
Towards Reliable Adhesive Bonding: A Comprehensive Review of Mechanisms, Defects, and Design Considerations


Abstract
1. Introduction
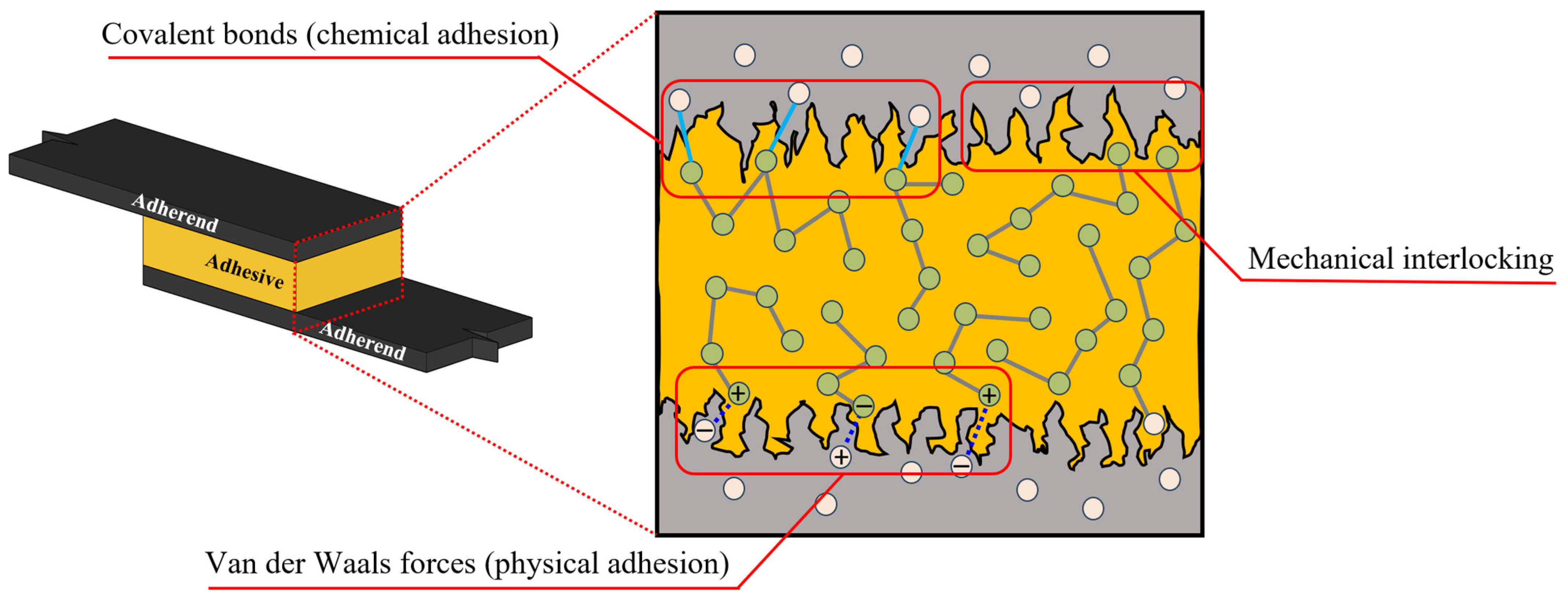
2. Adhesive Bonding Mechanisms
2.1. Mechanical Bonding
2.2. Molecular Bonding
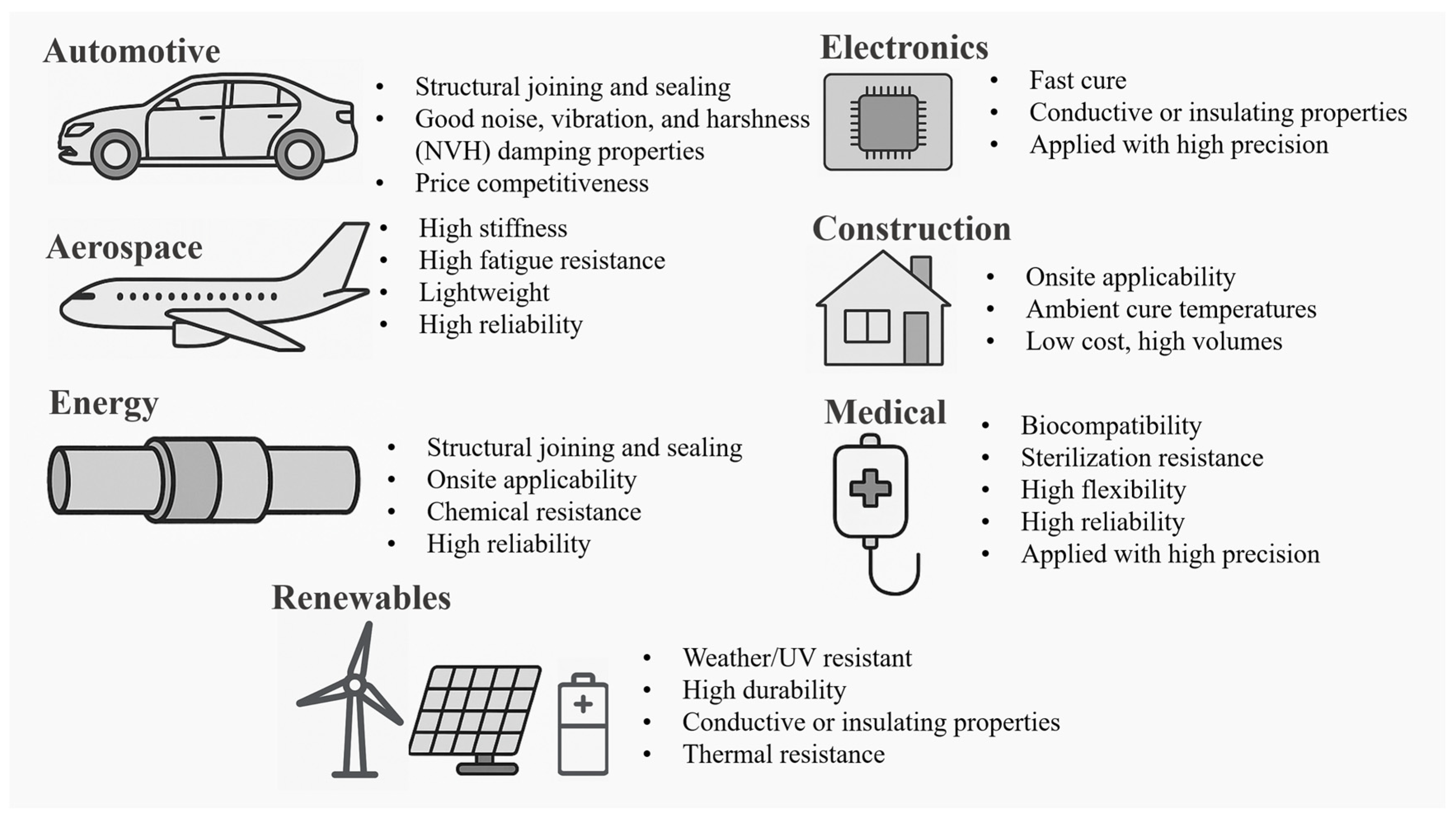
3. Joining Criteria of Different Applications
Adhesive Strength vs. Adhesive Characterisation Based on Fracture Mechanics
4. Adhesive Types and Dispensing
- Thermal curing: Involves heat-activated crosslinking, suitable for high-strength bonds, although a wide range of adhesives can cure at room temperature (Worrall, Kellar and Vacogne, 2020 [34]);
- Manual dispensing: Involves the use of syringes, brushes, or rollers, suitable for small-scale or custom applications;
- Automated dispensing: Employs machines and nozzles to apply adhesives with high precision and repeatability, ideal for high-volume production environments;
- Tape and film adhesives: Provide pre-measured amounts of adhesive in tape or film form, simplifying the application process for certain applications. However, they may exhibit limitations in high-precision applications and steering due to their fixed thickness and limited conformability.
