

Mechanical and Early Long-Term Property Assessment of Foamed 3D-Printable Geopolymer Composite





Abstract
1. Introduction
2. Materials and Methods
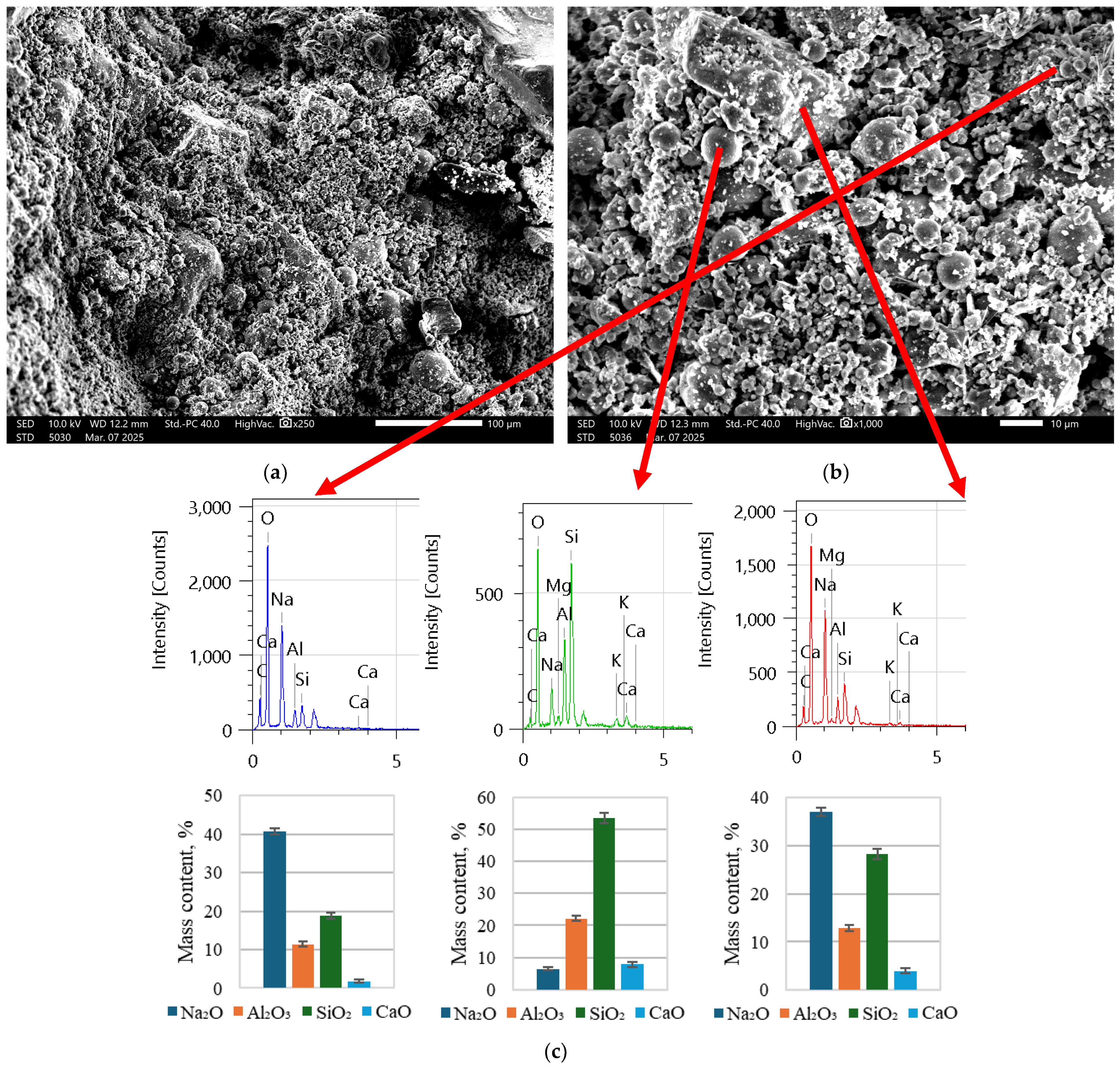
2.1. Development of Printable Geopolymer Composite
2.2. Mechanical Property Assessment
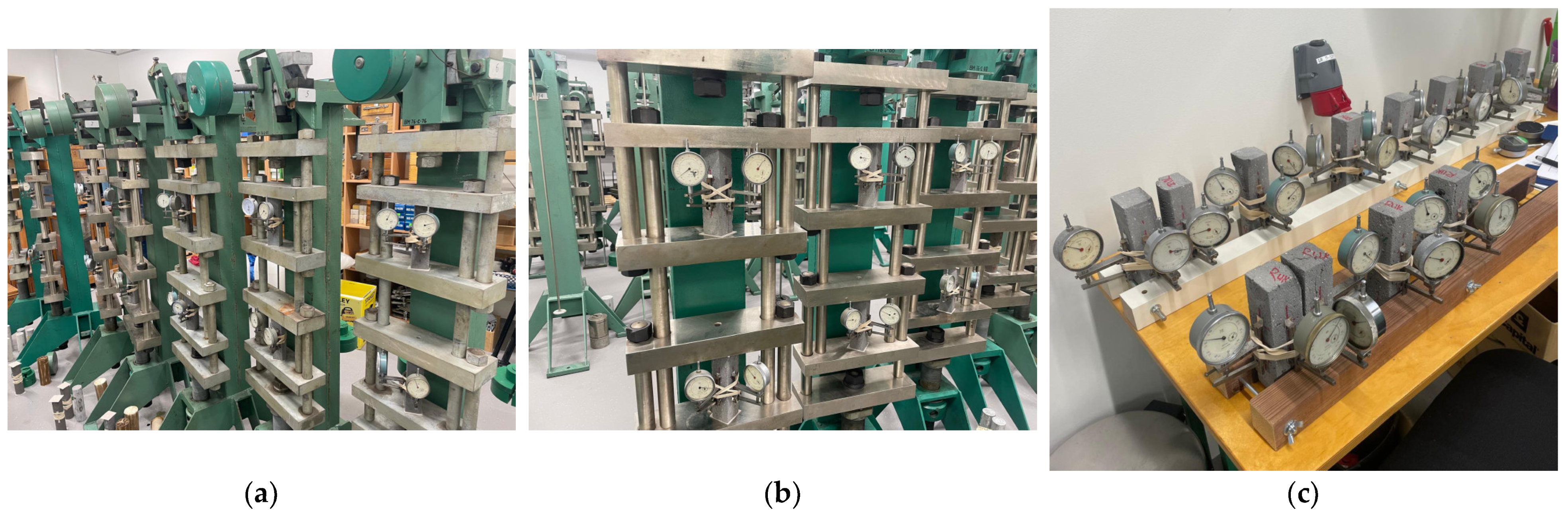
2.3. Preparation of Creep and Shrinkage Specimens
3. Results and Discussion
3.1. Assessed Mechanical Property
3.2. Long-Term Properties
4. Conclusions
- To obtain a 3D-printable geopolymer composite, it is necessary to incorporate small amounts of blast furnace slag and Portland cement. This is due to the necessity for slight setting of the printed layers of the material to support layers printed on top.
- Hydrogen peroxide’s usage as a foaming agent and incorporation into 3D-printed geopolymer composite mix does reduce the compressive strength of the printed specimens by 76.17% and 81.72% with 1% and 2% foaming, respectively. Nevertheless, the compressive strength of composites reduces to 3.88 MPa for specimens with 2% hydrogen peroxide, which is suitable for the creation of load-bearing structures for low-rise building.
