19.3 | 16–19 |
| Failure mode | Fiber-tear failure | Cohesive failure | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Steuernagel, L.; Schmidt, C.; Jenensch, C. Influence of Surface Treatments and Adhesive Type on Bond Strength Between Stainless Steel and CFRP in Agricultural Machinery. Materials 2025, 18, 3027. https://doi.org/10.3390/ma18133027
Steuernagel L, Schmidt C, Jenensch C. Influence of Surface Treatments and Adhesive Type on Bond Strength Between Stainless Steel and CFRP in Agricultural Machinery. Materials. 2025; 18(13):3027. https://doi.org/10.3390/ma18133027
Chicago/Turabian StyleSteuernagel, Leif, Carsten Schmidt, and Christian Jenensch. 2025. "Influence of Surface Treatments and Adhesive Type on Bond Strength Between Stainless Steel and CFRP in Agricultural Machinery" Materials 18, no. 13: 3027. https://doi.org/10.3390/ma18133027
APA StyleSteuernagel, L., Schmidt, C., & Jenensch, C. (2025). Influence of Surface Treatments and Adhesive Type on Bond Strength Between Stainless Steel and CFRP in Agricultural Machinery. Materials, 18(13), 3027. https://doi.org/10.3390/ma18133027