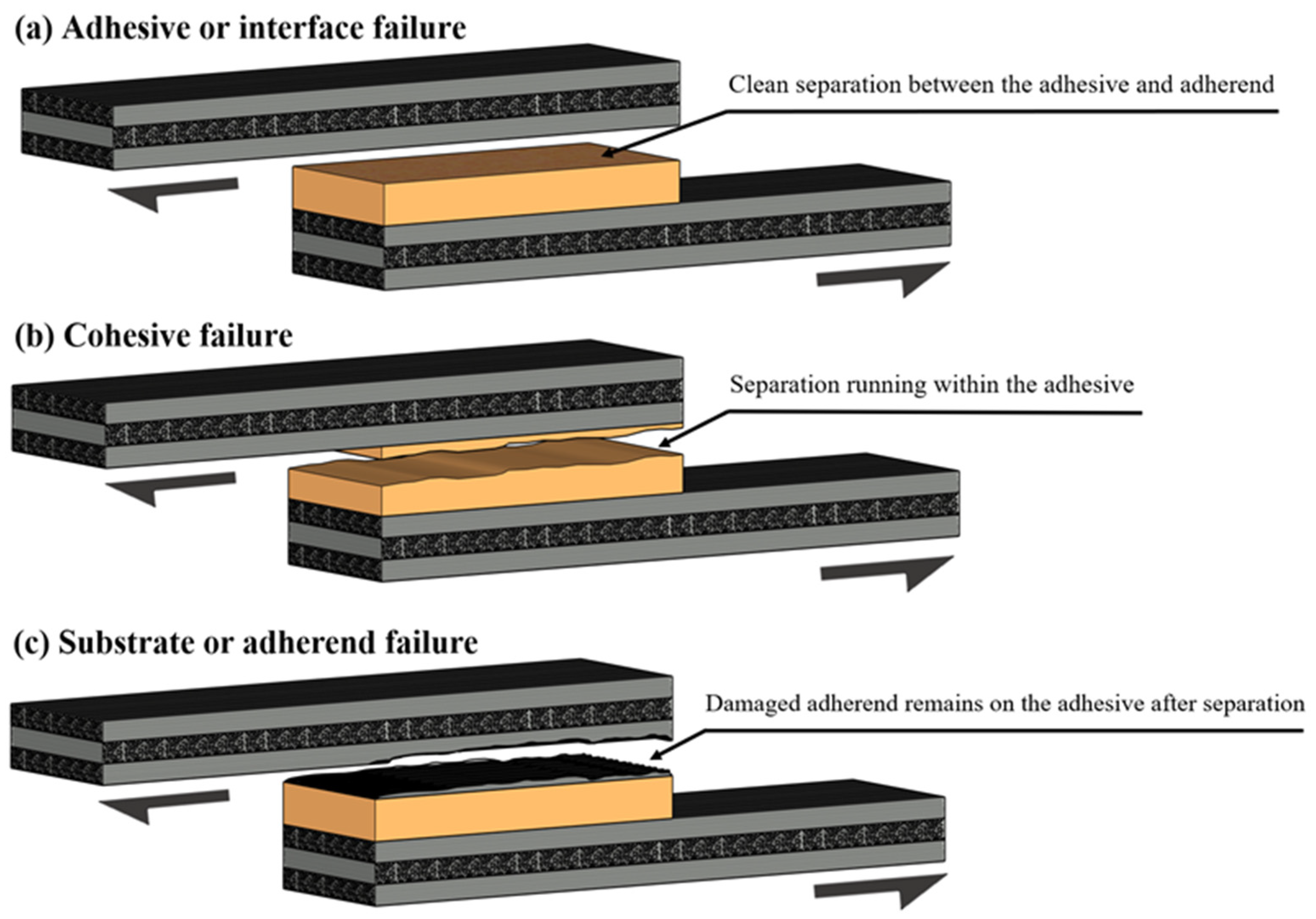
5. Fundamental Failure Modes of Adhesively Bonded Joints
5.1. Adhesion or Interface Failure
5.2. Cohesive Failure
5.3. Substrate or Adherend Failure
6. Bonding Challenges and Characteristics
6.1. Kissing Bond
6.2. Porosity and Voids
6.3. Poor Cure and Adhesive Cracks
6.4. Bond Line Thickness
6.5. Surface Preparation and Treatment
Types of Surface Treatments Selected in Groups
6.6. Adhesive Ageing and Degradation
- Temperature, a significant factor, can have both detrimental and insidious effects. High temperatures can soften the adhesive, reducing its load capacity, while low temperatures can induce brittleness and cracking, compromising its structural integrity. The cyclical nature of temperature fluctuations, known as thermal cycling, further exacerbates these issues. Repeated expansion and contraction create additional stresses, potentially leading to debonding, micro-cracking, and ultimately, premature failure. It also needs to be mentioned that the glass transition temperature (Tg), which typically exceeds 100 °C for thermosets, can play a significant role in the high-temperature cycle performance mentioned above.
- Excessive sunlight exposure, particularly the ultraviolet (UV) radiation it contains, can cause significant degradation of adhesives, breaking down the polymer chains and leading to embrittlement. This effect is particularly relevant in outdoor applications and can be mitigated through the use of UV-resistant adhesives or protective coatings.
- Moisture also represents a threat to many adhesives, particularly epoxies and polyurethanes, in which it can be readily absorbed from the environment. This absorption can lead to a reduction in strength, stiffness, and an increased susceptibility to failure. Water ingress, the penetration of water into the joint, and hydrolysis, the chemical breakdown of the adhesive by water, can further exacerbate these effects, potentially causing corrosion of the substrate or weakening the adhesive bonds.
- Chemical exposure can also lead to degradation, as contact with oils, fuels, and greases can react with the substrate, resulting in aggressive degradation and weakening of certain adhesives. Pollution, including industrial emissions, dust, and salt, can further negatively impact adhesive bonds, especially in harsh environments like marine applications.
- Other factors such as substrate degradation, cyclic loading and fatigue, atmospheric conditions, pressure, and even biological factors are additional aspects that can influence the long-term performance of adhesive joints.