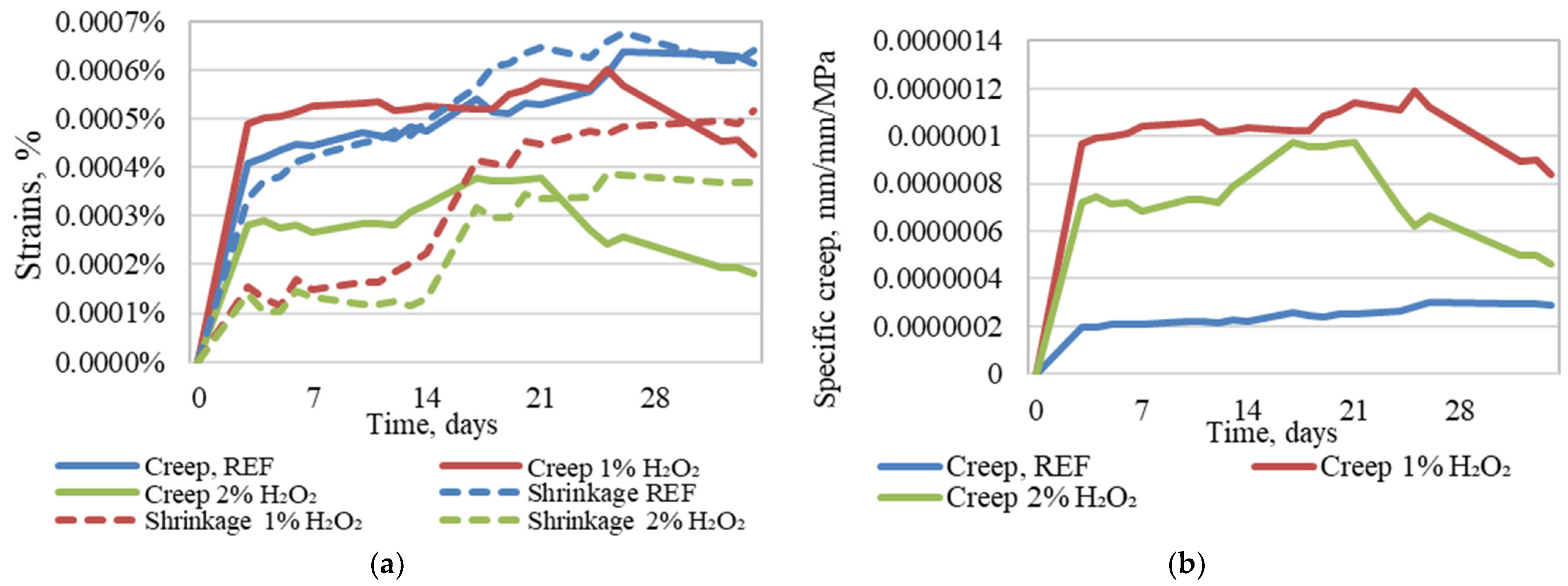
- Specimens without foaming agent introduction exhibit the largest creep and shrinkage strain. While this raises concerns when the willingness to creep or specific creep is determined, the lowest specific creep values are for the specimens without a foaming agent. For specimens with 1% and 2% hydrogen peroxide inclusion, the specific creep is 76% and 63% higher, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Alhumayani, H.; Gomaa, M.; Soebarto, V.; Jabi, W. Environmental assessment of large-scale 3D printing in construction: A comparative study between cob and concrete. J. Clean. Prod. 2020, 270, 122463. [Google Scholar] [CrossRef]
- Martínez, A.; Miller, S.A. Life cycle assessment and production cost of geopolymer concrete: A meta-analysis. Resour. Conserv. Recycl. 2025, 215, 108018. [Google Scholar] [CrossRef]
- Gopalakrishna, B.; Dinakar, P. The evaluation of the life cycle and corrosion properties of recycled aggregate geopolymer concrete incorporating fly ash and GGBS. J. Build. Eng. 2024, 94, 109977. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Zhou, X. Anisotropic behavior in bending of 3D printed concrete reinforced with fibers. Compos. Struct. 2020, 254, 112808. [Google Scholar] [CrossRef]
- Wang, L.; Tian, Z.; Ma, G.; Zhang, M. Interlayer bonding improvement of 3D printed concrete with polymer modified mortar: Experiments and molecular dynamics studies. Cem. Concr. Compos. 2020, 110, 103571. [Google Scholar] [CrossRef]
- Vergara, L.A.; Colorado, H.A. Additive manufacturing of Portland cement pastes with additions of kaolin, superplastificant and calcium carbonate. Constr. Build. Mater. 2020, 248, 118669. [Google Scholar] [CrossRef]
- Sando, M.; Stephan, D. The role of mixing sequence in shaping the 3D-printability of geopolymers. Case Stud. Constr. Mater. 2025, 22, e04352. [Google Scholar] [CrossRef]
- Acker, P.; Agullo, L.; Auperin, M.; Carol, I.; Carreira, D.J.; Catarino, J.M.R.; Chem, J.-C.; Chiorino, M.A.; Dougill, J.W.; Huet, C.; et al. RILEM TC 107-CSP: Creep and Shrinkage Prediction Models: Principles of Their Formation Recommendation Measurement of time-dependent strains of concrete. Mater. Struct. 1998, 31, 507–512. [Google Scholar]