6.7. The Sustainability Challenge of Adhesive Bonding
6.7.1. Disassembly of Adhesively Bonded Joints
6.7.2. Recyclability of Adhesives
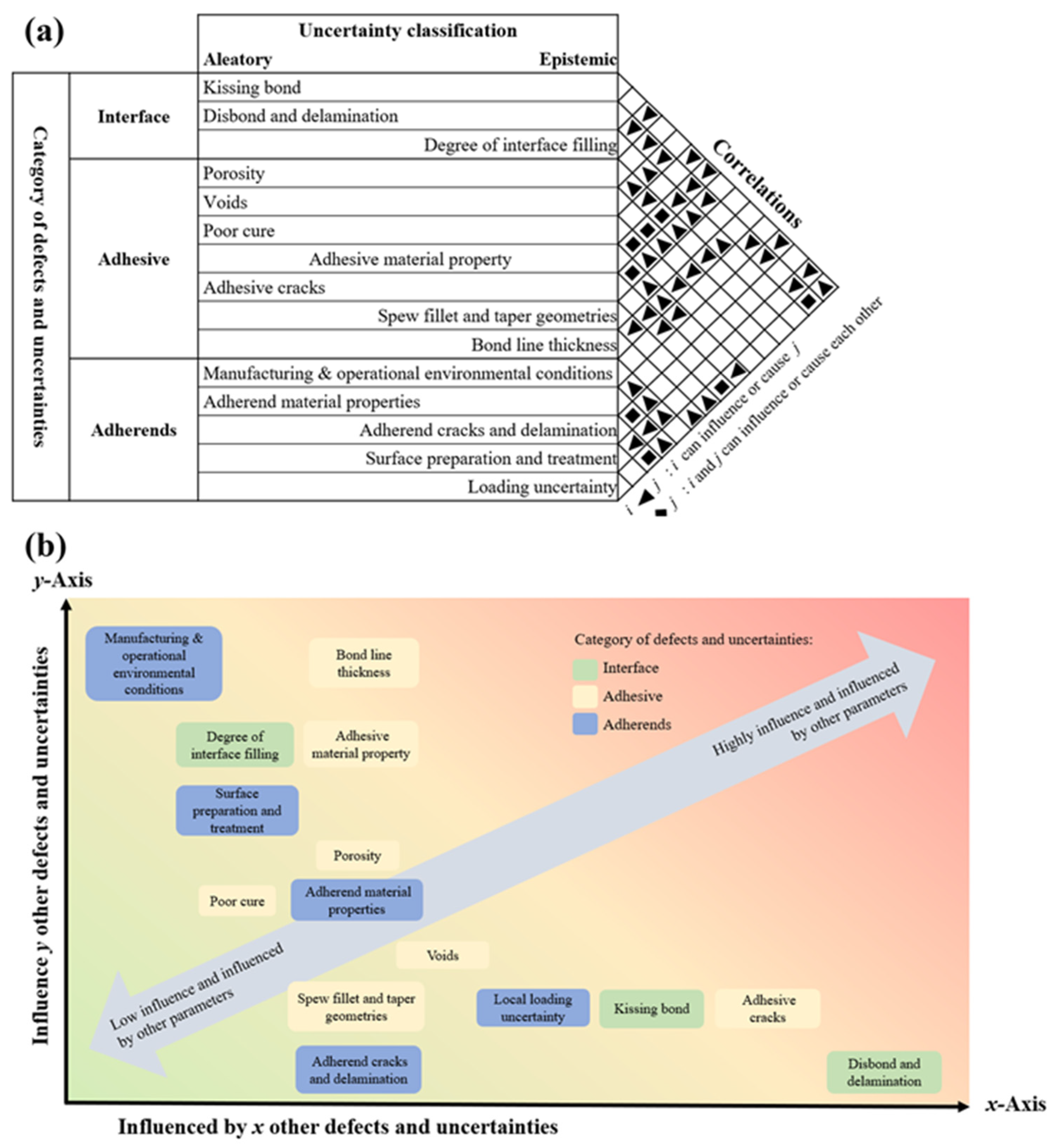
6.8. The Stochastic Challenge of Adhesive Bonding
- Fail-safe design limitations: One of the major hurdles in using adhesives in critical applications (such as aerospace, automotive, or offshore structures) is the difficulty of implementing effective fail-safe features. Certain critical defects, particularly those that are difficult to detect, such as kissing bonds or subsurface porosity, can result in sudden or total loss of bond strength, with little or no warning. This lack of detectability severely limits the effectiveness of traditional safety factors and demands more advanced, reliability-based strategies. Current fail-safe mitigation strategies, such as mechanical fasteners, or Disbond Arrest Features (DAFs), limit the potential of adhesives as they introduce an additional process that leads to high production and maintenance costs, unnecessary weight from the fastener, wider overlapping bond lines to avoid damage caused by drilling defects, and thicker, and hence heavier, substrates to meet thickness requirements.
- Classification of defect uncertainty: As mentioned earlier, defects in adhesive joints can be broadly categorised based on their physical location: at the interface (e.g., poor surface preparation, contamination), within the adhesive layer itself (e.g., voids, porosity, incomplete cure), or in the adherends (e.g., surface cracking, fibre tearing). Each of these defect types can exhibit different kinds of uncertainty:Epistemic uncertainty arises from a lack of knowledge, such as imprecise material data or limited control over process variables, and can, in principle, be reduced through better testing, monitoring, or modelling.Aleatory uncertainty, on the other hand, represents inherent randomness, for example, variability in environmental exposure, random bubble entrapment during curing, or uncontrollable contamination, and is much harder to eliminate.
- Interdependence of defects: Defects rarely exist in isolation. In practice, many defects interact or are correlated in ways that amplify their effect on joint performance. For example, surface contamination might lead to poor wetting, which in turn increases the likelihood of voids or kissing bonds. To better quantify and predict adhesive joint reliability, it is necessary to evaluate how certain defects influence the occurrence or severity of others.
7. Conclusions and Recommendations
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Built-In Lightweight Performance. 2017. Available online: https://www.digitalengineering247.com/article/built-in-lightweight-performance/ (accessed on 25 October 2024).
- Duncan, B.; Abbott, S.; Court, R.; Roberts, R.; Leatherdale, D. A Review of Adhesive Bonding Assembly Processes and Measurement Methods. Crown. 2003. Available online: https://eprintspublications.npl.co.uk/2607/1/MATC135.pdf (accessed on 30 May 2025).
- van Dam, J.; Abrahami, S.; Yilmaz, A.; Gonzalez-Garcia, Y.; Terryn, H.; Mol, J. Effect of surface roughness and chemistry on the adhesion and durability of a steel-epoxy adhesive interface. Int. J. Adhes. Adhes. 2020, 96, 102450. [Google Scholar] [CrossRef]
- Trentin, A.; Samiee, R.; Pakseresht, A.; Duran, A.; Castro, Y.; Galusek, D. Influence of pre-treatments on adhesion, barrier and mechanical properties of epoxy coatings: A comparison between steel, AA7075 and AA2024. Appl. Surf. Sci. Adv. 2023, 18, 100479. [Google Scholar] [CrossRef]
- Duncan, B.; Leatherdale, D. Measurement Good Practice Guide No 77—Surface Testing for Bonding. Crown. 2005. Available online: https://eprintspublications.npl.co.uk/3349/1/MGPG%2077.pdf (accessed on 30 May 2025).
- da Silva, L.F.M.; Öchsner, A.; Adams, R.D. Introduction to Adhesive Bonding Technology. In Handbook of Adhesion Technology; da Silva, L.F.M., Öchsner, A., Adams, R.D., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 1–7. [Google Scholar]
- Awaja, F.; Gilbert, M.; Kelly, G.; Fox, B.; Pigram, P.J. Adhesion of polymers. Prog. Polym. Sci. 2009, 34, 948–968. [Google Scholar] [CrossRef]
- Jung, U.; Kim, Y.S.; Suhr, J.; Lee, H.-S.; Kim, J. Enhancing adhesion strength via synergic effect of atmospheric pressure plasma and silane coupling agent. Appl. Surf. Sci. 2023, 640, 158227. [Google Scholar] [CrossRef]
- Hokkanen, S.; Sillanpää, M. Chapter 1—Nano- and microcellulose-based adsorption materials in water treatment. In Advanced Water Treatment; Sillanpää, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 1–83. [Google Scholar]
- Kuech, T.F. 4.01—Integration of Dissimilar Materials. In Comprehensive Semiconductor Science and Technology; Bhattacharya, P., Fornari, R., Kamimura, H., Eds.; Elsevier: Amsterdam, The Netherlands, 2011; pp. 1–24. [Google Scholar]
- Li, M.; Mao, A.; Guan, Q.; Saiz, E. Nature-inspired adhesive systems. Chem. Soc. Rev. 2024, 53, 8240–8305. [Google Scholar] [CrossRef]
- Omairey, S.; Jayasree, N.; Kazilas, M. Defects and uncertainties of adhesively bonded composite joints. SN Appl. Sci. 2021, 3, 769. [Google Scholar] [CrossRef]
- Ebnesajjad, S. Chapter 10—Durability of Adhesive Bonds. In Adhesives Technology Handbook, 2nd ed.; Ebnesajjad, S., Ed.; William Andrew Publishing: Norwich, NY, USA, 2009; pp. 231–272. [Google Scholar]
- Sim, K.-B.; Lee, T.-H.; Han, G.-Y.; Kim, H.-J. Thermal expansion and mechanical properties of urethane-modified epoxy bonded CFRP/steel joints at low and high temperatures for automotive. Compos. Struct. 2023, 322, 117426. [Google Scholar] [CrossRef]
- Nassiet, V.; Hassoune-Rhabbour, B.; Tramis, O.; Petit, J. 22—Electrical and electronics. In Adhesive Bonding, 2nd ed.; Adams, R.D., Ed.; Woodhead Publishing: Sawston, UK, 2021; pp. 719–761. [Google Scholar]
- Gibbons, L. Medical Device Adhesives, Sterilization and FDA Biocompatibility. 2023. Available online: https://www.permabond.com/resource-center/medical-device-adhesives-myths-mysteries/ (accessed on 8 November 2024).
- Mbithi, F.; Worsley, P.R. Adhesives for medical application—Peel strength testing and evaluation of biophysical skin response. J. Mech. Behav. Biomed. Mater. 2023, 148, 106168. [Google Scholar] [CrossRef] [PubMed]
- Banea, M.D.; da Silva, L.F.M.; Campilho, R.D.S.G. The Effect of Adhesive Thickness on the Mechanical Behavior of a Structural Polyurethane Adhesive. J. Adhes. 2015, 91, 331–346. [Google Scholar] [CrossRef]
- Banea, M.D.; Rosioara, M.; Carbas, R.J.C.; da Silva, L.F.M. Multi-material adhesive joints for automotive industry. Compos. Part B Eng. 2018, 151, 71–77. [Google Scholar] [CrossRef]
- Kinloch, A.J.; Lee, J.H.; Taylor, A.C.; Sprenger, S.; Eger, C.; Egan, D. Toughening structural adhesives via nano- and micro-phase inclusions. J. Adhes. 2003, 79, 867–873. [Google Scholar] [CrossRef]
- Reis, P.; Ferreira, J.; Antunes, F. Effect of adherend’s rigidity on the shear strength of single lap adhesive joints. Int. J. Adhes. Adhes. 2011, 31, 193–201. [Google Scholar] [CrossRef]
- Alfano, G. On the influence of the shape of the interface law on the application of cohesive-zone models. Compos. Sci. Technol. 2006, 66, 723–730. [Google Scholar] [CrossRef]
- Škec, L.; Alfano, G.; Jelenić, G. On Gc, Jc and the characterisation of the mode-I fracture resistance in delamination or adhesive debonding. Int. J. Solids Struct. 2018, 144–145, 100–122. [Google Scholar] [CrossRef]
- de Moura, M.F.S.F. Numerical simulation of the ENF test for the mode-II fracture characterization of bonded joints. J. Adhes. Sci. Technol. 2006, 20, 37–52. [Google Scholar] [CrossRef]
- Liu, Z.; Gibson, R.F.; Newaz, G.M. The Use of a Modified Mixed Mode Bending Test for Characterization of Mixed-mode Fracture Behavior of Adhesively Bonded Metal Joints. J. Adhes. 2002, 78, 223–244. [Google Scholar] [CrossRef]
- Škec, L.; Alfano, G. Experimental and numerical study of rate-dependent mode-I failure of a structural adhesive. J. Adhes. 2023, 99, 1323–1355. [Google Scholar] [CrossRef]
- Blackman, B.; Kinloch, A.; Sanchez, F.R.; Teo, W.; Williams, J. The fracture behaviour of structural adhesives under high rates of testing. Eng. Fract. Mech. 2009, 76, 2868–2889. [Google Scholar] [CrossRef]
- Prolongo, S.G.; del Rosario, G.; Ureña, A. Comparative study on the adhesive properties of different epoxy resins. Int. J. Adhes. Adhes. 2006, 26, 125–132. [Google Scholar] [CrossRef]
- Das, A.; Mahanwar, P. A brief discussion on advances in polyurethane applications. Adv. Ind. Eng. Polym. Res. 2020, 3, 93–101. [Google Scholar] [CrossRef]
- Dunn, T. 28—Adhesives. In Flexible Packaging Oxford; Dunn, T., Ed.; William Andrew Publishing: Norwich, NY, USA, 2015; pp. 233–238. [Google Scholar]
- Sastri, V.R. 10—Three-Dimensional Printing, Wearables, Medical Textiles, Adhesives, and Coatings. In Plastics in Medical Devices, 3rd ed.; Sastri, V.R., Ed.; William Andrew Publishing: Norwich, NY, USA, 2022; pp. 381–421. [Google Scholar]
- Ebnesajjad, S. 6—Adhesives for Medical and Dental Applications. In Handbook of Polymer Applications in Medicine and Medical Devices Oxford; Modjarrad, K., Ebnesajjad, S., Eds.; William Andrew Publishing: Norwich, NY, USA, 2011; pp. 103–129. [Google Scholar]
- Han, R.; Li, Y.; Zhu, Q.; Niu, K. Research on the preparation and thermal stability of silicone rubber composites: A review. Compos. Part C Open Access 2022, 8, 100249. [Google Scholar] [CrossRef]
- Worrall, C.; Kellar, E.; Vacogne, C. Joining of Fibre-Reinforced Polymer Composites: A Good Practice Guide; Composites UK Ltd.: Berkhamsted, UK, 2020. [Google Scholar]
- The Use of UV Curing in Adhesive Applications. 2023. Available online: https://www.uvitron.com/blog/the-use-of-uv-curing-in-adhesive-applications/ (accessed on 8 November 2024).