- Gailitis, R.; Pudans, P.; Ziemelis, K.; Bumanis, G.; Sprince, A. Early-Age Creep and Shrinkage Properties of Printed and Cast Cement Composite. Mater. Proc. 2023, 13, 35. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alkali Solution | Mix Composition | ||
|---|---|---|---|
| Constituent | Weight (g) | Constituent | Weight Ratio |
| NaOH flakes | 400 | Quartz sand | 1.00 |
| Water | 1000 | Fly ash | 1.00 |
| R-145 Na2O + SiO2 solution (molar module 2.5, density 1.45 g/cm3) | 3500 | Dry mix/solution ratio | 0.01 |
| Constituents | Original REF | REF with Coarser Filler | REF with Slag |
|---|---|---|---|
| Mass, kg | Mass, kg | Mass, kg | |
| Fly ash | 3.60 | 3.60 | 3.60 |
| GGBFS | - | - | 0.80 |
| Sand 2–8 mm | - | 5.4 | - |
| Sand 0–2 mm | 10.8 | 5.4 | 8.00 |
| Alkali solution | 4.032 | 3.820 | 1.280 |
| Water | - | - | 1.468 |
| Constituents | REF | 1% H2O2 | 2% H2O2 |
|---|---|---|---|
| Mass, kg | Mass, kg | Mass, kg | |
| Fly ash | 3.60 | 3.60 | 3.60 |
| GGBFS | 0.80 | 0.80 | 0.80 |
| Aalborg cement CEM I | 0.24 | 0.24 | 0.24 |
| Sand 0–2 mm | 8.00 | 8.00 | 8.00 |
| Alkali solution | 2.014 | 2.014 | 2.014 |
| Water | 0.668 | 0.668 | 0.668 |
| Hydrogen peroxide | - | 0.124 | 0.248 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gailitis, R.; Radina, L.; Pakrastins, L.; Sprince, A. Mechanical and Early Long-Term Property Assessment of Foamed 3D-Printable Geopolymer Composite. Materials 2025, 18, 2837. https://doi.org/10.3390/ma18122837
Gailitis R, Radina L, Pakrastins L, Sprince A. Mechanical and Early Long-Term Property Assessment of Foamed 3D-Printable Geopolymer Composite. Materials. 2025; 18(12):2837. https://doi.org/10.3390/ma18122837
Chicago/Turabian StyleGailitis, Rihards, Liga Radina, Leonids Pakrastins, and Andina Sprince. 2025. "Mechanical and Early Long-Term Property Assessment of Foamed 3D-Printable Geopolymer Composite" Materials 18, no. 12: 2837. https://doi.org/10.3390/ma18122837
APA StyleGailitis, R., Radina, L., Pakrastins, L., & Sprince, A. (2025). Mechanical and Early Long-Term Property Assessment of Foamed 3D-Printable Geopolymer Composite. Materials, 18(12), 2837. https://doi.org/10.3390/ma18122837