- Sánchez-Ferrer, A.; Soprunyuk, V.; Engelhardt, M.; Stehle, R.; Gilg, H.A.; Schranz, W.; Richter, K. Polyurea Networks from Moisture-Cure, Reaction-Setting, Aliphatic Polyisocyanates with Tunable Mechanical and Thermal Properties. ACS Appl. Polym. Mater. 2021, 3, 4070–4078. [Google Scholar] [CrossRef]
- ASTM D5573-99; Standard Practice for Classifying Failure Modes in Fiber-Reinforced-Plastic (FRP) Joints (2019) West Con-shohocken. ASTM International: West Conchoo, PA, USA, 2019.
- Davis, M.J.; Bond, A.D. The Importance of Failure Mode Identification in Adhesive Bonded Aircraft Structures and Repairs. In Proceedings of the 12th International Conference on Composite Materials, Paris, France, 5–9 July 1999; Woodhead Publishing: Sawston, UK, 2010. [Google Scholar]
- Ren, H.; Chen, X.; Chen, Y. Chapter 3—Aircraft Reliability and Maintainability Analysis and Design. In Reliability Based Aircraft Maintenance Optimization and Applications; Ren, H., Chen, X., Chen, Y., Eds.; Academic Press: Cambridge, MA, USA, 2017; pp. 37–78. [Google Scholar]
- Chadegani, A.; Batra, R.C. Analysis of adhesive-bonded single-lap joint with an interfacial crack and a void. Int. J. Adhes. Adhes. 2011, 31, 455–465. [Google Scholar] [CrossRef]
- Ghorbani, A. Stress analysis of composite adhesive bonded joints under incipient failure conditions. Procedia Struct. Integr. 2018, 8, 552–560. [Google Scholar] [CrossRef]
- Hasheminia, S.M.; Park, B.C.; Chun, H.-J.; Park, J.-C.; Chang, H.S. Failure mechanism of bonded joints with similar and dissimilar material. Compos. Part B Eng. 2019, 161, 702–709. [Google Scholar] [CrossRef]
- Kumar, R.V.; Bhat, M.; Murthy, C. Evaluation of kissing bond in composite adhesive lap joints using digital image correlation: Preliminary studies. Int. J. Adhes. Adhes. 2013, 42, 60–68. [Google Scholar] [CrossRef]
- Jiao, D.; Rose, J.L. An ultrasonic interface layer model for bond evaluation. J. Adhes. Sci. Technol. 1991, 5, 631–646. [Google Scholar] [CrossRef]
- Steinbild, P.J.; Höhne, R.; Füßel, R.; Modler, N. A sensor detecting kissing bonds in adhesively bonded joints using electric time domain reflectometry. NDT E Int. 2019, 102, 114–119. [Google Scholar] [CrossRef]
- Yan, D.; Neild, S.A.; Drinkwater, B.W. Modelling and measurement of the nonlinear behaviour of kissing bonds in adhesive joints. NDT E Int. 2012, 47, 18–25. [Google Scholar] [CrossRef]
- Brotherhood, C.; Drinkwater, B.; Dixon, S. The detectability of kissing bonds in adhesive joints using ultrasonic techniques. Ultrasonics 2003, 41, 521–529. [Google Scholar] [CrossRef]
- Tighe, R.C.; Dulieu-Barton, J.M.; Quinn, S. Identification of kissing defects in adhesive bonds using infrared thermography. Int. J. Adhes. Adhes. 2016, 64, 168–178. [Google Scholar] [CrossRef]
- Attar, L.; El Kettani, M.E.C.; Leduc, D.; Predoi, M.V.; Galy, J. Detection of kissing bond type defects and evaluation of the bonding quality in metal/adhesive/composite structures by a wavenumber-frequency insensitive SH mode. NDT E Int. 2023, 137, 102841. [Google Scholar] [CrossRef]
- Jeenjitkaew, C.; Luklinska, Z.; Guild, F. Morphology and surface chemistry of kissing bonds in adhesive joints produced by surface contamination. Int. J. Adhes. Adhes. 2010, 30, 643–653. [Google Scholar] [CrossRef]
- Jeenjitkaew, C.; Guild, F. The analysis of kissing bonds in adhesive joints. Int. J. Adhes. Adhes. 2017, 75, 101–107. [Google Scholar] [CrossRef]
- Jairaja, R.; Naik, G.N. Numerical studies on weak bond effects in single and dual adhesive bonded single lap joint between CFRP and aluminium. Mater. Today Proc. 2020, 21, 1064–1068. [Google Scholar] [CrossRef]
- Katnam, K.; Stevenson, J.; Stanley, W.; Buggy, M.; Young, T. Tensile strength of two-part epoxy paste adhesives: Influence of mixing technique and micro-void formation. Int. J. Adhes. Adhes. 2011, 31, 666–673. [Google Scholar] [CrossRef]
- Davis, M.J. Managing Micro-Voiding of Adhesive Bonds; Adhesion Associates Pty. Ltd.: Springfield, Australia, 2009. [Google Scholar]
- Adams, R.D. Nondestructive Testing. In Handbook of Adhesion Technology; da Silva, L.F.M., Oechsner, A., Adams, R., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 1–24. [Google Scholar]
- Zhang, T.; Meng, J.; Pan, Q.; Sun, B. The influence of adhesive porosity on composite joints. Compos. Commun. 2019, 15, 87–91. [Google Scholar] [CrossRef]
- Dallali, M.; Gigliotti, M.; Lainé, E.; Grandidier, J.-C.; Henry, N. Effects of surface preparation on bond behavior CFRP-to-PA6 bonded joints using different adhesives. Int. J. Hydrog. Energy 2021, 46, 33496–33510. [Google Scholar] [CrossRef]
- Larson, R.; Bergan, A.; Leone, F.; Kravchenko, O.G. Influence of stochastic adhesive porosity and material variability on failure behavior of adhesively bonded composite sandwich joints. Compos. Struct. 2023, 306, 116608. [Google Scholar] [CrossRef]
- Dumont, V.; Badulescu, C.; Stamoulis, G.; Adrien, J.; Maire, E.; Lefèvre, A.; Thévenet, D. On the influence of mechanical loadings on the porosities of structural epoxy adhesives joints by means of in-situ X-ray microtomography. Int. J. Adhes. Adhes. 2020, 99, 102568. [Google Scholar] [CrossRef]
- Sengab, A.; Talreja, R. A numerical study of failure of an adhesive joint influenced by a void in the adhesive. Compos. Struct. 2016, 156, 165–170. [Google Scholar] [CrossRef]
- Škec, L.; Alfano, G. Characterisation of mode-I fracture resistance of adhesive layers with imperfections. Eng. Fract. Mech. 2024, 301, 110028. [Google Scholar] [CrossRef]
- Ford, H.D.; Tatam, R.P. Spatially-Resolved Volume Monitoring of Adhesive Cure Using Correlated-Image Optical Coherence Tomography; Elsevier BV: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Adams, R.D.; Peppiatt, N.A. Stress analysis of adhesive-bonded lap joints. J. Strain Anal. Eng. Des. 2021, 9, 185–196. [Google Scholar] [CrossRef]
- Fernandes, R.L.; de Freitas, S.T.; Budzik, M.K.; Poulis, J.A.; Benedictus, R. From thin to extra-thick adhesive layer thicknesses: Fracture of bonded joints under mode I loading conditions. Eng. Fract. Mech. 2019, 218, 106607. [Google Scholar] [CrossRef]
- Lißner, M.; Alabort, E.; Cui, H.; Rito, R.; Blackman, B.; Petrinic, N. Experimental characterisation and numerical modelling of the influence of bondline thickness, loading rate, and deformation mode on the response of ductile adhesive interfaces. J. Mech. Phys. Solids 2019, 130, 349–369. [Google Scholar] [CrossRef]
- da Silva, L.F.M.; Campilho, R.D.S.G. 2—Design of adhesively-bonded composite joints. In Fatigue and Fracture of Adhesively-Bonded Composite Joints; Vassilopoulos, A.P., Ed.; Woodhead Publishing: Sawston, UK, 2015; pp. 43–71. [Google Scholar]
- Park, J.-H.; Choi, J.-H.; Kweon, J.-H. Evaluating the strengths of thick aluminum-to-aluminum joints with different adhesive lengths and thicknesses. Compos. Struct. 2010, 92, 2226–2235. [Google Scholar] [CrossRef]
- Lahuerta, F.; Koorn, N.; Smissaert, D. Wind turbine blade trailing edge failure assessment with sub-component test on static and fatigue load conditions. Compos. Struct. 2018, 204, 755–766. [Google Scholar] [CrossRef]
- Srinivasan, D.V.; Vassilopoulos, A.P. Manufacturing and toughening effects on the material properties of wind turbine blade adhesives. Polym. Test. 2022, 116, 107770. [Google Scholar] [CrossRef]
- Pragathi, P.; Jenison, S.J.; Singh, G.R.; Vijayan, K.A.; Govindarajan, K.; Sarathi, R.; Velmurugan, R. A simple and efficient resin precoating treatment on anodised substrate surfaces for enhancing the adhesive bonding strength between aluminium and mild steel. Colloids Surf. A Physicochem. Eng. Asp. 2024, 697, 134336. [Google Scholar] [CrossRef]
- Rusen, E.; Brîncoveanu, O.; Dincă, V.; Toader, G.; Diacon, A.; Dinescu, M.A.; Mocanu, A. Surface pre-treatment of aluminum alloy for mechanical improvement of adhesive bonding by maple-assisted pulsed laser evaporation technique. RSC Adv. 2024, 14, 22627–22641. [Google Scholar] [CrossRef]
- Li, X.; Liang, S.; Inokoshi, M.; Zhao, S.; Hong, G.; Yao, C.; Huang, C. Different surface treatments and adhesive monomers for zirconia-resin bonds: A systematic review and network meta-analysis. Jpn. Dent. Sci. Rev. 2024, 60, 175–189. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Xue, Y.; Dong, X.; Fan, Y.; Hao, H.; Wang, X. Review of the surface treatment process for the adhesive matrix of composite materials. Int. J. Adhes. Adhes. 2023, 126, 10344. [Google Scholar] [CrossRef]
- Yudhanto, A.; Alfano, M.; Lubineau, G. Surface preparation strategies in secondary bonded thermoset-based composite materials: A review. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106443. [Google Scholar] [CrossRef]
- Hu, Y.; Zhang, J.; Wang, L.; Jiang, H.; Cheng, F.; Hu, X. A simple and effective resin pre-coating treatment on grinded, acid pickled and anodised substrates for stronger adhesive bonding between Ti-6Al-4V titanium alloy and CFRP. Surf. Coat. Technol. 2022, 432, 128072. [Google Scholar] [CrossRef]
- Critchlow, G.; Brewis, D. Review of surface pretreatments for aluminium alloys. Int. J. Adhes. Adhes. 1996, 16, 255–275. [Google Scholar] [CrossRef]
- Kanerva, M.; Sarlin, E.; Hoikkanen, M.; Rämö, K.; Saarela, O.; Vuorinen, J. Interface modification of glass fibre–polyester composite–composite joints using peel plies. Int. J. Adhes. Adhes. 2015, 59, 40–52. [Google Scholar] [CrossRef]
- Pawlik, M.; Cheah, L.Y.Y.; Gunputh, U.; Le, H.; Wood, P.; Lu, Y. Surface engineering of carbon fibre/epoxy composites with woven steel mesh for adhesion strength enhancement. Int. J. Adhes. Adhes. 2022, 114, 103105. [Google Scholar] [CrossRef]
- Whittingham, B.; Baker, A.; Harman, A.; Bitton, D. Micrographic studies on adhesively bonded scarf repairs to thick composite aircraft structure. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1419–1432. [Google Scholar] [CrossRef]
- Carnes, M.D.; Mtenga, P.V. The effect of materials and surface preparation on joining methods: A review. J. Reinf. Plast. Compos. 2015, 34, 1167–1178. [Google Scholar] [CrossRef]
- Hartwig, A.; Vitr, G.; Dieckhoff, S.; Hennemann, O. Surface treatment of an epoxy resin by CO2 laser irradiation. Angew. Makromol. Chem. 1996, 238, 177–189. [Google Scholar] [CrossRef]
- Bénard, Q.; Fois, M.; Grisel, M. Peel ply surface treatment for composite assemblies: Chemistry and morphology effects. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1562–1568. [Google Scholar] [CrossRef]
- Hu, Y.; Yuan, B.; Cheng, F.; Hu, X. NaOH etching and resin pre-coating treatments for stronger adhesive bonding between CFRP and aluminium alloy. Compos. Part B Eng. 2019, 178, 107478. [Google Scholar] [CrossRef]
- Ebnesajjad, S.; Ebnesajjad, C. Surface Treatment of Materials for Adhesive Bonding; William Andrew: Norwich, NY, USA, 2013. [Google Scholar]
- Zaldivar, R.J.; Kim, H.I.; Steckel, G.L.; Patel, D.; Morgan, B.A.; Nokes, J.P. Surface preparation for adhesive bonding of polycyanurate-based fiber-reinforced composites using atmospheric plasma treatment. J. Appl. Polym. Sci. 2011, 120, 921–931. [Google Scholar] [CrossRef]
- Barthel, A.J.; Luo, J.; Hwang, K.S.; Lee, J.-Y.; Kim, S.H. Boundary lubrication effect of organic residue left on surface after evaporation of organic cleaning solvent. Wear 2016, 350–351, 21–26. [Google Scholar] [CrossRef]
- Takeda, T.; Yasuoka, T.; Hoshi, H.; Sugimoto, S.; Iwahori, Y. Strength and bonding characteristics of adhesive joints with surface-treated titanium-alloy substrates. J. Adhes. Sci. Technol. 2018, 32, 553–571. [Google Scholar] [CrossRef]
- He, P.; Chen, K.; Yu, B.; Yue, C.Y.; Yang, J. Surface microstructures and epoxy bonded shear strength of Ti6Al4V alloy anodized at various temperatures. Compos. Sci. Technol. 2013, 82, 15–22. [Google Scholar] [CrossRef]
- Fischer, F.; Kreling, S.; Dilger, K. Surface Structuring of CFRP by using Modern Excimer Laser Sources. Phys. Procedia 2012, 39, 154–160. [Google Scholar] [CrossRef]
- Çoban, O.; Akman, E.; Bora, M.Ö.; Oztoprak, B.G.; Demir, A. Laser surface treatment of CFRP composites for a better adhesive bonding owing to the mechanical interlocking mechanism. Polym. Compos. 2019, 40, 3611–3622. [Google Scholar] [CrossRef]
- De Zanet, A.; Salvo, M.; Casalegno, V. Surface modification of SiC to improve joint strength via a Corona plasma treatment. Ceram. Int. 2022, 48, 23492–23497. [Google Scholar] [CrossRef]
- Comyn, J.; Mascia, L.; Xiao, G.; Parker, B. Corona-discharge treatment of polyetheretherketone (PEEK) for adhesive bonding. Int. J. Adhes. Adhes. 1996, 16, 301–304. [Google Scholar] [CrossRef]
- Pizzorni, M.; Lertora, E.; Mandolfino, C. Low pressure plasma treatment of CFRP substrates for adhesive bonding: An investigation of joint durability under severe temperature-moisture conditioning. Int. J. Adhes. Adhes. 2020, 99, 102592. [Google Scholar] [CrossRef]
- Kim, J.K.; Gil Lee, D. Characteristics of plasma surface treated composite adhesive joints at high environmental temperature. Compos. Struct. 2002, 57, 37–46. [Google Scholar] [CrossRef]
- Adams, R.D. Adhesive Bonding: Science, Technology and Applications; Woodhead Publishing: Sawston, UK, 2021. [Google Scholar]
- Bowditch, M. The durability of adhesive joints in the presence of water. Int. J. Adhes. Adhes. 1996, 16, 73–79. [Google Scholar] [CrossRef]
- Xian, G.; Wang, Z.; Kong, D.; Dong, S.; Li, C.; Hong, B. Degradation of an underwater epoxy adhesive and its bonding to steel subjected to water or seawater immersion. Int. J. Adhes. Adhes. 2024, 132, 103711. [Google Scholar] [CrossRef]
- Korkmaz, Y.; Gültekin, K. Effect of UV irradiation on epoxy adhesives and adhesively bonded joints reinforced with BN and B4C nanoparticles. Polym. Degrad. Stab. 2022, 202, 110004. [Google Scholar] [CrossRef]
- Rocha, I.; van der Meer, F.; Raijmaekers, S.; Lahuerta, F.; Nijssen, R.; Mikkelsen, L.; Sluys, L. A combined experimental/numerical investigation on hygrothermal aging of fiber-reinforced composites. Eur. J. Mech.-A/Solids 2019, 73, 407–419. [Google Scholar] [CrossRef]
- Odegard, G.M.; Bandyopadhyay, A. Physical aging of epoxy polymers and their composites. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 1695–1716. [Google Scholar] [CrossRef]
- European Union. Regulation (EU) 2019/631 of the European Parliament and of the Council of 17 April 2019 Setting CO2 Emission Performance Standards for New Passenger Cars and for New Light Commercial Vehicles, and Repealing Regulations (EC) No 443/2009 and (EU) No 510/2011. 2019. Available online: https://eur-lex.europa.eu/eli/reg/2019/631/oj (accessed on 30 May 2025).
- Goodenough, J.; Fitzgerald, A.; Bean, K.; Hatcliffe, J.; Slark, A.; Hamerton, I.; Bond, I. Reversible adhesives and debondable joints for fibre-reinforced plastics: Characteristics, capabilities, and opportunities. Mater. Chem. Phys. 2023, 299, 127464. [Google Scholar] [CrossRef]
- Broughton, J. Rapid Heat Popping Joints: Composites. 2020. Available online: https://www.nccuk.com/news/rapid-heat-popping-joints-could-revolutionise-use-of-composites/ (accessed on 10 November 2024).
- Wang, X.; Li, X.; Lin, Q.; Xia, J.; Xue, H. A thermoreversible crosslinking hot-melt adhesive: Reversibility and performance. RSC Adv. 2021, 11, 32565–32572. [Google Scholar] [CrossRef]
- He, J.; Zhang, C.; Wang, Y.; Gong, Y.; Zhang, L.; Liu, H.; Yuhui, A.; Shang, L. Resveratrol/epoxidized soybean oil bio-based non-isocyanate polyurethane: High strength, recyclability and adhesive applications. Ind. Crop. Prod. 2024, 220, 119282. [Google Scholar] [CrossRef]
- Kim, D.H.; Yu, A.; Goh, M. Oxidative chemical depolymerization of thermoset epoxy resin for green recycling. J. Ind. Eng. Chem. 2021, 96, 76–81. [Google Scholar] [CrossRef]
- DiPucchio, R.C.; Stevenson, K.R.; Lahive, C.W.; Michener, W.E.; Beckham, G.T. Base-Mediated Depolymerization of Amine-Cured Epoxy Resins. ACS Sustain. Chem. Eng. 2023, 11, 16946–16954. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sector | Challenges |
|---|---|
| Aerospace |
|
| Automotive |
|
| Wind Energy |
|
| Oil and Gas |
|
| Construction and Infrastructure |
|
| Marine |
|
| Electronics |
|
| Adhesive Chemical Composition | General Properties and Application | Key Bonding Substrates | Hardening Time | Most Common Cure Temperature | Key Resistance Features | Cost per Volume |
|---|---|---|---|---|---|---|
| Epoxy | Due to its high mechanical strength, chemical resistance, and excellent bonding capabilities with a wide range of substrates, epoxies are widely used in structural applications (Prolongo, del Rosario and Ureña, 2006 [28]). In many applications, toughened epoxy is used. |
| Hardens within minutes to an hour and gains full strength within 24 h, depending on the system selected (one or two components) and the temperature used. | 60–120 °C | High temperature, water, and impact resistance. Excellent resistance to solvents, mild acids and bases, oil, and fuels. | High |
| Polyurethane | With a balance of flexibility and toughness, polyurethanes are ideal for applications requiring movement accommodation and impact resistance (Das and Mahanwar, 2020 [29]). |
| Hardens within half an hour and gains full strength within 6 h, depending on the system selected (one or two components), the temperature used, and the humidity level. | 20–60 °C | Good moisture resistance but swell as they harden. Good resistance to oil and fuel, low-concentration acids, but poor resistance to strong solvents. | Low |
| Acrylic | Known for their rapid curing times and strong adhesion to metals and plastics, acrylics are commonly used in the automotive and construction industries (Dunn, 2015 [30]). |
| Hardens within minutes to an hour and gains full strength within 8 to 48 h, depending on the system selected (one or two components) and the temperature used. | 25–80 °C | Resistant to moisture and requires basic surface preparation, such as removing loose materials and surface contaminants. Good resistance to mild acids and solvents, while poor for ketones and chlorinated solvents. | High |
| Urethane | Urethane adhesives offer a good blend of cohesive strength and flexibility, which makes them very tough, durable adhesives. Urethanes bond well to most unconditioned substrates but may require the use of solvent-based primers to achieve high bond strengths (Sastri, 2022 [31]). |
| Hardens within minutes to two hours and gains full strength within 6 h to 7 days, depending on the system selected (one or two components) and the temperature used. | 25–60 °C | High impact and thermal resistance. Good resistance to moisture, fuel, and oil, while having poor resistance to concentrated solvents and strong acids. | Medium |
| Cyanoacrylates | Cyanoacrylates provide fast-setting bonds and are suitable for small-scale or quick-repair applications (Ebnesajjad, Sina, 2011 [32]). |
| Harden in less than a minute and gain full strength within 2 h. | 20–25 °C | Limited chemical resistance, can be used for temporary repairs, low impact resistance due to high brittleness, and low moisture resistance. | Very high |
| Silicone | High thermal stability and flexibility, silicones are used in applications exposed to extreme temperatures and environmental conditions (Han et al., 2022 [33]). |
| Hardens within an hour and gains full strength within 8 to 24 to 72 h, depending on the system selected (one or two components) and the temperature used. | 25–150 °C | High thermal, chemical, and weather resistance. Remains flexible. However, poor resistance to hydrocarbon solvents and strong acids. | Low |
| Group | Type | Description | Covered Adherent Material | Level of Complexity | Equipment Required | Advantages | Disadvantages | Cost |
|---|---|---|---|---|---|---|---|---|
| Mechanical | Sanding/Grinding | Sanding is a mechanical process where the adherent surface is abraded by hand or using a tool, with different types of sandpaper. Usually, the process is divided into two stages, sanding and polishing (Whittingham et al., 2009 [79]; Carnes and Mtenga, 2015 [80]). |
| Does not require expensive equipment | Different types of sandpaper and/or a rotating tool | Widely used treatment One of the simplest treatments | Due to manual operation, the surface is not uniform -Post-treatment required -Heavily depends on the operator’s skills | Fairly inexpensive |
| Blasting | Blasting, or sandblasting, is a method that uses compressed air as a driving force for small-sized sand particles. Blasting depends mainly on the sand type and size, pressure, angle, speed, and distance. The most used is quartz sand (Hartwig et al., 1996 [81]). |
| Complicated and difficult to carry Risk of seriously harming the operator | Require heavy equipment | Used in areas where there are no other alternatives | Depends on many factors -Needs special compressors and scaffolding -Risky to the operator | Usually, a laborious method and costly | |
| Chemical | Peeling | Peeling is a method of removing a ply from the surface of a laminated composite material (Bénard, Fois and Grisel, 2005 [82]; Kanerva et al., 2015 [77]). |
| Does not require special equipment | Produces a uniform surface area Can be used over a large area Ensures good repeatability | Removing a ply may create some bumps and pits on the substrate surface -The existence of pits and bumps can generate voids and trap air during the bonding process | Fairly expensive | |
| Acid etching | This is a chemical reaction, where acid-based reagents react with the surface of the adherent to form some depressions. Treating composites usually requires a bath containing either acid or base solution with specific concentration, temperature, and duration (Hu et al., 2019 [83]; Ebnesajjad, S. and Ebnesajjad, 2013 [84]). |
| Requires very careful handling and safety regulations | Require specific PPE | Can treat large areas | It can be very toxic -Not suitable for small and precise treatments | Fairly expensive | |
| Solvent cleaning | A solvent is generally a solution that dissolves other substances, but it does not change the chemical composition of the adherent (Zaldivar et al., 2011 [85]; Barthel et al., 2016 [86]). |
| Does not require special equipment or training | Clean cotton clothes | Can treat large and small areas Not harmful Easy to apply Does not cause any damage to the surface | Secondary process -Can leave particles on the surface -An additional process of air blowing is required | Fairly inexpensive | |
| Anodic oxidation | Also called anodisation, it forms an oxide layer on the surface of the metal, and this film changes the surface state and the properties of the substrate (Takeda et al., 2018 [87]; He, P. et al., 2013 [88]). |
| Voltage, time, and temperature affect the results of oxidation | Electrolytic system required | Can treat a large area Non-harmful to the operator Environment friendly | Very limited usage, mainly metals | Expensive | |
| High-energy | Laser | This treatment is a form of surface modification of the adherent by the generation of thermal vibration, melting, and vaporisation by the use of a high-energy laser beam (Fischer, Kreling and Dilger, 2012 [89]; Çoban et al., 2019 [90]). |
| Requires a special level of tuning according to the adherent | Special laser equipment required | Very precise technique Automated process Repeatability Can be used over a large area | Too small power does not remove the contaminants -Too large power can lead to melting and damage to the adherent -Many parameters that reflect on the quality of the process | Expensive |
| Others | Corona discharge | This is a method that uses the discharge of gas in an uneven electric field, which causes gas ionisation and corona discharge to occur (De Zanet, Salvo and Casalegno, 2022 [91]; Comyn et al., 1996 [92]). |
| Requires precise control of the process parameters | A set of gas nozzles and automated equipment is required | Short process time Fast speed Simple operation and control | Treatment can cause cross-contamination -Can lead to unstable environmental conditions | Expensive |
| Plasma | This method uses a thin layer of plasma, which contains active substances that react with the surface of the adherent (Pizzorni, Lertora and Mandolfino, 2020 [93]; Kim, J. K. and Lee, 2002 [94]). |
| Requires certain environmental conditions Relatively complicated process, requires control of many parameters | Proper plasma equipment is required | High efficiency Parametric control Environmentally friendly Applicable in a vacuum | Requires low pressure -Fairly new process -Wrong parameter setup can damage the surface of the adherent | Expensive | |
| Flame | Flame treatment is a relatively new technique that uses burners that work with an air–gas mixture that injects flames, with a temperature of 900–1000 degrees Celsius, through single or multiple nozzles (Adams, R. D., 2021 [95]). |
| Requires some preparations on types of gas used, number of passes, speed, air-to-gas ratio, flow rate, and nozzle-to-surface distance | Require certain equipment: a nozzle set, gas containers, and safety structures | Can be automated Has a fast processing rate and clear control parameters | Reduced speed can promote oxidation. Shear stress drops after treatment Increased duration changes surface morphology | Expensive |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dachev, D.; Kazilas, M.; Alfano, G.; Omairey, S. Towards Reliable Adhesive Bonding: A Comprehensive Review of Mechanisms, Defects, and Design Considerations. Materials 2025, 18, 2724. https://doi.org/10.3390/ma18122724
Dachev D, Kazilas M, Alfano G, Omairey S. Towards Reliable Adhesive Bonding: A Comprehensive Review of Mechanisms, Defects, and Design Considerations. Materials. 2025; 18(12):2724. https://doi.org/10.3390/ma18122724
Chicago/Turabian StyleDachev, Dacho, Mihalis Kazilas, Giulio Alfano, and Sadik Omairey. 2025. "Towards Reliable Adhesive Bonding: A Comprehensive Review of Mechanisms, Defects, and Design Considerations" Materials 18, no. 12: 2724. https://doi.org/10.3390/ma18122724
APA StyleDachev, D., Kazilas, M., Alfano, G., & Omairey, S. (2025). Towards Reliable Adhesive Bonding: A Comprehensive Review of Mechanisms, Defects, and Design Considerations. Materials, 18(12), 2724. https://doi.org/10.3390/ma18122724